Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЯ
Вид РИД
Изобретение
Изобретение относится к способу изготовления в детали отверстия с ограничительными боковыми сторонами, при котором на поверхность детали направляется лазерный луч, в результате чего материал детали испаряется, и образуется отверстие.
Из уровня техники известны способы изготовления отверстий с ограничительными боковыми сторонами. Так, например, в US 6420677 описан способ выполнения в турбинных лопатках с помощью лазера отверстий для охлаждающего воздуха. При этом на поверхность турбинной лопатки подается последовательность лазерных импульсов, причем части материала турбины испаряются, в результате чего вдоль Z-оси образуется отверстие. Во время обработки лазерный луч направляется на поверхность лопатки под углом ±10-20° к Z-оси.
При изготовлении отверстий для охлаждающего воздуха могут возникнуть недопустимые взаимодействия между лазерным лучом и боковой стороной отверстия. Такое отрицательное взаимодействие возникает в том случае, если лазерный луч во время обработки направляется на поверхность лопатки так, что он на одном участке проходит слишком близко от боковой стороны и параллельно ей. Тогда на этом участке между лазерным лучом и боковой стороной возникает взаимодействие, вследствие которого часть энергии лазерного луча поглощается боковой стороной. Это приводит к повреждению боковой стороны отверстия.
Поэтому задачей изобретения является создание способа описанного выше рода, при котором не возникало бы повреждения боковой стороны отверстия из-за взаимодействия с лазерным лучом.
Эта задача решается, согласно изобретению, за счет того, что за несколько технологических операций каждый раз за счет прохождения лазерным лучом боковой стороны отверстия удаляется часть его объема, причем лазерный луч ориентируется так, что он образует с пройденной боковой стороной угол больше 8°.
Основная идея изобретения заключается в том, чтобы разделить весь объем изготавливаемого отверстия на частичные объемы и удалять их за отдельные технологические операции. Материал детали удаляется отдельными частичными объемами за счет прохождения каждый раз боковой стороны отверстия лазерным лучом. При этом лазерный луч ориентируется так, что он образует с пройденной боковой стороной угол больше 8°.
Поскольку во время изготовления отверстия лазерный луч направляется на поверхность детали не слишком близко к уже образованной боковой стороне отверстия и не параллельно ей, исключено недопустимое взаимодействие между лазерным лучом и боковой стороной. Кроме того, разделение всего объема отверстия на несколько частичных объемов позволяет реализовать отверстия сложных геометрических форм.
В одном варианте лазерный луч ориентируется так, что он образует с пройденной боковой стороной угол больше 10° и меньше 90°, предпочтительно больше 15° и меньше 80°, и особенно предпочтительно больше 20° и меньше 60°. В частности, предпочтительным является угол 9°.
В усовершенствование изобретения на поверхность детали направляется импульсный лазерный луч. При этом может использоваться лазерный луч переменной длительности импульсов. Длительность импульсов может лежать в диапазоне 50-800 нс, предпочтительно 70-600 нс, и, в частности, 200-500 нс. Особенно предпочтительной является длительность импульсов 400 нс.
С помощью такого импульсного лазерного луча материал детали может испаряться особенно быстро.
Предпочтительным образом на поверхность детали может направляться лазерный луч частотой в диапазоне 20-40 кГц, предпочтительно 25-35 кГц, и, в частности, 28-32 кГц.
В одном предпочтительном усовершенствовании изобретения отверстие изготавливается в детали турбины, в частности в турбинной лопатке. Отверстие может представлять собой, в частности, полное отверстие для охлаждающего воздуха или его диффузорное отверстие.
Изобретение более подробно поясняется ниже на примере его осуществления со ссылкой на чертежи, на которых схематично изображают:
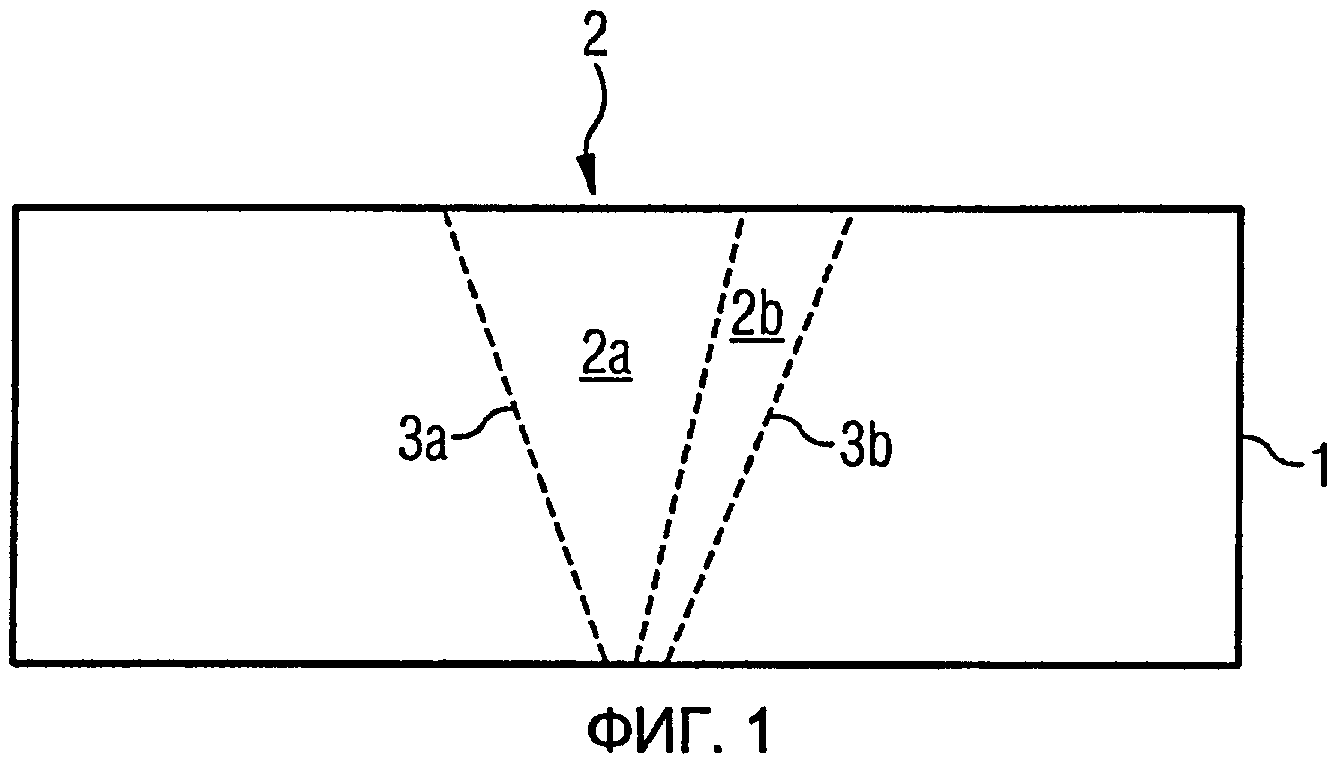
- фиг. 1: деталь, в которой предложенным способом должно изготавливаться отверстие;
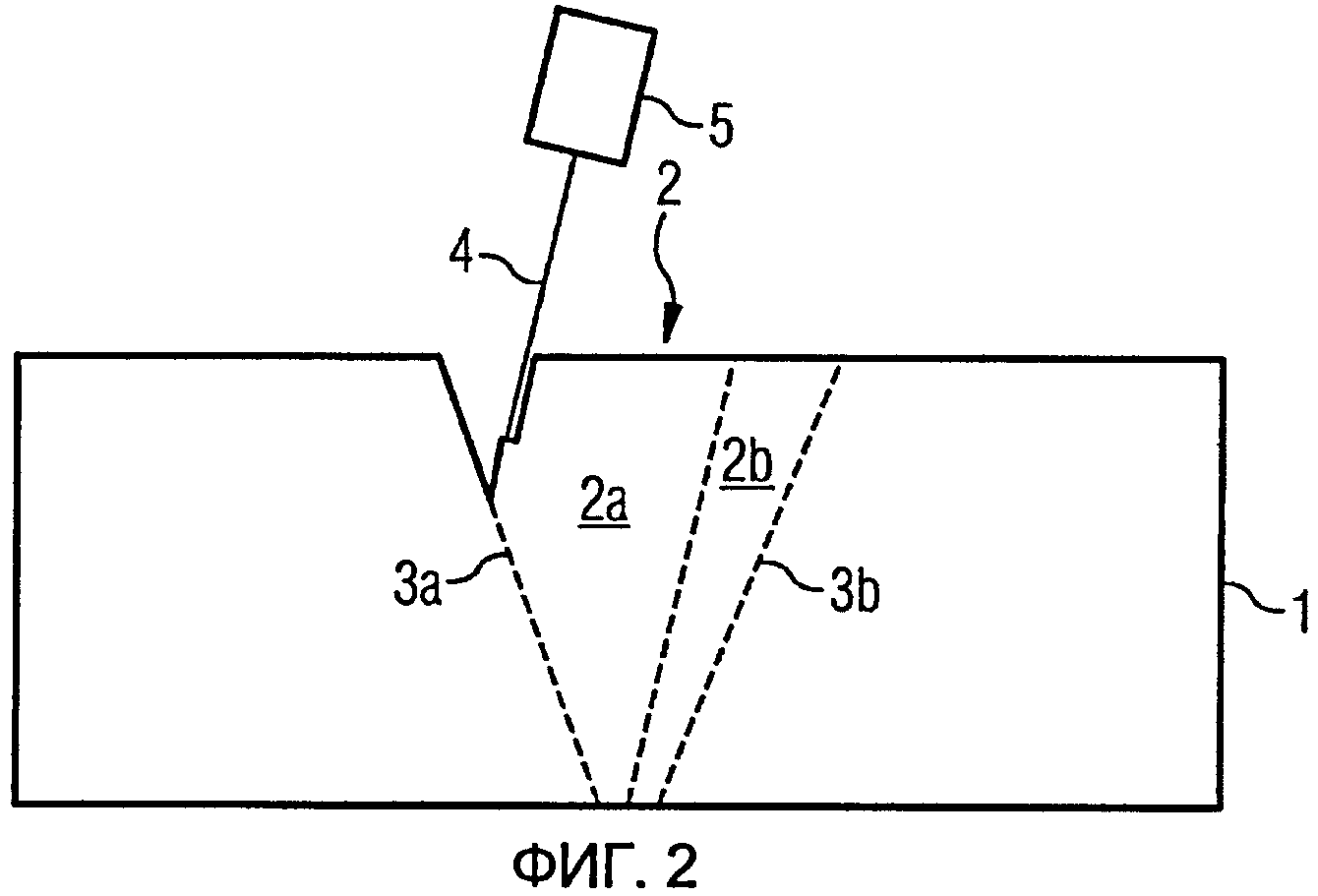
- фиг. 2: деталь из фиг. 1 во время удаления первого частичного объема отверстия;
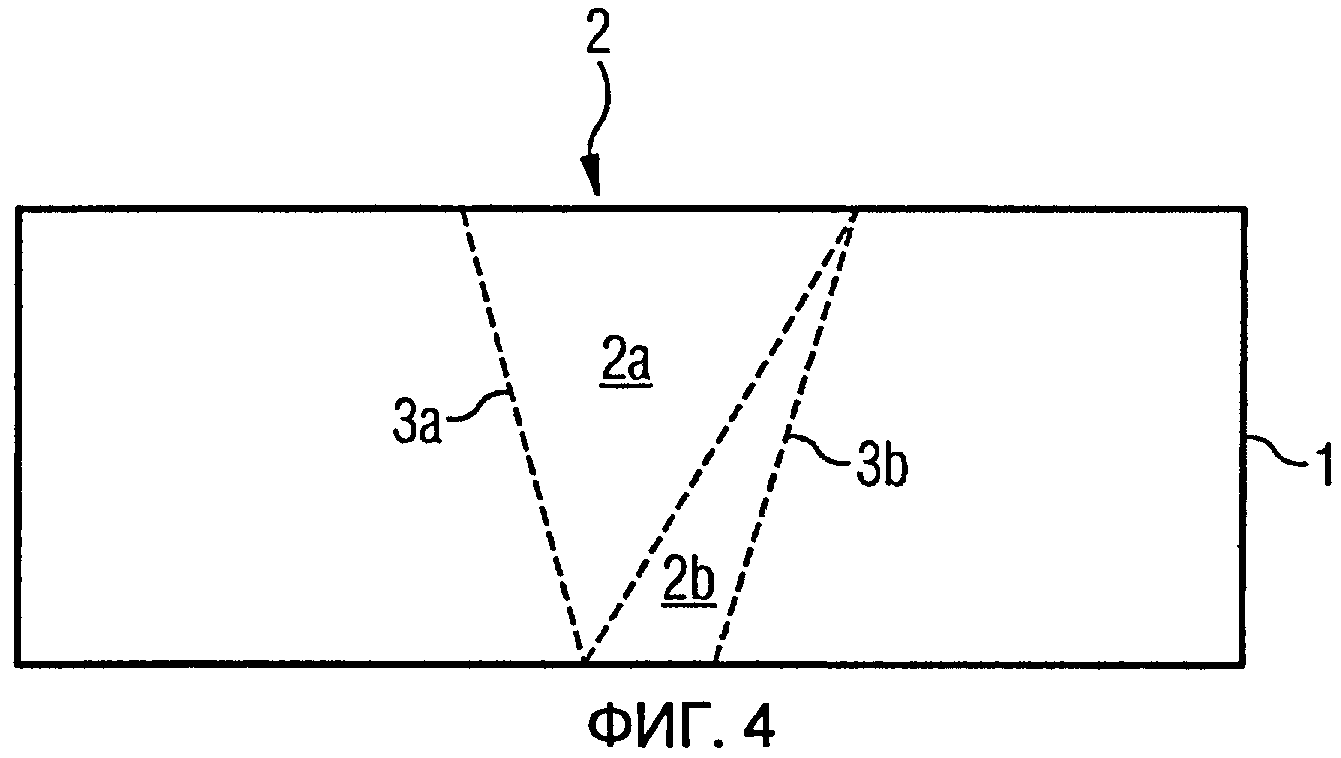
- фиг. 3: деталь из фиг. 1 во время удаления второго частичного объема отверстия;
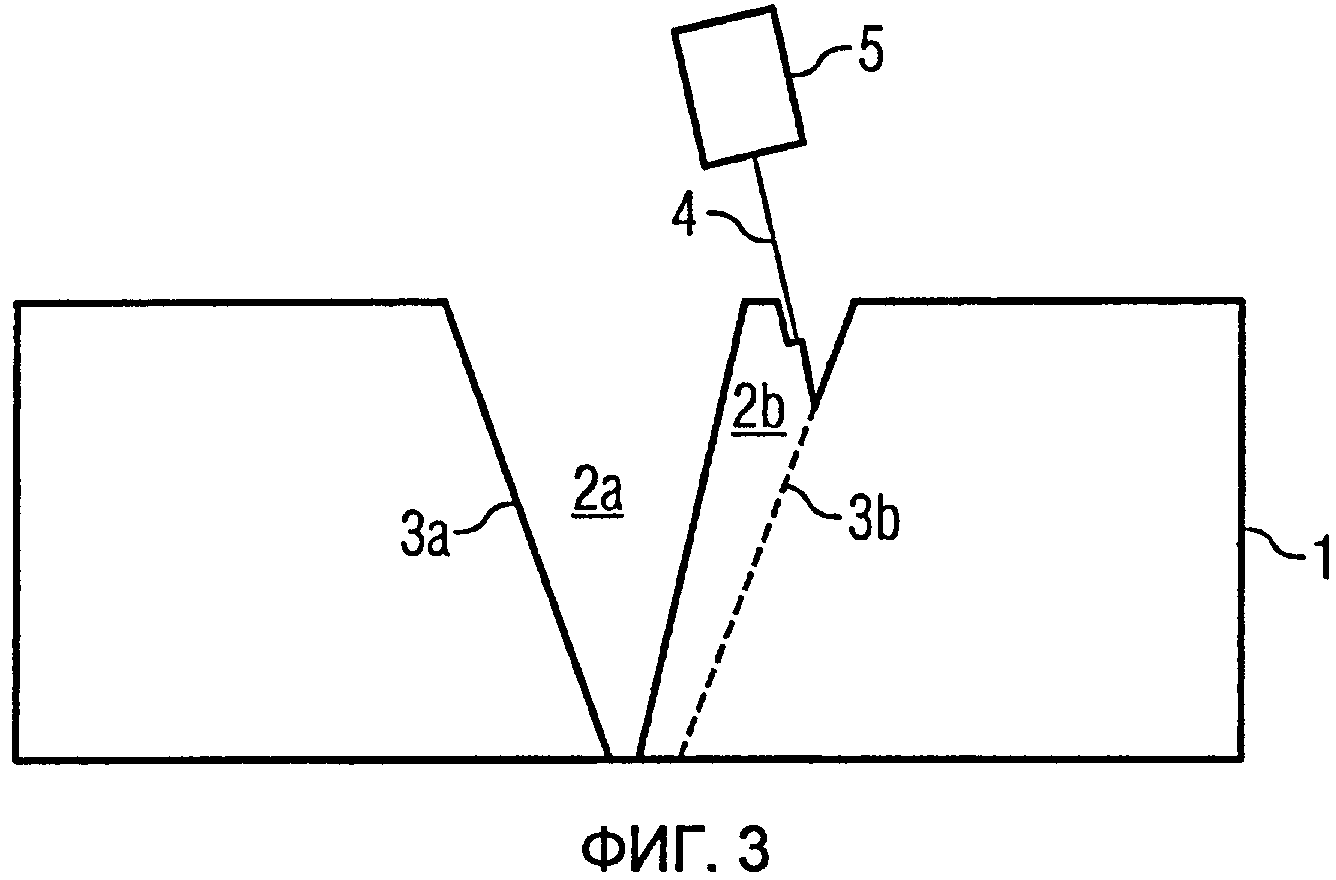
- фиг. 4: деталь из фиг. 1, в которой предложенным способом должно изготавливаться отверстие альтернативной формы.
На фиг. 1-3 схематично изображено изготовление отверстия 1 в детали 2. Деталь 2 может представлять собой, в частности, турбинную лопатку, в которой изготавливается отверстие для охлаждающего воздуха.
На фиг. 1 деталь 1 изображена до начала способа, причем ограничивающие изготавливаемое отверстие 2 справа и слева боковые стороны 3а, 3b обозначены штриховыми линиями. Также штриховой линией весь объем изготавливаемого отверстия 2 разделен на левый 2а и правый 2b частичные объемы. Удаление левого частичного объема 2а изображено на фиг. 2, а правого 2b - на фиг. 3.
Чтобы за первую технологическую операцию удалить левый частичный объем 2а отверстия 2 в детали 1, на поверхность последней направляется луч 4 лазера 5. При этом лазер 5 ориентирован так, что его луч 4 образует с левой боковой стороной 3а угол больше 5° и падает сначала на примыкающий непосредственно к ней участок левого частичного объема 2а, где он испаряет часть материала детали.
Лазерный луч 4 направляется на поверхность детали до тех пор, пока он не достигнет левой боковой стороны 3а. Затем лазер 5 поворачивается на чертеже вправо, в результате чего лазерный луч 4 падает на еще имеющийся в частичном объеме 2а материал детали, который тогда снова испаряется вплоть до левой боковой стороны 3а. Таким образом, лазерным лучом 4 проходится вся левая боковая сторона 3а частичного объема 2а.
После удаления всего частичного объема 2а отверстия 2 лазер 5 поворачивается против часовой стрелки и ориентируется так, что лазерный луч 4 образует с правой боковой стороной 3b угол больше 8° и падает сначала на примыкающий непосредственно к ней участок правого частичного объема 2b, где он испаряет часть материала детали. После этого уже описанным образом правая боковая сторона 3b проходится лазерным лучом 4 для удаления также правого частичного объема 2b.
Во время изготовления отверстия 2 не происходит недопустимого взаимодействия между лазерным лучом 4 и одной из боковых сторон 3а, 3b.
На фиг. 4 изображена деталь 1 из фиг. 1 с отверстием альтернативной геометрической формы, образованным ограничительными боковыми сторонами 3а, 3b. В случае такой альтернативной геометрической формы частичные объемы 2а, 2b расположены друг над другом, причем частичный объем 2b преимущественно своей вершиной примыкает к наружной поверхности детали 1.
Альтернативное отверстие 2 изготавливается уже описанным образом.
Контроль передачи постоянного тока высокого напряжения
Способ для визуализации и валидации событий процесса и система для осуществления способа
Система электрических проводников
Телескопическая стойка для устройства для подъема грузов
Сеть постоянного напряжения с высокой избыточностью
Изготовление структуры методом холодного газодинамического напыления
Продление срока службы диска силовой турбины, подверженного коррозионному повреждению при эксплуатации (варианты)
Узел деталей работающей на текучей среде энергомашины, способ монтажа
Устройство с ходовой частью
Инжекционное охлаждение роторных лопаток и статорных лопаток газовой турбины
Способ пастеризации продуктов в емкостях и установка для его осуществления
Пастеризационная установка
Устройство пастеризации с интегрированным тепловым насосом и способ его осуществления

