Результат интеллектуальной деятельности: СПОСОБ ПЕРЕРАБОТКИ КОБАЛЬТСОДЕРЖАЩИХ ОТХОДОВ
Вид РИД
Изобретение
Изобретение относится к области гидрометаллургии и может быть использовано для получения различных соединений кобальта из отходов.
Кобальт относится к числу чрезвычайно рассеянных элементов. Содержание его в земной коре составляет всего 0,0023%. Учитывая все возрастающую роль кобальта и его соединений в создании наукоемкой продукции, очень важно вовлечь в переработку производственные отходы, содержащие кобальт в значительных количествах. Отходы могут отличаться по содержанию основного компонента и примесей, но процесс их переработки примерно одинаков и проходит в три стадии:
- перевод кобальта и сопутствующих ему металлов в раствор;
- очистка раствора от примесей и выделение кобальтсодержащего соединения в виде самостоятельной твердой фазы;
- доведение кобальтсодержащего соединения до товарного продукта.
В зависимости от состава кобальтсодержащие отходы растворяют в кислотах: серной, азотной, соляной, а также в аммиачно-карбонатном растворе.
Обычно для извлечения кобальта используют его большую склонность к переходу в состояние со степенью окисления +3 и к образованию устойчивых комплексных соединений. С этой целью кобальтсодержащие растворы обрабатывают в соответствующих условиях хлором, гипохлоритом натрия, пероксидом водорода и другими окислителями.
Известен способ извлечения кобальта и вольфрама путем обработки отходов сначала гипохлоритом натрия в щелочной среде, затем нагретой соляной кислотой с последующим разделением производных кобальта и вольфрама фильтрованием, с целью отделения выпавшего осадка вольфрамовой кислоты и дальнейшей переработки раствора хлорида кобальта (патент РФ №2190678, МПК С22В 34/36)
Известны способы получения соединений кобальта с использованием хлорсодержащих реагентов. В частности, осаждение гидроксида кобальта из кобальтсодержащих растворов посредством продувания их газообразным хлором при температуре 60-74°C с одновременной нейтрализацией образующейся кислоты раствором, содержащим кальцинированную и углекислую соду (авторское свидетельство №114149, МПК С22В 3/44).
Широкое распространение получили процессы автоклавного выщелачивания кобальтсодержащих материалов серной кислотой в присутствии аммиака или аммонийных солей. При выщелачивании получают раствор сульфатов (Ni2+, Co2+) с повышенным содержанием свободной серной кислоты. Такой раствор перерабатывают по стандартной гипохлоритной схеме. Затем примеси окисляют и выделяют железо аммиаком в присутствии кислорода. После отделения гидроксида железа(III) осаждают медь кобальтовым порошком. Выделение кобальта по гипохлоритной схеме осуществляют при избыточном количестве гипохлорита (200-300% от теоретически необходимого). Наряду с кобальтом в раствор переходит и часть никеля. Осаждение хлором проводят при температуре 65-70°C. Недостатком этого способа является то, что сернокислый раствор при высоких температурах и давлении очень агрессивен, поэтому требуется применение или стойкого в растворе кислоты титана или футерование автоклавов кислотоупорным материалом (Смирнов В.И. и др. Извлечение кобальта из медных и никелевых руд и концентратов. М.: Металлургия, 1970. С.181-198).
Основным недостатком перечисленных выше способов является применение окислителей и восстановителей, содержащих ионы хлора, загрязняющих окружающую среду и влияющих на здоровье человека, а также пониженное извлечение металла. Кроме того, кобальт осаждается в виде осадка, содержащего примеси других металлов: железа, никеля, цинка и т.д. Дальнейшее разделение этих металлов вследствие близости их нормальных окислительно-восстановительных потенциалов представляет сложную проблему.
В патенте США (№4964997, 23.10.1990 г.) предусматривается растворение отходов Sm-Co магнитов в азотной кислоте, затем следует экстракция 50-80% раствором ТБФ в керосине и реэкстракция РЗЭ 0,3 Н раствором азотной кислоты. В результате обработки получали самариевый концентрат и гидроксид кобальта. Недостатком данного способа является сложный химизм процессов экстракции - реэкстракции в процессе разделения примесей, наличие дополнительных операций реэкстракции, водных отмывок насыщенного и регенерированного экстрагента, а также необходимость использования сложного оборудования.
Известен способ выделения кобальта из кобальтсодержащего материала, включающий перевод кобальта и сопутствующих ему металлов в разбавленный раствор, очистку раствора от примесей, последующую фильтрацию и осаждение соединений кобальта из раствора, промывку и отжим осадка с дальнейшим получением конечного продукта, отличающийся тем, что очистку кобальта от примесей осуществляют в буферной среде, содержащей бикарбонаты и карбонаты щелочного металла в присутствии окислителя (пероксида водорода) при значении рН 7,8-9,4 и температуре 15-30°C (патент РФ №2127326, МПК С22В 3/20).
Недостатком данного способа является высокая энергоемкость процесса, низкая производительность процесса и недостаточно высокое извлечение кобальта в готовый продукт.
Наиболее близким к заявляемому способу является способ выщелачивания кобальта из кобальтсодержащего материала раствором азотной кислоты (конц. 10 -15%). После отделения нерастворившихся веществ кобальтсодержащий раствор нейтрализуют аммиаком до рН 5-7, затем в полученный раствор добавляют сульфид натрия и бутиловый ксантогенат калия для осаждения сульфида кобальта (патент РФ №2181387, МПК С22В 23/00).
Недостатком данного способа является очень низкое извлечение кобальта в конечный продукт, а также сравнительно узкая область использования сульфида кобальта.
Задачей, на решение которой направлено заявляемое изобретение, является повышение степени извлечения кобальта, снижение издержек производства и упрощение аппаратурного оформления процесса.
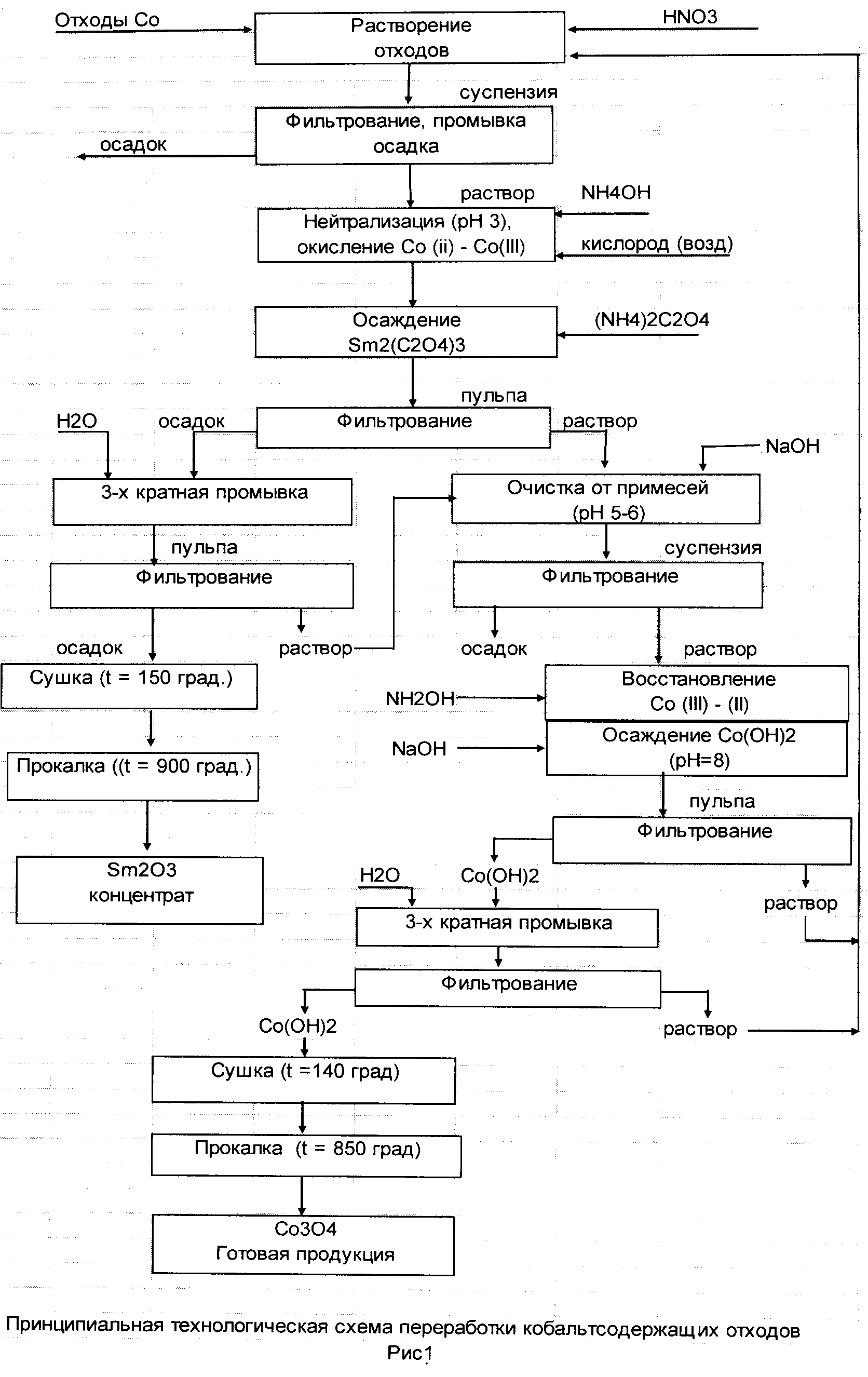
На рис.1 показана принципиальная схема переработки кобальтсодержащих отходов с использованием предлагаемого способа.
Технический результат достигается за счет того, что отходы растворяют в азотной кислоте, удаляют нерастворившиеся примеси, далее в процессе обработки раствора аммиаком до значения рН не менее 3 проводят окисление кобальта(II) до кобальта(III). При этом образуется аммиакат кобальта. Затем осаждают оксалат самария при расходе оксалата аммония 1,6-2 моль/моль самария, затем - остальные примеси раствором гидроксида натрия, восстанавливают кобальт(III) до кобальта(II) и осаждают гидроксид кобальта(II).
В качестве исходных материалов использовали отходы производства самарий-кобальтовых магнитов. Состав отходов приведен в табл.1.
|
Пример осуществления предлагаемого способа.
Навеску измельченных отходов производства Sm-Со магнитов растворяют в разбавленной азотной кислоте при комнатной температуре. Нерастворившийся осадок отфильтровывают. Влияние концентрации азотной кислоты на полноту растворения самария и кобальта показано в табл.2.
|
Анализ данных табл.2 позволяет сделать вывод, что оптимальная концентрация азотной кислоты, обеспечивающая максимальное извлечение кобальта и самария в раствор составляет 15-20%, При снижении концентрации кислоты менее 15% уменьшается извлечение самария в раствор, при повышении более 20% снижается степень растворения кобальта, что согласуется с общеизвестными литературными данными. Количество взятой на растворение кислоты определяется полнотой растворения навески отходов и оценивается визуально. Состав исходных растворов, полученных в выбранном режиме растворения отходов, приведен в табл.3.
|
Избыточную кислотность нейтрализуют аммиаком до значения рН не менее 3. При легко идущем в аммиачной среде окислении Со2+ до Со3+ кислородом воздуха образуются очень устойчивые аммиакаты кобальта(III). Комплексообразование с нейтральными аддендами (NH3) повышает устойчивость соединений. В отличие от железа, никеля и других примесей, ион [Co(NH3)6]3+ отличается большой стабильностью (константа его нестойкости составляет 3·10-33), что позволяет количественно осадить самарий и другие примеси, оставив кобальт в растворе.
Осаждение самария проводят добавлением расчетного количества раствора оксалата аммония с концентрацией 50 г/л при комнатной температуре. Выпавший оксалат самария отфильтровывают: раствор направляют на очистку от меди и других примесей, далее на получение оксида кобальта, а осадок подвергают 3-кратной отмывке от маточного раствора (соотношение т:ж = 1:3, температура ~ 20°C), затем сушат при температуре 150°C, прокаливают при 850-900°C, с целью получения оксида самария. В табл.4 приведены результаты по осаждению оксалата аммония и получению оксида самария.
|
Как следует из табл.4, расход оксалата аммония 1,8 моль/моль самария обеспечивает достаточно высокое извлечение самария в готовый продукт. Отклонение от этого значения в меньшую сторону приводит к неполноте осаждения самария, а в большую сторону - не оправдано. Химический состав оксалата и оксида самария, полученных в результате опытов, приведен в табл.5.
Полученный оксид самария по чистоте не отвечает требованиям, предъявляемым к техническому Sm2O3, тем не менее, как концентрат, он вполне пригоден для использования в народном хозяйстве для различных целей.
Раствор, полученный после отделения оксалата самария, очищают от примесей меди, никеля, хрома и др. добавлением раствора NaOH до значения рН 5-6 на холоду. Выпавший осадок гидроксидов примесей отфильтро вывают, фильтрат обрабатывают гидроксиламином, с целью восстановления кобальта (III) и последующего осаждения гидроксида Со(ОН)2 по реакциям:
[Co(NH3)6](NO3)3+NH2OH=[Co(NH3)6](NO3)2+0,5N2+HNO3+H2O
[Co(NH3)6](NO3)2+2NaOH+6H2O=Co(OH)2↓+2NaNO3+6NH4OH
|
Осаждение гидроксида кобальта проводят при комнатной температуре раствором NaOH при значении рН ~ 8. После отделения маточного раствора фильтрованием и 3-кратной промывки водой при соотношении т:ж = 1:5 гидроксид кобальта высушивают при температуре 140°C, затем прокаливают в течение 4 ч при температуре 850°C, после чего взвешивают, анализируют на содержание кобальта, примесей и определяли выход оксида кобальта.
В табл.6 показано влияние расхода гидроксиламина на полноту восстановления кобальта и связанный с ней выход оксида кобальта.
|
Расход гидроксиламина 1,3 моля/моль кобальта в исходном растворе (табл.6) является оптимальным, поскольку обеспечивает достаточно высокое извлечение кобальта в оксид. Снижение расхода восстановителя до 1,1 моля/моль кобальта, по-видимому, не обеспечивает его полного восстановления, вследствие чего снижается выход оксида кобальта. Повышение расхода гидроксиламина до 1,5 моля/моль также не приводит к увеличению извлечения кобальта в готовый продукт. Качество полученного оксида кобальта приведено в табл.7.
|
Как следует из табл.7, предложенный способ переработки кобальтсодержащих отходов обеспечивает получение оксида кобальта(II, III), отвечающего требованиям ГОСТ 4467-70, предъявляемым к марке «Ч». Для марки «ЧДА» полученный оксид не отвечает требованию по содержанию магния, хотя по сумме примесей он значительно чище.
Способ комплексной переработки углерод-кремнеземистых черносланцевых руд
Способ очистки жидких радиоактивных отходов и установка для его осуществления
Способ переработки урановых руд
Способ переработки фосфатного редкоземельного концентрата, выделенного из апатита
Способ извлечения скандия
Способ извлечения редкоземельных металлов из фосфогипса
Способ переработки металлических бериллиевых отходов
Способ переработки отходов металлического бериллия и спецкерамики на основе оксида бериллия
Способ очистки вентиляционных выбросов от токсичных газов
Способ получения легкорегенерируемого ионита
Способ комплексной переработки углерод-кремнеземистых черносланцевых руд
Способ очистки жидких радиоактивных отходов и установка для его осуществления
Способ переработки урановых руд
Способ переработки фосфатного редкоземельного концентрата, выделенного из апатита
Способ извлечения скандия
Способ извлечения редкоземельных металлов из фосфогипса
Способ переработки металлических бериллиевых отходов
Способ переработки отходов металлического бериллия и спецкерамики на основе оксида бериллия
Способ очистки вентиляционных выбросов от токсичных газов
Способ получения легкорегенерируемого ионита

