Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННОЙ ПЛОСКОСТНОСТЬЮ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, конкретно к производству холоднокатаной электротехнической изотропной стали, используемой для изготовления магнитопроводов электрических машин (электродвигателей, генераторов, дросселей и т.п.).
К качеству такой стали, кроме определенного уровня магнитных и механических свойств, предъявляется ряд других требований, среди которых следует выделить плоскостность готовых полос. Волнистость и коробоватость полос готовой электротехнической изотропной стали оказывает негативное влияние на плоскостность пластин магнитопроводов после их штамповки, что влияет на качество их пакетирования, так как из-за недостаточно плоских пластин не может быть собран плотный магнитопровод. При этом повышается трудоемкость изготовления позиций магнитопроводов и сборки, что приводит к снижению коэффициента заполнения (К), являющегося важной характеристикой, определяющей наряду с магнитными свойствами стали уровень технико-экономических показателей магнитопроводов электрических машин. Снижение коэффициента заполнения на 1% приводит к повышению удельных магнитных потерь на 3% и снижению магнитной индукции на 2%. Лучшие электротехнические изотропные стали имеют коэффициент заполнения, равный 0,97-0,98.
Известны различные способы производства холоднокатаной электротехнической изотропной стали. Большинство их включает выплавку, разливку, горячую прокатку, отжиг горячекатаной полосы или без него, холодную прокатку и заключительный рекристаллизационный отжиг. Рекристаллизационный отжиг холоднокатаных полос является одним из основных процессов в технологии производства электротехнической изотропной стали, поскольку оказывает влияние не только на формирование магнитных и механических свойств, но и на распределение остаточных внутренних напряжений в готовых полосах, определяющих их плоскостность. Поэтому оптимизация режима рекристаллизационного отжига холоднокатаной стали является весьма важной задачей.
Известен способ производства холоднокатаной электротехнической изотропной стали, приведенный в патенте Японии №60-73303, C21D 8/12 от 15.10.1986 г.
Способ предусматривает горячую прокатку стальных слябов с содержанием углерода менее 0,05%; кремния 2,5-4,0% и алюминия менее 1,5%. Затем горячекатаную полосу отжигают, подвергают холодной прокатке на готовую толщину и проводят заключительный отжиг. При этом заключительный отжиг проводят по режиму: выдержка полосы в течение 5-60 сек при температуре 950-1100°C, снижение температуры до 800-950°C и выдержка при ней в течение 10-120 сек, затем замедленное охлаждение полосы со скоростью не более 100°C/мин.
Недостатком данного способа является то, что при заключительном отжиге холоднокатаных полос не регламентируется скорость охлаждения полосы между двумя выдержками. Неконтролируемое снижение температуры полосы с температуры выдержки до температуры 768°C≤Тп≤820°C приводит к формированию дополнительных неравномерно распределенных по сечению полосы внутренних напряжений, что, в свою очередь, обуславливает ухудшение плоскостности стали при последующем магнитном превращении металла в критической точке Ar2 (точка Кюри - 768°C).
Технической задачей, на решение которой направлено изобретение, является улучшение качественных характеристик холоднокатаной электротехнической изотропной стали, а именно снижение неплоскостности и увеличение коэффициента заполнения электротехнической изотропной стали. Для решения поставленной задачи в предлагаемом способе производства холоднокатаной электротехнической изотропной стали охлаждение полос, содержащих, мас.%: углерода не более 0,010; кремния 1,2-3,5; алюминия не более 1,6; марганца не более 0,50; фосфора не более 0,14; серы не более 0,010; железо и неизбежные примеси остальное и прошедших выплавку, разливку стали, горячую прокатку, нормализационный отжиг горячекатаных полос или без него, травление горячекатаных полос, холодную прокатку, рекристаллизационный отжиг холоднокатаных полос при температуре выдержки 930-1080°C, осуществляют в две стадии:
- на первой стадии производят замедленное охлаждение со скоростью 0,2 - 4°C/сек с температуры выдержки до температуры Ar2≤Тп≤820°C;
- на второй стадии производят ускоренное охлаждение со скоростью 5-17°C/сек, где:
Ar2=768 - точка Кюри, температура магнитного превращения стали, °C;
Тп - температура охлаждения полосы на первой стадии, °C.
Для улучшения плоскостности и увеличения коэффициента заполнения холоднокатаной электротехнической изотропной стали необходимым условием является снижение внутренних напряжений в готовых полосах после рекристаллизационного отжига.
При охлаждении холоднокатаной стали с температуры выдержки 930-1080°C и прохождении критической точки Ar2 происходит магнитное превращение в металле. Сталь из парамагнитного состояния переходит в ферромагнитное, при этом изменяется взаимодействие магнитных моментов электронов, которое влияет на межатомные расстояния, что приводит к изменению линейных размеров полосы, к возникновению дополнительных внутренних напряжений в металле и, как следствие, к повышению неплоскостности готовых полос и уменьшению коэффициента заполнения электротехнической изотропной стали. Изменение линейных размеров зависит определенным образом от кристаллографических направлений текстуры стали, формирующихся в процессе отжига при охлаждении металла. При увеличении доли ориентировок легкого намагничивания кубических составляющих текстуры (100), (310) и снижении доли ориентировки трудного намагничивания (111) величина изменения линейного размера уменьшается, что приводит к снижению внутренних напряжений в стали.
Результаты проведенных исследований позволяют утверждать, что для снижения внутренних напряжений в готовой электротехнической изотропной стали, охлаждение полос после выдержки при температуре Тп=930-1080°C необходимо производить в две стадии, при этом на первой стадии производят замедленное охлаждение полосы со скоростью 0,2-4°C/сек до температуры Ar2≤Тп≤820°C, а на второй стадии применяется ускоренное охлаждение со скоростью 5-17°C/сек. Опытная обработка холоднокатаной стали, проведенная по такой схеме, позволяет увеличить долю ориентировок легкого намагничивания (100), (310) при снижении доли ориентировки трудного намагничивания (111) в текстуре стали на 25-30%, что обуславливает снижение внутренних напряжений в металле и улучшение плоскостности готовых полос.
Граничные условия по температурным и скоростным параметрам охлаждения полос установлены на основании проведенных лабораторных и промышленных опытов. Замедленное охлаждение полосы на первой стадии до температуры выше 820°C приводит к повышению внутренних напряжений в металле вследствие снижения доли ориентировок легкого намагничивания (100), (310) в текстуре стали, а охлаждение полосы до температуры ниже Ar2 (768°C) на первой стадии приводит к увеличению затрат на производство. Диапазон значений скорости охлаждения на первой стадии выбран равным 0,2-4°C/сек. Нижний предел обусловлен увеличением затрат на производство стали при снижении скорости охлаждения на первой стадии менее 0,2°C/сек, верхний предел - повышением внутренних напряжений в стали, вследствие снижения доли ориентировок легкого намагничивания (100), (310) в текстуре металла при увеличении скорости охлаждения полосы более 4°C/сек на первой стадии. Диапазон значений скорости охлаждения на второй стадии установлен равным 5-17°C/сек. Нижний предел обусловлен увеличением затрат на производство стали при снижении скорости охлаждения полосы на второй стадии менее 5°C/сек, верхний предел - повышением неравномерности охлаждения полос по ширине при увеличении скорости охлаждения металла более 17°C/сек на второй стадии, что ухудшает качество готовой стали.
Анализ патентной литературы показывает отсутствие совпадения отличительных признаков заявленного способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявленного технического решения критерию «изобретательский уровень».
Использование изобретения позволяет улучшить качественные характеристики готовой холоднокатаной электротехнической изотропной стали, в том числе снизить неплоскостность полос (h - высоту волны по кромкам полос) на 2-4 мм и повысить коэффициент заполнения (K) на 2-3%.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Пример
Выплавляли электротехническую изотропную сталь с содержанием углерода 0,006%; кремния 2,95%; алюминия 0,60%; марганца 0,25%; фосфора 0,02%; серы 0,004%; железо и неизбежные примеси остальное. Сталь разливали в слябы, и производили горячую прокатку на толщину 2,0 мм. Горячекатаную полосу подвергали нормализационному отжигу, затем травлению и холодной прокатке на толщину 0,50 мм. Холоднокатаную полосу подвергали рекристаллизационной термообработке в агрегате непрерывного отжига при температуре выдержки 1050°C. Охлаждение после выдержки стали осуществляли в две стадии:
- на первой стадии со скоростью 0,7°C/сек производили замедленное охлаждение полосы с температуры выдержки 1050°C до температуры 800°C;
- на второй стадии охлаждение полосы производили со скоростью 8,9°C/сек. После термической обработки холоднокатаной электротехнической изотропной стали производили замеры неплоскостности h (мм), высоту волны по кромкам готовых полос в соответствии с требованиями ГОСТ 26877-91. Для оценки коэффициента заполнения (K) готовых полос электротехнической изотропной стали производили отбор эпштейновских образцов в соответствии с требованиями ГОСТ 21427.2-83.
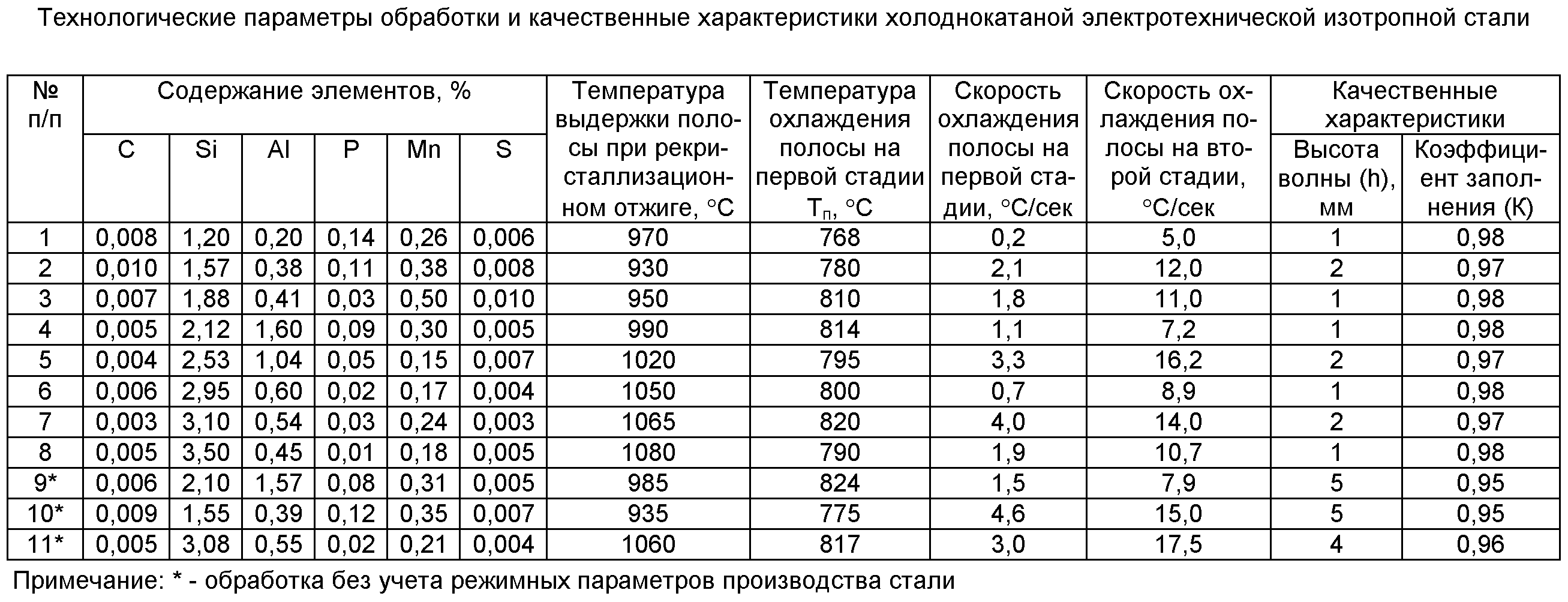
Варианты реализации способа производства холоднокатаной электротехнической изотропной стали с улучшенной плоскостностью при различных параметрах охлаждения полос и их количественные оценки приведены в таблице.
Исходя из представленных в таблице результатов можно сделать вывод, что использование предлагаемого способа позволяет улучшить качественные характеристики готовой холоднокатаной электротехнической изотропной стали, в том числе снизить неплоскостность полос (h - высоту волны по кромкам полос) на 2-4 мм и повысить коэффициент заполнения (K) на 2-3%.
Следовательно, задача, на решение которой направлено техническое решение, выполняется, при этом достигается получение вышеуказанного технического результата.
Способ очистки доменного газа при повышенном давлении газа на колошнике доменной печи
Способ задувки доменной печи
Способ подготовки к эксплуатации валков листопрокатной четырехвалковой клети
Способ выплавки передельного чугуна
Способ формирования стопы рулонов анизотропной электротехнической стали перед их отжигом в колпаковой печи
Способ промывки горна доменной печи
Приемник горячих слябов
Приемник для горячих слябов
Подогреватель кускового сырья
Способ производства полос из электротехнических сталей
Способ холодной прокатки тонких стальных полос
Способ производства электротехнической изотропной стали

