Результат интеллектуальной деятельности: СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ТРЕХ РАЗНЫХ ТИПОВ КУЗОВА АВТОТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕЕ РАБОТЫ
Вид РИД
Изобретение
Изобретение относится к системе изготовления по меньшей мере трех разных типов кузова или частей кузова автотранспортного средства на одном производственном посту, а также к способу ее работы.
В частности, объектом изобретения является система изготовления по меньшей мере первого и второго типов кузова автотранспортного средства, содержащая:
- производственный пост, содержащий средства изготовления указанных двух типов кузовов транспортного средства;
- первый держатель для изготовления первого типа кузова, установленный с возможностью перемещения между рабочим положением, в котором первый держатель удерживает первый тип кузова в радиусе действия средств изготовления, и вторым убранным положением;
- второй держатель для изготовления второго типа кузова, установленный с возможностью перемещения между рабочим положением, в котором второй держатель удерживает второй тип кузова в радиусе действия указанных средств изготовления, и вторым убранным положением;
- устройство перестановки первого и второго держателей, содержащее шпиндель с центральной осью, на первом участке которого установлен первый держатель, а на втором участке - второй держатель, при этом указанные держатели расположены радиально противоположно по обе стороны от центральной оси шпинделя, причем шпиндель установлен с возможностью поворота вокруг своей центральной оси с дискретностью в половину оборота между первым положением, в котором первый держатель занимает свое рабочее положение, а второй держатель - убранное положение, и вторым положением, в котором второй держатель занимает свое рабочее положение, а первый держатель - убранное положение.
Как правило, производственная линия содержит по меньшей мере один производственный пост, средства производства и разметочный держатель.
Производственным постом является, например, пост сборки для осуществления по меньшей мере одной операции сборки этого кузова при помощи средств производства.
Промышленные требования к такой производственной линии предусматривают, чтобы на ней можно было производить разные типы изделий, например до четырех разных типов кузовов или частей кузовов за минимально возможное время цикла.
Каждый производимый отдельный тип, например, боковины кузова имеет разные геометрические характеристики, поэтому каждому типу соответствует индивидуальный разметочный держатель.
Таким образом, держатель меняют каждый раз, когда на производственный пост доставляют другой тип боковины кузова с целью ее сборки.
Однако замена держателя, представляющего собой объемный и тяжелый узел, который может достигать веса в несколько тонн, занимает несколько секунд, которые увеличивают время производственного цикла.
Чтобы соблюдать вышеуказанные условия, производимые боковины кузова группируют по типам, чтобы на производственный пост последовательно доставлять несколько боковин кузова одного типа с целью ограничения частоты замены держателей.
После этого изготовленные боковины кузова складируют и упаковывают, что занимает большую поверхность, поэтому такая технология не подходит для производства объемного предмета, такого как кузов автотранспортного средства.
Кроме того, такая технология не подходит для предметов, которые должны оставаться в производственном потоке завода.
Известна также производственная линия, оборудованная устройством перестановки или замены первого держателя и второго держателя, отличного от первого.
Устройство перестановки содержит шпиндель с центральной осью, на первом участке которого установлен первый держатель и на втором противоположном участке - второй держатель.
Шпиндель установлен с возможностью поворота вокруг своей центральной оси с дискретностью в половину оборота между первым положением, в котором первый держатель занимает свое рабочее положение, а второй держатель - убранное положение, и вторым положением, в котором второй держатель занимает свое рабочее положение, а первый держатель - убранное положение.
Такое устройство перестановки позволяет оборудовать один производственный пост двумя разными держателями, которые можно быстро переставлять, чтобы производить два разных типа боковины кузова.
Однако такое устройство ограничено изготовлением только двух разных типов боковины кузова.
Действительно, масса и габариты каждого держателя не позволяют устанавливать на шпинделе устройства более двух держателей.
Задача изобретения состоит в создании системы производства, отвечающей вышеуказанным промышленным требованиям и содержащей рабочий пост, на котором можно изготавливать по меньшей мере три разных типа боковины кузова автотранспортного средства при помощи трех разных держателей.
Поставленная задача решена в системе изготовления вышеуказанного типа, в которой согласно изобретению как первый, так и второй участки шпинделя содержат средства фиксации соответствующего держателя таким образом, чтобы каждый держатель можно было установить на шпиндель разъемно, причем данная система изготовления содержит устройство замены держателя, выполненное с возможностью замены держателя, занимающего убранное положение, по меньшей мере третьим дополнительным держателем третьего типа кузова.
Предпочтительно устройство замены держателя содержит:
- хранилище, расположенное под производственным постом и содержащее зону замены держателя, в которой находится держатель, занимающий убранное положение,
- тележку, имеющую по меньшей мере одно первое свободное место и второе место, в котором находится третий держатель, при этом тележка установлена в хранилище с возможностью перемещения между положением разгрузки, в котором первое свободное место на тележке находится в зоне замены хранилища, так что держатель, занимающий убранное положение, может быть разблокирован на шпинделе для перемещения на первое свободное место на тележке, и положением загрузки, в котором второе место на тележке находится в зоне замены хранилища, так что третий держатель может быть зафиксирован на шпинделе.
Предпочтительно тележка содержит по меньшей мере одно третье место, в котором находится четвертый дополнительный держатель четвертого типа кузова.
Предпочтительно производственный пост содержит пол, установленный с возможностью перемещения между горизонтальным положением, в котором оператор может занимать на нем рабочее положение, и защитным вертикальным положением, в котором пол перекрывает доступ к соответствующему рабочему посту, в частности, во время замены одного из указанных держателей.
Предпочтительно каждый из указанных изготавливаемых типов кузова содержит множество соединяемых между собой деталей, а каждый держатель содержит средства крепления и/или установки на место указанных соединяемых деталей.
Предпочтительно средства производства содержат по меньшей мере один ручной сварочный инструмент для соединения указанных деталей оператором.
Поставленная задача решена также в способе работы системы изготовления по меньшей мере трех разных типов кузова автотранспортного средства, которые доставляются на производственный пост в запрограммированном порядке, включающем несколько последовательно выполняемых этапов, в том числе:
- этап разгрузки держателя, включающий стадию перемещения тележки в ее положение разгрузки, в котором первое свободное место на тележке находится в зоне замены хранилища, и стадию разблокировки зафиксированного на шпинделе держателя, который занимает убранное положение, чтобы снять указанный держатель со шпинделя и установить на тележку в первое свободное место;
- этап загрузки держателя, выбранного в зависимости от следующего типа изготавливаемого кузова в запрограммированном порядке, включающий стадию перемещения тележки в ее положение загрузки, в котором второе или третье место тележки находится в зоне замены хранилища, и стадию фиксации выбранного держателя на шпинделе таким образом, чтобы указанный держатель установить на шпиндель;
- этап перестановки обоих держателей, установленных на шпинделе.
Предпочтительно этап перестановки включает предварительную стадию перемещения пола из его горизонтального положения в защитное вертикальное положение, стадию поворота на половину оборота шпинделя устройства перестановки таким образом, чтобы переместить выбранный держатель из его убранного положения в рабочее положение, и стадию перемещения пола из защитного вертикального положения в его горизонтальное положение.
Предпочтительно этапы загрузки и разгрузки осуществляют в фоновом режиме в ходе изготовления указанных типов кузовов.
Другие особенности и преимущества изобретения будут более понятны из дальнейшего подробного описания со ссылками на чертежи.
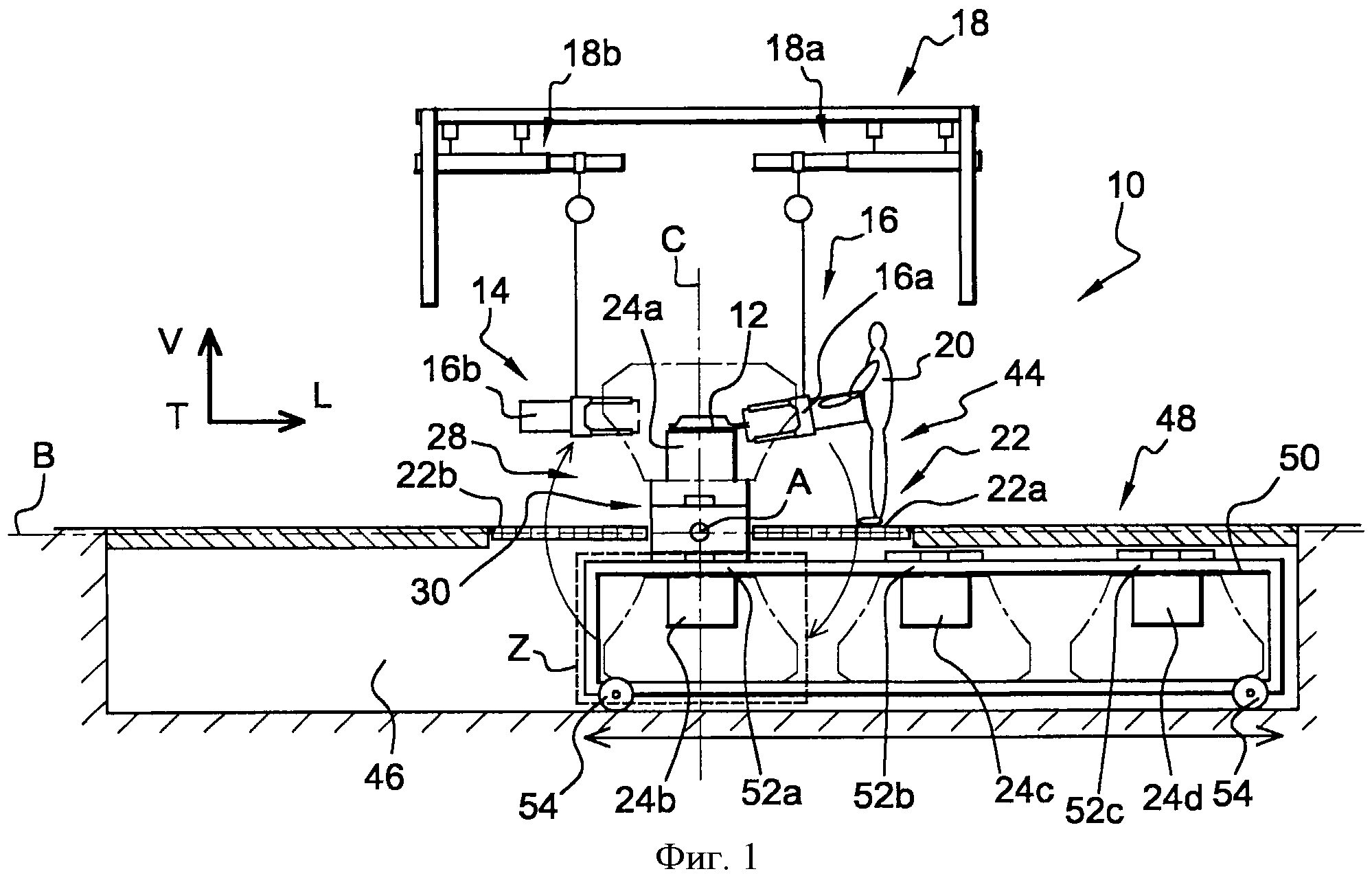
На фиг.1 схематично показана система изготовления, содержащая производственный пост и устройство перестановки двух держателей, тележка которого занимает положение разгрузки;
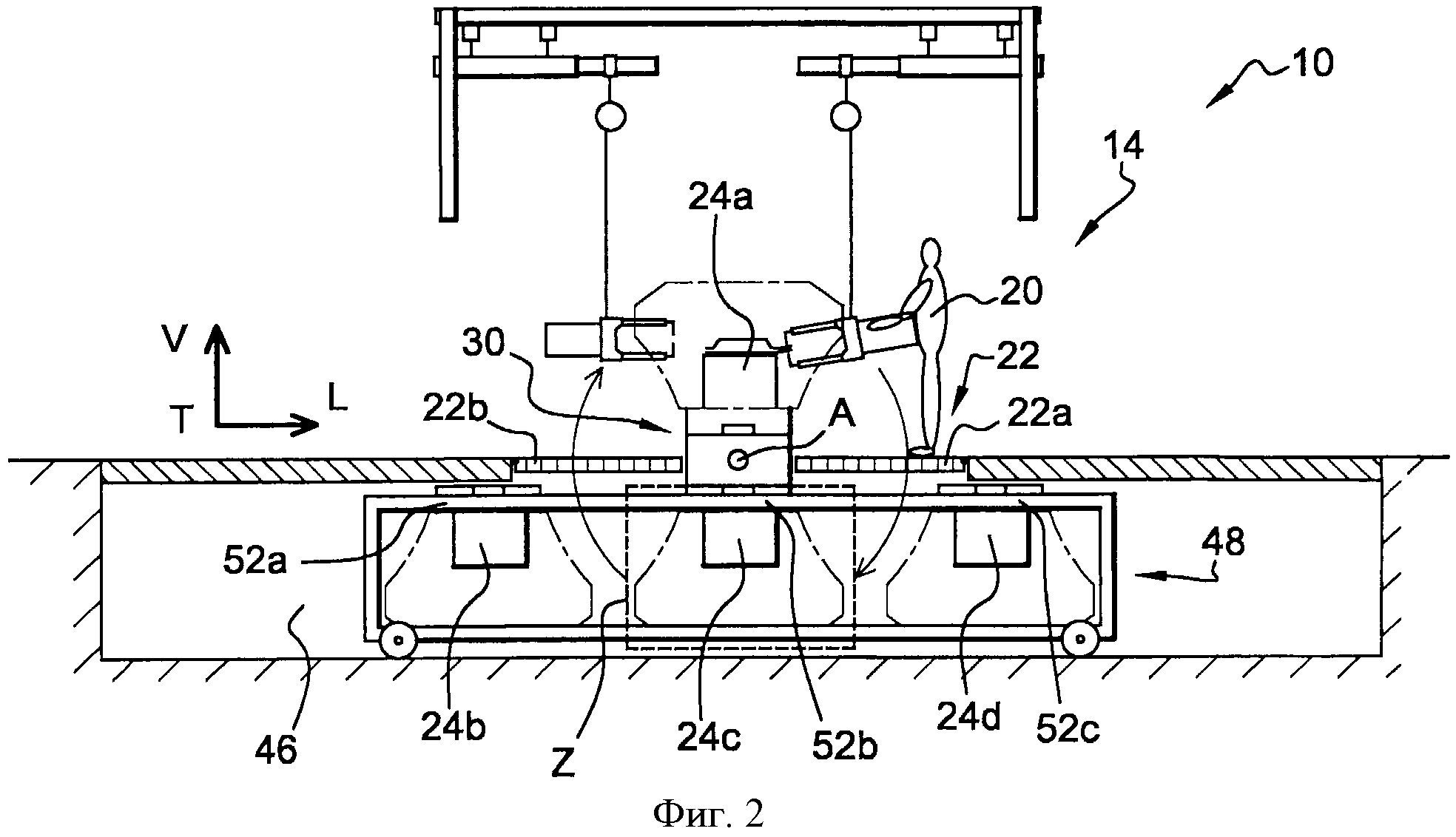
на фиг.2 - то же, что на фиг.1, но тележка показана в положении загрузки;
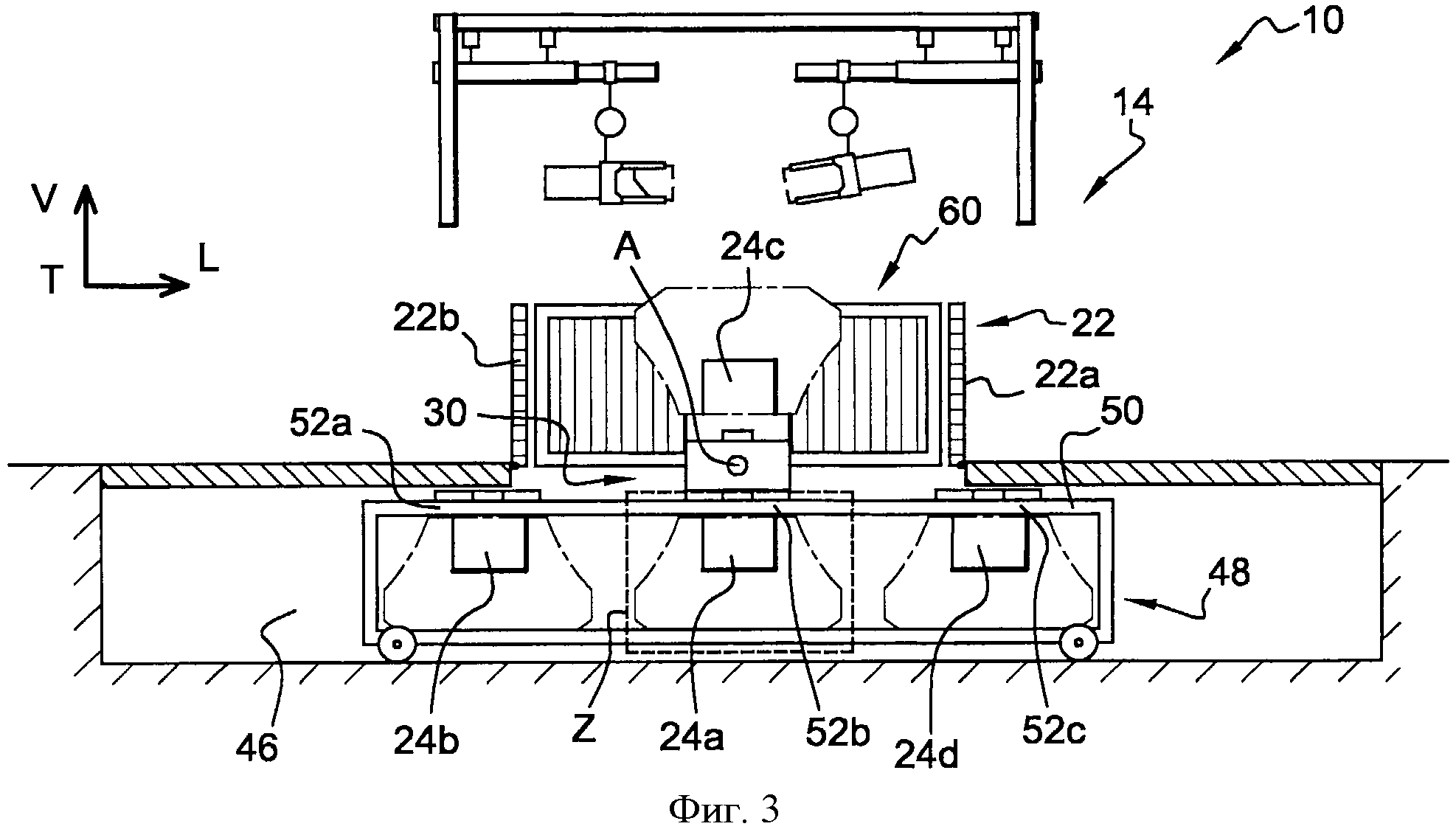
на фиг.3 схематично показан производственный пост, изображенный на фиг.1, пол которого находится в защитном вертикальном положении;
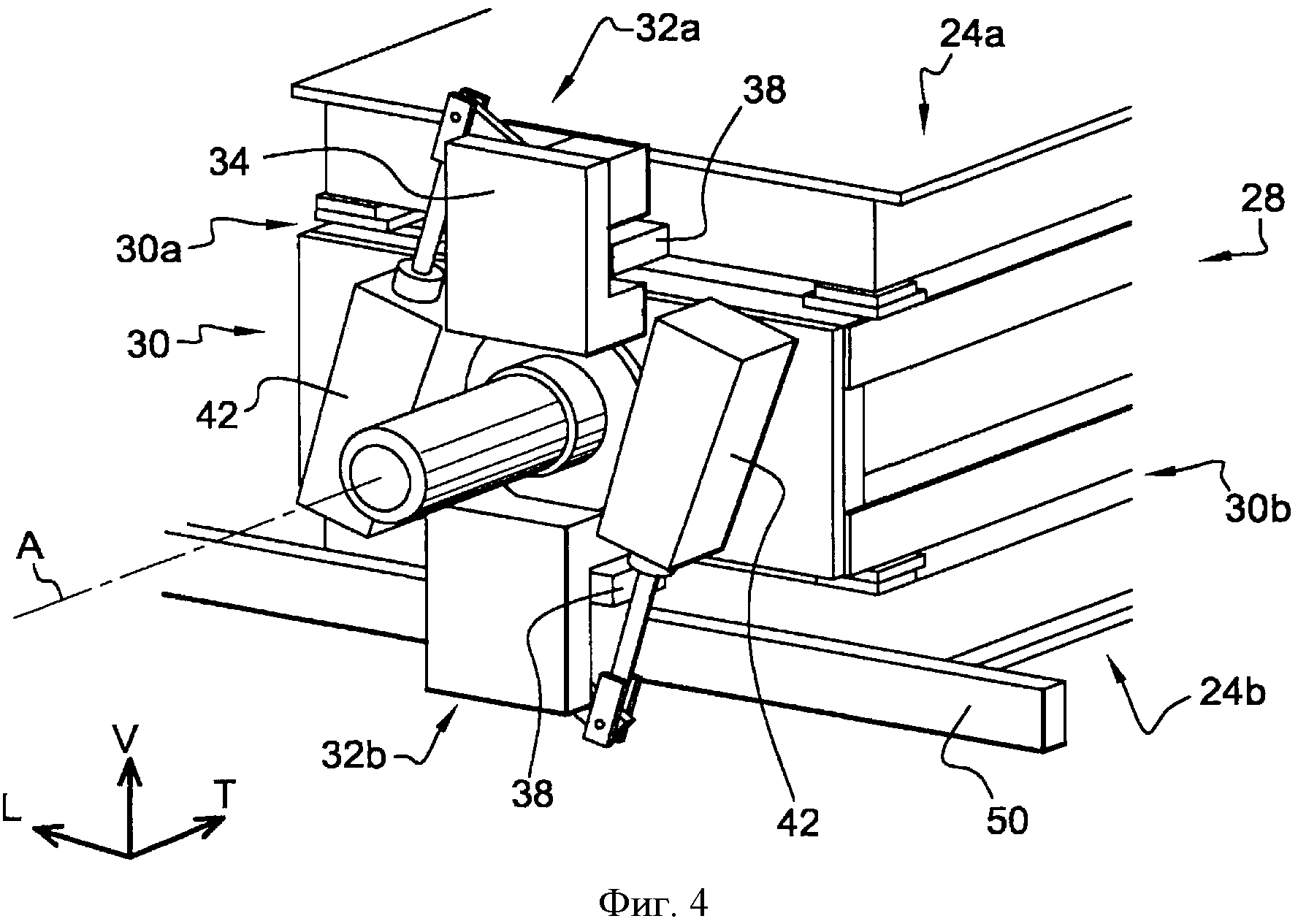
на фиг.4 детально показаны средства фиксации на тележке двух держателей, изображенных на фиг.1, вид в перспективе;
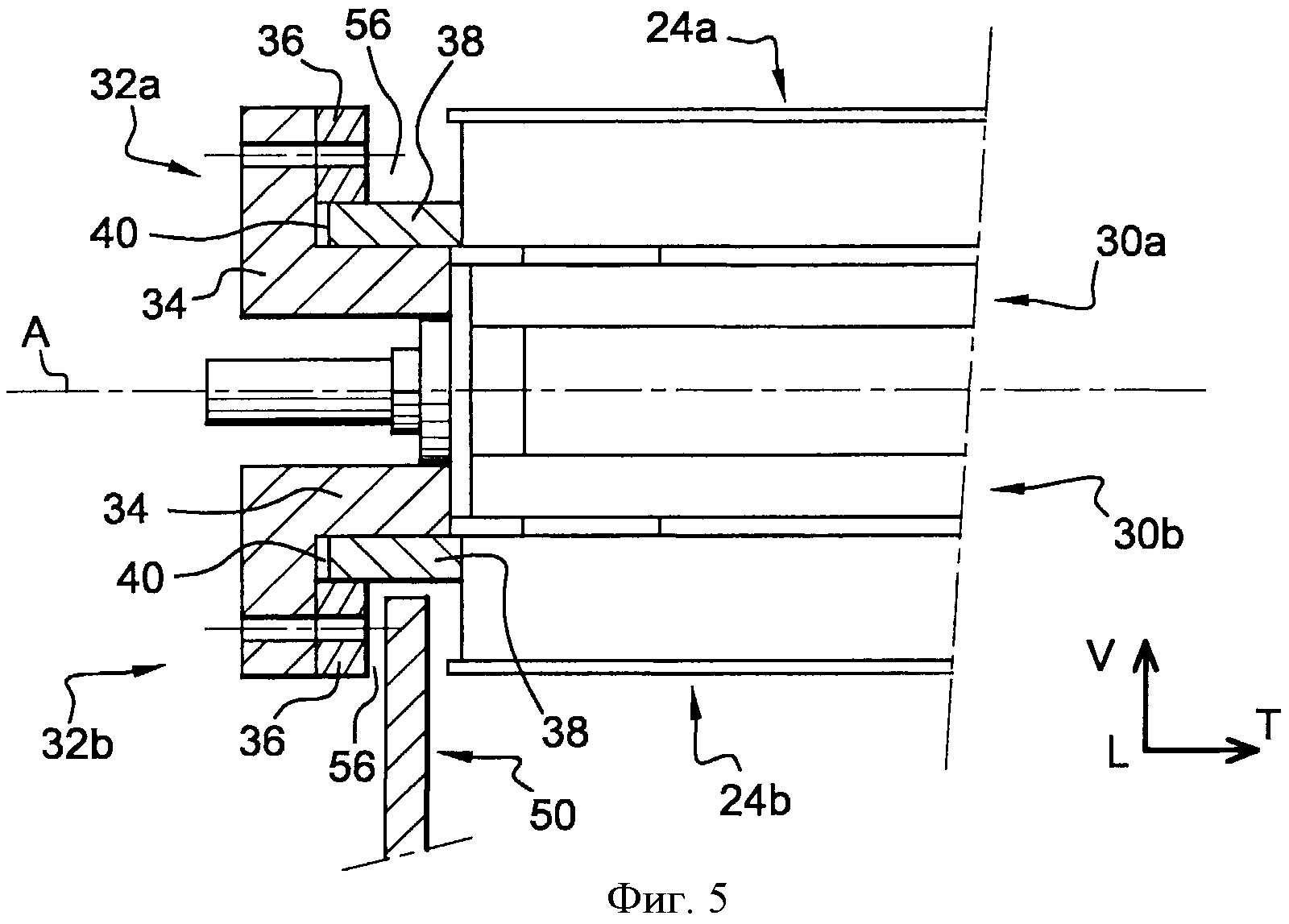
на фиг.5 детально показан зажим средств фиксации, изображенных на фиг.4, вид в разрезе.
Идентичные, подобные или аналогичные элементы обозначены одинаковыми цифровыми позициями.
В дальнейшем термины «передний» и «задний» преимущественно будут использованы, соответственно, относительно левой и правой частей на фиг.1, а продольное, вертикальное и поперечное направления соответствуют показанной на фигурах трехмерной системе координат L, V, T.
На фиг.1 показана система 10 изготовления, входящая в состав производственной линии (не показана).
Производственная линия предназначена для изготовления нескольких типов частей кузова автотранспортного средства, например боковин кузова 12 транспортного средства.
В данном случае система 10 изготовления представляет собой систему сборки при помощи ручной сварки деталей, входящих в состав каждого типа боковины кузова 12.
В данном случае система 10 изготовления позволяет изготавливать четыре разных типа боковины кузова 12.
Для этого система 10 содержит производственный пост 14, на который доставляют типы предназначенных для сборки боковин кузова в порядке, соответствующем программе сборки или изготовления.
Доставкой различных типов боковины кузова 12 в определенном порядке управляют, например, компьютерные средства управления потоком (не показаны) производственной линии.
Производственный пост 14 оборудован средствами 16 производства, которые в данном случае содержат первый сварочный инструмент 16а, подвешенный на подвижной тали 18a таким образом, чтобы оператор 20 мог использовать сварочный инструмент 16a для соединения деталей, доставляемых на производственный пост 14, с целью изготовления или сборки одного из четырех типов боковины кузова 12.
Предпочтительно средства 16 производства содержат второй сварочный инструмент 16b, подвешенный на подвижной тали 18b таким образом, чтобы оператор 20 или второй оператор (не показан) мог использовать сварочный инструмент 16b для соединения деталей, доставляемых на производственный пост 14.
Первый и второй сварочные инструменты 16a и 16b расположены с двух сторон от производимой боковины кузова 12 таким образом, чтобы первый оператор 20 и второй оператор могли работать совместно и одновременно друг против друга на одной собираемой боковине кузова 12.
Производственный пост 14 содержит пол 22, состоящий из первой плиты 22a и второй плиты 22b, расположенных с двух сторон от производимой боковины кузова 12.
Каждая плита 22a, 22b пола 22 установлена подвижно с возможностью перемещения между горизонтальным положением, в котором оператор 20 может занимать рабочее положение на полу 22, и защитным вертикальным положением, которое будет описано ниже.
Система 10 содержит первый держатель 24a для изготовления первого типа боковины кузова 12.
Первый держатель 24a содержит горизонтальную опорную плиту, такую как разметочная плита, на которой закреплены средства (не показаны) удержания в заданном положении деталей, образующих первый тип собираемой боковины 12, и средства (не показаны) установки этих деталей в указанное положение.
Пунктирная линия, охватывающая первый держатель 24a на фиг.1-3, схематично показывает объем, который может занимать держатель 24a.
Первый держатель 24a показан на фиг.1 в рабочем положении, в котором детали первого типа боковины кузова 12 можно крепить и устанавливать в положение относительно разметочной плиты держателя 24a таким образом, чтобы оператор 20 мог их соединять сваркой при помощи сварочного инструмента 16a.
Система 10 дополнительно содержит второй держатель 24b для изготовления второго типа боковины кузова (не показана).
Точно так же второй держатель 24b содержит разметочную плиту, на которой закреплены средства (не показаны) удержания в заданном положении деталей, образующих второй тип собираемой боковины, и средства (не показаны) установки этих деталей в указанное положение.
Второй держатель 24b показан на фиг.1 в убранном положении, в котором второй держатель 24b находится под полом 22.
Система 10 содержит устройство 28 перестановки, которое позволяет менять местами первый и второй держатели 24a и 24b таким образом, чтобы второй держатель 24b занимал рабочее положение, а первый держатель 24a - убранное положение.
Для этого устройство 28 перестановки содержит шпиндель 30, который в данном случае представляет собой поперечную металлическую конструкцию по форме параллелепипеда, имеющую центральную ось А (фиг.4).
Центральная ось А является первой осью симметрии шпинделя 30 устройства 28 перестановки.
Шпиндель 30 имеет вторую ось В симметрии, которая является продольной и перпендикулярна оси А, и третью ось С симметрии, которая является вертикальной и перпендикулярна оси А, как показано на фиг.1.
Шпиндель 30, показанный на фиг.4, содержит первый верхний участок 30a, который расположен в осевом направлении вдоль оси А и на котором установлен первый держатель 24a.
Симметрично относительно оси А шпиндель 30 содержит второй нижний участок 30b, который расположен в осевом направлении и на котором установлен второй держатель 24b.
Первый участок 30a содержит первые средства 32a фиксации соответствующего держателя, а второй участок 30b - вторые средства 32b фиксации соответствующего участка, которые детально показаны на фиг.4 и 5.
Каждый держатель 24a, 24b дополнительно содержит две стопорные ручки 38, закрепленные, соответственно, на первом и на втором осевых концах держателя 24a.
Первые средства 32a фиксации содержат две неподвижные губки 34, закрепленные, соответственно, на первом и втором осевых концах первого участка 30a шпинделя 30 симметрично относительно второй оси В симметрии.
На каждой неподвижной губке 34 установлена подвижная губка 36 с возможностью поворота между нерабочим положением, в котором неподвижная губка 34 и подвижная губка 36 образуют между собой первый зазор, в котором может перемещаться со скольжением стопорная ручка 38 соответствующего держателя 24a, и положением фиксации, в котором неподвижная губка 34 и подвижная губка 36 образуют между собой второй более узкий зазор 40, в котором стопорную ручку 38 держателя 24a можно зафиксировать механически путем зажатия, как показано на фиг.5.
Каждая подвижная губка 36 поворачивается приводом, в данном случае силовым цилиндром 42 (фиг.4), который установлен на шпинделе 30, благодаря чему первые средства 32a фиксации могут неподвижно застопорить путем зажатия соответствующий держатель 24a на первом участке 30a шпинделя 30.
Симметрично относительно оси А расположены вторые средства 32b фиксации, идентичные первым средствам 32a фиксации и выполненные с возможностью неподвижной фиксации соответствующего держателя 24b на втором участке 30b шпинделя 30.
Шпиндель 30 установлен с возможностью поворота вокруг своей центральной оси А с дискретностью в половину оборота между первым положением, в котором первый держатель занимает рабочее положение, а второй держатель 24b - убранное положение, и вторым положением, в котором второй держатель 24b занимает свое рабочее положение, а первый держатель 24a - убранное положение.
В данном случае шпиндель 30 поворачивается при помощи электрического двигателя.
Перед поворотом шпинделя 30 и после ухода оператора 20 с производственного поста 14 каждая плита 22a, 22b переводится из своего горизонтального положения в защитное вертикальное положение, показанное на фиг.3, чтобы перекрыть доступ к производственному посту 14.
В этом защитном вертикальном положении плиты 22a и 22b освобождают пространство для обеспечения прохождения обоих держателей 24a, 24b при повороте шпинделя 30.
В дополнение к перекрыванию доступа к производственному посту 14 первый барьер 60 и второй барьер (не показан) переходят из убранного положения (не показано) в защитное положение, в котором барьеры оказываются, соответственно, на первом и втором осевых концах производственного поста 14.
Система 10 содержит также устройство 44 замены держателя, выполненное с возможностью замены держателя, занимающего убранное положение, по меньшей мере одним дополнительным третьим держателем третьего типа боковины кузова (не показана).
Устройство 44 замены держателя содержит хранилище 46 типа ямы, которое находится под производственным постом 14 частично под полом 22.
Хранилище 46 содержит зону Z замены держателя, которая расположена под шпинделем 30 таким образом, чтобы держатель 24b, который занимает убранное положение, находился в этой зоне Z.
Устройство 44 содержит тележку 48, которая представляет собой металлическую конструкцию в виде параллелепипеда, содержащую, в частности, две продольные верхние стойки 50.
Тележка 48 содержит три места 52, каждое из которых выполнено с возможностью установки на нем одного из держателей 24a, 24b, 24c с целью их хранения и перемещения.
Как показано на фиг.1, из трех мест 52 тележки 48 первое переднее место 52a является свободным и находится в зоне Z замены хранилища 46.
На втором промежуточном месте 52b установлен третий держатель 24c.
На третьем заднем месте 52c установлен четвертый держатель 24d.
Как правило, тележка 48 содержит одно свободное место и два других места, занятых одним из четырех держателей 24.
В данном случае под свободным местом следует понимать место, на котором нет держателя.
Тележка 48 содержит четыре колеса 54, попарно взаимодействующих с парой продольных рельсов (не показаны) таким образом, чтобы тележку 48 можно было перемещать в продольном направлении спереди назад в хранилище 46.
В частности, тележка 48 установлена с возможностью перемещения в хранилище 46 между положением разгрузки, показанным на фиг.1, в котором свободное место 52a тележки 48 находится в хранилище 46 в зоне Z замены, и положением загрузки, показанным на фиг.2, в котором место 52b, занятое третьим держателем 24c, находится в хранилище 46 в зоне Z замены.
Таким образом, когда тележка 48 занимает свое положение разгрузки, держатель, занимающий убранное положение, в данном случае держатель 24b на фиг.1, можно отсоединить от шпинделя 30, чтобы он занял свободное место на тележке 48, в данном случае место 52a, и чтобы его можно было перемещать на тележке 48.
Когда тележка 48 занимает свое положение загрузки, один из двух других держателей, находящихся на тележке 48, в данном случае один из держателей 24c или 24d, можно застопорить на шпинделе 30.
Как показано на фиг.5, первые и вторые средства 32a и 32b фиксации расположены таким образом, чтобы ограничивать продольный паз 56 между осевым концом соответствующего участка 30a, 30b и узлом, образованным соответствующими неподвижной губкой 34 и подвижной губкой 36.
Паз 56 открыт вертикально вниз, когда соответствующий участок 30a, 20b шпинделя 30 содержит держатель 24, занимающий убранное положение, чтобы обеспечивать прохождение верхних стоек 50 тележки 48 между двумя пазами 56 во время перемещения тележки 48.
Кроме того, во время поворота подвижной губки 36 в положение фиксации подвижная губка 36 по существу перемещает соответствующий держатель 24 вертикально вверх, чтобы прижать его к неподвижной губке 40, поэтому держатель 24 больше не опирается на верхние стойки 50 тележки 48, как показано на фиг.5.
Объектом изобретения является также способ работы описанной выше системы 10 производства.
Способ включает несколько последовательных этапов, в том числе первый этап разгрузки держателя со шпинделя 30, второй этап загрузки выбранного держателя на шпиндель 30 и третий этап перестановки двух держателей, установленных на шпинделе 30.
Выбор держателя для загрузки на шпиндель 30, называемого выбранным держателем, во время второго этапа способа осуществляют при помощи компьютерных средств управления, которые передают рабочую команду в систему 10, при этом команда определяет выбранный держатель.
В описанном примере выбранным держателем является третий держатель 24c.
Первый этап разгрузки держателя, показанный на фиг.1, включает первую стадию перемещения тележки 48 в положение разгрузки, в котором свободное место на тележке 48, в данном случае переднее место 52a, находится в зоне Z замены хранилища 46.
На второй стадии первого этапа, тоже показанной на фиг.1, разблокируют держатель, который занимает убранное положение и который зафиксирован на шпинделе 30, в данном случае держатель 24b, таким образом, чтобы снять держатель 24b со шпинделя 30 и установить его на тележку 30 на первое место 52a.
Второй этап загрузки, показанный на фиг.2, содержит первую стадию перемещения тележки 48 в положение загрузки, в котором второе промежуточное место 52b на тележке 38, содержащее выбранный держатель 24c, находится в зоне Z замены хранилища 46.
На второй стадии второго этапа выбранный держатель 24c фиксируют на шпинделе 30, чтобы загрузить его на шпиндель 30.
Наконец, третий этап перестановки включает первую предварительную стадию, на которой пол 22 перемещают из горизонтального положения в защитное вертикальное положение.
Точно так же первый барьер 60 и второй барьер перемещают из убранного положения в защитное положение.
На второй стадии третьего этапа перестановки выбранный держатель 24c, занимающий убранное положение, меняют местами с держателем 24a, который занимает рабочее положение.
Для этого шпиндель поворачивают на половину оборота вокруг его оси А, как показано на фиг.3.
Наконец, на третьей стадии третьего этапа пол 22 перемещают из защитного вертикального положения в первоначальное горизонтальное положение.
Точно так же первый барьер 60 и второй барьер перемещают из их защитного положения в убранное положение.
На этой стадии способа новым пустым местом тележки 38 оказывается место 52b, которое находится в зоне Z замены хранилища 46.
Таким образом, первая стадия перемещения тележки 48 в ее положение разгрузки первого этапа разгрузки завершена для осуществления следующего цикла.
Согласно изобретению один и тот же производственный пост оборудуют рабочими держателями в количестве более двух, за счет чего система 10 может производить столько разных типов боковин 12 кузова, сколько имеется соответствующих держателей.
Кроме того, время замены одного держателя другим ограничено временем, необходимым для осуществления третьего этапа перестановки, поскольку первый этап загрузки и первый этап разгрузки осуществляют в фоновом режиме в процессе изготовления боковины кузова.
Система управления приводом передачи крутящего момента с несколькими режимами работы
Устройство и способ оценки тока касания и защиты электрического прибора против таких токов касания
Способ диагностики механического средства соединения первой и второй колесных осей автотранспортного средства
Способ управления механическим средством соединения первой и второй осей транспортного средства
Свеча зажигания для двигателя внутреннего сгорания
Магнитное приводное устройство электродинамического преобразователя
Способ и устройство управления распределением крутящего момента между двумя колесными осями моторного транспортного средства
Способ управления механическим средством соединения первой и второй колесных осей транспортного средства
Способ механической обработки прохода для шатуна в корпусе цилиндра, корпус цилиндра и двигатель, полученные при помощи способа
Система и способ геометрической компоновки механического узла
Система управления приводом передачи крутящего момента с несколькими режимами работы
Устройство и способ оценки тока касания и защиты электрического прибора против таких токов касания
Способ диагностики механического средства соединения первой и второй колесных осей автотранспортного средства
Способ управления механическим средством соединения первой и второй осей транспортного средства
Свеча зажигания для двигателя внутреннего сгорания
Магнитное приводное устройство электродинамического преобразователя
Способ и устройство управления распределением крутящего момента между двумя колесными осями моторного транспортного средства
Способ управления механическим средством соединения первой и второй колесных осей транспортного средства
Способ механической обработки прохода для шатуна в корпусе цилиндра, корпус цилиндра и двигатель, полученные при помощи способа
Система и способ геометрической компоновки механического узла

