Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области обработки металлов давлением, и может быть использовано при производстве бесшовных труб методом горячего прессования.
Известен способ изготовления бесшовных труб из труднодеформируемых металлов, согласно которому из предварительно сверленой заготовки сначала методом экспандирования на прошивном прессе получают гильзу, а затем из полученной гильзы на экструдинг-прессе прессуют трубу (Прессование стальных труб и профилей. М.: Металлургия, 1973. 191 с. Авт.: Г.И.Гуляев, А.Е.Притоманов, О.П.Дробич и др.)
Основными недостатками приведенного способа являются большие капитальные затраты и повышенные эксплуатационные расходы, связанные с необходимостью применения двух видов прессов и соответственно комплектов нагревательного и адъюстажного оборудования.
Известен также способ изготовления труб из труднодеформируемых металлов методом горячего экспандирования и прессования предварительно сверленых заготовок за один рабочий цикл пресса, включающий нагрев заготовки, нанесение технологической смазки, загрузку заготовки в контейнер, последовательные операции экспандирования заготовки в контейнере пресса с помощью оправки, закрепленной в пресс-штемпеле и снабженной экспандирующим наконечником, и прессования трубы пресс-штемпелем в зазор между матрицей и оправкой, отделение трубы от пресс-остатка (Патент RU №2166394 C1 «Способ изготовления стальных бесшовных труб», опубл. 10.05.2001) - прототип.
Недостатком известного способа является отсутствие позиционирования заготовки по оси пресса при загрузке в контейнер, вследствие чего внутри его рабочей полости заготовка располагается асимметрично, образуя неравномерный зазор по периметру. Такая неконцентричность расположения заготовки в контейнере при экспандировании вызывает неравномерное течение металла в поперечном направлении. В результате оправка отклоняется с оси пресса и смещается в очке матрицы, что при последующем прессовании приводит к увеличению разнотолщинности трубы, а в крайнем случае к поломке оправки.
Задачей предлагаемого способа изготовления труб из труднодеформируемых металлов является уменьшение их разнотолщинности за счет позиционирования заготовки по оси пресса при загрузке в контейнер посредством экспандирующего наконечника на оправке, зажимающего заготовку в пространстве между матрицей и контейнером с последующим надвиганием последнего на заготовку и обеспечением одинакового кольцевого зазора между заготовкой и рабочей полостью контейнера для равномерного поперечного течения металла при экспандировании.
Поставленная задача решается способом изготовления труб из труднодеформируемых металлов методом горячего экспандирования и прессования предварительно сверленых заготовок за один рабочий цикл пресса, включающий нагрев заготовки, нанесение технологической смазки, загрузку заготовки в контейнер, последовательные операции экспандирования заготовки в контейнере пресса с помощью оправки, закрепленной в пресс-штемпеле и снабженной экспандирующим наконечником, и прессования трубы пресс-штемпелем в зазор между матрицей и оправкой, отделение трубы от пресс-остатка, в котором в отличие от прототипа при загрузке заготовку податчиком подают на ось пресса в пространство между матрицей, установленной в передней траверсе пресса, и подвижным контейнером, затем при холостом ходе пресс-штемпеля съемный экспандирующий наконечник, надетый на оправку по подвижной посадке, конической поверхностью вступает в контакт с отверстием в заготовке, позиционируя ее по оси пресса при перемещении в направляющих податчика и прижиме к матрице с усилием, составляющим не более 0,5 усилия экспандирования, податчик убирают с оси пресса, контейнер надвигают на заготовку и прижимают к матрице, обеспечивая равномерный кольцевой зазор между заготовкой и рабочей полостью контейнера, после чего рабочим ходом пресс-штемпеля сначала производят экспандирование заготовки с заполнением поперечного сечения контейнера и удалением выпрессовки, а дальнейшим ходом - прессование трубы с выталкиванием экспандирующего наконечника с оправки.
Предлагаемый способ изготовления труб из труднодеформируемых металлов за счет загрузки сверленой заготовки податчиком на ось пресса в пространство между матрицей, установленной в передней траверсе пресса, и отодвинутым от нее контейнером обеспечивает при холостом ходе пресс-штемпеля с оправкой, снабженной экспандирующим наконечником, точное позиционирование заготовки по оси пресса при ее перемещении в направляющих податчика и прижиме к матрице экспандирующим наконечником, который конической поверхностью контактирует с отверстием в заготовке. В результате при последующем надвигании контейнера на заготовку и прижиме его к матрице образуется одинаковый кольцевой зазор между заготовкой и рабочей полостью контейнера, который при экспандировании обеспечивает равномерное поперечное течение металла, исключающее отклонение оправки с оси пресса и ее смещение в очке матрицы.
Ограничение усилия прижима заготовки к матрице при ее фиксации на оси пресса перед надвиганием на нее контейнера величиной не более 0,5 усилия экспандирования предотвращает расширение диаметра торца нагретой заготовки вследствие контакта ее отверстия с конической поверхностью экспандирующего наконечника. В результате сохраняется диаметр заготовки, что гарантированно обеспечивает ее загрузку в рабочую полость контейнера.
Применение съемного экспандирующего наконечника, надетого на оправку по подвижной посадке, обеспечивает его удаление с оправки после экспандирования в самом начале процесса прессования трубы, благодаря чему в течение одного рабочего хода пресс-штемпеля процесс экспандирования заготовки переходит в процесс прессования трубы без каких-либо промежуточных операций, что существенно увеличивает производительность пресса.
Предложенный способ изготовления труб из труднодеформируемых металлов поясняется схемой на фиг.1, где представлены последовательные положения основных элементов пресса и инструментальной оснастки при экспандировании и прессовании трубы из сверленой заготовки за один рабочий цикл пресса. На виде «а» схемы показано исходное положение элементов при подаче заготовки на ось пресса, на виде «б» - позиционирование заготовки на оси пресса и ее прижим к матрице, на виде «в» - положение контейнера с заготовкой внутри перед экспандированием, на виде «г» - окончание процесса экспандирования трубы, на виде «д» - окончание процесса прессования трубы, на виде «е» - отделение трубы от прессостатка.
В исходном положении прессующая траверса 1 с закрепленным на ней пресс-штемпелем 2 с оправкой 3 и надетыми на нее пресс-шайбой 4 и экспандирующим наконечником 5 находятся в крайнем заднем положении. Контейнер 6 с рабочей втулкой 7 и упором 8 отодвинут от передней траверсы 9, в которой установлена матрица 10, на расстояние, достаточное для подачи в пространство между ними нагретой сверленой заготовки 11 с помощью податчика 12.
В начале цикла прессования заготовку 11 податчиком 12 устанавливают на ось пресса. Затем холостым ходом прессующей траверсы 1 пресс-штемпель 2 с оправкой 3, экспандирующим наконечником 5 и пресс-шайбой 4 направляют внутрь рабочей втулки 7 контейнера 6. Экспандирующий наконечник проходит через рабочую втулку и конической поверхностью упирается в отверстие заготовки, перемещая ее по направляющим податчика до упора в матрицу 10. При этом усилие прижима должно быть достаточным для удержания заготовки на оси пресса и не деформировать диаметр торца.
После позиционирования заготовки по оси пресса и остановки прессующей траверсы 1 податчик 12 отводят из зоны пресса и надвигают контейнер 6 на заготовку до упора в матрицу 10. Ходом прессующей траверсы совершается процесс экспандирования, который после выхода экспандирующего наконечника 5 за пределы матрицы и удаления выпрессовки переходит в процесс прессования трубы пресс-штемпелем 2 в зазор между матрицей 10 и оправкой 3. При этом в самом начале прессования съемный экспандирующий наконечник снимается прессуемой трубой с конца оправки.
Прессование трубы заканчивается при упоре прессующей траверсы 1 в упор 8, который ограничивает длину пресс-остатка 14.
После окончания прессования прессующая траверса 1 с пресс-штемпелем и оправкой возвращается в исходное положение. Контейнер 6 отводится от матрицы 10, вытягивая из нее задний конец трубы 13 для прохода диска пилы 15. Пила отделяет пресс-остаток 14 от трубы и выводится из зоны пресса, после чего при ходе контейнера вперед черенком пресс-остатка отпрессованная труба выталкивается из матрицы на выходной стол пресса. В это время на оправку одеваются пресс-шайба и экспандирующий наконечник для следующего цикла прессования.
Контейнер отводится от матрицы, и на ось пресса устанавливают приемник пресс-остатка (на фиг.1 не показан), в который ходом прессующей траверсы вперед выталкивают из контейнера пресс-остаток с пресс-шайбой. Контейнер и прессующая траверса возвращаются в исходное положение, приемник пресс-остатка удаляют с оси пресса. Пресс готов к следующему циклу прессования трубы.
Предлагаемый способ изготовления труб из труднодеформируемых металлов методом горячего экспандирования и прессования предварительно сверленых заготовок за один рабочий цикл пресса был опробован при прессовании на прессе усилием 20 МН опытной партии труб из титанового сплава ВТ1-0 диаметром 65 мм и номинальной толщиной стенки 10 мм. Отклонения толщины стенок изготовленных труб находились в пределах ±0,6 мм, что соответствует относительной разностенности ±6% и значительно превосходит требования ASTM B861-09, согласно которым допустимая относительная разностенность составляет ±12,5%.
Таким образом, предлагаемый способ изготовления труб позволяет за счет позиционирования сверленой заготовки по оси пресса при загрузке в контейнер посредством съемного экспандирующего наконечника на оправке, зажимающего заготовку в пространстве между матрицей и контейнером, и обеспечения равномерного кольцевого зазора между заготовкой и рабочей полостью контейнера перед экспандированием существенно уменьшить разнотолщинность прессованных труб и повысить выход годной продукции.
Способ изготовления труб из труднодеформируемых металлов методом горячего экспандирования и прессования предварительно сверленых заготовок за один рабочий цикл пресса, включающий нагрев заготовки, нанесение технологической смазки, загрузку заготовки в контейнер, последовательные операции экспандирования заготовки в контейнере пресса с помощью закрепленной в пресс-штемпеле оправки с экспандирующим наконечником, и посредством прессования трубы пресс-штемпелем в зазор между матрицей и оправкой отделение трубы от пресс-остатка, отличающийся тем, что при загрузке заготовку податчиком подают на ось пресса в пространство между матрицей, установленной в передней траверсе пресса, и подвижным контейнером, затем при холостом ходе пресс-штемпеля съемный экспандирующий наконечник, надетый на оправку по подвижной посадке, своей конической поверхностью вступает в контакт с отверстием в заготовке, позиционирует заготовку по оси пресса при перемещении в направляющих податчика и прижимает ее к матрице с усилием, составляющим не более 0,5 усилия экспандирования, затем податчик убирают с оси пресса, а контейнер надвигают на заготовку и прижимают к матрице с обеспечением равномерного кольцевого зазора между заготовкой и рабочей полостью контейнера, после чего рабочим ходом пресс-штемпеля сначала производят экспандирование заготовки с заполнением поперечного сечения контейнера и удалением выпрессовки, а дальнейшим ходом - прессование трубы с выталкиванием экспандирующего наконечника с оправки.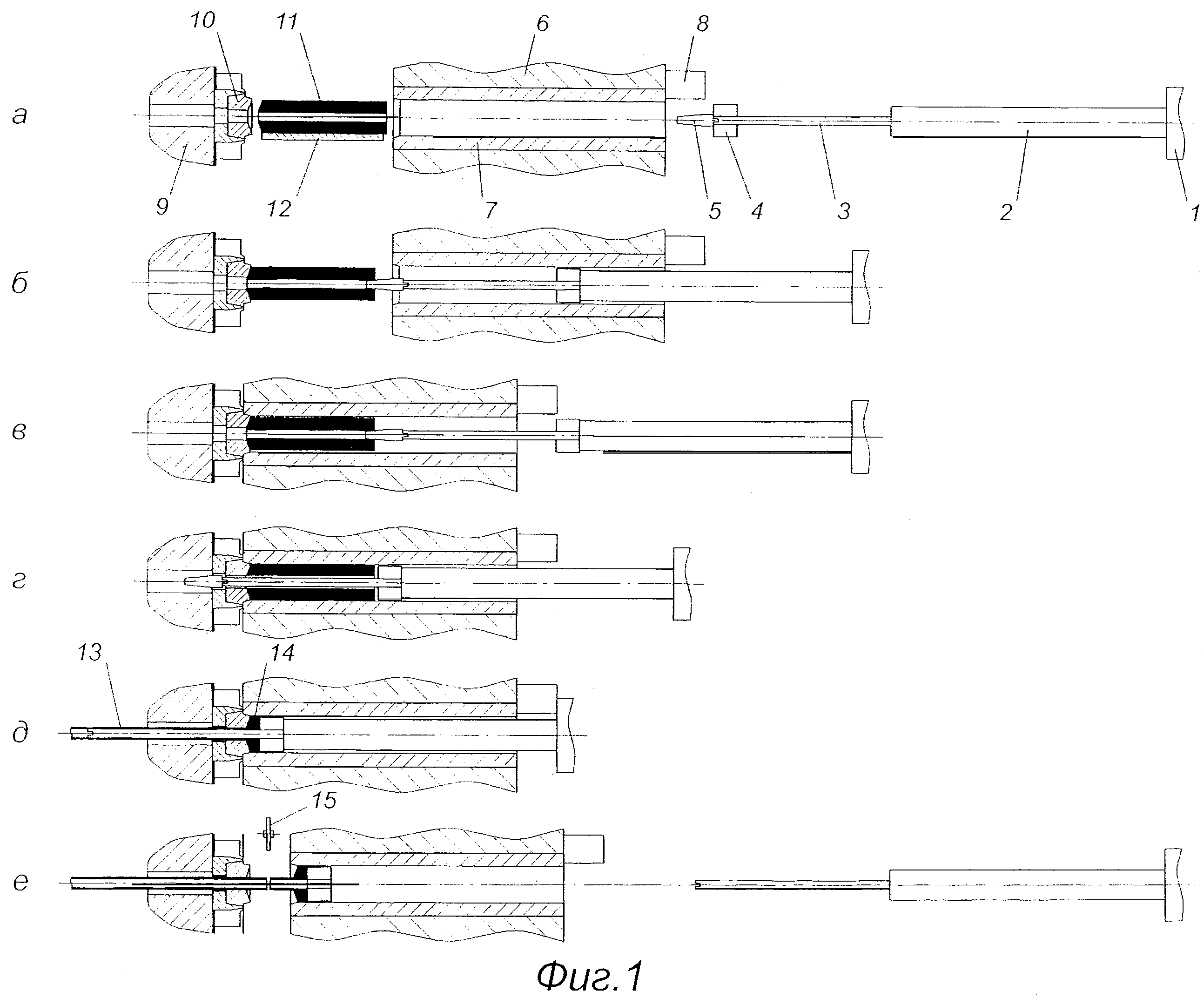
Способ изготовления осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы al-zn-mg-cu, легированного скандием и цирконием
Высокопрочный деформируемый сплав на основе алюминия системы al-zn-mg-cu пониженной плотности и изделие, выполненное из него
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Установка для заполнения и герметизации капсул с металлическим порошком
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения пористых стекломатериалов
Способ изготовления осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы al-zn-mg-cu, легированного скандием и цирконием
Высокопрочный деформируемый сплав на основе алюминия системы al-zn-mg-cu пониженной плотности и изделие, выполненное из него
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Установка для заполнения и герметизации капсул с металлическим порошком
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения пористых стекломатериалов

