Результат интеллектуальной деятельности: ЛИТЕЙНЫЙ АЛЮМИНИЕВЫЙ СПЛАВ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретно к сплавам на основе алюминия, и может быть использовано при получении крупногабаритных отливок сложной формы, предназначенных для изготовления деталей ответственного назначения, в частности корпусов редукторов, применяемых в авиастроении.
Отливки сложной формы обычно делают из силуминов. Отливки, предназначенные для наиболее ответственных деталей, как правило, используют после полной термической обработки типа Т6 (закалка и старение на максимальную прочность). Для достижения необходимого качества таких отливок от сплава требуется сочетание высокой технологичности (в частности горячеломкости и жидкотекучести) и достаточно хорошего уровня разных механических свойств (в частности, прочности, пластичности, вязкости разрушения и др.). Для реализации такого сочетания используют, как правило, так называемые безмедистые силумины (1 группа по ГОСТ 1583-93). При получении крупногабаритных отливок обычно используют методы литья в разовые формы (земляные, холодно твердеющие смеси и т.п.). Недостатком наиболее используемых силуминов (типа АК7ч и АК9ч) является их невысокая прочность. В частности, гарантируемое значение временного сопротивления на разрыв (σв) сплава АК7ч для литья в разовые формы составляет всего 225 МПа (ГОСТ 1583-93, термообработка Т6).
Наиболее прочным среди безмедистых силуминов является сплав АК8л (ГОСТ-1583-93), который содержит, мас.%:
|
Этот силумин имеет более высокую прочность по сравнению с АК7ч, в том числе для литья в разовые формы. Однако сплав АК8л имеет существенный недостаток, который заключается в том, что он содержит экологически вредную добавку бериллия.
Известен сплав, раскрытый в патенте US 6,773,666 (2004 г., Lin; Jen C. etc., Alcoa Inc). Данный сплав содержит кремний, магний и марганец при следующих концентрациях компонентов, мас.%:
|
Из этого силумина можно получать отливки с хорошим сочетанием литейных и механических свойств за счет добавки марганца, который позволяет связать железо в скелетообразные включения и уменьшить его вредное влияние. В формуле патента особенно подчеркивается отсутствие бериллия и меди. Главный недостаток этого сплава заключается в жестком ограничении по предельно допустимой концентрации меди, что предъявляет высокие требования к чистоте шихтовых материалов и затрудняет использование вторичного сырья.
Наиболее близким сплавом к предложенному является сплав на основе алюминия, раскрытый в заявке на патент РФ 2010107316 (публ. 10.09.2011 г., бюл. 25, Н.А.Белов и др.). Данный сплав содержит кремний, магний, медь, марганец и железо в следующем количестве, мас.%:
|
При этом должны выполняться следующие условия:
а) температура равновесного солидуса сплава должна быть не ниже 550°С; а температура ликвидуса не выше 605°С;
б) железо должно быть полностью связано в скелетообразные включения фазы Al15(Fe,Mn)3Si2,
в) магний должен быть полностью связан во вторичные выделения фазы Al5Cu2Mg8Si6(Q).
Первым недостатком данного сплава является его повышенная склонность к образованию сосредоточенной пористости (это связано с чрезмерно узким интервалом кристаллизации), что затрудняет получение качественных крупногабаритных отливок. Второй недостаток связан с повышенной объемной долей включений кремниевой фазы, что затрудняет нанесение на поверхность отливок специальных покрытий.
Задачей изобретения является создание нового алюминиевого сплава (безбериллиевого высокопрочного силумина), предназначенного для получения крупногабаритных фасонных отливок и удовлетворяющего заданным требованиям по комплексу технологических и эксплуатационных характеристик.
В частном исполнении данный сплав должен обеспечивать следующие механические свойства на растяжение: временное сопротивление на разрыв (σв) не менее 305 МПа, предел текучести (σ0,2) не менее 235 МПа, относительное удлинение (δ) - не менее 3%.
Поставленная задача решена тем, что литейный сплав на основе алюминия содержит кремний, магний, медь, марганец и железо в следующем количестве, мас.%:
|
При этом должны выполняться следующие условия:
а) температура ликвидуса сплава должна находиться в пределах от 608 до 620°С;
б) температура равновесного солидуса сплава должна быть не ниже 552°С;
в) количество включения кремниевой фазы в термообработанном состоянии должно находиться в пределах от 6,4 до 7,5 об.%;
г) железо должно быть полностью связано в скелетообразные включения фазы Al15(Fe,Mn)3Si2;
д) магний в термообработанном состоянии должен быть полностью связан во вторичные выделения фазы Al5Cu2Mg8Si6 (Q).
Указанные параметры следует рассчитывать с использованием программы Thermo-Calc (база данных TTAL5 или выше).
В частном исполнении данный сплав позволяет получать крупногабаритные отливки сложной формы, полученные литьем в разовые формы, в которых обеспечиваются следующие механические свойства на растяжение (после термообработки по режиму Т6): временное сопротивление на разрыв (σв) не менее 305 МПа, предел текучести (σ0,2) не менее 235 МПа, относительное удлинение (δ) - не менее 3%.
Сущность изобретения состоит в следующем.
Концентрация кремния в заявленных пределах обеспечивает необходимые значения температуры ликвидуса и объемной доли включений кремниевой фазы, что, в свою очередь, обеспечивает требуемое сочетание технологических и эксплуатационных характеристик.
Медь и магний в заявленных пределах находятся в алюминиевой матрице в виде вторичных выделений фазы Q (Al5Cu2Mg8Si6), что вносит основной вклад в прочность сплава. При выбранных концентрациях меди и магния достигается сочетание высокой температуры солидуса, высоких литейных свойства сплава.
Марганец и железо в заявленных пределах полностью входят в эвтектические включения фазы Al15(FeMn)3Si2, которые кристаллизуются преимущественно в составе тройной эвтектики (Al)+(Si)+Al15(FeMn)3Si2. Такой характер кристаллизации оказывает благоприятное влияние на литую структуру (а именно на морфологию кремниевой и железистой фаз), что способствует формированию глобулярных включений кремниевой фазы при нагреве под закалку.
ПРИМЕР 1
Были приготовлены 6 сплавов, составы которых указаны в таблице 1. Сплавы готовили в электрической печи сопротивления в графитошамотных тиглях в условиях учебно-производственного участка НИТУ «МИСиС» на основе отходов силуминов различных марок. Из экспериментальных сплавов были получены отдельно отлитые образцы. Отливки термообрабатывали по режиму Т6 (нагрев под закалку при 540±3°С, закалка в холодной воде и старение при 175±3°С). Температуры ликвидуса и равновесного солидуса определяли методом дифференциального термического анализа и уточняли расчетом по программе Thermo-Calc (база данных TTAL5). Объемные доли кремниевой фазы и вторичных выделений фаз, содержащихся в алюминиевой матрице (таблица 1), рассчитывали с помощью программы Thermo-Calc по методике, описанной в [Белов Н.А., Савченко С. В., Хван А.В. Фазовый состав и структура силуминов. - М.: МИСиС, 2007, 284 с.].
|
Из таблиц 1-2 видно, что только заявляемый сплав (составы 2-4) обеспечивает требуемые значения заданных параметров. В сплаве 1 температура ликвидуса слишком высокая, а в сплавах 5 и 6, наоборот, слишком низкая. Кроме того, в сплаве 1 имеется нежелательная фаза Al5FeSi, а в сплавах 5 и 6 количество включений кремниевой фазы (Q1) слишком велико. Алюминиевая матрица сплава 1 содержит фазу Mg2Si, в которую связана часть магния.
|
ПРИМЕР 2
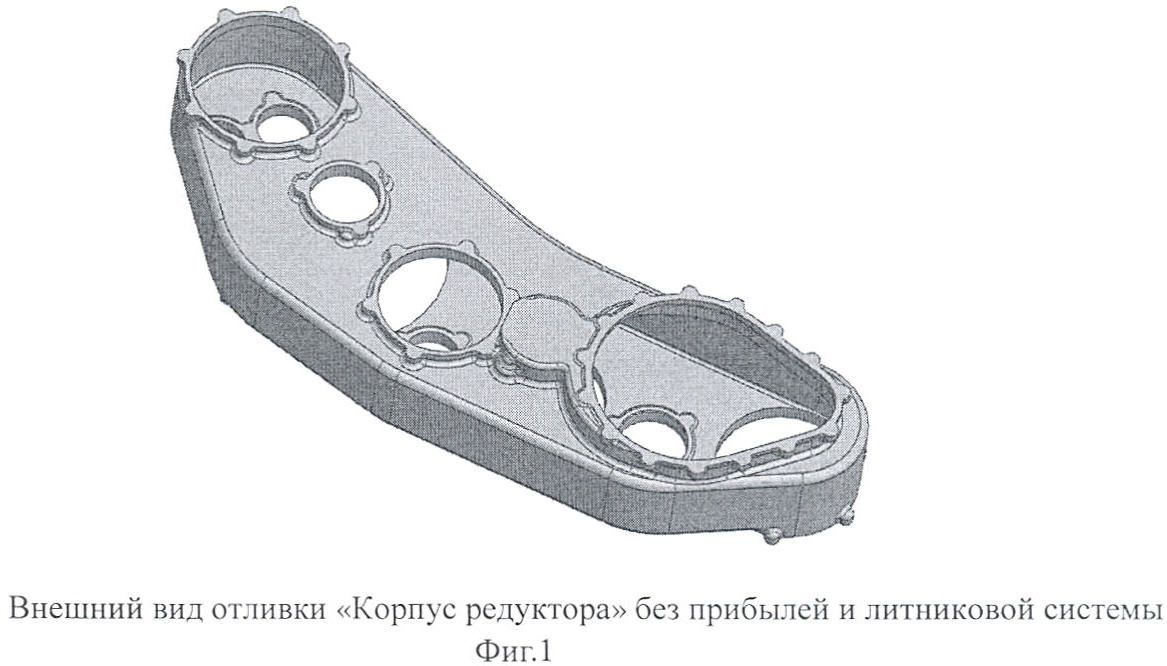
Из заявляемого сплава состава №3 (см. таблицу 1) в заводских условиях ОАО «УМПО» были залиты 10 шт. серийных отливок детали «Корпус редуктора» (Фигура 1), имеющей габаритные размеры 930×310×150 мм и преобладающую толщину стенки 4-5 мм, методом гравитационного литья в песчаную форму, изготовленную на основе фуранового связующего (ХТС) послойной печатью на установке S-15 (ProMetal) (Фигура 2).
Все отливки имели удовлетворительное качество: в них отсутствовали дефекты литейного происхождения, а механические свойства вырезанных образцов имели следующие значения: σв=315 МПа, σ0,2=250 МПа, δ=3,8%.
Способ получения металломатричного композита с наноразмерными компонентами
Способ получения изделий из композиционных материалов с наноразмерными упрочняющими частицами
Металлический наноструктурный сплав на основе титана и способ его обработки
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Электролизер для производства алюминия
Способ получения ультрамелкозернистой заготовки лопатки гтд из титановых сплавов
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ получения изделий из композиционных материалов с наноразмерными упрочняющими частицами
Металлический наноструктурный сплав на основе титана и способ его обработки
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Электролизер для производства алюминия
Способ получения ультрамелкозернистой заготовки лопатки гтд из титановых сплавов
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ загрузки металлизованных окатышей в дуговую печь (варианты)

