Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОГНЕУПОРНОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОННОЙ ТЕХНИКИ СВЧ
Вид РИД
Изобретение
Изобретение относится к области материаловедения, в частности к способам изготовления изделий из огнеупорного керамического материала на основе оксида алюминия конструкционного назначения и прежде всего для применения в электронной технике СВЧ, требующей высоко износо- и химически стойких огнеупорных керамических материалов и выдерживающих высокие термомеханические и иные статистические нагрузки.
Огнеупорные материалы - материалы, способные длительно выдерживать различные механические и физико-химические воздействия.
Современные огнеупорные керамические материалы (далее керамические материалы) могут обладать самыми различными свойствами в зависимости от их применения.
В одних - доминирующим является высокая химическая стойкость, в других - высокая термостойкость.
В большинстве случаев их применения требуется сочетание различных свойств.
При этом требование прочности является непреложным для всех огнеупорных керамических материалов.
В высокотемпературной технике различных областей широко используется огнеупорный керамический материал на основе корунда (оксида алюминия высокой чистоты) в силу того, что оксид алюминия - корунд сочетает в себе замечательные физико-химические свойства, а именно:
- по твердости корунд занимает второе место после алмаза,
- обладает высокой теплопроводностью,
- хорошими диэлектрическими свойствами при высоких температурах,
- высокой химической стойкостью как в окислительной, так и в восстановительной среде,
- достаточно высокой плотностью.
Известен способ изготовления изделий из огнеупорного керамического материала на основе оксида алюминия, включающий смешение тонкодисперсного оксида алюминия с модифицирующей добавкой порошка оксида алюминия, формование заготовки изделия и обжиг [1], в котором с целью повышения прочности и микротвердости в качестве модифицирующей добавки используют нанокристаллический порошок оксида алюминия с размером частиц 4-6 нм, предварительно обработанный бензином, а формование заготовки изделия осуществляют методом термопластичного литья.
В данном способе повышение плотности обеспечивают благодаря созданию армирующего слоя из гранул оксида алюминия, заданного размера и определенным образом обработанных.
Данный способ достаточно сложен технологически в силу необходимости обеспечения точной гранулометрии и малого их размера.
Известен многослойный огнеупорный керамический материал и способ его изготовления, включающий гранулирование, классификацию гранул и их смешение с компонентами шихты с последующим прессованием, сушкой и обжигом [2], в котором с целью повышения прочности предусматривается формирование по заданной рецептуре пластичных гранул размером 2,5-10 мм, которые при смешении в сухую и последующем увлажнении обволакивают высокоогнеупорными мелкодисперсными компонентами шихты до получения пластичной однородной прессовочной крупки при весовом соотношении гранул и высокоогнеупорных компонентов от 4:1 до 3:2.
В данном способе повышение плотности обеспечивают также благодаря созданию армирующего слоя, но используют гранулы более крупного размера, что делает данный способ более практически применимым.
Однако создание подобных армирующих слоев приводит к увеличению массогабаритных характеристик, что не приемлемо в ряде случаев применения этого огнеупорного керамического материала, прежде всего в электронной технике СВЧ.
Известен способ изготовления огнеупорных изделий на основе оксида алюминия, включающий обработку компонента, содержащего оксид алюминия, 5-65% раствором фосфорной кислоты в смесительном агрегате или в емкости с раствором кислоты, сушку на воздухе, смешение со связующим, формование заготовок изделия и обжиг [3], в котором с целью повышения прочности в качестве компонента, содержащего оксид алюминия, шихта содержит отходы от производства лигатуры для выплавки титана и его сплавов фракции 0,16-10 мм в количестве 60-95 мас.%, причем отходы содержат, мас.%: оксида алюминия 85-87, оксида железа 0,01-0,05, оксида кальция 10,9-12,0.
Данный способ позволяет:
во-первых, экономить исходное сырье,
во-вторых, обеспечивает повышение технологичности.
Однако,
во-первых, наличие в данном огнеупорном керамическом материале ортофосфорной кислоты не обеспечивает должной прочности изделиям,
во-вторых, используемое вторичное сырье не обеспечивает изделиям должной чистоты.
Это исключает возможность использования изделий из огнеупорного керамического материала, изготовленного данным способом, в электронной технике СВЧ.
Из обширного класса огнеупорных керамических материалов на основе оксида алюминия и способов их изготовления следует выделить те, которые с целью повышения термомеханической прочности содержат компоненты циркония в силу высоких их температур плавления.
Так температура плавления двуокиси циркония равна 2715°С.
Известен способ получения жаростойкого циркон содержащего материала, включающий смешение порошков циркона и алюминия в жидкой среде, формование исходных заготовок и спекание [4], в котором с целью повышения коррозионной стойкости смешение порошка циркона фракции 1-2 мкм и алюминия, в качестве которого используют алюминиевую пудру фракции менее 80 мкм, проводят в шаровой мельнице в течение 1-3 ч при следующих количественных соотношениях, мас.%: циркониевый концентрат 80-90, алюминиевая пудра 10-20, а спекание заготовок происходит при температуре 1600°С.
Известен способ изготовления огнеупорного керамического материала, включающий формование заготовок из ультрадисперсного порошка, содержащего диоксид циркония, спекание с последующим резким охлаждением [5], в котором с целью повышения прочности спекание - обжиг заготовок проводят в вакууме с изотермической выдержкой в температурной области существования кубической (моноклинной) фазы диоксида циркония, при этом скорость нагрева до температуры спекания изменяют поэтапно: до температуры 1200°С она составляет 350-500°С/ч, а далее до температуры спекания 300-320°С/ч.
Известен способ изготовления изделий из огнеупорного керамического материала, включающий увлажнение зерен электрокорунда - оксида алюминия поверхностно-активным веществом, введение цирконового концентрата и связующего, получение шихты посредством смешения указанных компонентов, формование, сушку и обжиг заготовок изделий [6 - прототип], в котором с целью повышения термомеханической прочности и термостойкости на стадии подготовки шихты поверхность сфероидных частиц электрокорундового наполнителя смачивают олеиновой или стеариновой кислотой в количестве 0,5-1,0% от общего количества фосфатного связующего. В процессе смешения вводят дискретно фосфатное связующее и мелкодисперсную смесь совместного помола, содержащую компоненты, мас.%: оксида алюминия 47-80, оксида циркония 20-53 при содержании компонентов в шихте, мас.%: электрокорундовый наполнитель 50-70, мелкодисперсная смесь совместного помола 30-50, фосфатное связующее сверх 100% 5-10, при этом шихту гомогенизируют. Далее формуют заготовки изделий. Осуществляют воздушное твердение заготовок, обжигают при температуре разложения цирконового концентрата и охлаждают с изотермической выдержкой в интервале температур 1100-900°С.
Наличие в огнеупорных керамических материалах, изготовленных вышеуказанными способами, оксидов циркония в совокупности с другими признаками обеспечивает в той или иной степени повышение термомеханической прочности.
Однако использование и наличие в огнеупорном керамическом материале оксида циркония требует, в силу того что оксид циркония существует в двух модификациях - тетрагональной и моноклинной (кубической), строгого выполнения критического размера зерна последнего, так как в противном случае наблюдается самопроизвольное тетрагонально-моноклинно и обратно превращение оксида циркония, сопровождающееся изменением объема оксида циркония, приводящее к частичному либо полному разрушению огнеупорного керамического материала, что естественно недопустимо и особенно в случае использования этих огнеупорных керамических материалов в электронной технике СВЧ.
Техническим результатом изобретения является повышение термомеханической прочности соответственно срока годности изделий из огнеупорного керамического материала в электронной технике СВЧ и обеспечение стабильности электрических характеристик изделий электронной техники СВЧ.
Указанный технический результат достигается способом изготовления изделий из огнеупорного керамического материала в электронной технике СВЧ на основе оксида алюминия при наличии оксида циркония, включающим увлажнение поверхности фракций - частиц наполнителя - оксида алюминия поверхностно-активным веществом, получение шихты заданного состава посредством смешения до полной гомогенизации шихты, формование заданных заготовок изделий холодным прессованием, сушку при нормальной температуре, обжиг в окислительной среде, в котором
- оксид циркония берут в виде золя гидроксида циркония - пентациркона,
- в качестве связующего берут каолин обогащенный с массовой долей оксида алюминия, %, не менее 36,
- шихту заданного состава получают на основе наполнителя - оксида алюминия и связующего - каолина при их соотношении 3:1 соответственно,
- обжиг в окислительной среде проводят по режиму - повышение температуры до 1650±20°С со скоростью 50±5°С/час, изотермическая выдержка при этой температуре в течение 3,0±0,5 часов и охлаждение до нормальной температуры с той же скоростью,
- после обжига заготовок изделий в окислительной среде на их поверхность наносят золь гидроксида циркония плотностью 1100-1180 кг/мм3, толщиной 1-3 мкм,
- с последующей сушкой при нормальной температуре до полного обезвоживания,
- далее проводят дополнительный обжиг в окислительной среде по режиму - повышение температуры до 1650±20°С со скоростью 100±5°С/час, изотермическая выдержка при этой температуре в течение 3,0±0,5 часов и охлаждение до нормальной температуры с той же скоростью.
В качестве поверхностно-активного вещества берут олеиновую либо стеариновую кислоту в количестве 0,5-1,0% от общего количества связующего.
Формование заготовок изделий осуществляют посредством гидравлического холодного прессования.
Изделиями для электронной техники СВЧ могут быть муфель печи, лодочка и их элементы для обжига изделий электронной техники СВЧ.
Раскрытие сущности изобретения
Совокупность существенных признаков заявленного способа изготовления изделий из огнеупорного керамического материала в электронной технике СВЧ обеспечит, а именно:
Использование оксида циркония в виде золя гидроксида циркония, который является водным раствором в отличие от двуокиси циркония.
И поскольку вода является одним из важнейших неорганических растворителей, химическая связь которых наиболее доступна для протекания последующих химических реакций.
Использование в качестве связующего каолина обогащенного с массовой долей оксида алюминия, %, не менее 36 максимально обеспечивает однородность изделий по химическому составу и тем самым максимально снижает возможность загрязнений примесями изделий из огнеупорного керамического материала изделий электронной техники СВЧ, и как следствие - обеспечение стабильности электрических характеристик изделий электронной техники СВЧ.
Наличие в шихте только наполнителя - оксида алюминия и связующего - каолин обогащенный с массовой долей оксида алюминия, %, не менее 36, в котором содержание оксида алюминия превалирует, максимально обеспечивает однородность изделий по химическому составу и тем самым обеспечивает:
во-первых, максимальное снижение возможности загрязнения примесями изделий из огнеупорного керамического материала изделий электронной техники СВЧ,
во-вторых, качественный процесс формования заготовок изделий из огнеупорного керамического материала холодным прессованием,
в-третьих, практически полное исключение деформаций в заготовках изделий из огнеупорного керамического материала при обжиге.
И как следствие этого - повышение термомеханической прочности и соответственно срока годности изделий из огнеупорного керамического материала и обеспечение стабильности электрических характеристик изделий электронной техники СВЧ.
Проведение обжига в окислительной среде по предложенному режиму, а именно:
как повышение температуры до 1650±20°С, которая максимально приближена к температуре плавления чистого оксида алюминия (2050°С),
так и со скоростью 50±5°С/час,
так и изотермической выдержкой при этой температуре в течение 3,0±0,5 часов,
так и охлаждение до нормальной температуры с той же скоростью, что и повышение температуры, это в совокупности максимально обеспечивает (что подтверждено экспериментально):
во-первых, исключение всевозможных деформаций в заготовках изделий и как следствие - повышение термомеханической прочности и соответственно срока годности изделий из огнеупорного керамического материала,
во-вторых, необходимую плотность заготовок керамического материала изделий (не более 20%) для успешного проведения последующих технологических операций.
Проведение обжига в окислительной среде заготовок изделий при температуре выше 1650±20°С нежелательно из-за увеличения плотности керамического материала изделия более 20%.
Нанесение оксида циркония в виде золя гидроксида циркония на поверхность изделий после обжига в окислительной среде указанной толщины:
во-первых, исключает наличие оксида циркония в объеме изделия и тем самыми возможность появления деформаций в объеме изделия, связанные, как указано выше, с возможностью самопроизвольного тетрагонально-моноклинно и обратно превращения оксида циркония, сопровождающегося изменением его объема, приводящего к частичному либо полному разрушению огнеупорного керамического материала изделий и, как следствие - снижение прочности и соответственно срока годности изделий из огнеупорного керамического материала,
во-вторых, как указано выше, обеспечивает наиболее доступное протекание химической реакции в приповерхностном слое керамического материала изделий при последующем дополнительном обжиге в окислительной среде.
При этом (как показал эксперимент) поверхность керамического материала изделий в силу его пористости (порядка 20%) при нанесении на нее золя гидроксида циркония впитывает его буквально как губка.
Нанесение оксида циркония в виде золя гидроксида циркония на поверхность изделий после обжига в окислительной среде толщиной 1-3 мкм достаточно для последующего протекания химической реакции в приповерхностном слое керамического материала изделий при последующем дополнительном обжиге в окислительной среде.
Нанесение оксида циркония в виде золя гидроксида циркония толщиной менее 1 мкм недостаточно для протекания химической реакции, а более 3 мкм, во-первых, не допустимо из-за возможности протекания нежелательных химических реакций, могущих привести к механическому нарушению керамического материала изделий, а во-вторых, к необоснованному расходу дорогого сырья, коим является золь гидроксида циркония.
Сушка на воздухе до полного обезвоживания обеспечивает хорошую адгезию золя гидроксида циркония к поверхности керамического материала изделий.
Дополнительный обжиг в окислительной среде изделий из керамического материала с нанесенным на них слоем водного раствора золя гидроксида циркония по предложенному режиму, а именно:
как повышение температуры до 1650±20°С,
так и со скоростью 100±5°С/час,
так и изотермическая выдержка при этой температуре в течение 3±0,5 часов,
так и охлаждение до нормальной температуры с той же скоростью, что и повышение температуры, обеспечивает в совокупности осуществление химических реакций, в результате которых происходит переход золя гидроксида циркония - пентациркона в диоксид циркона с последующим образованием в приповерхностном слое керамического материала изделий соединения алюминия с цирконием (цирконата алюминия).
А поскольку соединение алюминия с цирконием отличается высокой термомеханической прочностью, это соединение соответственно обеспечивает эту высокую термомеханическую прочность и изделиям из огнеупорного керамического материала и соответственно - повышение их срока годности.
Повышение температуры со скоростью 100±5°С/час в процессе дополнительного обжига в окислительной среде обусловлено исключением возможности появления деформаций в керамическом материале благодаря основному обжигу.
Примеры реализации заявленного способа рассмотрены при изготовлении тест-образцов конструкционных изделий из огнеупорного керамического материала, например муфеля печи и лодочек с их элементами соответственно, для обжига изделий электронной техники СВЧ.
Пример 1.
Осуществляют проведение следующей последовательности технологических операций:
- увлажняют поверхность фракций - частиц наполнителя - оксида алюминия Марки Г-0 поверхностно-активным веществом - олеиновой кислотой, ТУ 9145-172-473-1297-94,
- получают шихту из указанного выше наполнителя - оксида алюминия и связующего - каолина, для чего берут оксид алюминия Марки Г-0 в количестве, мас.%, 75 и каолин Марки П1, ГОСТ 21286-82, в количестве, мас.%, 25, что соответствует их соотношению 3:1 соответственно, затем смешивают в смесителе, тип «Гегенштром 31-01», до полной гомогенизации шихты,
- формуют заготовки изделий из шихты - муфель печи для обжига изделий электронной техники СВЧ посредством холодного прессования прессом с усилием 100 кГ/см2,
- сушат заготовки изделий при нормальной температуре до полного обезвоживания - в течение пяти суток,
- обжигают заготовки изделий в газовом горне в окислительной среде по режиму - повышение температуры до 1650±20°С со скоростью 50±5°С/час, с последующей изотермической выдержкой при этой температуре в течение 3,0±0,5 часов и охлаждение до нормальной температуры с той же скоростью, что и повышение температуры,
- после обжига на поверхность изделий наносят золь гидроксида циркония плотностью 1100-1180 кг/мм3, толщиной 2 мкм Марки «А», ТУ 1762-147-40245042-2006, посредством пульверизатора,
- проводят сушку при комнатной температуре до полного обезвоживания,
- далее проводят дополнительный обжиг в окислительной среде по режиму - повышение температуры до 1650±20°С со скоростью 100±5°С/час, изотермическая выдержка при этой температуре в течение 3,0±0,5 минут и охлаждение до нормальной температуры с той же скоростью, что и повышение температуры.
Примеры 2-11.
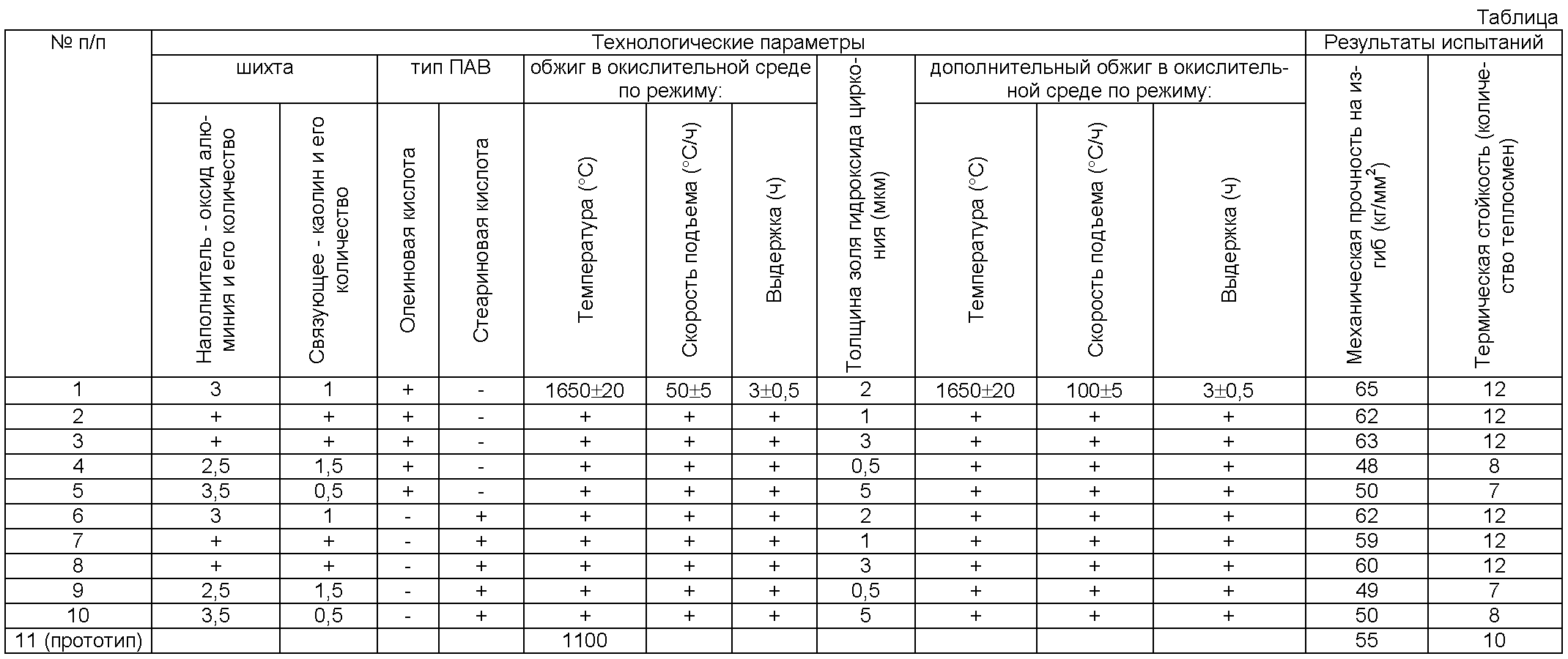
Аналогично примеру 1 изготовлены тест-образцы, но при иных технологических параметрах, указанных в формуле изобретения (примеры 2-3 и 6-8), а также при технологических параметрах за пределами указанных в формуле изобретения (примеры 4-5 и 9-10), а также по способу-прототипу (пример 11).
Изготовленные тест-образцы изделий из огнеупорного керамического материала - муфель печи и лодочка для обжига изделий электронной техники СВЧ - были испытаны на предмет термомеханической прочности, а именно:
- на механическую прочность на изгиб согласно КРПГ 25803.00005 ТИ,
- на термостойкость согласно ГОСТ 24704-81.
Данные представлены в таблице.
Как видно из таблицы, тест-образцы изделий из огнеупорного керамического материала для электронной техники СВЧ (примеры 1-3 и 6-8), изготовленные согласно заявленной формуле изобретения, имеют достаточные термомеханические характеристики, а именно:
- механическая прочность на изгиб порядка 62-65 кг/мм2,
- термостойкость не менее 12 теплосмен.
В отличие от тест-образцов (примеры 4-5 и 9-10) и тест-образца-прототипа (пример 11), которые имеют более низкие термомеханические характеристики:
- механическая прочность менее 50 кг/мм2 и более 50 кг/мм2 у прототипа,
- термостойкость менее 12 теплосмен.
И следует еще раз особо подчеркнуть - исключается возможность появления деформаций в объеме изделий из огнеупорного керамического материала, связанных с возможностью самопроизвольного тетрагонально-моноклинно и обратно превращения оксида циркония, сопровождающегося изменением его объема и приводящего к частичному либо полному разрушению огнеупорного керамического материала изделий из огнеупорного керамического материала и соответственно нарушению электрических характеристик изделий электронной техники СВЧ.
Таким образом, заявленный способ изготовления изделий из огнеупорного керамического материала в электронной технике СВЧ обеспечит по сравнению с прототипом повышение термомеханической прочности, при этом необходимой и достаточной для обеспечения качественного проведения технологических операций, при этом предусматривающих, прежде всего, сохранение электрических характеристик изделий электронной техники СВЧ.
Источники информации
1. Патент РФ №2379257 МПК С04В 35/10 приоритет 17.10.2008 опубликовано 20.01.2010.
2. Заявка №95102839 МПК С04В 35/10 приоритет 13.02.1995 опубликовано 27.12.1996.
3. Патент РФ №2320612 МПК С04В 35/10 приоритет 23.05.2006 опубликовано 20.01.2010.
4. Патент РФ №2400451 МПК С04В 35/48 приоритет 18.05.2009 опубликовано 27.08.2010.
5. Заявка №2004134647 МПК С04В 35/40 приоритет 26.11.2004 опубликовано 10.05.2006.
6. Патент РФ №2245864 МПК С04В 35/106 приоритет 09.07.2003 опубликовано 10.02.2005 - приоритет.
Корпус для полупроводникового прибора свч и способ его изготовления
Фильтр свч
Устройство для определения коэффициента теплопроводности материала
Устройство для определения шумовых параметров четырехполюсника свч
Устройство для измерения полного сопротивления и шумовых параметров двухполюсника на свч
Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники
Гетерогенный активный припой для пайки металлокерамических и керамических вакуумно-плотных соединений
Способ вакуумноплотной пайки керамики с металлами и неметаллами
Способ варки стекла в тигле

