Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке зубьев цилиндрических зубчатых колес.
Известен способ шевингования зубчатых колес принудительным обкатом с использованием шевера с наклонными режущими кромками, заключающийся в уменьшении разности скоростей скольжения зубьев инструмента относительно зубьев обрабатываемого колеса за счет выполнения их зацепления внеполюсным, а шевер для этого изготавливают со смещением исходного контура рейки. [А.с. СССР №963747, B23F 21/28, 1982].
Недостатком способа является то, что он не определяет геометрические и кинематические параметры процесса, что отрицательно сказывается на производительности и точности обработки.
Известен способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, установленных на параллельных осях, при этом зацепление шевера-прикатника с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют шевер-прикатник, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы. [Пат. РФ №2224624, МПК7 B23F 19/06, Бюл. №6, 2004].
Недостатком способа является недостаточное качество боковых поверхностей зубьев обрабатываемого колеса. Это объясняется тем, что обработка на всех рабочих и выхаживающих циклах шевингования-прикатывания ведется при параллельных осях на фиксированных межосевых расстояниях в условиях жесткой технологической системы. При этом из-за геометрических погрешностей зубьев обрабатываемого колеса на всех циклах шевингования-прикатывания наблюдаются существенные колебания сил в паре «инструмент - обрабатываемое колесо», что приводит к ухудшению шероховатости обрабатываемых поверхностей зубьев колеса, и как следствие, их качества и эксплуатационных характеристик.
Задача изобретения - повышения качества и эксплуатационных характеристик обрабатываемых колес за счет уменьшения шероховатости боковых поверхностей их зубьев и уменьшения остаточных напряжений в поверхностном слое боковых поверхностей их зубьев.
Поставленная задача решается за счет того, что обработка осуществляется шевингованием-прикатыванием, включающим свободный обкат инструмента - шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, причем циклы выхаживания осуществляют при стабильной силе прижима инструмента к обрабатываемой заготовке или обрабатываемой заготовки к инструменту посредством упругих элементов, обеспечивающих осуществление колебаний межосевого расстояния в паре инструмент - обрабатываемое колесо.
На фиг.1 изображена схема осуществления рабочих циклов для способа обработки зубьев цилиндрических зубчатых колес шевингованием-прикатыванием.
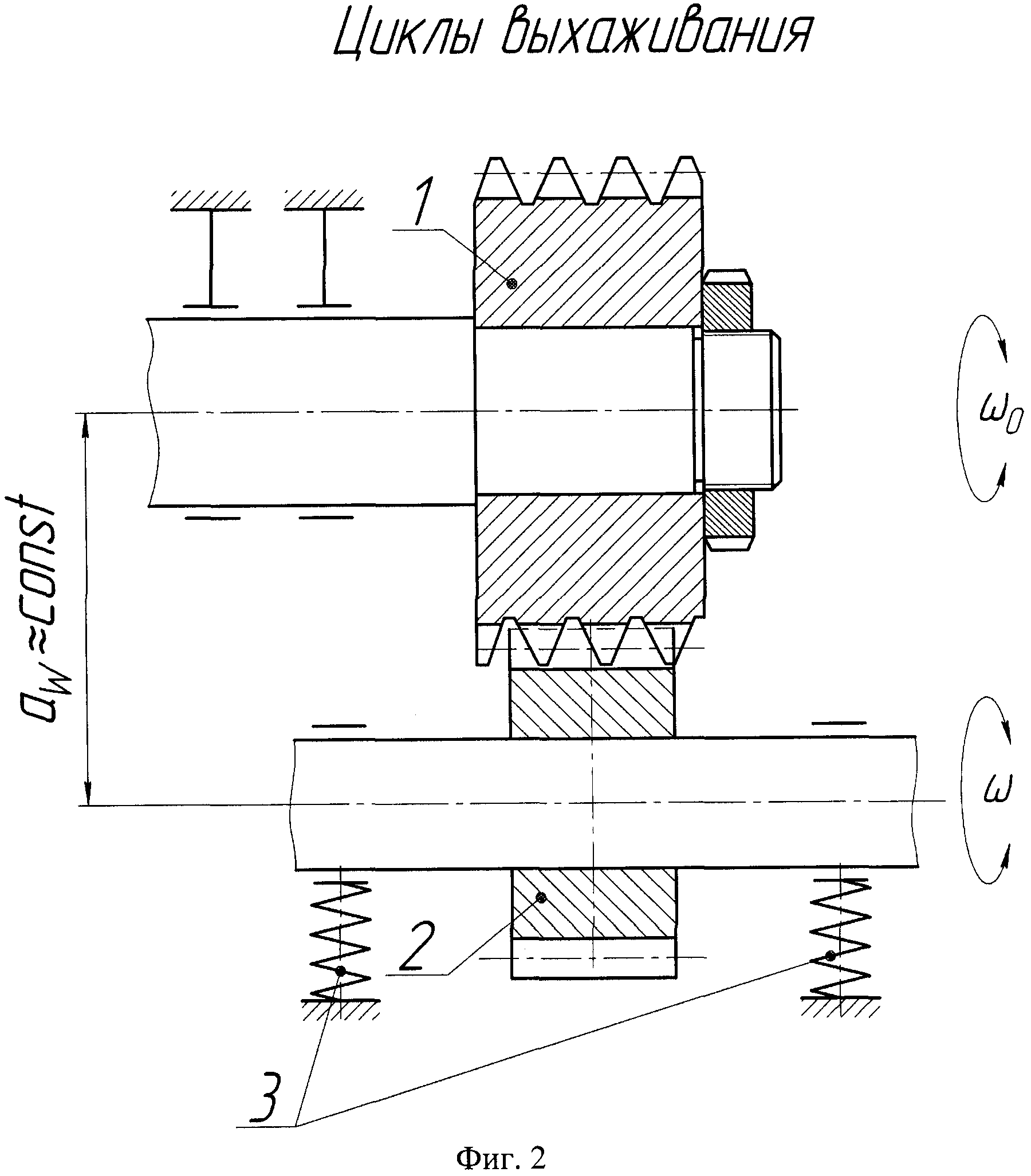
На фиг.2 изображена схема осуществления циклов выхаживания способа обработки зубьев цилиндрических зубчатых колес шевингованием-прикатыванием.
В состав технологической системы, предназначенной для осуществления способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием, входят инструмент 1, представляющий собой закаленное цилиндрическое зубчатое колесо, боковые поверхности зубьев которого являются эвольвентными, а режущие кромки образованы пересечением винтовой поверхности стружечной канавки трапецеидального профиля и боковых поверхностей его зубьев, инструмент 1 установлен на цилиндрическую оправку и жестко закреплен на ней, например гайкой; обрабатываемое колесо 2, которое устанавливают свободно на цилиндрическую оправку; упругие элементы технологической системы 3, предназначенные для осуществления небольших колебаний межосевого расстояния в паре инструмент -обрабатываемое колесо, которые являются составляющим звеном технологической оснастки и в зависимости от того, какие циклы обработки осуществляются в данный момент - рабочие или циклы выхаживания, могут быть соответственно выключены или включены.
Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием пригоден для обработки колеса с предварительно формообразованными высокопроизводительными методами: литья, пластического деформирования, механической обработки и др. зубьями. Согласно способу инструмент 1 устанавливают на цилиндрическую оправку и фиксируют, например гайкой. Обрабатываемое колесо 2 устанавливают свободно на цилиндрическую оправку и вводят в плотное (беззазорное по боковым сторонам) зацепление с инструментом 1. После чего инструменту 1 сообщают вращательное движение - движение обката в прямом и обратном направлениях с угловой скоростью ω0. При этом обрабатываемое колесо 2 вращается со скоростью ω. Указанное движение является рабочим потому, что при нем осуществляются срезание тонких слоев стружки и выглаживание боковых поверхностей зубьев обрабатываемого колеса 2 за счет профильного скольжения режущих кромок инструмента 1 по боковым поверхностям зубьев обрабатываемого колеса 2. Обработка боковых поверхностей зубьев по всей их длине обеспечивается при соблюдении двух условий: во-первых, наличием режущих кромок, смещенных на соседних зубьях инструмента 1 относительно друг друга, образованных в результате пересечения боковых поверхностей его зубьев с винтовыми поверхностями стружечной канавки; во-вторых, отсутствием общих множителей чисел зубьев инструмента и обрабатываемого колеса 2. Формообразование боковых поверхностей зубьев обрабатываемого колеса 2 совершается за количество оборотов инструмента 1, равное числу зубьев обрабатываемого колеса 2. Обрабатываемое колесо 2 при этом совершает количество оборотов, равное числу зубьев инструмента 1. Далее производят врезание - сближение параллельных осей инструмента 1 и обрабатываемого колеса 2 с периодической радиальной подачей на величину 0,03…0,05 мм. Так завершается один рабочий цикл. За полный цикл обработки для удаления всего припуска с боковых поверхностей зубьев обрабатываемого колеса 2 необходимо осуществить от двух до четырех рабочих циклов. Следует отметить, что на всех рабочих циклах обработку осуществляют на фиксированных межосевых расстояниях, уменьшаемых от цикла к циклу путем осуществления периодической радиальной подачи в условиях жесткой технологической системы, при этом упругие элементы технологической системы 3 выключены. При достижении номинального межосевого расстояния αw≈const подачу врезания Sвр прекращают.
Для уменьшения шероховатости боковых поверхностей зубьев обрабатываемых колес и улучшения качества обработки после окончания рабочих циклов осуществляют один или два цикла выхаживания - вращение инструмента в прямом и обратном направлениях на номинальном межосевом расстоянии при параллельных осях. Следует отметить, что циклы выхаживания производят с включенными упругими элементами технологической системы 3, обладающими достаточно высокой жесткостью, но в то же время позволяющими в процессе выхаживания производить небольшие колебания межосевого расстояния αw≈const. При этом остаточные геометрические погрешности зубьев обрабатываемого колеса не будут приводить к существенным колебаниям сил в паре инструмент - обрабатываемое колесо, что приведет к уменьшению шероховатости обрабатываемых поверхностей зубьев колеса, а также снижению остаточных напряжений в поверхностном слое боковых поверхностей его зубьев и, как следствие, повышению его качества и эксплуатационных характеристик.
Предлагаемый способ был реализован при обработке цилиндрического зубчатого колеса, выполненного из стали 20Х ГОСТ 4543-71, имеющего следующие основные параметры: модуль m=2 мм, число зубьев z=11, коэффициент смещения исходного контура χ=0. Предварительное формообразование зубьев обрабатываемого колеса осуществлялось зубофрезерованием. Окончательная обработка велась инструментом со следующими параметрами: модуль m0=1 мм, число зубьев z0=31, коэффициент смещения исходного контура χ0=1,909 мм. Режимы обработки: снимаемый припуск, определяемый по развертке начального цилиндра в среднем сечении зуба 0,12 мм, частота вращения инструмента n=200 мин-1, подача врезания 0,03 мм на рабочий цикл, количество рабочих циклов 4, количество циклов выхаживания 2.
Шероховатость боковых поверхностей зубьев колеса после зубофрезерования составила Ra=2,5 мкм. Шероховатость после обработки шевингованием-прикатыванием по способу, описанному в ближайшем аналоге (прототипе), - Ra=1,2 мкм. Шероховатость после обработки шевингованием-прикатыванием по предлагаемому способу Ra=0,8 мкм.
Прирост микротвердости боковых поверхностей зубьев колеса после обработки шевингованием-прикатыванием по способу, описанному в ближайшем аналоге (прототипе), при нагрузке 0,5 Н зафиксирован на уровне 19%, а при нагрузке 1H - 10%. Прирост микротвердости боковых поверхностей зубьев колеса после обработки шевингованием-прикатыванием по предлагаемому способу при нагрузке 0,5 Н зафиксирован на уровне 15%, а при нагрузке 1Н - 7%, что свидетельствует об уменьшении остаточных напряжений в поверхностном слое боковых поверхностей зубьев обрабатываемого колеса.
Представленные данные свидетельствуют о возможности применения предлагаемого способа для эффективной обработки цилиндрических зубчатых колес, при которой достигается уменьшение шероховатости боковых поверхностей зубьев обрабатываемых колес, уменьшение остаточных напряжений в поверхностном слое боковых поверхностей их зубьев, что в конечном итоге приводит к повышению их качества и эксплуатационных характеристик.
Способ обработки зубьев цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат инструмента - шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, отличающийся тем, что циклы выхаживания осуществляют при стабильной силе прижима инструмента к обрабатываемой заготовке или обрабатываемой заготовки к инструменту посредством упругих элементов, обеспечивающих колебания межосевого расстояния в паре инструмент - обрабатываемое колесо.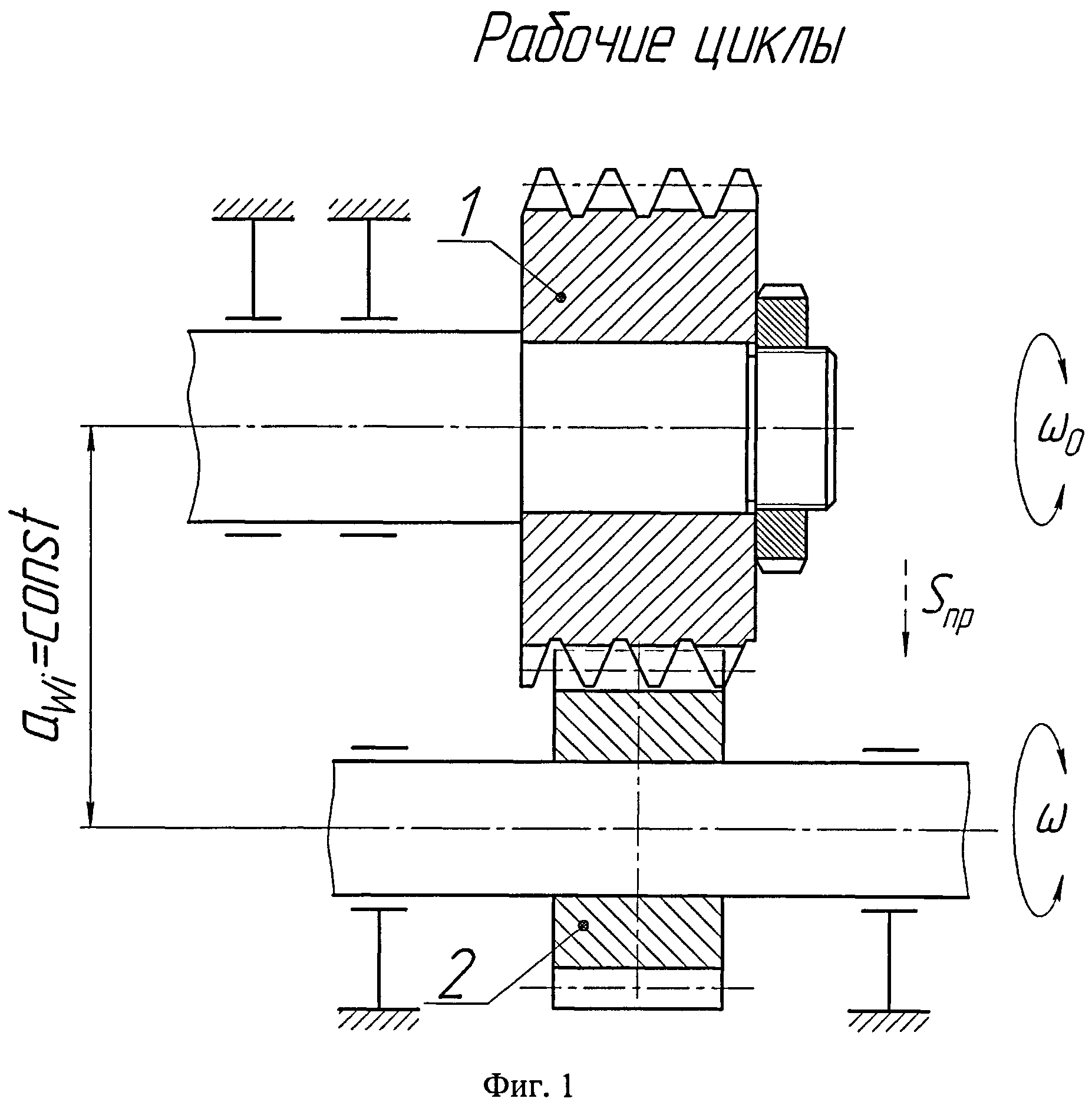
Устройство для компенсации размерного износа инструмента
Режущая сменная многогранная пластина из керамики
Способ чистовой зубообработки цилиндрических зубчатых колес
Сборная гребенчатая фреза
Активно-реактивный снаряд
Ледоруб для сосулек
Способ определения кинетики износа поверхностей деталей машин
Устройство для разделения прутка на заготовки
Щековая дробилка
Способ повышения помехоустойчивости интегрированной системы ориентации и навигации
Способ регенерации отработанного трансформаторного масла
Управляемый реактивный снаряд
Способ диагностики вызванного потенциала мозга и устройство для его осуществления
Способ нарезания зубчатых колес с криволинейной формой зубьев

