Результат интеллектуальной деятельности: СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ"
Вид РИД
Изобретение
Изобретение относится к металлургии в области непрерывного литья металлов и может быть использовано в процессе эксплуатации машин непрерывного литья заготовок (МНЛЗ) при отливке заготовок различного профиля: слябовых, блумовых и сортовых.
Известно, что в настоящее время в кристаллизаторах МНЛЗ уровень жидкого расплава стремятся поддерживать постоянным с точностью примерно ±1…5 мм.
Это обеспечивается системой автоматического регулирования уровня металла, работающей по сигналу датчика уровня металла, поступающего либо на исполнительный механизм стопорного устройства промежуточного ковша (при подаче металла в кристаллизатор «под уровень»), либо на двигатели привода тянущих валков (см., например, Марголин Ш.М. и др. «Электрооборудование и автоматизация установок непрерывной разливки стали», М., Металлургия, 1969, стр.142-143).
Недостаток способа поддержания практически на одном уровне жидкого металла в кристаллизаторе заключается в том, что небольшой по высоте участок рабочей поверхности медных стенок вынужден контактировать с жидким перегретым расплавом, где интенсивность теплового потока в несколько раз выше, чем на остальной поверхности медных стенок. Поэтому одной из основных причин выхода из строя медных стенок кристаллизаторов является их «усталость», накопленная за сотни плавок.
Наиболее ярко это явление проявляется в сборных кристаллизаторах, где в углах (на стыке смежных стенок) эффект отвода тепла водой заметно меньше, чем в средней части стенки. Поэтому, если поиск сплавов для рабочих стенок на основе меди приводит к увеличению стойкости стенок, то эффект в углах (сборных кристаллизаторов) от этого мероприятия значительно ниже. Например, достигнутая в настоящее время за счет применения берилиевой бронзы стойкость (до ремонта) сборных блюмовых кристаллизаторов 600÷700 плавок ограничивается тем, что высокоэффективный новый материал в углах кристаллизатора разупрочняется и деформируется.
Известен способ непрерывного литья металлических заготовок в неподвижный кристаллизатор, включающий подачу расплава в охлаждаемый кристаллизатор через погружной стакан, периодическое изменение уровня металла в кристаллизаторе по синусоидальному закону и вытягивание слитка из кристаллизатора (см., SU 144755 A1, 30.12.1988).
История развития технологии непрерывного литья показала необходимость колебательного движения стенок кристаллизатора относительно корки слитка и поддержания мениска металла в кристаллизаторе на постоянном уровне. Без такого движения кристаллизатора процесс литья постоянно нарушается из-за прилипания корки к стенкам кристаллизатора, последующего «зависания» и прорыва корки.
Поэтому осуществление непрерывного литья по известному способу (в неподвижный кристаллизатор с высокочастотными колебаниями уровня металла) представляется сомнительным, тем более в случае разливки стали методом «плавка на плавку», длительность которой может достигать несколько суток.
Известен способ непрерывного литья металлических заготовок методом «плавка на плавку», включающий подачу расплава в охлаждаемый кристаллизатор под мениск металла через погружной стакан, поддерживание уровня мениска на определенной высоте кристаллизатора и вытягивание формирующегося слитка, принятый за прототип (см. например, А.Н.Луценко и др. «Развитие и достижения непрерывной разливки металла на ЧЕРМК-ОАО «Северсталь» в сб. «60 лет непрерывной разливки стали в России». М., Интерконтакт, Наука, 2007 г., с.203…208).
Недостатком известного способа вследствие поддержания мениска расплава в кристаллизаторе на постоянном уровне является низкая стойкость медных стенок кристаллизатора по причинам, указанным выше.
Указанные недостатки приводят к сокращению серийности разливаемых плавок и, следовательно, к снижению производительности МНЛЗ.
Техническим результатом предлагаемого изобретения является увеличение зоны контакта рабочих стенок кристаллизатора с жидким перегретым металлом, приводящее к распределению интенсивного теплового потока на большей площади рабочих стенок и соответственно к увеличению срока службы медных стенок кристаллизатора и повышению производительности МНЛЗ.
Технический результат достигается тем, что в способе непрерывного литья металлических заготовок методом «плавка на плавку», включающем подачу расплава в охлаждаемый кристаллизатор под мениск металла через погружной стакан, поддерживание уровня мениска на определенной высоте кристаллизатора и вытягивание формирующегося слитка, уровень мениска металла в кристаллизаторе периодически изменяют по синусоидальному закону с периодом 240…270 мин и амплитудой 15…30 мм.
Предлагаемое изобретение иллюстрируется графическими материалами, где на:
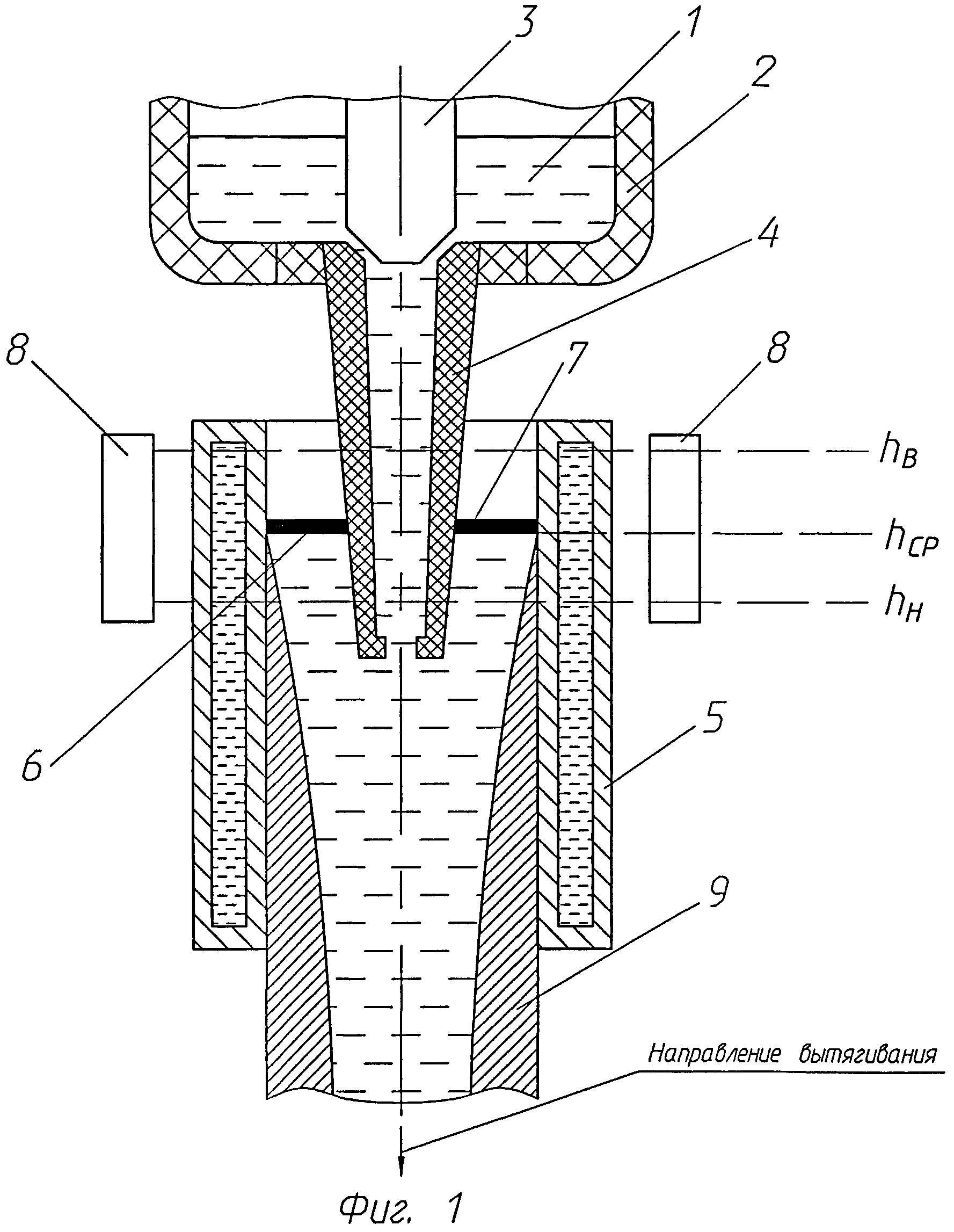
фиг.1 приведена схема устройства для осуществления предлагаемого способа непрерывного литья металлических заготовок методом «плавка на плавку»;
фиг.2 показан режим изменения уровня металла в кристаллизаторе.
Жидкий металл 1 находится в промежуточном ковше 2, снабженном стопором 3, регулирующим подачу жидкого металла 1 через погружной стакан 4 в кристаллизатор 5. На мениске 6 жидкого металла в кристаллизаторе 5 расположен слой защитного шлака 7. Кристаллизатор 5 снабжен устройством 8 для измерения уровня мениска 6. 9 - формирующийся слиток, стрелкой показано направление вытягивания слитка.
Позициями hв, hcp и hн показаны верхний, средний и нижний уровни мениска жидкого металла в кристаллизаторе 5.
Синусоидой с периодом Т, равным 240…270 мин, и амплитудой А, равной 15…30 мм, показан закон изменения уровня жидкого металла в кристаллизаторе 5 в процессе непрерывного литья методом «плавка на плавку».
Предлагаемый способ непрерывного литья металлических заготовок методом «плавка на плавку» осуществляется следующим образом.
При подъеме стопора 3 жидкий металл 1 из промежуточного ковша 2 через погружной стакан 4 поступает в кристаллизатор 5, в нижней части которого вначале процесса расположена затравка (на фиг.1 не показана). При наполнении кристаллизатора расплавом до уровня hcp на мениске 6 наводят слой защитного шлака 7 и по сигналу уровнемера 8 начинают вытягивание слитка 9 из кристаллизатора 5. При этом сигнал с уровнемера 8 поступает на программное устройство (на фиг.1 не показано), регулирующее положение стопора 3. При изменении положения стопора 3 увеличивается или уменьшается количество жидкого металла, поступающего в кристаллизатор 5, и, таким образом, уровень металла в кристаллизаторе в течение разливки серии плавок (продолжительность серии в настоящее время может доходить до 24-48 часов) периодически с интервалом 240…270 минут изменяют автоматически плавно по заданному закону от среднего уровня вверх на 15…30 мм, а затем на ту же величину вниз.
При длительной разливке серии плавок продолжительность разливки отдельных плавок, входящих в серию, составляет 120…130 мин, поэтому параметры плавного изменения уровня металла в кристаллизаторе по синусоиде с периодом Т=240…270 мин и амплитудой А=15…30 мм выбраны из условий сохранения стабильности процесса формирования слитка для оптимизации условий теплопередачи от слитка к стенке кристаллизатора при сохранении качества слитка. Увеличение амплитуды свыше 30 мм может привести к переливу кристаллизатора, а уменьшение ниже 15 мм сужает площадь стенок кристаллизатора, подверженную максимальным тепловым потокам. Период Т=240…270 мин соответствует условию плавного, соизмеримого с временем разливки отдельной плавки, регулирования, исключающего резкие колебания металла в кристаллизаторе.
Эффект от реализации предлагаемого способа состоит в том, что небольшая по высоте (10…15 мм) зона максимальной тепловой нагрузки стенок кристаллизатора перемещается вверх-вниз в пределах порядка 30…60 мм, т.е. вместо одного участка стенок кристаллизатора с максимальной тепловой нагрузкой можно получить примерно три попеременно работающих участка.
Таким образом, стойкость медных стенок по показателю термоустойчивости фактически может быть увеличена приблизительно в 3 раза.
Предлагаемое изобретение позволяет улучшить условия эксплуатации машины непрерывного литья заготовок и повысить ее производительность при разливке серии плавок благодаря увеличению срока службы (до ремонта) медных стенок кристаллизатора и как следствие этого увеличению плавок в серии.
Способ непрерывного литья металлических заготовок методом «плавка на плавку», включающий подачу расплава в охлаждаемый кристаллизатор под мениск металла через погружной стакан, вытягивание формирующегося слитка, отличающийся тем, что уровень мениска металла в кристаллизаторе периодически изменяют по синусоидальному закону с периодом 240…270 мин и амплитудой 15…30 мм.
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб
Вакуумно-компрессионная печь
Вакуумный пресс
Способ и устройство для внепечной обработки металла в ковше
Литейное колесо роторной литейной машины
Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа
Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате
Вакуум-камера
Установка для подготовки снежной массы к таянию
Способ изготовления отражательного устройства гелиоустановки
Устройство управления подачей и поворотом трубы стана холодной прокатки труб
Способ производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины
Манипулятор для подачи твердожидкой тиксозаготовки в штамп
Пресс для спрессовывания порошковых материалов
Уплотнительное устройство подшипника жидкостного трения
Валковая обойма трубоправильной машины
Кристаллизатор машины непрерывного литья металла

