Результат интеллектуальной деятельности: КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕГО РЕМОНТА
Вид РИД
Изобретение
Изобретение относится к области цветной металлургии, а именно к оборудованию для обеспечения работы электролизеров по производству алюминия электролитическим способом, и может быть использовано при монтаже и эксплуатации токоподводящей части ванны алюминиевого электролизера.
Известно катодное устройство электролизера для получения алюминия электролитическим способом, у которого отвод тока выполнен по электрической цепи катодный стержень - катодные спуски (пакет алюминиевых лент) - катодные шины [Аноды алюминиевых электролизеров. Янко Э.А., М.: Издательский дом «Руда и металлы», 2001, стр.599], принятое за аналог устройства и способа. С целью минимизации потерь контактные узлы выполнены посредством сварки пакета из нескольких десятков алюминиевых лент толщиной 0,5-1,0 мм с одним концом к стальному катодному стержню, а другим концом к алюминиевой шине катодной ошиновки. При капитальном ремонте электролизер шунтируют - «обесточивают» и отрывают спуски механическим путем от алюминиевых шин, после чего повторно катодные стержни со спусками не используют, а направляют на переплавку, а при пуске заменяют их новыми, затрачивая при этом материальные и трудовые ресурсы.
Современные мощные электролизеры с целью увеличения производительности предприятия устанавливают в корпусах настолько компактно, что ошиновки соседних электролизеров разделяет лишь электрическая изоляция, а расстояние от ошиновки до катодного устройства не превышает величины монтажного зазора. При такой компоновке и с учетом, что в зоне соединения катодного спуска к катодной шине большое по значению магнитное поле тем больше, чем больше мощность электролизера, организовать условия для качественной дуговой сварки большая сложность, связанная с существенными затратами.
Наиболее близким по технической сущности к заявляемому устройству и способу является [Патент на полезную модель РФ №23880, С25С 3/16, 2002]. В катодном устройстве контактное соединение содержит катодный спуск, выполненный в виде набора гибких алюминиевых лент, одним концом соединенных с катодной шиной, а другим разъемным соединением - со стальным катодным стержнем. Гибкий алюминиевый катодный спуск жестко соединен с катодной шиной через алюминиевую "бобышку", а со стальным катодным стержнем-пластиной из алюминиевого сплава. На контактирующую поверхность пластины нанесен медный слой толщиной 0,25-0,50 мм, выполненной со скосом и продольным разрезом посередине. При работе в агрессивной атмосфере медная контактная поверхность активно окисляется, что приводит к росту падения напряжения в контактном узле и соответственно росту удельного расхода электроэнергии. Кроме того, не обеспечивается стабильность падения напряжения в контакте.
Недостатком контактного соединения является периодическая протяжка контакта из-за увеличения падения напряжения, что связано со «старением» в результате окисления и воздействия высоких температур. В современных электролизерах мощностью свыше 300 кА температура в контактах достигает 180-250°С и нередко выше. Известно, что алюминий, используемый в качестве материала для контактных деталей, при такой температуре теряет до 30% предела прочности. При протяжке болтового соединения происходит некоторая деформация контактных поверхностей в результате чего нарушается целостность покрытия. Нередко протяжка не решает проблемы увеличения падения напряжения, тогда соединение разбирают и после зачистки до металлического блеска с покрытием или без покрытия поверхностей соединение собирают вновь. И если не получен положительный результат, переборку контакта повторяют. Через две «зачистки» медное покрытие на 70% исчезает и процесс увеличения падения напряжения в данном контакте становится неуправляемым. Возобновление покрытия на контактных поверхностях или замена спусков в действующем корпусе в настоящее время практически невозможна, что является существенным недостатком соединения. К существенному недостатку решения, используемого в полезной модели, относится также то, что невозможно использовать подовые блоки оптимальной длины с выходом катодных стержней по обе стороны катодного кожуха без дополнительных трудозатрат и снижения качества подины. Ширина катодного кожуха меньше длины катодной секции с подовым блоком. При монтаже катодного устройства необходимо наклонять секцию и протаскивать в окно катодный стержень до упора подового блока в катодный кожух. Затем катодная секция устанавливается горизонтально и, направляя второй конец катодного стержня в противоположное окно катодного кожуха, выставляется симметрично относительно продольной оси электролизера. При оптимальной длине подового блока без увеличения путем резки окна выхода катодного стержня в катодном кожухе и последующей его заделки операцию выполнить невозможно. Уменьшение размера подового блока с целью исключения вырезки окон в катодном кожухе ведет к увеличению размера периферийного набивного подовой массой шва, что негативно скажется на прочности подины и приведет к снижению срока службы электролизера.
Задачей заявляемого изобретения является создание катодного устройства электролизера для получения алюминия, у которого в электрической цепи катодный стержень - катодный спуск - катодная шина снижена возможность увеличения падения напряжения в течение межремонтного периода электролизера и обеспечена как возможность использования оптимального размера подового блока, так и вторичное использование элементов электрической цепи при капитальном ремонте.
Поставленная задача достигается за счет того, что в катодном устройстве электролизера для получения алюминия, включающем катодный кожух и футеровку, содержащую цоколь из теплоизоляционного и огнеупорного материалов, бортовую футеровку, подину из подовых секций с катодными стержнями и катодными спусками, каждый из которых выполнен в виде пакета гибких металлических лент, одним концом жестко соединенным с катодной шиной, а другим - с катодным стержнем подовой секции, согласно заявляемому изобретению в катодном спуске к пакету гибких металлических лент жестко присоединены с одной стороны одна или несколько контактных пластин, а с другой - один или несколько металлических наконечников и катодный спуск жестко соединен с катодной шиной через контактные пластины посредством разъемного соединения, а с катодным стержнем - через металлические наконечники посредством неразъемного соединения, например сварки, при этом соединение металлических наконечников с катодным стержнем выполнено внутри катодного кожуха.
Поставленная задача достигается тем, что в способе ремонта катодного устройства алюминиевого электролизера, включающем отсоединение катодных спусков от катодных шин, демонтаж катодного устройства и вывоз в цех ремонта при централизованном ремонте, удаление бортовой футеровки, подины и цоколя, монтаж катодного устройства, включающий монтаж цоколя, подины и бортовой футеровки, соединение катодных спусков с катодными шинами, согласно заявляемому изобретению отсоединение и последующее после ремонта соединение катодных спусков к катодным шинам осуществляют путем разборки, затем сборки разъемного соединения; при демонтаже подины отделение катодных спусков от катодных стержней подовых секций производят путем резки по линии их соединения или в области соединения; при последующем монтаже после монтажа цоколя и подовых секций подины монтируют катодные спуски путем проталкивания в окна катодного кожуха до упора в катодный стержень подовой секции металлических наконечников катодных спусков и создания неразъемного соединения посредством, например, сварки.
При использовании изобретения исключается возможность разогрева разъемных контактных соединений до температур, существенно снижающих их предел прочности, и обеспечивается использование элементов цепи при капитальном ремонте, что в свою очередь позволит использовать подовые блоки максимальной длины.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что делает возможным сделать вывод о соответствии критерию «изобретательский уровень».
Для решения поставленной задачи в катодном устройстве электролизера для получения алюминия катодные спуски выполнены из пакета гибких алюминиевых лент, контактной пластины и стального наконечника, которые после монтажа катодных секций стыкуются с катодным стержнем посредством сварки, а с катодной шиной - посредством разъемного соединения.
Выполнение катодного спуска с разъемом к катодной шине исключает возможность перегрева контактных поверхностей до активного снижения предела прочности ввиду того, что развита поверхность теплоотдачи из-за большого количества алюминиевых лент, а резка катодного спуска по линии соединения стального наконечника к катодному стержню или в области соединения после удаления футеровки позволяет его повторное использование. При этом ввиду стыковки стального наконечника с катодным стержнем после монтажа подовых секций, которые не протаскиваются в окна и устанавливаются без наклона, обеспечивается возможность использования подовых блоков максимальной длины для любого типа катодного кожуха без дополнительных трудозатрат. На современных электролизерах используются катодные секции больших размеров и для улучшения качества сварки и повышения электропроводности возможно применение нескольких контактных пластин и нескольких металлических наконечников.
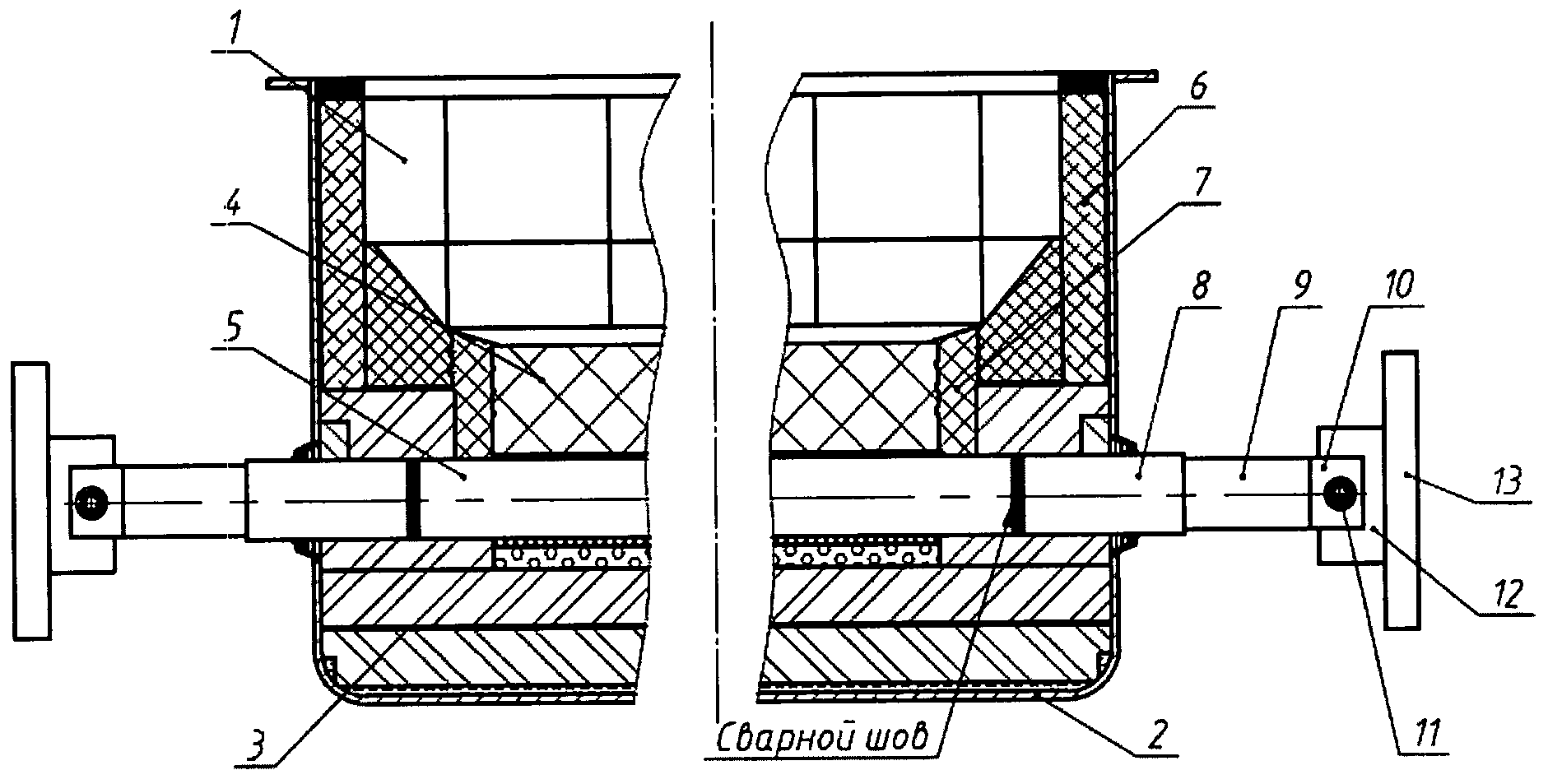
На фигуре показан электролизер в разрезе, где:
катодное устройство 1,
металлический катодный кожух 2,
цоколь из теплоизоляционных и огнеупорных материалов 3,
подовые блоки 4,
катодные стержни 5,
бортовая футеровка 6,
швы, набитые подовой массой 7,
металлический наконечник 8,
пакет гибких металлических лент 9,
пластина контактная 10,
болтовое соединение 11,
кронштейн 12,
катодная шина 13.
Катодное устройство 1 состоит из металлического катодного кожуха 2, цоколя, в котором многослойная теплоизоляция выполнена из теплоизоляционных огнеупорных материалов 3, подовых секций, выполненных из углеродного подового блока 4 в виде моноблоков, катодных стержней 5, бортовой футеровки 6 и швов, набитых подовой массой 7. К катодным стержням 5 приварены катодные спуски, состоящие из металлического стального наконечника 8, пакета гибких алюминиевых лент 9 и пластины контактной 10, которой посредством разъемного болтового соединения 11 крепятся к кронштейну 12 катодной шины 13.
Монтаж катодного устройства алюминиевого электролизера осуществляется в следующей последовательности.
В металлический катодный кожух 2 катодного устройства 1 укладывается многослойная теплоизоляция цоколя 3, на которую монтируются подовые секции, содержащие подовый блок 4 и катодный стержень 5, заделанный в паз подового блока посредством электропроводного материала. Катодный спуск стальным наконечником 8 с внешней стороны катодного кожуха 2 проталкивается в окно до упора в катодный стержень 5. Затем, после соответствующей выставки положения стального наконечника 8 согласно технологии сварки, осуществляют соединение катодного спуска с катодным стержнем 5. После монтажа всех катодных спусков герметизируют окна выхода наконечников 8, затем монтируют бортовую футеровку 6 и производят набойку швов подовой массой 7.
По окончании работ по футеровке катодное устройство устанавливается на фундамент, затем катодные спуски контактными пластинами 10 посредством болтовых соединений 11 закрепляют к кронштейнам 12 катодных шин 13.
Демонтаж катодного спуска для повторного использования осуществляется при капитальном ремонте алюминиевого электролизера. Наиболее прогрессивный ремонт электролизеров в настоящее время - централизованный, с вывозом узлов электролизера в специальные цеха для ремонта. После вывоза катодного устройства и установки на ремонтной площадке осуществляют демонтажные работы. После демонтажа бортовой футеровки 6 и удаления углеродных подовых блоков 4 с подовой массой 7 катодные стержни 5 с катодным спуском извлекают из катодного кожуха 2, очищают и транспортируют на участок резки. Резку осуществляют огневым или механическим способом по линии или в зоне соединения катодного стержня 5 с металлическим наконечником 8 катодного спуска. При огневом способе отделения металлического наконечника 8 от катодного стержня операцию можно выполнять в катодном кожухе. После зачистки торца металлического наконечника 8 катодный спуск поставляется на повторный монтаж.
Исполнение катодного устройства с катодными спусками, которые монтируются в процессе монтажа футеровки посредством приварки наконечников катодных спусков к катодным стержням подовых секций и с разъемным соединением контактных пластин катодных спусков с кронштейнами посредством болтовых соединений, позволяет стабилизировать перепад напряжения в контактах в течение межремонтного периода. Стыковая сварка алюминиевых лент к стальному наконечнику, выполненному на стыкосварочной машине без нарушения в технологии, работает длительно без существенных изменений в перепаде напряжения.
Практика показывает, что разъемные соединения катодных спусков с катодными стержнями при нагреве до 200°С требуют протяжки болтов или переборки из-за многократного от первоначального, свыше 40 мВ, увеличения величины падения напряжения. На разъеме катодная шина - катодный спуск ввиду невысокой температуры (температура катодной шины) величина изменения падения напряжения стабильная и в среднем составляет 4-9 мВ, что допустимо (сварка 3-7 мВ). В настоящее время катодные устройства с такими катодными спусками проходят испытания на действующих электролизерах повышенной мощности. В них использованы моноблоки максимальной длины, монтаж которых осуществлялся без дополнительных затрат. Падение напряжения в контактах и катодных спусках стабильное.
Повторное использование катодных спусков, позволит получить экономию ~ 0,8-1,0 тонн алюминиевого проката и 6,0-8,0 тонн стального проката с одного катодного устройства в зависимости от мощности электролизера. В настоящее время техническое решение испытывается на электролизерах мощностью свыше 300 кА на заводе ООО «РУСАЛ».
Способ получения деформированных полуфабрикатов из сплавов на основе алюминия
Способ брикетирования углеродных восстановителей
Способ производства анодной массы для самообжигающегося анода алюминиевого электролизера
Способ очистки технического кремния
Способ получения связующего пека с пониженным содержанием бенз(а)пирена
Машина для транспортировки и загрузки сыпучего сырья в электролизер для получения алюминия
Высокопрочный сплав на основе алюминия
Способ получения алюминиевых сплавов
Способ рафинирования технического кремния
Система классификации вареной разбавленной пульпы
Способ пневматического транспортирования сыпучих материалов и устройство для его осуществления
Алюминиевый материал для аддитивных технологий
Сплав на основе алюминия и изделие из него
Способ получения пека-связующего для электродных материалов
Гидроударно-кавитационный диспергатор для приготовления углерод-углеродных композиций
Способ приготовления мелкодисперсной углерод-углеродной композиции
Устройство для сбора и удаления газов из алюминиевого электролизера содерберга
Способ и устройство разрушения корки электролита плазменной разделительной резкой
Устройство для определения направления движения электролита в алюминиевом электролизере
Анодный блок алюминиевого электролизера

