Результат интеллектуальной деятельности: СПОСОБ ШЛИФОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к области механической обработки, а точнее к операциям шлифования тороидальных торцовых поверхностей деталей типа колец упорных подшипников.
Известен способ шлифования, включающий в себя обработку тороидальных торцовых поверхностей периферией шлифовального круга дисковой формы [1].
Однако в данном способе используются круги малого диаметра, зерна шлифовального круга быстро изнашиваются, режущие кромки затупляются, происходит выкрашивание зерен, что приводит к уменьшению износостойкости инструмента, а следовательно, и снижению производительности.
Наиболее близким к предлагаемому изобретению является способ шлифования, при котором шлифовальному кругу с торцовой рабочей поверхностью сообщают вращение вокруг своей оси и подачу относительно детали, при этом оси вращения шлифовального круга и детали скрещивают под углом (Патент РФ №2131803) [2]. Ось вращения круга наклонена к перпендикуляру к обрабатываемой поверхности в сторону, противоположную направлению подачи. Шлифовальный круг устанавливают со смещением его оси относительно оси симметрии обрабатываемой поверхности.
Недостатком данного способа являются ограниченные технологические возможности, так как он предназначен только для обработки плоских поверхностей, а также возникающие погрешности расположения обрабатываемой поверхности относительно базовых поверхностей, так как шлифовальный круг в процессе шлифования перемещают в радиальном направлении от оси вращения детали.
Задачей настоящего изобретения является устранение отмеченных недостатков, а именно расширение технологических возможностей процесса шлифования, в частности обработка тороидальных торцовых поверхностей, устранение возникающих погрешностей расположения относительно базовых поверхностей и повышение качества обрабатываемой поверхности.
Технический результат заключается в обеспечении возможности обработки тороидальных поверхностей типа дорожек качения колец упорных подшипников и повышении точности и качества обработки.
Поставленная задача достигается созданием способа шлифования, при котором шлифовальному кругу с торцовой рабочей поверхностью сообщают вращение вокруг своей оси и подачу относительно детали, при этом оси вращения шлифовального круга и детали скрещивают под углом, торцовой поверхности шлифовального круга придают форму профиля, зеркально совпадающую с формой профиля шлифуемой поверхности, ось вращения шлифовального круга устанавливают вдоль направления его рабочей подачи, а ось вращения детали устанавливают под острым углом к направлению подачи шлифовального круга.
Установка оси шлифовального круга вдоль направления его подачи в процессе шлифования обеспечивает высокую точность диаметрального размера шлифуемой поверхности, так как на этот размер не влияет износ рабочей поверхности круга. Придание торцовой поверхности шлифовального круга формы профиля, зеркально совпадающей с формой профиля обрабатываемой поверхности, позволяет получить заданный профиль и заданное качество деталей. Установка оси вращения детали под острым углом к направлению подачи шлифовального круга предохраняет круг от засаливания, позволяет снизить температуру в зоне шлифования и обеспечить высокое качество поверхности.
Предлагаемое изобретение поясняется чертежом: на фиг.1 представлена схема обработки детали по предлагаемому способу.
Способ шлифования заключается в следующем. Ось вращения детали типа кольца упорного подшипника 4 устанавливают под острым углом α к направлению подачи шлифовального круга 1, а ось шлифовального круга 1 устанавливают вдоль направления подачи S круга. Шлифовальный круг подвергают правке, в результате которой придают его рабочей поверхности 3 тороидальную форму профиля, которая является зеркальным отражением формы профиля, которую требуется получить на обрабатываемой поверхности детали.
В процессе шлифования деталь 4 и шлифовальный круг вращают в противоположных направлениях, осуществляют быстрый подвод шлифовального круга к обрабатываемой поверхности, а затем осуществляют врезание рабочей поверхности круга в поверхность детали с рабочей подачей S, обеспечивающей заданный размер. После достижения заданного размера детали шлифовальный круг отводят в исходное положение.
Угол α устанавливают таким образом, чтобы каждая режущая кромка абразивного инструмента в процессе вращения шлифовального круга периодически входила и выходила из контакта с обрабатываемой поверхностью 2 детали 4. Это обеспечивает очистку рабочей поверхности инструмента от стружки, способствует отводу тепла из зоны обработки и повышению производительности обработки.
Так как ось вращения шлифовального круга установлена в направлении подачи, то износ круга не влияет на диаметр шлифуемой поверхности, что обеспечивает высокую точность обработки и возможность осуществления правки шлифовального круга после обработки нескольких деталей.
Предлагаемый способ шлифования реализован на модернизированном внутришлифовальном станке ТПК-125, на который устанавливали кольцо упорно-радиального подшипника верхней опоры стойки передней подвески. Обработке подвергалась дорожка качения подшипника, имеющая тороидальную форму. Ось шлифовального круга устанавливалась вдоль направления его подачи S, а обрабатываемая деталь устанавливалась в патрон бабки изделия под углом α=5-8° градусов к этому направлению. Выбор такого диапазона угла разворота оси детали обеспечивает, с одной стороны, хорошую очистку шлифовального круга от стружки и шлама, а с другой стороны, обеспечивает высокую точность формирования тороидальною профиля детали, идентичную форме профиля рабочей поверхности шлифовального круга. Торцовой поверхности абразивного инструмента придавали форму профиля дорожки качения алмазным инструментом. Связка шлифовального круга - керамическая, материал заготовки - сталь 65 Г. Частота вращения детали n=1000 об/мин, окружная скорость шлифовального круга ν=25 м/с. Обработку осуществляли в один проход. Фактически удаленный слой материала (припуск) составил 0,2 мм.
При этом были отмечены благоприятные условия резания, улучшились условия самозатачивания шлифовального круга, наблюдался минимальный нагрев поверхностного слоя заготовки. Появление прижогов и микротрещин на обработанной поверхности зафиксировано не было.
После обработки производили замер радиуса и диаметр окружности дорожки качения. Результаты измерений показали, что радиус дорожки качения находится в пределах допуска, по форме профиля соответствует форме шлифовального круга. Диаметр окружности дорожки качения имеет высокую размерную точность. Это объясняется тем, что ось шлифовального круга устанавливают вдоль направления его подачи при шлифовании.
Тем самым подтвердилась высокая эффективность предлагаемого способа шлифования.
Технико-экономическая эффективность предлагаемого способа шлифования заключается в следующем:
1. Повышается точность обработки, так как шлифовальный круг перемещается только вдоль направления своей рабочей подачи.
2. Гарантировано обеспечиваются заданные параметры тороидальной поверхности дорожки качения.
3. Обеспечивается высокое качество обработки.
4. Обеспечивается высокая производительность обработки.
Источники информации
1. Спиришесвкий А.И. Подшипники качения. / А.И.Спиришесвкий. - М: Машиностроение, 1969. - 631 с.
2. Патент РФ №2131803. Способ шлифования длинномерных плоских изделий.
Способ шлифования деталей, включающий сообщение шлифовальному кругу с торцовой рабочей поверхностью вращения вокруг своей оси и подачу относительно детали, при этом оси вращения шлифовального круга и детали скрещивают под углом, отличающийся тем, что используют шлифовальный круг с формой профиля торцовой поверхности, зеркально совпадающей с формой профиля шлифуемой поверхности, причем ось вращения шлифовального круга устанавливают вдоль направления его подачи, а ось вращения детали - под острым углом к направлению подачи шлифовального круга.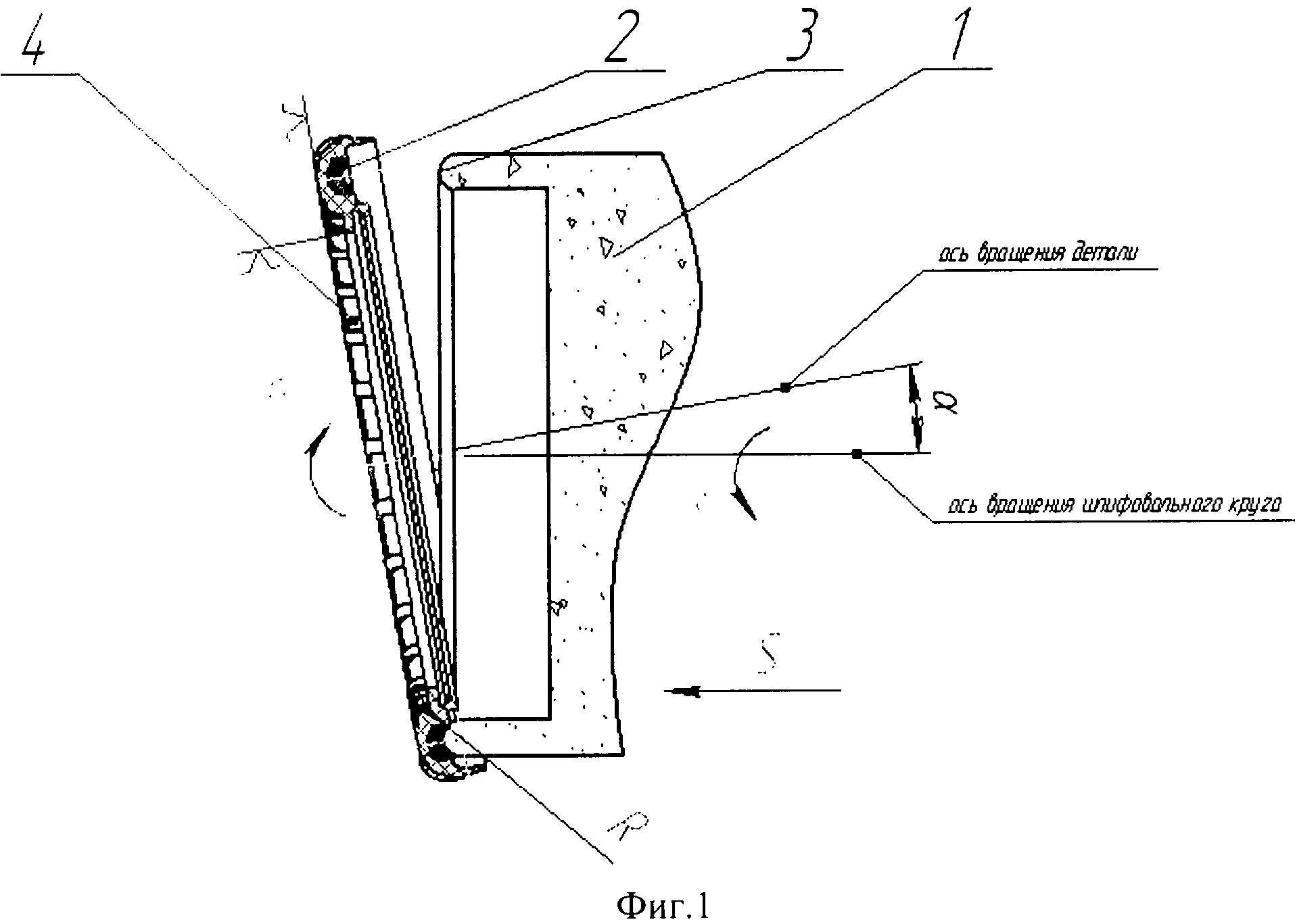
Способ релаксации остаточных напряжений
Шариковый упорно-радиальный подшипник
Способ растачивания цилиндрических отверстий деталей
Способ повышения маслоемкости шарикоподшипника
Устройство для абразивной обработки
Способ нанесения покрытия
Упорно-радиальный подшипник качения
Шариковый подшипник
Способ стабилизации параметров шарикоподшипника
Способ правки длинномерных деталей
Способ релаксации остаточных напряжений
Шариковый упорно-радиальный подшипник
Способ растачивания цилиндрических отверстий деталей
Способ повышения маслоемкости шарикоподшипника
Устройство для абразивной обработки
Способ нанесения покрытия
Упорно-радиальный подшипник качения
Шариковый подшипник
Способ стабилизации параметров шарикоподшипника
Способ правки длинномерных деталей

