Результат интеллектуальной деятельности: ШТАМП ДЛЯ ПОЛУЧЕНИЯ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и предназначено для получения осесимметричных изделий без штамповочных уклонов.
Известен штамп для получения осесимметричных изделий, содержащий верхнюю часть с установленным на ней пуансоном и нижнюю часть, на которой смонтирована матрица (Ковка и штамповка: справочник / А.П.Атрошенко, Н.С.Зиновьев, М.А.Крючков [и др.]; под ред. Е.И.Семенова. - М.: Машиностроение, 1986. - С.190, 191, рис.17).
Недостатком известного штампа является невозможность получения в нем осесимметричных изделий без штамповочных уклонов, для снятия которых необходима дополнительная операция, например калибровка, что повышает трудоемкость получения изделий.
Известен штамп для получения осесимметричных изделий без штамповочных уклонов, содержащий верхнюю и нижнюю части с установленными на них пуансоном и матрицей. В результате воздействия деформирующего инструмента кольцевые элементы изделия обжимаются или раздаются, при этом снимаются штамповочные уклоны, что повышает качество изделий (авторское свидетельство СССР 719775, МК3 B21J 13/02). Это техническое решение является наиболее близким по совокупности существенных признаков и выбрано в качестве прототипа.
Основным недостатком известного штампа является повышенная трудоемкость получения осесимметричных изделий без штамповочных уклонов, обусловленная ограниченными технологическими возможностями штампа, так как этот штамп предназначен только для снятия штамповочных уклонов и не может быть использован как формообразующий.
Предлагаемым изобретением решается задача посредством расширения технологических возможностей штампа для получения осесимметричных изделий без штамповочных уклонов снизить трудоемкость получения изделий.
Для решения поставленной задачи в штампе для получения осесимметричных изделий без штамповочных уклонов, содержащем верхнюю и нижнюю части с установленными на них пуансоном и матрицей, согласно изобретению верхняя часть штампа снабжена обжимной обоймой, внутри которой соосно размещен пуансон, причем на нижнем кольцевом участке внутренней боковой поверхности обоймы сформирован скос, имеющий возможность скольжения по равновеликому скосу, выполненному на верхнем кольцевом участке внешней боковой поверхности матрицы, стенка которой выполнена в виде полого усеченного конуса с параллельными образующими поверхностей. При этом меньшее основание внутренней поверхности конуса примыкает ко дну матрицы и выполнено равным диаметру получаемого изделия, а диаметр большего основания этой поверхности определяется по соотношению

где Dм - диаметр большего основания внутренней конической поверхности матрицы, мм;
Dи - диаметр получаемого изделия, мм;
εд - допустимая по пределу упругости степень упругого сжатия стенки матрицы.
Ширина скоса внутренней боковой поверхности обоймы равна полуразности диаметров большего и меньшего оснований внутренней поверхности конуса, а высота скоса равна разности глубины полости матрицы и высоты заготовки, причем верхняя кромка скоса расположена на уровне торцевой поверхности пуансона.
Элементы штампа, выполненные из условия допустимой по пределу упругости степени упругого сжатия матрицы, обеспечивают получение изделий без штамповочных уклонов за один переход и свободное выталкивание их из полости матрицы после штамповки, а скольжение обжимной обоймы, внутри которой соосно размещен пуансон, по внешней боковой поверхности матрицы, позволяет получать точную соосность заготовки, пуансона и матрицы. В результате обеспечивается высокое качество изделий и существенно снижается трудоемкость их получения. Кроме того, отпадает необходимость в бандажировании матрицы при холодной объемной штамповке, а также при горячей штамповке изделий из труднодеформируемых металлов.
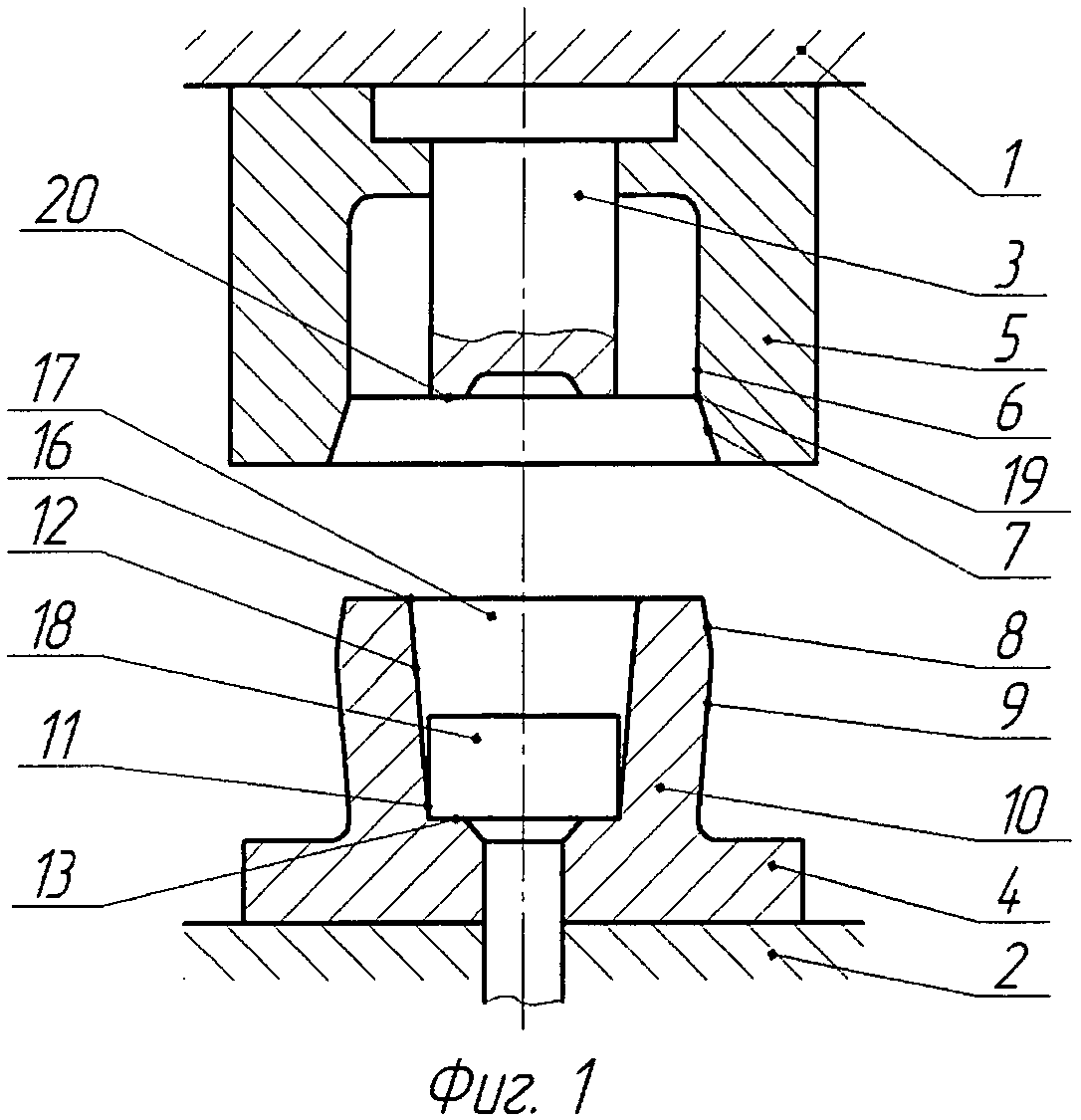
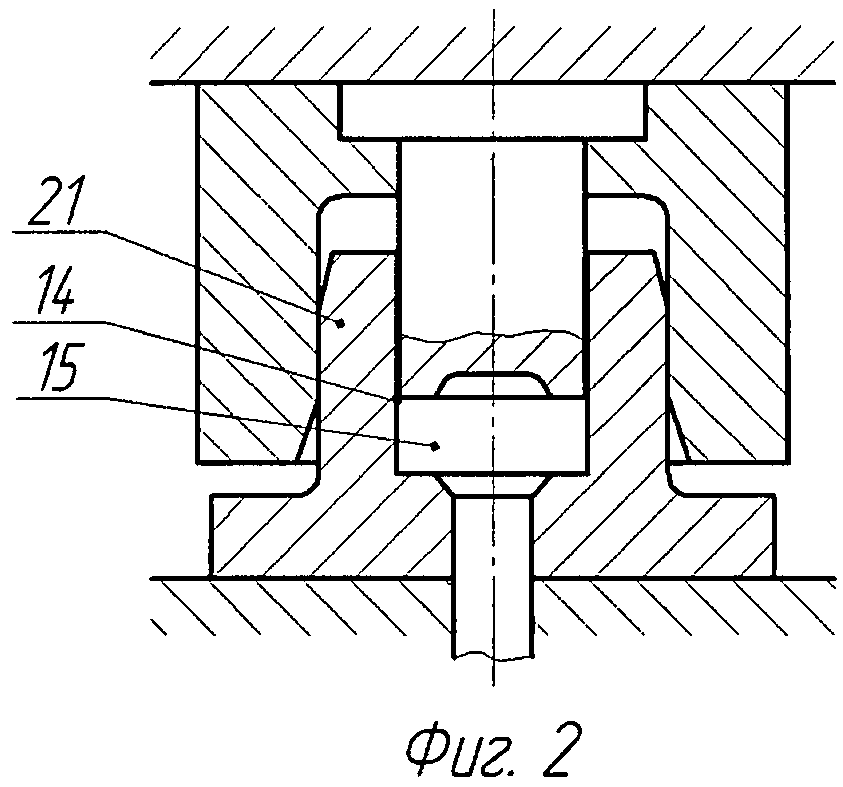
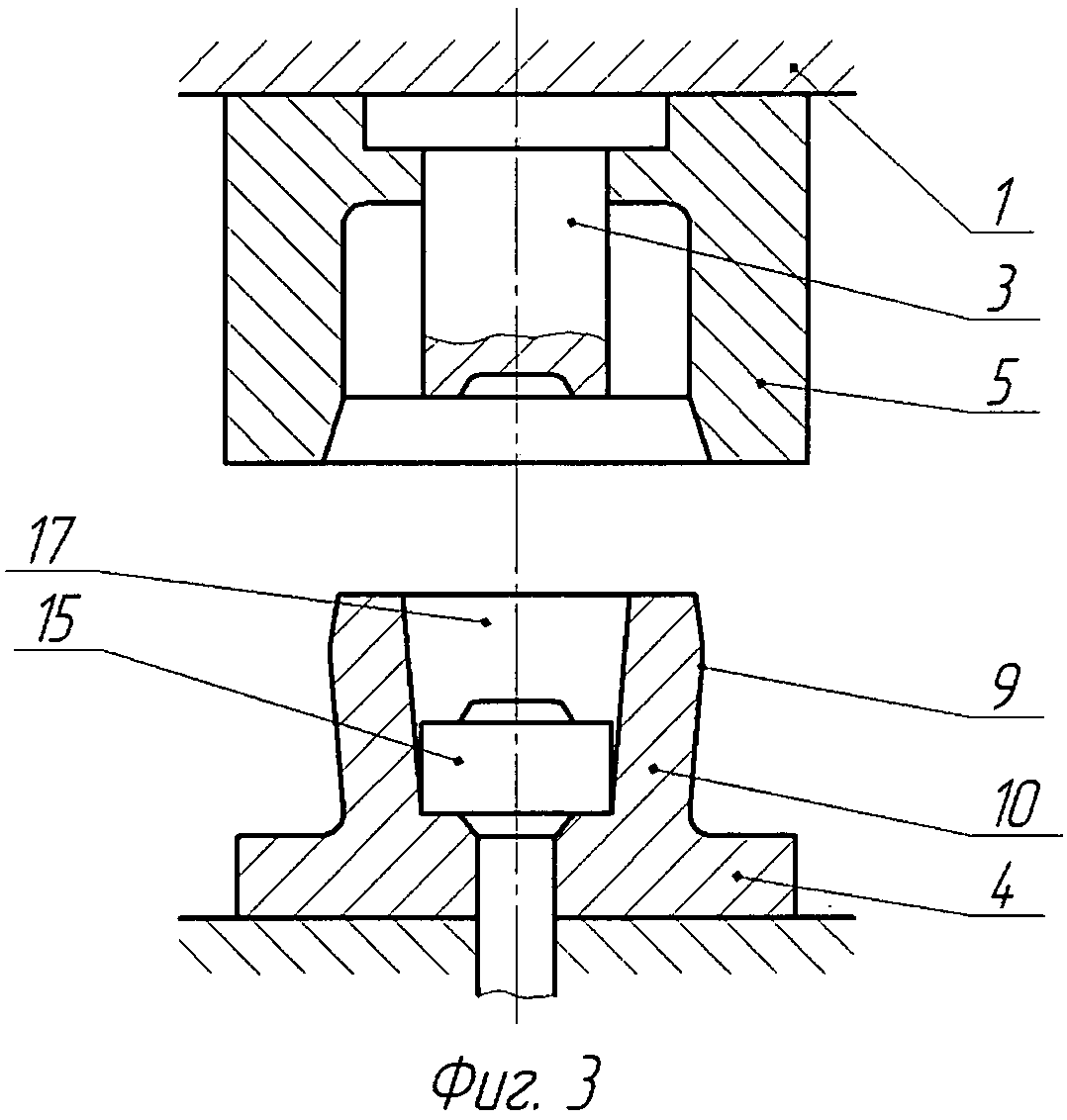
Предлагаемое изобретение поясняется чертежами, где на фиг.1 показано исходное положение штампа для получения осесимметричных изделий без штамповочных уклонов, на фиг.2 представлен момент завершения получения изделия, на фиг.3 показано положение штампа перед выталкиванием изделия из полости матрицы.
Штамп для получения осесимметричных изделий без штамповочных уклонов содержит верхнюю 1 и нижнюю 2 части с установленными на них пуансоном 3 и матрицей 4. Верхняя 1 часть штампа снабжена обжимной обоймой 5, внутри которой соосно размещен пуансон 3, а на нижнем кольцевом участке внутренней боковой поверхности 6 обоймы 5 сформирован скос 7, имеющий возможность скольжения по равновеликому скосу 8, выполненному на верхнем кольцевом участке внешней боковой поверхности 9 матрицы 4. Стенка матрицы 4 выполнена в виде полого усеченного конуса 10 с параллельными образующими поверхностей, при этом меньшее основание 11 внутренней поверхности 12 конуса 10 примыкает ко дну 13 матрицы 4 (фиг.1) и выполнено равным диаметру 14 получаемого изделия 15 (фиг.2), а диаметр большего основания 16 внутренней поверхности 12 конуса 10 определяется по соотношению (1).
Ширина скоса 7 внутренней боковой поверхности 6 обоймы 5 равна полуразности диаметров большего 16 и меньшего 11 оснований внутренней поверхности 12 конуса 10, а высота скоса 7 равна разности глубины полости 17 матрицы 4 и высоты заготовки 18. Верхняя кромка 19 скоса 7 расположена на уровне торцевой поверхности 20 пуансона 3 (фиг.1), охватываемого внутренней поверхностью полого цилиндра 21 (фиг.2).
Штамп для получения осесимметричных изделий без штамповочных уклонов работает следующим образом.
При исходном положении штампа (фиг.1) в полости 17 на дне 13 матрицы 4 размещают заготовку 18. При перемещении верхней 1 части штампа вниз скос 7 обжимной обоймы 5 скользит по равномерному скосу 8 конуса 10 матрицы 4, осуществляя радиальное обжатие стенки матрицы 4. В момент контакта торцевой поверхности 20 пуансона 3 с заготовкой верхняя кромка 19 скоса 7 выходит на внешнюю боковую поверхность 9 матрицы 4, завершая обжатие стенки матрицы 4. При этом полый усеченный конус 10 приобретает форму полого цилиндра 21, сохраняемую до конца формирования пуансоном 3 изделия 15 (фиг.2).
После формирования изделий 15 верхняя 1 часть штампа смещается вверх, обжимная обойма 5 выходит из контакта с внешней боковой поверхностью 9 матрицы 4, стенка которой вновь приобретает форму полого усеченного конуса 10 (фиг.3).
Полученное без штамповочных уклонов изделие 15 свободно удаляется из полости 17 матрицы 4.
Пример расчета элементов штампа для получения осесимметричных изделий без штамповочных уклонов.
В матрице с глубиной полости Hм=52 мм отштампованы шестерни диаметром Dи=106 мм. Заготовки диаметром Dз=104 мм высотой Нз=42 мм из стали 45 нагревали до ковочной температуры. Материал матрицы - штамповая сталь 5ХНВ. При твердости HRC 55 предел текучести σ0,2=1950 МПа (Геллер Ю.А. Инструментальные стали / Ю.А.Геллер. - М.: Металлургия, 1983. С.47).
1. Определяют допустимую по пределу упругости степень упругого сжатия матрицы с использованием закона Гука:

где εд - допустимая по пределу упругости степень упругого сжатия матрицы;
σу - предел упругости материала матрицы, МПа, принимаемый при практических расчетах равным пределу текучести σ0,2 (Политехнический словарь / под. ред. И.И.Артоболевского. - М.: Советская энциклопедия, 1977. С.386);
Е=2·105 - модуль упругости стали, МПа.
εд=1950/2·105=0,00975≈0,01.
2. Определяют диаметр большего основания внутренней конической поверхности матрицы, используя допустимую степень упругого сжатия матрицы:

где ΔR=0,5·(Dм-Dи) - величина радиального упругого сжатия матрицы, мм;
Rм - радиус большего основания внутренней конической поверхности матрицы;
Dм - диаметр большего основания внутренней конической поверхности матрицы;
Dи - диаметр изделия, то есть шестерни, которому по условию формулы изобретения равен диаметр меньшего основания внутренней конической поверхности матрицы, мм.
Тогда 
Отсюда получают соотношение (1):
Dм=Dи/(1-εд)=106/(1-0,01)=107 мм.
3. Находят угол уклона конической поверхности матрицы из соотношения

где α - угол уклона конической поверхности матрицы;
α=0,6°.
4. Определяют размеры скоса обжимной обоймы. По условию формулы изобретения высота скоса

где hk - высота скоса, мм;
hk=52-42=10 мм.
Ширина скоса вк=0,5·(Dм-Dи)=0,5 (107-106)=0,5 мм;
5. Определяют угол скоса из соотношения

где β - угол скоса.
tqβ=0,5/10=0,05; β=3.5°.
Таким образом, элементы штампа, выполненные при условии допустимой по пределу упругости степени упругого сжатия матрицы, соответствуют рекомендуемым значениям (Ковка и штамповка: справочник / А.П.Атрошенко, Н.С.Зиновьев, М.А.Крючков [и др.]; под ред. Е.И.Семенова. - М.: Машиностроение, 1986. - С.190, Ковка и штамповка: справочник / М.Г.Амиров, Е.Г.Белков, К.Н.Богоявленский [и др.]; под ред. Г.А.Навроцкого. - М.: Машиностроение, 1987. - С.169). Они обеспечивают получение изделий без штамповочных уклонов за один переход и свободное выталкивание их из полости матрицы после штамповки, а скольжение обжимной обоймы, внутри которой соосно размещен пуансон, по внешней боковой матрицы позволяет получить точную соосность заготовки, пуансона и матрицы. В результате обеспечивается высокое качество изделий и существенно снижается трудоемкость их получения. Кроме того, отпадает необходимость в бандажировании матрицы при холодной объемной штамповке, а также при горячей штамповке трудодеформируемых металлов.
Способ получения поковок без штамповочных уклонов для деталей с кольцевыми элементами
Способ разделения прутка на длинномерные заготовки
Штамп с горизонтальным разъемом матриц для штамповки поковок типа крестовин
Способ формирования сортового профиля в закрытых калибрах
Способ получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания
Способ получения составных стержневых деталей
Способ сборки металлических заготовок пластическим деформированием
Устройство для определения электризуемости материалов
Твердотопливная металлизированная композиция на основе нитрата аммония
Барабанный смеситель
Лопастной смеситель

