Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ ДЛЯ ДЕТАЛЕЙ С КОЛЬЦЕВЫМИ ЭЛЕМЕНТАМИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано, в частности, при объемной штамповке поковок типа шестерен, фланцев, толстостенных колец и втулок.
Известен способ получения поковок без штамповочных уклонов для деталей с кольцевыми элементами, заключающийся в объемной штамповке посредством верхней части формообразующего штампа полуфабриката, имеющего, по крайней мере, один кольцевой элемент конической формы, формируемый в нижней части формообразующего штампа, последующей калибровке конической поверхности кольцевого элемента посредством калибрующего штампа и выталкивании поковки. Реализация способа позволяет получать поковки без штамповочных уклонов, что повышает их качество и снижает расход металла в связи с отсутствием названных уклонов (Ковка и штамповка: Справочник. В 4 тт. Т.2. / А.П.Атрошенко, Н.С.Зиновьев, М.А. Крючков и др.; под ред. Е.И. Семенова. - М.: Машиностроениие, 1986. - с.41, рис.8).
Недостатками известного способа являются повышенные трудоемкость и себестоимость получения поковки, так как процесс осуществляют в двух штампах - формообразующем и калибрующем.
Известен способ получения поковок без штамповочных уклонов для деталей с кольцевыми элементами, заключающийся в объемной штамповке посредством верхней части формоизменяющего штампа, содержащего также нижнюю часть с деформирующим инструментом, полуфабриката, имеющего, по крайней мере, один кольцевой элемент в виде отрезка конической трубы, выталкивании поковки из полости матрицы и последующей калибровке в калибрующем штампе. В процессе калибровки торцевой участок кольцевого элемента подвергают дополнительной пластической деформации воздействием равномерно распределенными по кругу радиальными деформирующими усилиями, прикладываемыми в направлении, противоположном первоначальному. В результате воздействия деформирующего инструмента кольцевые элементы поковки обжимаются или раздаются, при этом снимаются штамповочные уклоны, что повышает качество поковок (авторское свидетельство СССР 719775, М.кл.3 B21J 13/02). Это техническое решение является наиболее близким по совокупности существенных признаков и выбрано в качестве прототипа.
Основным недостатком описанного способа получения поковок без штамповых уклонов для деталей с кольцевыми элементами является повышенные трудоемкость и себестоимость изготовления поковок в связи с необходимостью для их производства использовать два штампа: формоизменяющий и калибрующий.
В основу изобретения поставлена задача снижения трудоемкости и себестоимости изготовления поковок без штамповочных уклонов, получаемых посредством предложенного способа.
Для решения поставленной задачи в способе получения поковок без штамповочных уклонов для деталей с кольцевыми элементами, заключающемся в объемной штамповке посредством верхней части штампа полуфабриката, имеющего, по крайней мере, один кольцевой элемент конической формы, формируемый в нижней части штампа, последующей калибровке полуфабриката воздействием деформирующего усилия на кольцевой элемент и выталкивании поковки, согласно изобретению участок конической поверхности кольцевого элемента, примыкающий к поверхности разъема штампа, выполняют в виде кольцевого выступа с двусторонними уклонами по условию
Pвыт>Тв,
где Рвыт - усилие выталкивания полуфабриката из нижней части штампа в процессе деформирования кольцевого выступа;
Тв - сила трения, удерживающая полуфабрикат в верхней части штампа, путем размещения между двусторонними уклонами кольцевого элемента объема металла, равного объему номинального припуска на кольцевом элементе поковки, и формирования диаметров оснований кольцевого элемента со стороны верхней и нижней частей штампа равными соответственно номинальным диаметрам поковки и готовой детали. Калибровку полуфабриката осуществляют редуцированием в процессе выталкивания его из нижней части штампа с приложением к кольцевому элементу деформирующего усилия в направлении, противоположном действию усилия штамповки полуфабриката.
Снижение трудоемкости и себестоимости изготовления поковок без штамповочных уклонов обусловлено осуществлением процесса штамповки и калибровки поковки в одном штампе за один рабочий ход пресса.
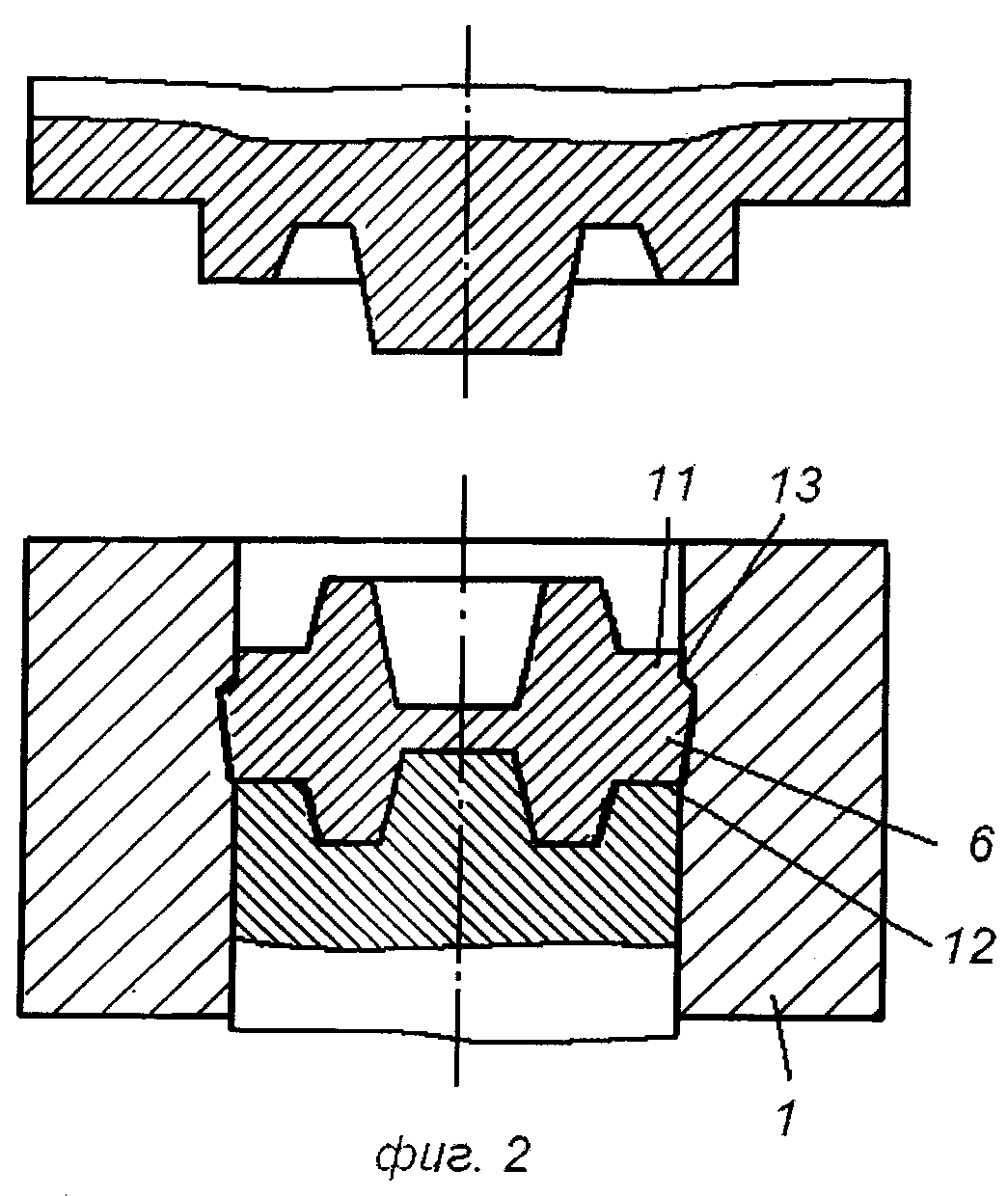
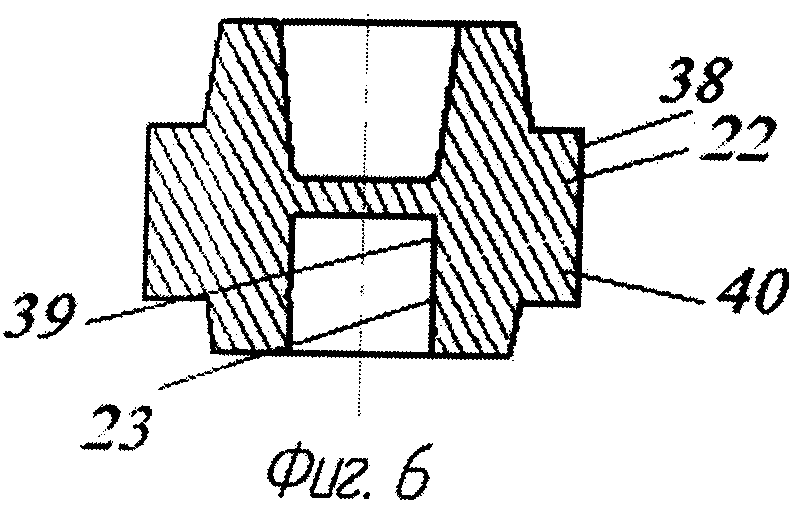
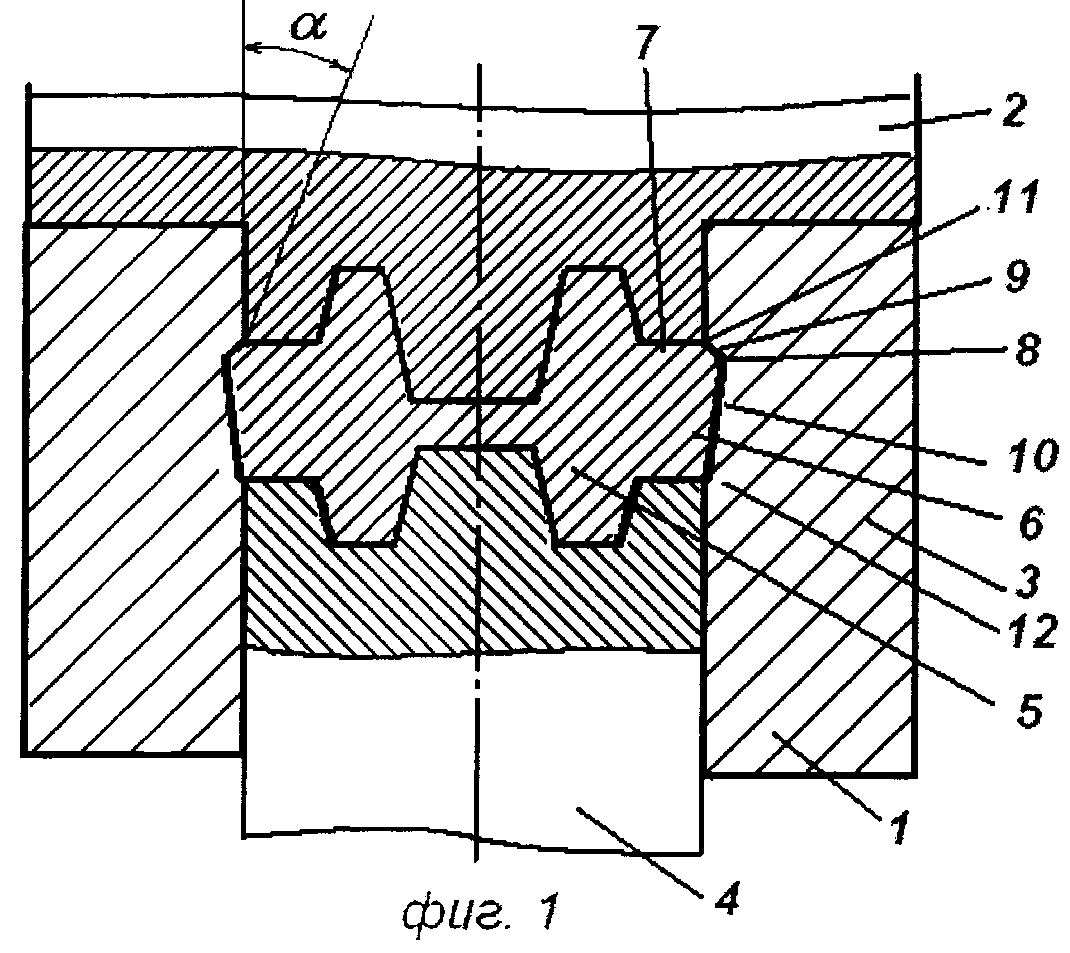
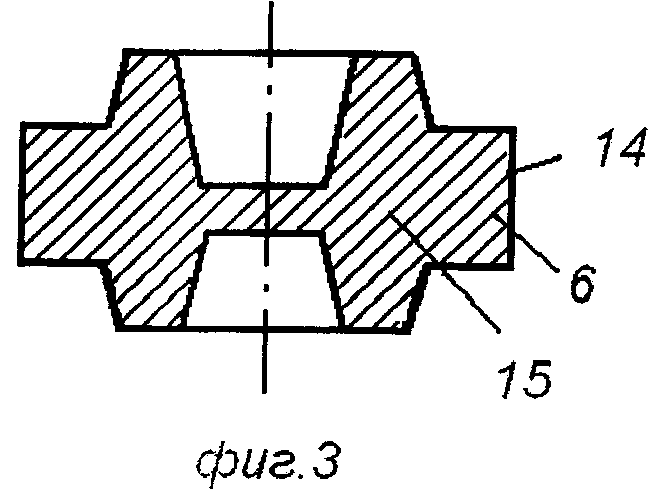
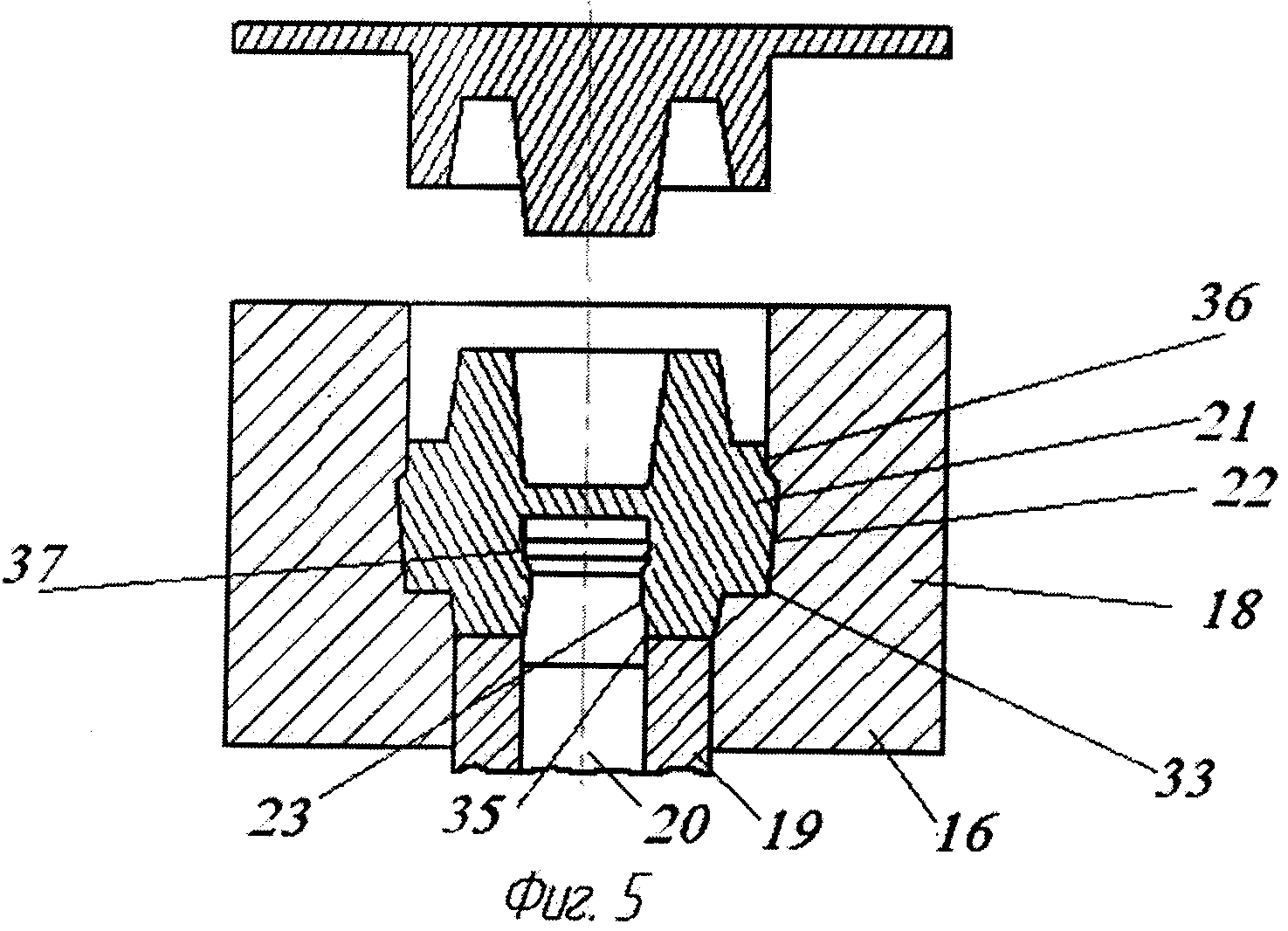
Предложенное изобретение поясняется чертежами, где на фиг.1 показан момент окончания объемной штамповки полуфабриката; на фиг.2 - момент калибровки кольцевого элемента редуцированием в процессе выталкивания полуфабриката из нижней части штампа; на фиг.3 - поковка после калибровки кольцевого элемента; на фиг.4 - момент окончания объемной штамповки полуфабриката для детали с двумя кольцевыми элементами; на фиг.5 - момент калибровки кольцевых элементов редуцированием в процессе выталкивания полуфабриката из нижней части штампа; на фиг.6 - поковка после калибровки кольцевых элементов для детали с двумя кольцевыми элементами.
Способ получения поковок без штамповочных уклонов для деталей с одним кольцевым элементом реализуют следующим образом (фиг.1-3).
В штампе 1, содержащем верхнюю часть 2 и нижнюю часть 3 с установленным в ней выталкивателем 4 объемной штамповкой посредством верхней части 2 штампа получают полуфабрикат 5, имеющий, по крайней мере, один кольцевой элемент 6 конической формы, формируемый в нижней части 3 штампа 1. Участок конической поверхности кольцевого элемента 6, примыкающий к поверхности разъема 7 штампа 1, выполняют в виде кольцевого выступа 8 с двухсторонними уклонами 9 и 10 по условию
Pвыт>Тв,
где Рвыт - усилие выталкивания полуфабриката 5 из нижней части 3 штампа 1 в процессе деформирования кольцевого выступа 8; Тв - сила трения, удерживающая полуфабрикат 5 в верхней части 2 штампа 1, путем размещения между двухсторонними уклонами 9 и 10 кольцевого элемента 6 объема металла, равного объему номинального припуска на кольцевом элементе 6 поковки, и формирования диаметров оснований 11 и 12 кольцевого элемента 6 со стороны верхней 2 и нижней 3 частей штампа 1 равными соответственно номинальным диаметрам поковки и готовой детали (фиг.1).
Затем осуществляют калибровку полуфабриката 5 редуцированием в процессе выталкивания его из нижней части 3 штампа 1 посредством выталкивателя 4 в направлении, противоположном действию усилия штамповки полуфабриката 5 (фиг.2). В процессе редуцирования объем металла, размещенный между двухсторонними уклонами 9 и 10 кольцевого элемента 6, деформируют калибрующим пояском 13 нижней части 3 штампа 1 и смещают в сторону основания 12 кольцевого элемента 6, образуя номинальный припуск на боковой поверхности 14 кольцевого элемента 6 поковки 15 (фиг.3). В результате получают поковку 15 без штамповочных уклонов.
Реализация способа в случае объемной штамповки полуфабриката для детали с двумя кольцевыми элементами показана на фиг.4-6.
В штампе 16, содержащем верхнюю часть 17 и нижнюю часть 18 с установленным в ней выталкивателем 19 и контрпуансоном 20, объемной штамповкой посредством верхней части 17 штампа получают полуфабрикат 21, имеющий два кольцевых элемента 22 и 23 конической формы, формируемые в нижней части 18 штампа 16. Участки конических поверхностей кольцевых элементов 22 и 23, примыкающих соответственно к поверхностям разъема 24 и 25 штампа 16, выполняют в виде кольцевых выступов 26 и 27 с двухсторонними уклонами соответственно 28 и 29 и 30 и 31 по условию
Pвыт>Тв,
где Рвыт - усилие выталкивания полуфабриката 21 из нижней части 18 штампа 16 в процессе деформирования кольцевых выступов 26 и 27;
Тв - сила трения, удерживающая полуфабрикат 21 в верхней части 17 штампа 16, путем размещения между двухсторонними уклонами 28 и 29 и 30 и 31 кольцевых элементов 22 и 23 объемов металла, равных объемам номинальных припусков на кольцевых элементах 22 и 23 поковки, и формирования диаметров оснований 32 и 33 и 34 и 35 кольцевых элементов 22 и 23 со стороны верхней 17 и нижней 18 частей штампа 16 равными соответственно номинальным диаметрам поковки и готовой детали (фиг.4).
Затем осуществляют калибровку полуфабриката 21 редуцированием в процессе выталкивания его из нижней части 18 штампа 16 посредством выталкивателя 19 в направлении, противоположном действию усилия штамповки полуфабриката 21 (фиг.5). В процессе редуцирования объемы металла, размещенные между двухсторонними уклонами 28 и 29 и 30 и 31 кольцевых элементов 22 и 23, деформируют калибрующими поясками 36 нижней части 18 штампа 16 и 17 контрпуансона 20, и смещают в сторону оснований 33 кольцевого элемента 22 и 35 кольцевого элемента 23, образуя номинальные припуски на боковых поверхностях 38 кольцевого элемента 22 и 39 кольцевого элемента 23 поковки 40 (фиг.6). В результате получают поковку 40 без штамповочных уклонов на кольцевых поверхностях 22 и 23.
Пример. Отштампована опытная партия поковок шестерни из стали 45, предел прочности σвt=77 МПа при температуре окончания штамповки Тд=900°С. Номинальные диаметры кольцевого элемента, то есть обода шестерни: детали Dд=90 мм; поковки Dп=94 мм; высота кольцевого элемента детали и поковки hэ=30 мм. Диаметр ступицы шестерни dст=52 мм; высота ступицы, формируемой в верхней части штампа, hст=12 мм (см. фиг 1-3). Расчет параметров штамповки осуществляют в следующем порядке.
1. Определяют номинальный объем припуска, размещаемого между двухсторонними уклонами кольцевого элемента полуфабриката:

2. Устанавливают величину угла уклона α конической поверхности кольцевого выступа, примыкающего к поверхности разъема штампа: 2α=25°, так как при углах 2α≤25-30° кольцевой выступ имеет плавные очертания, что в процессе калибровки редуцированием обеспечивает пластическое смещение элементарных объемов металла кольцевого выступа и исключает образование дефектов в виде зажимов, складок и среза металла (Деордиев А.Т. Обработка деталей редуцированием. - М.: Машгиз, 1960. - с.66, рис.36).
3. Определяют диаметр кольцевого выступа из условия равенства объемов номинального припуска на кольцевом элементе, то есть ободе поковки и кольцевого выступа при двойном угле уклона 2α=25°.
В результате расчетов получают диаметр кольцевого выступа по вершине равным Dв=97 мм, расстояние вершины выступа от поверхности разъема штампа 15 мм.
4. Определяют усилие редуцирования, то есть усилие выталкивания полуфабриката
 ,
,
где Рвыт - усилие редуцирования;
р - давление при редуцировании, МПа;
Fк - площадь поверхности контакта металла, мм2.
Давление при редуцировании и калибровке определяют по формуле (Ковка и штамповка: Справочник / М.Г.Амиров, Е.Г.Белков, К.Н.Богоявленсикй и др.; под ред. Г.А.Навроцкого. - М: Машиностроение, 1987 - с.285, 286):
где µ=0.4 - показатель трения (Ковка и штамповка: Справочник / А.Ю.Аверкиев, Д.И.Бережнова. - М.: Машиностроение, 1985. - с.153, табл.9).



5. Определяют силу трения, удерживающую полуфабрикат в верхней части штампа (А.П.Атрошенко. Горячая штамповка труднодеформируемых материалов / А.П.Атрошенко, В.И.Федоров. - Л.: Машиностроение, 1979. - с.54):

где Tв - сила трения, удерживающая полуфабрикат в верхней части штампа, кН;
Fп - площадь поверхностей контакта полуфабриката с верхнй частью штампа, мм2;
αп - угол наклона поверхностей к направлению действия усилия штамповки (αп=5°).
где Fпол - площадь поверхности контакта металла в полости шестерни, мм2;
Fст - площадь поверхности контакта металла по внешней поверхности ступицы шестерни, мм2;

где dп - диаметр полости полуфабриката, мм;
dст - диаметр внешней поверхности ступицы, мм;
hст - высота ступицы, мм.

т.е. условие Рвыт>Tв выполняется.
Отштампована так же опытная партия поковок шестерни с двумя кольцевыми элементами из стали 45, предел прочности σвт=77 МПа при температуре окончания штамповки Тд=900°С. Номинальные диаметры кольцевых элементов, то есть обода шестерни: (детали) Dд=90 мм; поковки Dп=94 мм, высота кольцевого элемента 22 детали и поковки, hэ=30 мм, диаметр отверстия детали dд=33 мм, поковки dп=30 мм; высота кольцевого элемента 23 детали и поковки ho=30 мм. Диаметр ступицы шестерни dcт=52 мм; высота ступицы, формируемой в верхней части штампа, hст=19 мм (см. фиг.4-6).
Расчет параметров штамповки осуществляют в следующем порядке.
1. Определяют номинальные объемы припусков, размещаемых между двухсторонними уклонами соответственно кольцевых элементов 22 и 23 полуфабриката 21:


2. Устанавливают величину угла уклона α конических поверхностей кольцевых выступов, примыкающих к поверхностям 24 и 25 разъемов штампа: 2α=25°.
3. Определяют диаметры кольцевых выступов из условия равенства объемов номинальных припусков на кольцевых элементах при двойном угле уклона 2α=25°.
В результате расчетов получают диаметры кольцевых выступов по вершинам равными соответственно Dв=97 мм и dв=28 мм, расстояние вершин выступов от поверхностей разъема штампа соответственно 15 мм и 5 мм.
4. Определяют усилие редуцирования, то есть усилие выталкивания полуфабриката
 ,
,
где Рвыт - усилие редуцирования, кН;
р - давление при редуцировании, МПа;
Fк - площадь поверхности контакта металла, мм3
где р' и р" - давления при редуцировании соответственно кольцевых элементов 22 и 23 (фиг.5);
µ=0.4 - показатель трения (Ковка и штамповка: Справочник / А.Ю.Аверкиев, Д.И.Бережнова. - М.: Машиностроение, 1985. - с.153, табл.9).


Площади поверхностей контакта металла на кольцевых элементах металла 22 и 23 соотвественно равны:


Усилия при редуцировании кольцевых элементов 22 и 23 соответственно равны:


Суммарное усилие при редуцировании равно:

Сила трения (Тв), удерживающая полуфабрикат в верхней части штампа, рассчитанная по приведенной выше методике, составила Тв=252 кН, т.е Рвыт>Тв - условие выполняется.
Полученные поковки имели гладкие цилиндрические поверхности кольцевых элементов без заусенцев.
Таким образом, реализация предложенного способа позволяет существенно снизить трудоемкость и себестоимость получения поковок. Кроме того, повышается надежность штампа за счет упрощения конструкции, исключающей устройство механизма выталкивания в верхней части штампа.
Способ получения поковок без штамповочных уклонов для деталей с кольцевыми элементами, включающий объемную штамповку посредством верхней части штампа полуфабриката, имеющего по крайней мере один кольцевой элемент конической формы, формируемый в нижней части штампа, последующую калибровку полуфабриката воздействием деформирующего усилия на кольцевой элемент и выталкивание из нижней части штампа, отличающийся тем, что калибровку полуфабриката осуществляют редуцированием в процессе выталкивания его из нижней части штампа с приложением к кольцевому элементу деформирующего усилия в направлении, противоположном действию усилия объемной штамповки полуфабриката, участок конической поверхности кольцевого элемента, примыкающий к поверхности разъема штампа на верхнюю и нижнюю части, выполняют в виде кольцевого выступа с двусторонними уклонами по условию:P>Т,где Р - усилие выталкивания полуфабриката из нижней части штампа в процессе приложения к кольцевому элементу деформирующего усилия;Т - сила трения, удерживающая полуфабрикат в верхней части штампа, путем размещения между упомянутыми двусторонними уклонами кольцевого элемента объема металла, равного объему номинального припуска на кольцевом элементе поковки, и формирования диаметров оснований кольцевого элемента со стороны верхней и нижней частей штампа равными, соответственно, номинальным диаметрам поковки и готовой детали.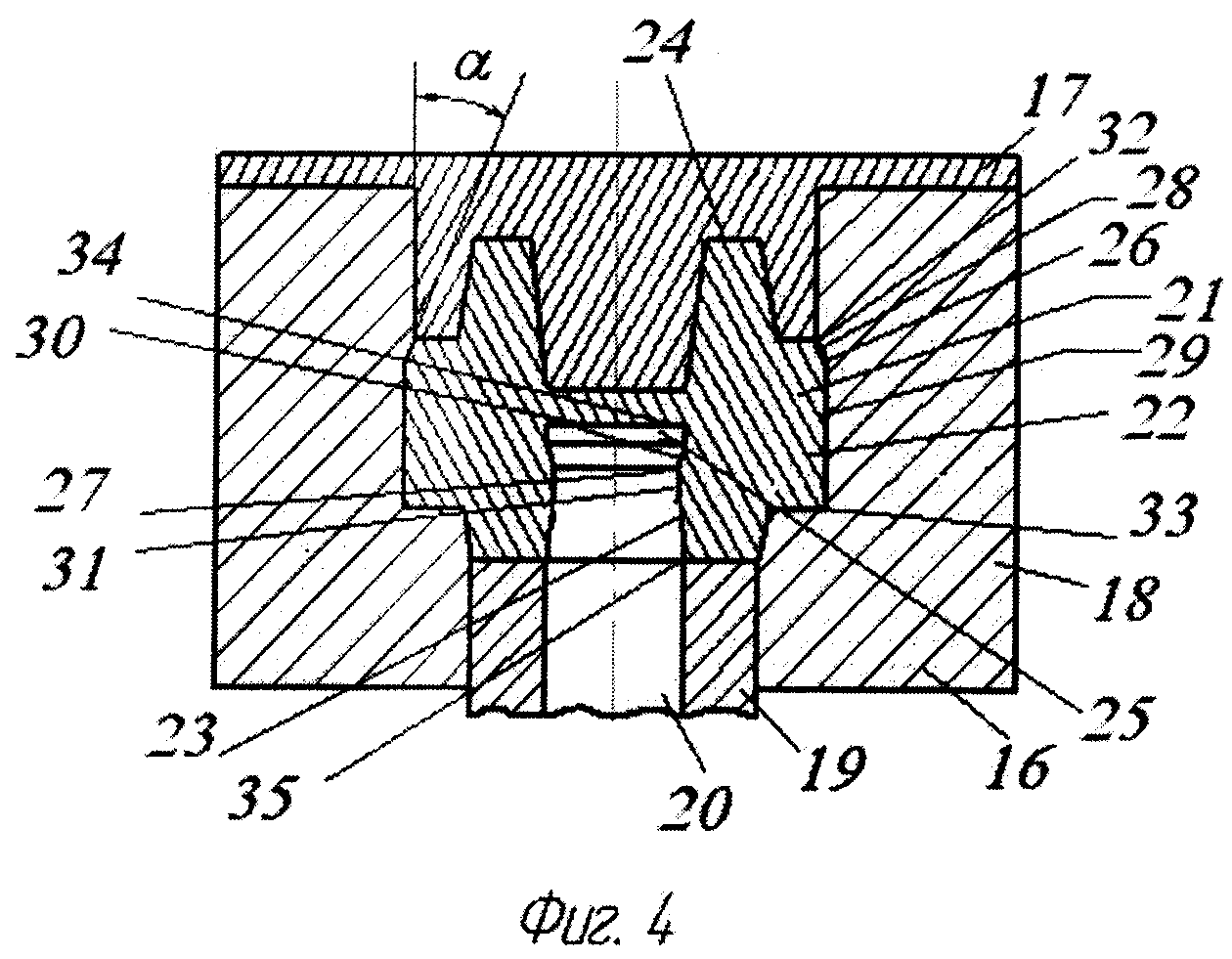
Штамп для получения осесимметричных изделий без штамповочных уклонов
Способ разделения прутка на длинномерные заготовки
Штамп с горизонтальным разъемом матриц для штамповки поковок типа крестовин
Способ формирования сортового профиля в закрытых калибрах
Способ получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания
Способ получения составных стержневых деталей
Способ сборки металлических заготовок пластическим деформированием
Способ производства пельменей, обогащенных растительным сырьем (варианты)
Способ получения высокотвердых углеродных наночастиц c
Сферический двухрядный подшипник качения
Устройство для измерения расхода сыпучего материала
Способ контроля электромагнитной безопасности
Роторно-поршневой двигатель внутреннего сгорания
Прессовое соединение охватываемой втулки с охватывающей корпусной деталью
Композиция ингредиентов для ароматизированного облепихового вина
Установка для смешивания и просеивания компонентов
Способ калибровки оптической измерительной аппаратуры при оценке среднего диаметра дисперсных частиц

