Результат интеллектуальной деятельности: ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в штамповой оснастке для формовки выступов в трубчатых деталях.
Известен штамп для формовки выступов в трубчатой детали по патенту №2291015, B21D 22/02, 43/02. Недостатком известного штампа является невозможность регулировки размеров внутри группы наружных или внутренних выступов.
Наиболее близким по технической сущности и достигаемому результату к заявленному является штамп-автомат для формовки выступов в трубчатой детали (см. патент №2262406, B21D 22/02, 43/02 - прототип), содержащий пресс, закрепленный на ползуне пресса хвостовик штампа, установленный на подпятнике с держателем, неподвижное основание со съемником деталей, подвижную в центральном отверстии основания втулку с соосно и подвижно установленными в ней обоймой и фланцем, составной пуансон, состоящий из группы установленных в пазах обоймы подвижных Г-образных внутренних кулачков, рабочие поверхности которых выполнены по форме наружных выступов детали, составную матрицу, состоящую из группы установленных в пазах обоймы подвижных наружных кулачков, рабочие поверхности которых выполнены по форме наружных и внутренних выступов детали, и клиньев, установленных по числу наружных кулачков и оснащенных регулировочными винтами, образующими с клиньями винтовую пару, расположенную между подпятником и держателем для наружных кулачков, образующих внутренние выступы формуемой детали, и винтовую пару между фланцем и втулкой для наружных кулачков, образующих наружные выступы формуемой детали, в сопряжении с ответными клиновым гранями наружных кулачков, и систему управления.
Недостатками данного устройства является следующее: несмотря на то что раздельная настройка кулачков позволяет избежать потери точности на величину допуска на изготовление кулачков, тем не менее отсутствие средств одновременной регулировки формообразующих элементов по группам размеров может привести к смещению оси детали в одну из сторон при раздельной регулировке. Раздельную регулировку проводить сложно. В штампе-прототипе предусматривается возможность раздельной регулировки всех размеров, но при работе штампа затруднена подстройка исполнительных размеров детали по группам размеров.
Технической задачей изобретения является создание штампа-автомата такой конструкции, которая позволила бы обеспечить как раздельную, так и групповую регулировку размеров внутренних и наружных выступов трубчатой детали.
Эта техническая задача решается тем, что в штампе-автомате для формовки выступов в трубчатой детали, содержащем пресс, закрепленный на ползуне пресса хвостовик штампа, установленный на подпятнике с держателем, неподвижное основание со съемником деталей, подвижную в центральном отверстии основания втулку с соосно и подвижно установленными в ней обоймой и фланцем, составной пуансон, состоящий из группы установленных в пазах обоймы подвижных Г-образных внутренних кулачков, рабочие поверхности которых выполнены по форме наружных выступов детали, составную матрицу, состоящую из группы установленных в пазах обоймы подвижных наружных кулачков, рабочие поверхности которых выполнены по форме наружных и внутренних выступов детали, и клиньев, установленных по числу наружных кулачков и оснащенных регулировочными винтами, образующими с клиньями винтовую пару, расположенную между подпятником и держателем для наружных кулачков, образующих внутренние выступы формуемой детали, и винтовую пару между фланцем и втулкой для наружных кулачков, образующих наружные выступы формуемой детали, в сопряжении с ответными клиновым гранями наружных кулачков, и систему управления, согласно изобретению, на регулировочных винтах наружных кулачков, образующих внутренние выступы формуемой детали, выполнены зубья для взаимодействия с зубьями кольца, расположенного с возможностью осевого перемещения снаружи подпятника и держателя, а на регулировочных винтах наружных кулачков, образующих наружные выступы формуемой детали, выполнены зубья для взаимодействия с зубьями кольца, расположенного с возможностью осевого перемещения снаружи втулки и фланца.
Другим отличием является то, что на наружных стенках колец выполнены шкалы с делениями для определения величины регулировки.
Также отличием является то, что в кольцах установлены винты-фиксаторы для закрепления колец в неподвижном состоянии после проведения регулировки.
Указанная совокупность признаков позволяет расширить технические возможности штампа-автомата за счет возможности подстройки исполнительных размеров как внутри группы размеров, так и в целом по группе и повысить точность изготавливаемых деталей.
Сущность изобретения поясняется чертежами.
На фигурах представлено:
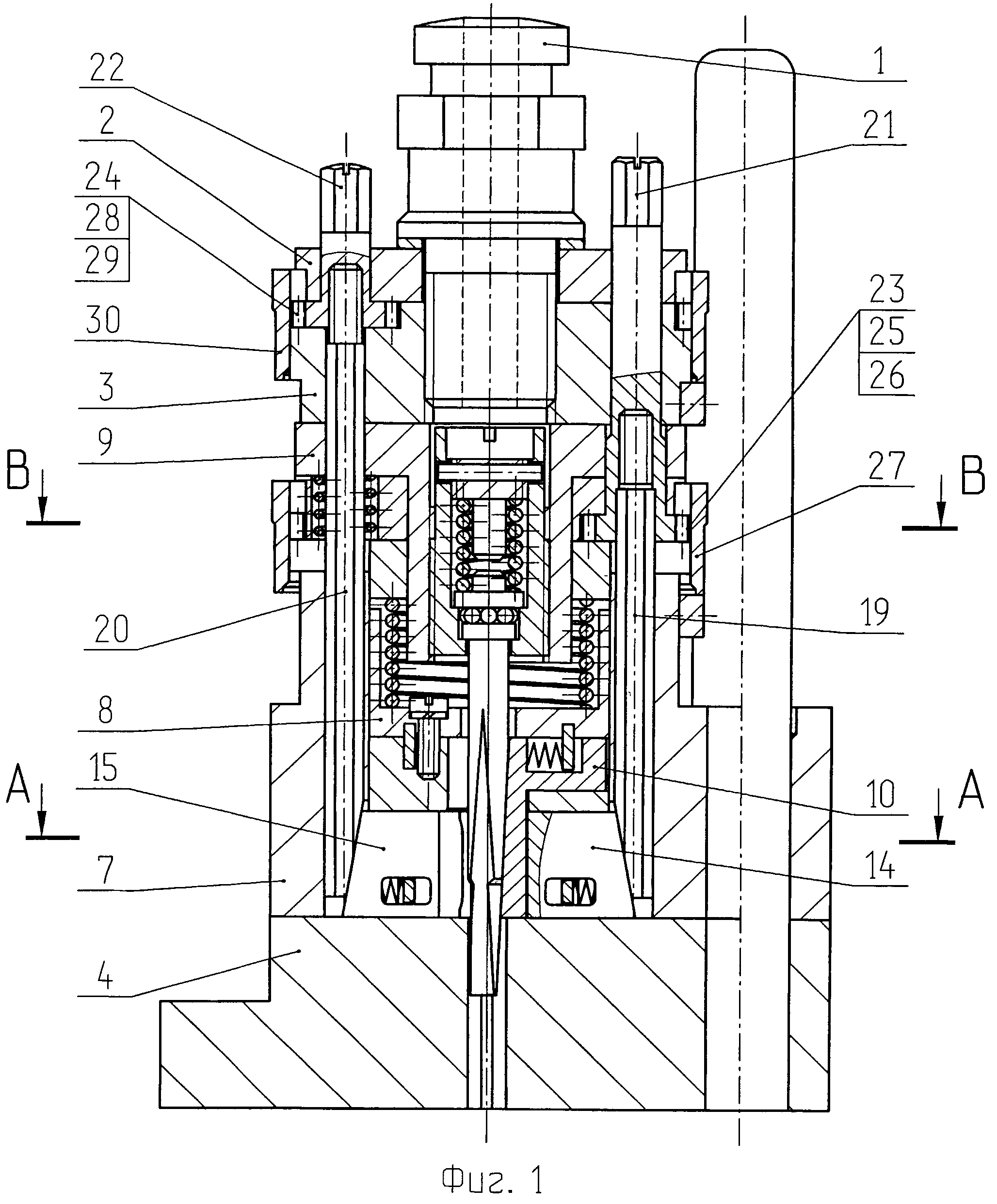
фиг.1 - штамп-автомат для формовки выступов в трубчатой детали, общий вид;
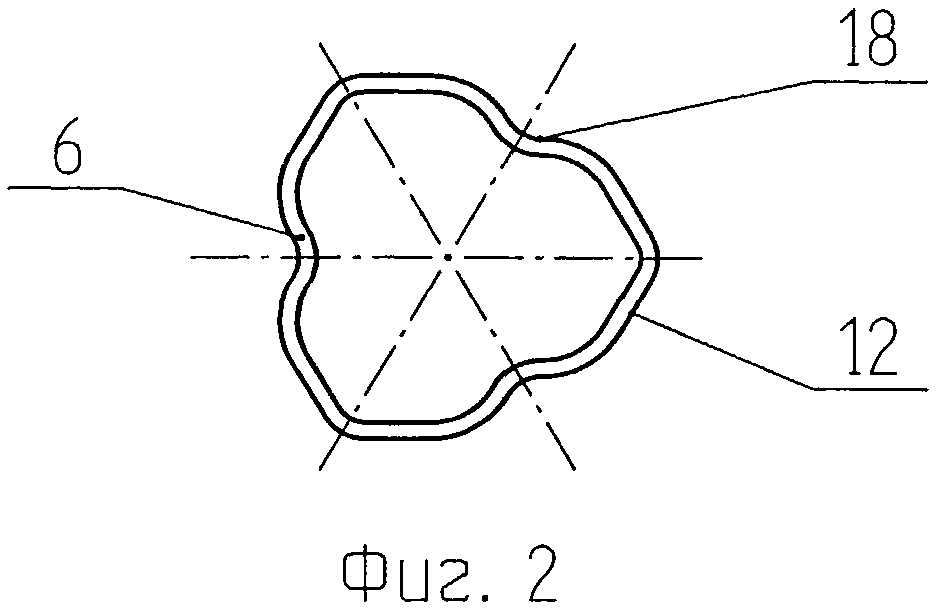
фиг.2 - штампуемая деталь;
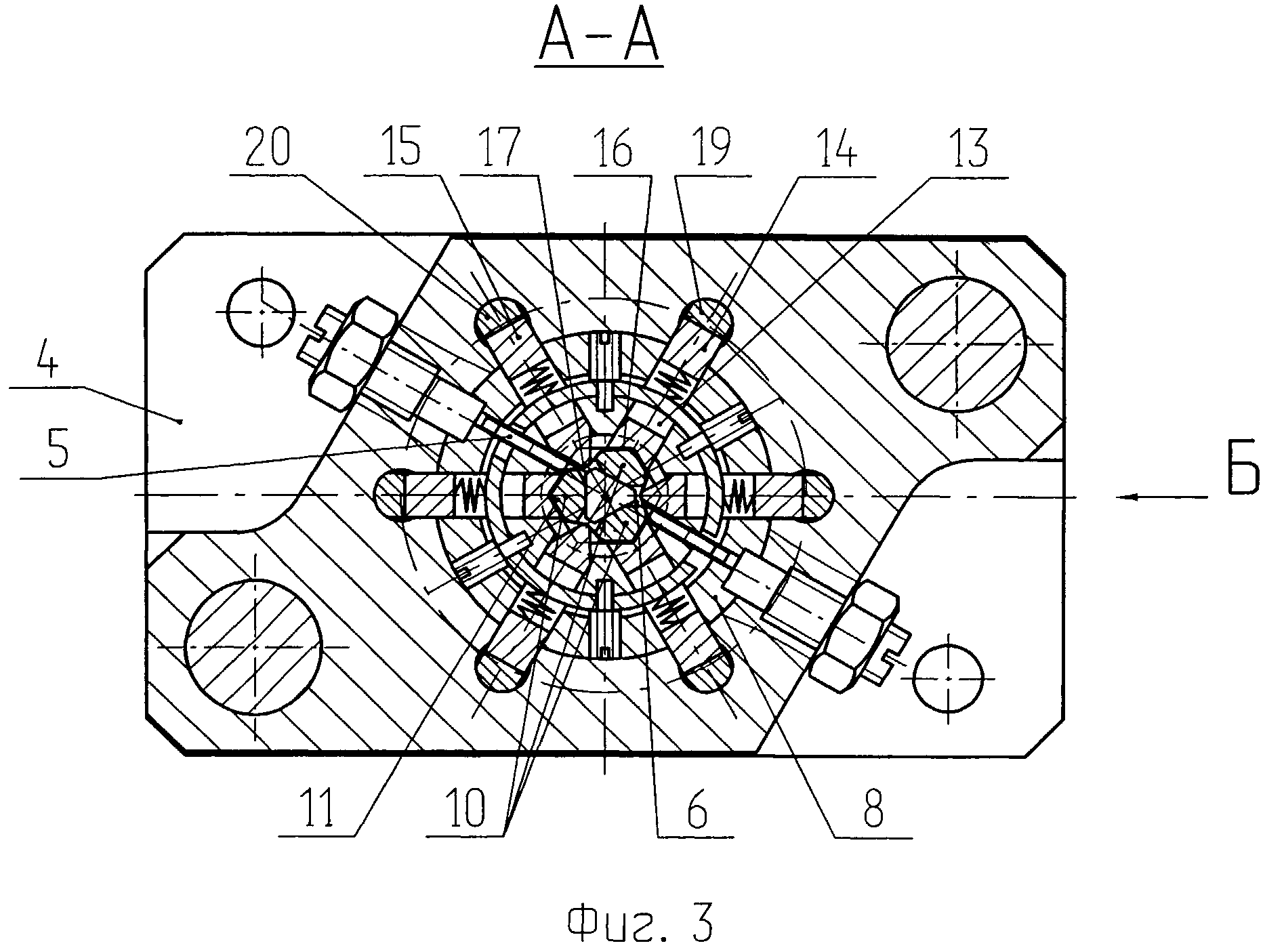
фиг.3 - сечение А-А;
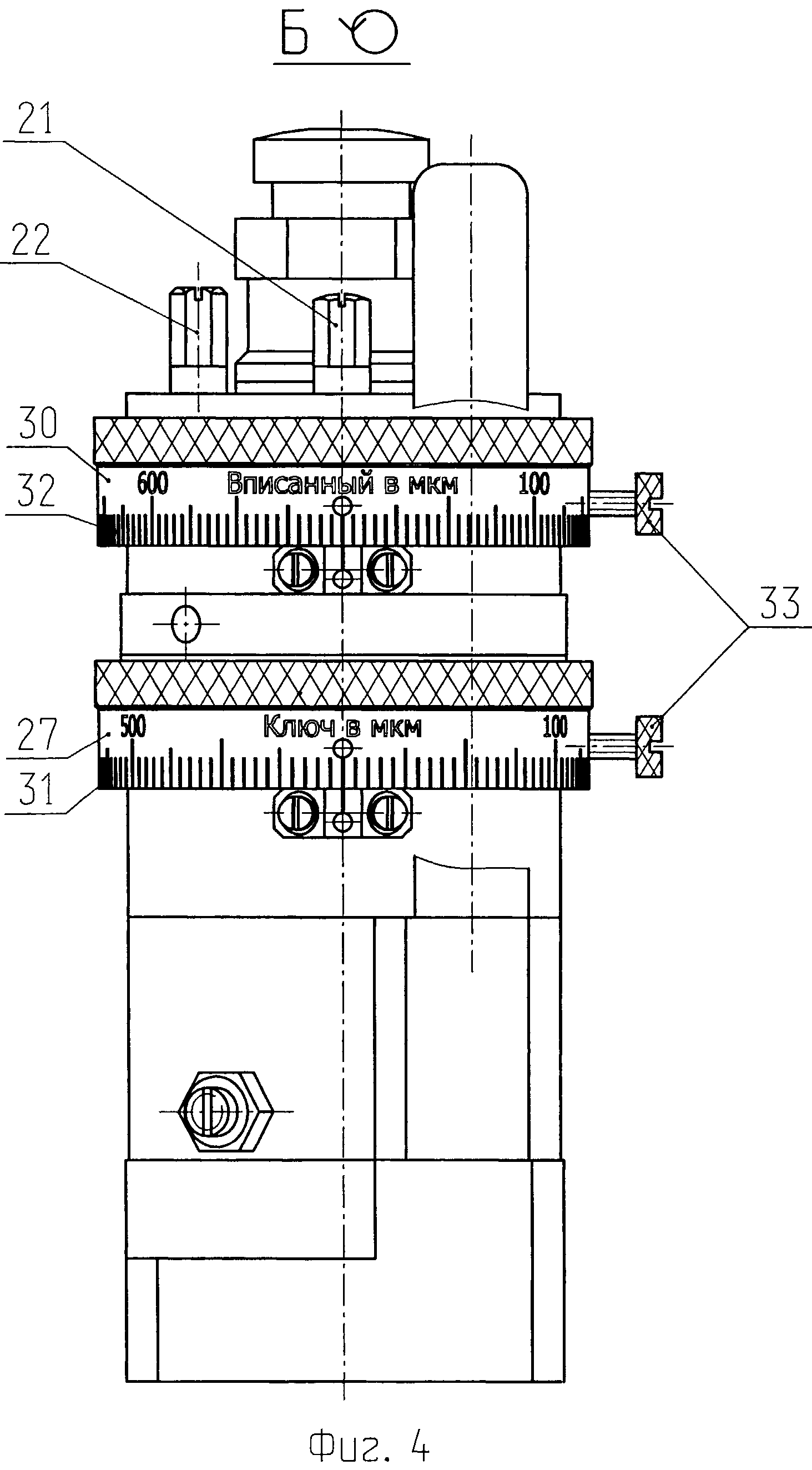
фиг.4 - регулировочные кольца, вид Б;
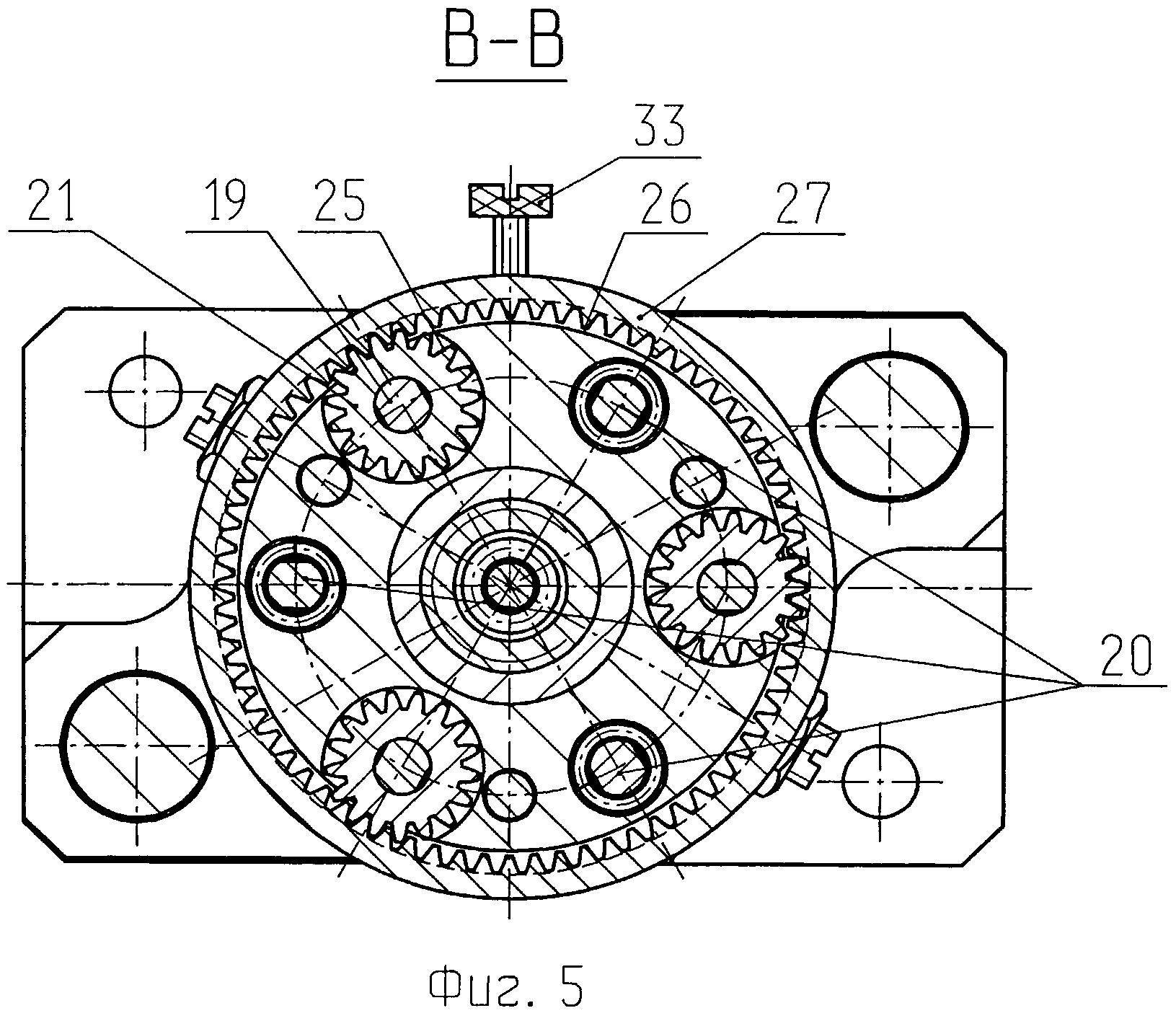
фиг.5 - взаимодействие колец с регулировочными винтами, сечение В-В.
Штамп-автомат для формовки выступов в трубчатой детали содержит закрепленный на ползуне пресса хвостовик 1, установленный на подпятнике 2 с держателем 3, неподвижное основание 4 со съемником 5 деталей 6, подвижную соосно центральному отверстию основания 4 втулку 7 с соосно и подвижно установленными в ней обоймой 8 и фланцем 9, группы установленных в пазах обоймы 8 подвижных Г-образных внутренних кулачков 10, рабочие поверхности 11 которых выполнены по форме наружных выступов 12 детали 6, группы установленных в пазах 13 обоймы 8 подвижных наружных кулачков 14 и 15, рабочие поверхности 16, 17 которых выполнены по форме наружных 12 и внутренних 18 выступов детали 6, и клиньев 19, 20, установленных по числу наружных кулачков 14 и 15 и оснащенных регулировочными винтами 21 и 22, образующими с клиньями 19 винтовую пару 23, расположенную между подпятником 2 и держателем 3 для наружных кулачков 14, образующих наружные выступы 12 формуемой детали 6, и винтовую пару 24 между фланцем 9 и втулкой 7 для наружных кулачков 15, образующих внутренние 18 выступы формуемой детали 6, на регулировочных винтах 21 наружных кулачков 14, образующих наружные выступы 12 формуемой детали 6, выполнены зубья 25 для взаимодействия с зубьями 26 кольца 27, расположенного с возможностью осевого перемещения снаружи подпятника 2 и держателя 3, на регулировочных винтах 22 наружных кулачков 15, образующих внутренние 18 выступы формуемой детали 6, выполнены зубья 28 для взаимодействия с зубьями 29 кольца 30, расположенного с возможностью осевого перемещения снаружи втулки 7 и фланца 9.
На наружных стенках колец 27, 30 выполнены шкалы 31, 32 с делениями для определения величины регулировки.
В кольцах 27, 30 установлены винты-фиксаторы 33 для закрепления колец 27, 30 в неподвижном состоянии после проведения регулировки.
Штамп-автомат работает следующим образом.
Перед работой штампа-автомата при необходимости изменения размера одного из наружных выступов 12 детали 6 откручивают винт 33, перемещают кольцо 27 в осевом направлении, выводя из зацепления с зубьями 25 регулировочных винтов 21 зубья 26, вращают регулировочный винт 21 и перемещают клин 19, изменяя рабочий ход одного из кулачков 14. После настройки штампа-автомата и запуска его в работу проводится отслеживание размеров деталей 6 и, при необходимости, регулировка группы размеров наружных выступов 12 детали 6 посредством вращения кольца 27: открутив винт 33 на необходимое число делений шкалы 31, поворачивают регулировочные винты 21, смещая клинья 19 в осевом направлении, передают кулачкам 14 радиальное перемещение на определенную величину, после чего вновь фиксируют кольцо 27 винтом 33.
При необходимости изменения размера одного из внутренних выступов 18 детали 6 откручивают винт 33, перемещают кольцо 30 в осевом направлении, выводя из зацепления с зубьями 28 регулировочных винтов 22 зубья 29, вращают регулировочный винт 21, перемещая клин 20, изменяют рабочий ход одного из кулачков 15. После настройки и запуска штампа-автомата в работу проводится отслеживание размеров деталей 6 и при необходимости регулировка группы размеров внутренних выступов 18 детали 6 посредством вращения кольца 30: открутив винт 33 на необходимое число делений шкалы 32, поворачивают регулировочные винты 22, смещая клинья 20 в осевом направлении, передают кулачкам 15 радиальное перемещение на определенную величину, после чего вновь фиксируют кольцо 30 винтом 33.
Цеолитсодержащий катализатор, способ его получения и способ превращения низкооктановых бензиновых фракций в высокооктановый бензин без и в присутствии водорода
Устройство для герметизации оболочек тепловыделяющих элементов контактно-стыковой сваркой с помощью заглушек
Способ контроля топливного столба тепловыделяющего элемента ядерного реактора и устройство для его осуществления
Роботизированный модуль для контактной точечной сварки
Дистанционирующая решетка тепловыделяющей сборки ядерного реактора
Способ получения силана
Способ изготовления таблетированного топлива из диоксида урана и оборудование для его осуществления
Способ изготовления тепловыделяющей сборки ядерного реактора
Автоматическая линия изготовления тепловыделяющих элементов
Способ изготовления таблетированного топлива для тепловыделяющих элементов и устройство для его осуществления
Цеолитсодержащий катализатор, способ его получения и способ превращения низкооктановых бензиновых фракций в высокооктановый бензин без и в присутствии водорода
Устройство для герметизации оболочек тепловыделяющих элементов контактно-стыковой сваркой с помощью заглушек
Способ контроля топливного столба тепловыделяющего элемента ядерного реактора и устройство для его осуществления
Роботизированный модуль для контактной точечной сварки
Дистанционирующая решетка тепловыделяющей сборки ядерного реактора
Способ изготовления тепловыделяющей сборки ядерного реактора
Тепловыделяющая сборка ядерного реактора
Штамп-автомат для формовки трубчатых деталей
Штамп для формовки выступов в трубчатой детали
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора и устройство для его осуществления

