Результат интеллектуальной деятельности: МОТАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ЭКСПЛУАТАЦИИ МОТАЛЬНОГО УСТРОЙСТВА
Вид РИД
Изобретение
Изобретение касается мотального устройства для наматывания проката, в частности стальной полосы, которое включает в себя установленный с возможностью вращения вокруг оси мотальный барабан, при этом прокат может подводиться от трайб-аппарата к мотальному барабану и наматываться им, причем между трайб-аппаратом и мотальным барабаном расположена шахтная заслонка (ляда), причем шахтная заслонка в своей удаленной от мотального барабана концевой области установлена с возможностью поворота вокруг оси поворота, параллельной оси. Кроме того, изобретение касается способа эксплуатации мотального устройства.
Мотальное устройство такого рода описано, например, в документах WO 2008/037395 A1 и DE 10 2007 045 698 A1. Аналогичное решение показано в документе EP 1001857 B1.
В частности, при наматывании высокопрочного и толстого проката намотанный рулон склонен к «подпрыгиванию», так как в намотанном прокате сохраняется высокая упругость. Поэтому с помощью ранее известных способов и устройств трудно получить туго намотанный рулон, который мало склонен к «подпрыгиванию» во время его транспортировки. В уровне техники для получения туго намотанного рулона готовый намотанный рулон охлаждается с помощью стационарных устройств охлаждения во время множества совершаемых при охлаждении оборотов. При необходимости рулон должен многократно обвязываться в обвязочной машине, расположенной после моталки. Это непредпочтительным образом удлиняет время выгрузки рулона и скрывает в себе опасность последующего подпрыгивания (что приводит к проблемам безопасности).
Поэтому в основу изобретения положена задача - предложить мотальное устройство и способ эксплуатации такого устройства, с помощью которого возможно получение туго намотанного рулона улучшенным и быстрым способом, так чтобы время выгрузки рулона могло быть сокращено, а рентабельность соответственно улучшена.
Решение этой задачи с помощью изобретения отличается тем, что на отвернутой от мотального барабана стороне шахтной заслонки расположен по меньшей мере один распылительный элемент для выпуска охлаждающего средства, при этом шахтная заслонка имеет по меньшей мере одно отверстие для выпуска охлаждающего средства из распылительного элемента через шахтную заслонку на обращенной к мотальному барабану стороне шахтной заслонки и распыления его на поверхность проката. Благодаря этому достигается интенсивное охлаждение поверхности проката.
Указанное по меньшей мере одно отверстие выполнено при этом предпочтительно в виде цилиндрического отверстия. Распылительный элемент предпочтительно выполнен в виде охлаждающей балки. Охлаждающая балка может при этом проходить поперек направления подачи проката по всей ширине проката. Возможно также расположение на шахтной заслонке одной или нескольких охлаждающих балок, предпочтительно от одной до пяти охлаждающих балок, параллельно рядом друг с другом. При этом охлаждающая балка может быть снабжена некоторым количеством находящихся на расстоянии сопел. Причем эти сопла предпочтительно расположены на расстоянии от 5 мм до 500 мм от проката.
В направлении подачи проката позади последнего из распылительных элементов может быть расположен прижимной ролик. В обращенной к мотальному барабану концевой области шахтной заслонки может быть предусмотрен ролик шахтной заслонки, который может катиться по прокату, прижимая его.
Один из предпочтительных усовершенствованных вариантов осуществления предусматривает, что распылительные элементы расположены на шахтной заслонке только в области, которая задана не более чем половиной протяженности между двумя концевыми областями шахтной заслонки, причем эта область примыкает к концевой области, обращенной к мотальному барабану.
В области периметра мотального барабана может быть расположен по меньшей мере один дополнительный распылительный элемент для выпуска охлаждающего средства на прокат. Этот по меньшей мере один дополнительный распылительный элемент может быть при этом расположен в области направляющего щитка.
Предлагаемый способ эксплуатации мотального устройства для наматывания проката, в частности, указанного выше рода, у которого шахтная заслонка (ляда) снабжена по меньшей мере одним распылительным элементом для выпуска охлаждающего средства на прокат, в соответствии с изобретением отличается тем, что наматывание проката на мотальный барабан сначала осуществляют без охлаждения проката путем выпуска охлаждающего средства с помощью по меньшей мере одного распылительного элемента на прокат до заданной длины наматывания, причем только по достижении заданной длины наматывания прокат охлаждают путем выпуска охлаждающего средства с помощью по меньшей мере одного распылительного элемента.
При этом предпочтительно предусмотрено, что заданная длина наматывания соответствует общей длине наматываемого проката за вычетом длины проката, которая образуется последними не более чем пятью полными витками проката; особенно предпочтительно предусмотрено, что заданная длина наматывания соответствует общей длине наматываемого проката за вычетом длины проката, которая образуется последними, от одного до пяти, полными витками проката.
В соответствии с этим наматывание проката сначала осуществляют без охлаждения с помощью охлаждающих элементов, которые расположены на шахтной заслонке; только когда остаются еще не более пяти оборотов до полного наматывания рулона, охлаждение активируют, т.е. конец полосы охлаждают.
Предлагаемые изобретением меры уменьшают остаточную упругость в намотанном прокате. В соответствии с этим намотанные в соответствии с изобретением рулоны меньше склонны к «подпрыгиванию»; поэтому они легче транспортируются и защищаются от подпрыгивания, например, с помощью расположенной после моталки обвязочной машины.
Благодаря более интенсивному и целенаправленному охлаждению сокращается время выгрузки рулона из моталки, так что становится возможным более рентабельное производство. Полученные таким образом рулоны надежнее в транспортировке и требуют меньшего количества витков обвязки, которые могут быть наложены вокруг рулона с помощью расположенной после моталки обвязочной машины.
На чертежах изображен один из примеров осуществления изобретения. Показано:
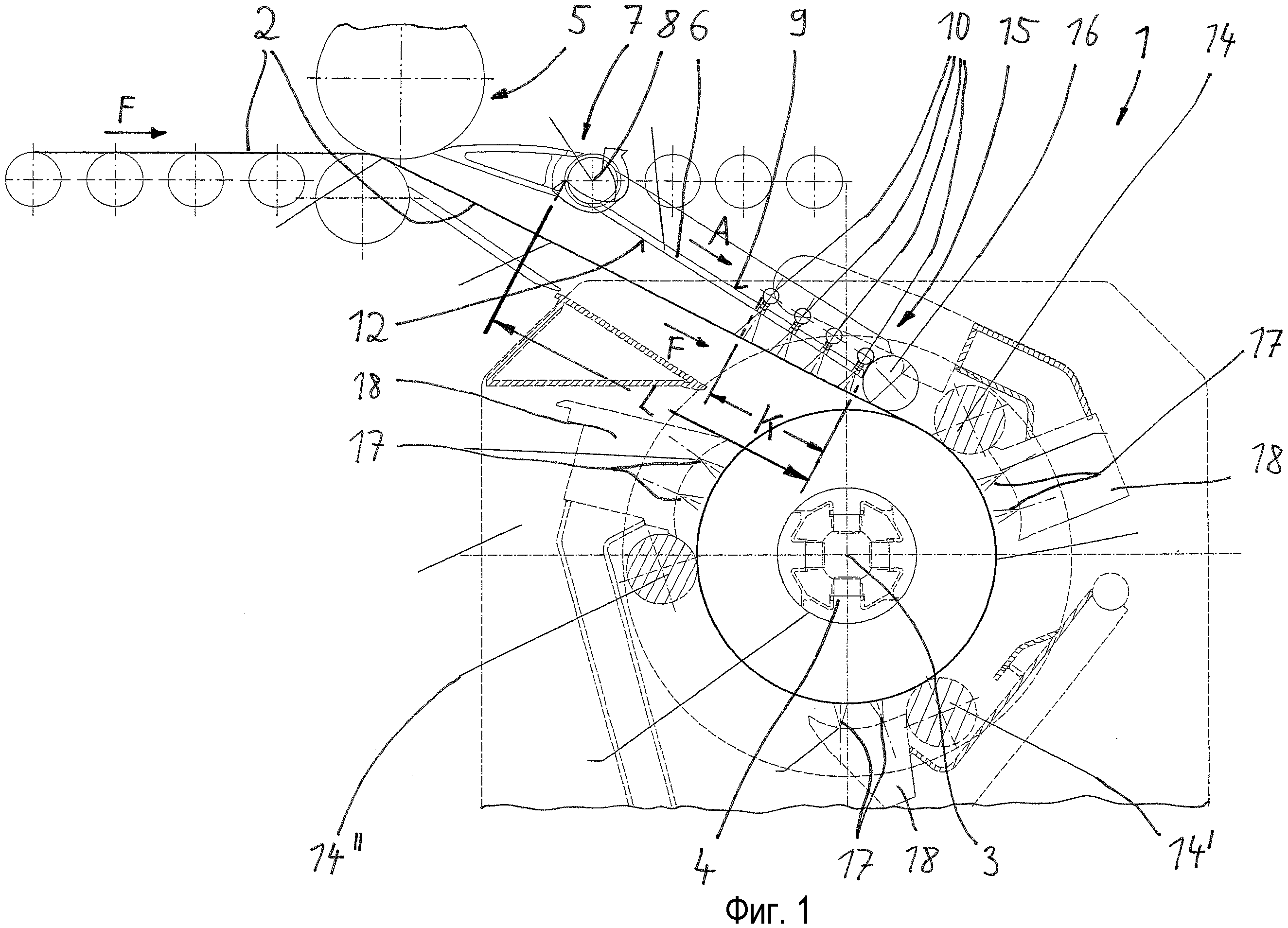
фиг.1: вид сбоку мотального устройства, на котором прокат в виде стальной полосы сматывается в рулон, и
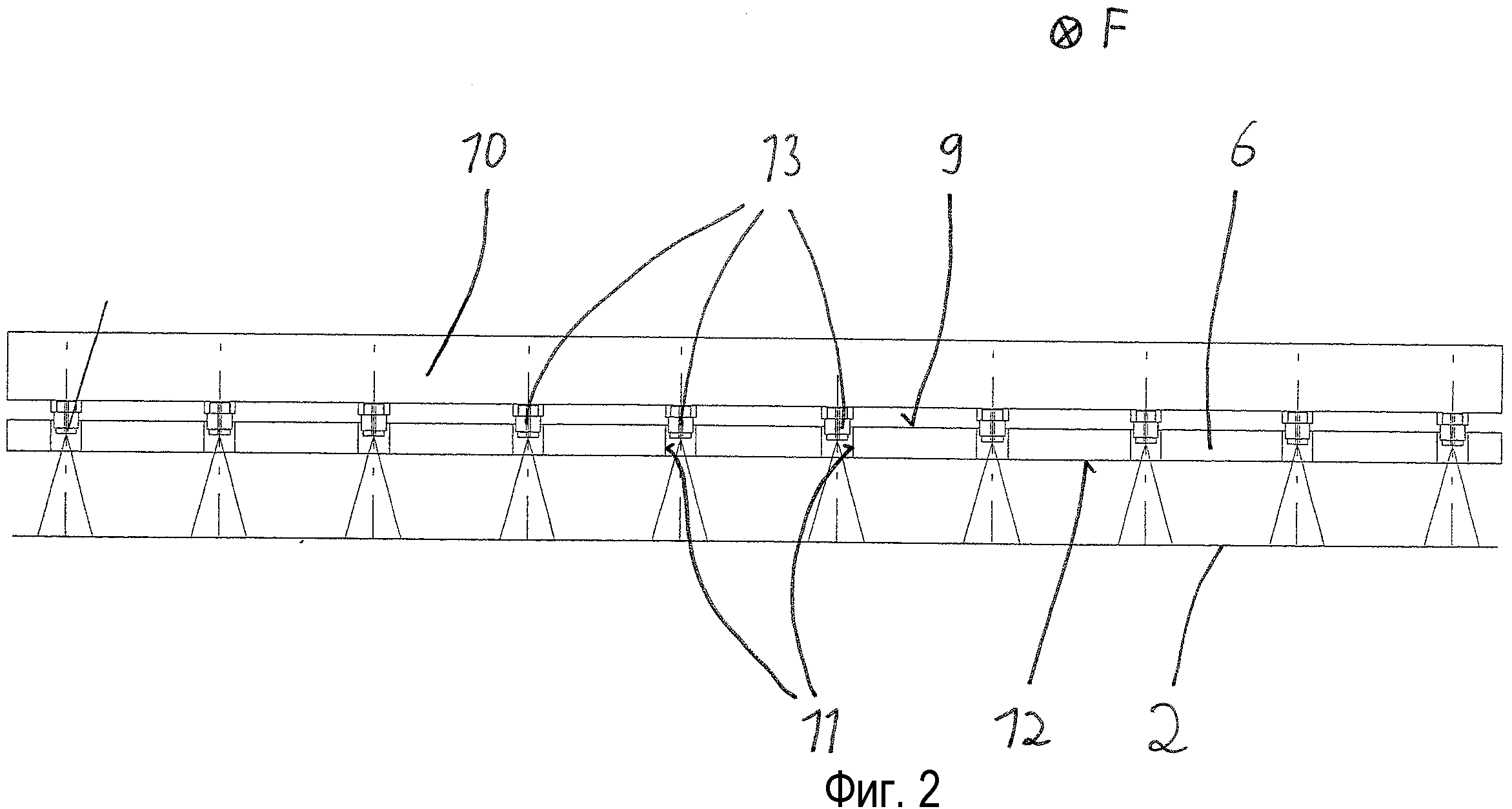
фиг.2: заслонка мотального устройства с расположенными на ней охлаждающими балками на виде «A», указанном на фиг.1, при этом заслонка изображена в сечении.
На фиг.1 и 2 показан эскиз мотального устройства 1, которое предусмотрено для наматывания проката 2 в виде стальной полосы. Мотальное устройство 1 включает в себя мотальный барабан 4, который может вращаться вокруг оси 3 и таким образом наматывать прокат 2. Наматываемый прокат 2 подается трайб-аппаратом 5 с помощью двух взаимодействующих роликов к мотальному барабану 4. В том месте, в котором прокат 2 контактирует с мотальным барабаном 4, расположен прижимной ролик 14; в остальной части периметра мотального барабана 4 расположены еще два других прижимных ролика 14', 14''.
Между трайб-аппаратом 5 и прижимным роликом 14 расположена шахтная заслонка 6 (ляда); она выполнена в виде конструкции из листовой стали. Она включает в себя две концевые области, а именно концевую область 7, отвернутую от мотального барабана 4, и концевую область 15, обращенную к мотальному барабану 4. В концевой области 7 шахтная заслонка 6 установлена с возможностью поворота, а именно, вокруг оси 8 поворота, которая параллельна оси 3.
На отвернутой от мотального барабана 4 стороне 9 шахтной заслонки 6 расположены, например, привернуты винтами, четыре распылительных элемента 10 в виде охлаждающих балок. Охлаждающие балки - как это лучше всего видно на фиг.2 - снабжены соплами 13, предназначенными для распыления или, соответственно, разбрызгивания охлаждающей среды, в частности воды. При этом сопла 13 осуществляют распыление через отверстия 11, которые выполнены в заслонке 6, или, соответственно, они даже несколько вдаются в отверстия 11, как это можно видеть на фиг.2.
Тем самым достигается то, что распылительные элементы (охлаждающие балки) 10, которые расположены на отвернутой от мотального барабана 4 стороне 9 шахтной заслонки 6, выпускают охлаждающее средство через отверстия 11 в шахтной заслонке 6 на обращенной к мотальному барабану 4 стороне 12 шахтной заслонки 6, и распыляют его на поверхность проката.
В конце шахтной заслонки 6 расположен ролик 16 шахтной заслонки. Другие распылительные элементы 17 могут находиться в области трех направляющих щитков 18 или между этими направляющими щитками, чтобы обеспечивать возможность дополнительного охлаждения проката 2. Направляющие щитки 18 расположены с распределением в окружном направлении мотального барабана.
Охлаждение с помощью распылительных элементов 10 осуществляется, таким образом, с одной стороны, на отвернутой от мотального барабана 4 стороне проката 2 и в направлении F подачи проката 2 перед прижимным роликом 14.
Охлаждение осуществляется с помощью одной или нескольких охлаждающих балок 10, которые изображенным образом закреплены на шахтной заслонке 6. Сопла 13 охлаждающей балки или, соответственно, охлаждающих балок 10 расположены так, что они охватывают всю ширину проката 2. Благодаря этому достигается равномерное охлаждение по ширине проката 2.
Как можно также видеть на фиг.1, охлаждающие балки 10 расположены не по всей протяженности шахтной заслонки 6. Более того, охлаждающие балки 10 расположены только не более чем на половине протяженности L шахтной заслонки 6, т.е. длины шахтной заслонки 6 между двумя концевыми областями 7 и 15, то есть в области K, которая примыкает концевой области 15, обращенной к мотальному барабану 4.
При осуществлении способа охлаждающие балки 10 остаются пассивными во время почти всего наматывания проката 2 на мотальный барабан 4. Только при достижении конца проката, т.е. конца полосы, охлаждающие балки 10 активируются. Охлаждающее средство разбрызгивается ими во время наматывания последних оборотов. В одном из особенно предпочтительных решений охлаждение осуществляется с помощью охлаждающих балок 10 во время последних одного - пяти витков или, соответственно, оборотов проката 2. Благодаря этому одностороннему охлаждению во время последних оборотов проката 2 существенно улучшается плотность намотки рулона.
Спецификация позиций
1 Мотальное устройство
2 Прокат
3 Ось
4 Мотальный барабан
5 Трайб-аппарат
6 Шахтная заслонка
7 Концевая область
8 Ось поворота
9 Отвернутая сторона
10 Распылительный элемент
11 Отверстие
12 Обращенная сторона
13 Сопло
14, 14', 14'' Прижимной ролик
15 Концевая область
16 Ролик шахтной заслонки
17 Распылительный элемент
18 Направляющий щиток
F Направление подачи
K Область распылительных элементов
L Протяженность заслонки
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа
Способ и устройство для контроля поверхности отрезков полосы
Прокатный стан для изготовления металлической полосы и способ изготовления прокатного стана
Устройство и способ отбора образца с рулона
Способ пирометаллургической обработки металлов, металлических расплавов и/или шлаков
Транспортная система и способ транспортировки подлежащего прокатке материала по меньшей мере между двумя обрабатывающими линиями
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Скользящий сухарь для шарнирного шпинделя
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа
Способ и устройство для контроля поверхности отрезков полосы

