Результат интеллектуальной деятельности: СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и предназначено для производства биметаллических прутковых и проволочных изделий волочением.
Известно, что биметаллические прутки и проволоку изготавливают по технологической схеме, совмещающей прокатку или прессование заготовки и ее последующее волочение через конические волоки. Предварительно передний конец заготовки заостряют, формируют захватку, которую вводят в инструмент (волоку), и защепляют зажимом тянущего устройства.
При деформировании в волочильном инструменте в заготовке возникает продольное напряжение волочения, которое может приводить к обрыву переднего конца заготовки. Для того чтобы снизить вероятность обрывов заготовки при волочении, напряжение волочения должно быть меньше сопротивления деформации обрабатываемого материала (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971. - С.17).
При волочении большую роль играет напряжение волочения, определяющее энергосиловые параметры процесса волочения. Актуальным при этом является определение оптимальных технологических параметров, обеспечивающих минимальное значение напряжения волочения.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ волочения биметаллических прутковых и проволочных изделий, включающий предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки. При этом напряжение волочения биметаллического прутка определяют с использованием принципа минимума мощности деформирования

где σs - средневзвешенное сопротивление деформации по сечению заготовки;
α - угол наклона образующей канала волоки;
λ=(R0/R1)2 - вытяжка;
β=τsc/τsп - коэффициент прочностной неоднородности;
τsc, τsп - сопротивление сдвигу металла сердечника и оболочки
(см. Паршин B.C., Соколовский В.И., Степанов Ю.Н. Усилия и деформации при волочении прутков с прочностной неоднородностью. // Технология легких сплавов. 1977. №1. С.19).
Признаки прототипа, совпадающие с признаками заявляемого решения, - предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки.
Недостатком известного способа, принятого за прототип, является то, что процесс волочения имеет повышенные напряжение и энергоемкость. Это объясняется тем, что способ не обеспечивает минимальное значение напряжения волочения и приводит к повышенной энергоемкости процесса волочения. Кроме того, известный способ не учитывает влияние геометрических соотношений слоев биметалла (сердечника и оболочки) на напряжение, поскольку в зависимости от геометрических соотношений слоев биметалла напряжение волочения будет различным. При этом свойства слоев усредняются коэффициентом прочностной неоднородности β без конкретизации механических свойств по слоям биметаллической заготовки.
Задачей изобретения является снижение напряжения волочения и энергоемкости процесса волочения биметаллических прутковых и проволочных изделий, повышение единичных обжатий и качества протягиваемых биметаллических изделий за счет оптимизации угла наклона образующей конического канала волочильного инструмента.
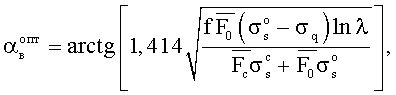
Поставленная задача была решена за счет того, что в известном способе волочения биметаллических прутковых и проволочных изделий, включающем формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки, используют волоку, угол наклона образующей конического канала к оси волочения которой составляет
где  - вытяжка при волочении;
- вытяжка при волочении;
d0, d1 - внешний диаметр биметаллического прутка или проволочной заготовки до и после деформации соответственно;
f - коэффициент внешнего трения в очаге деформации при волочении.
 ,
,  - сопротивление деформации металлов сердечника и оболочки соответственно;
- сопротивление деформации металлов сердечника и оболочки соответственно;
σq - напряжение противонатяжения;
 , - относительная площадь сердечника;
, - относительная площадь сердечника;
 - относительная площадь оболочки;
- относительная площадь оболочки;
F - площадь сечения биметаллической заготовки.
Признаки предлагаемого способа, отличительные от прототипа, - используют волоку, угол наклона образующей конического канала к оси волочения которой составляет
При определении оптимального угла наклона образующей конического канала волоки по приведенной выше формуле учитывается при производстве прутковых или проволочных биметаллических компонентов сопротивление деформации биметаллической заготовки и соотношение площадей сердечника и оболочки биметаллической заготовки.
В реальных условиях волочения напряжение волочения монометаллической заготовки определяется по формуле (см. Механика композиционных материалов и конструкций. 2010. Том 16, №2. С.191-196)

где λ=F0/F1 - вытяжка при волочении;
F0, F1 - площадь сечения заготовки до и после прохода соответственно;
αв - угол наклона образующей инструмента к оси волочения;
αП - приведенный угол волоки tgαП=0,65tgαв;
σs - среднее по зоне деформации сопротивление деформации протягиваемого материала;
f - коэффициент трения в зоне деформации;
σq - напряжение противонатяжения.
Формула (3) использована для расчета напряжения волочения биметаллической заготовки отдельно для сердечника и оболочки.
Так, для сердечника, учитывая отсутствие проскальзывания сердечника относительно оболочки, полагаем в формуле (3) f=0. Тогда напряжение, обеспечивающее деформацию сердечника, будет равно

где  - сопротивление деформации материала сердечника.
- сопротивление деформации материала сердечника.
Напряжению волочения (4) соответствует усилие, затрачиваемое на деформацию сердечника

где Fc - площадь сердечника на выходе из очага деформации.
Напряжение волочения периферийной части (оболочки) биметаллической заготовки в соответствии с формулой (3) составит

где  - сопротивление деформации металла оболочки.
- сопротивление деформации металла оболочки.
Напряжению волочения (6) соответствует усилие, затрачиваемое на деформацию оболочки

где F0 - площадь сечения оболочки.
Общее усилие, необходимое для пластической деформации биметаллической заготовки, составит

После подстановки соотношений (5) и (7), преобразований и перехода к среднему напряжению волочения биметаллической заготовки получим

где  - относительная площадь сердечника;
- относительная площадь сердечника;
 - относительная площадь оболочки;
- относительная площадь оболочки;
F - площадь сечения биметаллической заготовки.
Как следует из соотношения (9), напряжение волочения зависит от тангенса угла наклона образующей конического канала волочильного инструмента к оси волочения. Минимальное значение напряжения волочения и соответственно усилия волочения биметаллической заготовки, а также энергоемкости процесса обеспечивается из условия равенства нулю производной от напряжения волочения по тангенсу угла наклона образующей конического канала волочильного инструмента, а именно
Продифференцировав выражение (9) по tgαв и приравняв производную нулю, после преобразований получим оптимальное значение tgαв

и соответственно
Соотношение (2) обеспечивает минимальное значение напряжения волочения и минимальную энергоемкость процесса волочения биметаллической заготовки.
Пример конкретной реализации предлагаемого способа
Волочению подвергали биметаллический пруток с диаметром 2,13 мм на диаметр 1,98 мм, что соответствует вытяжке λ=1,15. Пруток состоял из сердечника - сплав NbTi с сопротивлением деформации  , и оболочки из меди с сопротивлением деформации
, и оболочки из меди с сопротивлением деформации  . Диаметр сердечника на выходе 0,99 мм. При волочении отсутствовало противонатяжение (σq=0). На первом этапе применили твердосплавную волоку αв=15°, при волочении использовали мыльно-масляную эмульсию. Коэффициент трения f при этом составлял 0,10. Напряжение волочения оказалось равным σвол=175,1 МПа. По предложенным в заявке формулам определили оптимальный угол
. Диаметр сердечника на выходе 0,99 мм. При волочении отсутствовало противонатяжение (σq=0). На первом этапе применили твердосплавную волоку αв=15°, при волочении использовали мыльно-масляную эмульсию. Коэффициент трения f при этом составлял 0,10. Напряжение волочения оказалось равным σвол=175,1 МПа. По предложенным в заявке формулам определили оптимальный угол  . Напряжение волочения для твердосплавной волоки с
. Напряжение волочения для твердосплавной волоки с  оказалось равным
оказалось равным  . Таким образом, применение инструмента с оптимальным углом волоки
. Таким образом, применение инструмента с оптимальным углом волоки  позволило снизить напряжение волочения на 7%.
позволило снизить напряжение волочения на 7%.
При снижении напряжения волочения появляется возможность повышения обжатий при волочении и снижения кратности маршрутов волочения. Снижение напряжения волочения уменьшает также вероятность обрыва переднего конца заготовки и разрушения компонентов биметаллической заготовки, повышая тем самым качество протягиваемых изделий.
Способ волочения биметаллических прутковых и проволочных изделий, включающий формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки, отличающийся тем, что используют волоку, угол наклона образующей конического канала к оси волочения которой составляет где - вытяжка при волочении;d, d - внешний диаметр биметаллического прутка или проволочной заготовки до и после деформации соответственно, мм;f - коэффициент внешнего трения в очаге деформации при волочении; , - сопротивление деформации металлов сердечника и оболочки соответственно, МПа;σ - напряжение противонатяжения, МПа; - относительная площадь сердечника; - относительная площадь оболочки;F - площадь сечения биметаллической заготовки, мм;F - площадь сердечника, мм;F - площадь оболочки, мм.



Способ механической обработки резанием осесимметричных деталей
Способ производства трубных металлоизделий пластической деформацией
Способ гидромеханического прессования прутковых изделий
Способ механической обработки резанием осесимметричных деталей
Способ производства трубных металлоизделий пластической деформацией
Способ гидромеханического прессования прутковых изделий
Способ обработки резанием осесимметричных деталей
Способ контроля дробеструйного упрочнения деталей
Способ производства осесимметричных прутковых и проволочных металлоизделий повышенной точности
Способ производства триметаллических прутковых и проволочных изделий
Способ производства прутковых и проволочных металлоизделий
Способ производства трубных изделий
Способ формирования сжимающих остаточных напряжений при дробеструйной обработке деталей

