Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ
Вид РИД
Изобретение
Изобретение относится к сварочному производству, а именно к устройствам для сварки полос, которые устанавливаются в высокопроизводительных непрерывных металлургических агрегатах, например трубосварочных и профилегибочных станах, травильных линиях и пр.
Известно, например, устройство для сварки полос (авт. свид. SU №1625638, В23К 37/04, от 07.02.91), в котором подают первую полосу до упора с образованием на ней изгиба, центрируют полосу, подают вторую полосу до упора с образованием на ней изгиба, центрируют ее, зажимают, затем одновременно обрезают кромки обеих полос и соединяют их поворотными столами с двух сторон.
Недостатком такого устройства является необходимость вывода за машину первой полосы для подъема ножниц в положение реза и подачи концов до упора в узкой щели, что затрудняет установку, центрирование полос двумя центрователями при серповидности полос требует достаточно сложных устройств и времени для устранения перекоса полос при установке, при этом обрезка одновременно двух концов полос вызывает необходимость удвоения усилия резания на ножницах, а двойной рез усложняет обслуживание ножниц при настройке ножей. Кроме этого, сварочный зазор на машине настраивается относительно положения сварочной горелки с двух сторон, что не всегда обеспечивает точность настройки.
Наиболее близким, к предлагаемому изобретению по технической сущности и достигаемому результату, является способ и устройство дуговой сварки полос на машинах непрерывных металлургических агрегатов (патент RU 2391194, В23К 37/04, В23К 101/16, опубл. 10.06.2010). Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов включает закрепленные на единой каретке гильотинные ножницы с верхним и нижним суппортами, центрователь полос, сварочную горелку и расположенную под ней медную подкладку с прижимами концов полос с возможностью их размещения вблизи зоны сварки, привод перемещения каретки по направляющей, а также две стойки с зажимами концов предыдущей и следующей полос, при этом стойка с зажимом переднего конца полосы снабжена регулятором сварочного зазора и возвратной пружиной и выполнена в виде рычага с возможностью ее отклонения от вертикального положения относительно шарнира посредством упора, закрепленного на каретке с возможностью его воздействия на стойку посередине между осью шарнира и зажатой полосой.
Недостатком этого устройства является то, что его реализация требует установки двух стоек для зажимов и подачи концов полос, что не всегда возможно выполнить, особенно при установке сварочной машины в действующие агрегаты, из-за недостатка места в линии по длине агрегата между тянущими роликами и разматывателем.
В предлагаемом изобретении решается вопрос достижения технического результата за счет оптимизации подготовки концов полос под сварку с образованием требуемого сварочного зазора между свариваемыми полосами, совершенствования машины дуговой сварки при установке полос для последующей сварки, упрощения обслуживания машины и обеспечения безопасности работы на машине без применения дополнительных узлов. Технический результат с достижением вышеуказанного эффекта обеспечивается тем, что в устройстве для дуговой сварки полос в непрерывных металлургических агрегатах, содержащем закрепленные на единой каретке гильотинные ножницы с верхним подвижным и нижним неподвижным суппортами, закрепленный на верхнем суппорте ножниц центрователь, сварочную горелку и расположенную под ней медную подкладку с клавишными прижимами концов полос, размещенными вблизи зоны сварки, привод перемещения каретки по направляющей, перед кареткой по ходу полосы в линии агрегата вертикально неподвижно закреплен гидроцилиндр с возможностью воздействия снизу на передний конец свариваемой полосы, при этом свободный конец штока гидроцилиндра оснащен роликом, контактирующим с полосой по всей ширине и установленным в опорах с возможностью поворота, петля переднего конца полосы при подъеме штоком гидроцилиндра размещена с опорой на ролик и с образованием зазора между свариваемыми торцами, шток также связан с конечным выключателем его хода.
Устройство представляет собой сварочную машину, содержащую закрепленные на единой каретке 1 гильотинные ножницы 2 с верхним 3 и нижним 4 суппортами, центрователь 5, сварочную горелку 6 и расположенную под ней медную подкладку 7 с клавишными прижимами 8 концов полос 9 и 10, размещенными вблизи зоны сварки, привод 11 перемещения каретки 1 по направляющей 12, а также закрепленный неподвижно вертикальный гидроцилиндр 13 в линии агрегата перед кареткой 1, свободный конец штока гидроцилиндра 13 оснащен роликом 14, установленным в опорах 15, шток гидроцилиндра 13 также связан с конечным выключателем 16.
На фиг.1 схематично показано заявляемое устройство (в разрезе по оси) с проходящими через него полосами в положении обрезки переднего конца полосы.
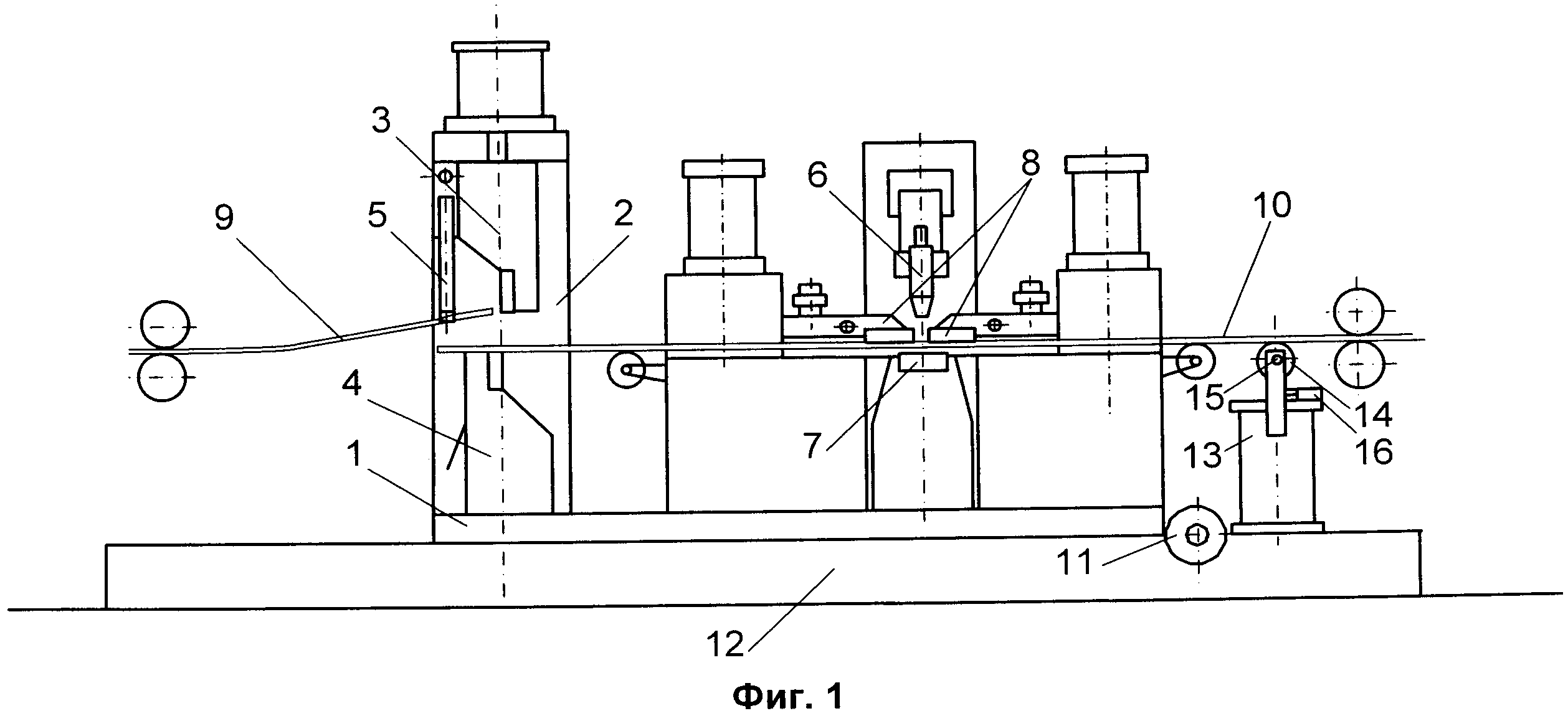
На фиг.2 схематично показана заявляемая сварочная машина (в разрезе по оси) в положении сварки полос при образовании зазора между свариваемыми торцами.
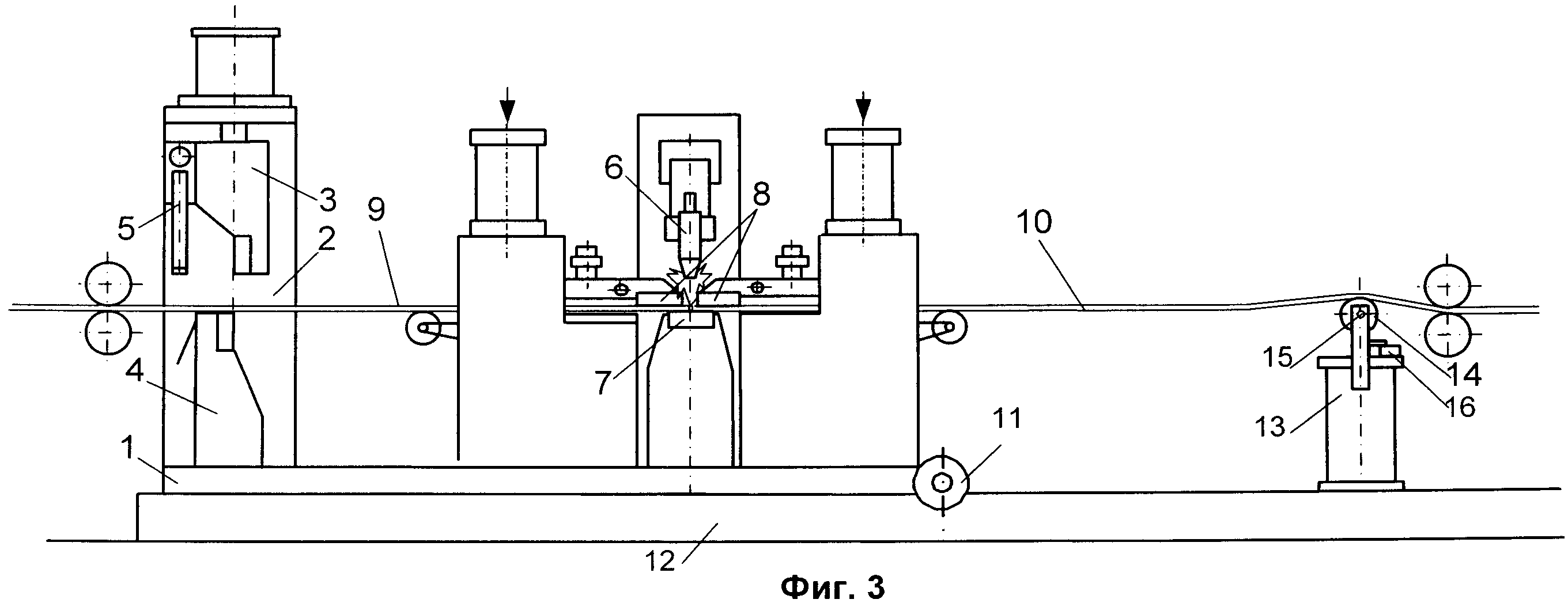
На фиг.3 схематично показана заявляемая сварочная машина (в разрезе по оси) в момент сварки полос.
Устройство для дуговой сварки полос в непрерывных металлургических агрегатах работает следующим образом:
- после окончания переработки рулона в металлургическом агрегате задний конец предыдущей полосы 9 останавливается в сварочной машине вблизи оси реза ножниц 2;
- опускают верхний суппорт 3 ножниц 2 и обрезают задний конец полосы 9, в нижнем положении верхнего суппорта 3 ножниц 2 сводят центрователь 5 и зажимают в нем обрезанный задний конец полосы 9; поднимают верхний суппорт 3 ножниц 2 вместе с центрователем 5 и зажатым в нем задним концом полосы 9;
- затем подают передний конец следующей полосы 10 под задний поднятый конец полосы 9 и останавливают его вблизи оси резания ножниц 2 на нижнем суппорте 4, разводят центрователь 5 и укладывают задний обрезанный конец полосы 9 на передний конец полосы 10;
- опускают верхний суппорт 3 ножниц 2 и обрезают передний конец полосы 10, затем поднимают верхний суппорт 3 ножниц 2 вверх до упора;
- перемещают каретку 1 приводом 11 и вместе с ней сварочную подкладку 7 с горелкой 6 к состыкованным полосам 9 и 10 в положение сварки, при этом сварочная подкладка 7 останавливается под состыкованными торцами полос 9 и 10;
- включают гидроцилиндр 13, ролик 14 штока которого поднимает передний конец полосы 10, образуя петлю и за счет нее зазор между состыкованными под сварку полосами 9 и 10, после создания требуемого зазора конечный выключатель 16 хода штока гидроцилиндра 13 останавливает гидроцилиндр 13;
- опускают клавишные прижимы 8, зажимают концы полос 9 и 10, включают сварочную горелку 6 на ход вперед и осуществляют сварку;
- затем опускают шток гидроцилиндра 13, возвращают сварочную горелку 6 в исходное положение, поднимают прижимы 8 и дают разрешение на транспортировку сваренных полос в агрегат, а каретку 1 перемещают приводом 11 в исходную позицию перед следующей сваркой.
Настройка сварочной машины осуществляется при переходе на переработку полос другого сортамента переналадкой времени подъема штока гидроцилиндра 13 от момента срабатывания конечного выключателя 16 или в отключении функции подъема гидроцилиндра 13 при сварке тонких (толщиной до 3 мм) полос.
Таким образом, предлагаемое устройство для дуговой сварки полос в непрерывных металлургических агрегатах позволяет решить вопрос оптимизации подготовки концов полос под сварку с образованием требуемого сварочного зазора между полосами, что значительно упрощает обслуживание сварочной машины и позволяет также:
- повысить точность при установке полос для последующей сварки без применения дополнительных настроечных механизмов и узлов машины и тем самым усовершенствовать конструкцию машины для дуговой сварки;
- обеспечить безопасность обслуживающего персонала за счет исключения наличия запасов петель полос вблизи сварочной машины и облегчить работу при перестройке сварочной машины;
- более эффективно использовать устройства для дуговой сварки, установленные в высокопроизводительных непрерывных металлургических агрегатах, исключив необходимость зачистки усиления сварных швов.
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов, содержащее закрепленные на единой каретке гильотинные ножницы с верхним подвижным и нижним неподвижным суппортами, центрователь свариваемых полос, сварочную горелку и расположенную под ней медную подкладку с клавишными прижимами концов полос, размещенными вблизи зоны сварки, и привод перемещения каретки по направляющей, отличающееся тем, что перед кареткой в линии агрегата по ходу полосы вертикально неподвижно закреплен гидроцилиндр со штоком, свободный конец которого оснащен роликом, установленным в опорах, с возможностью его поворота и контакта со свариваемой полосой по всей ширине с воздействием снизу на передний конец свариваемой полосы для ее перемещения и получения зазора между свариваемыми торцами полос, при этом шток гидроцилиндра связан с конечным выключателем его хода.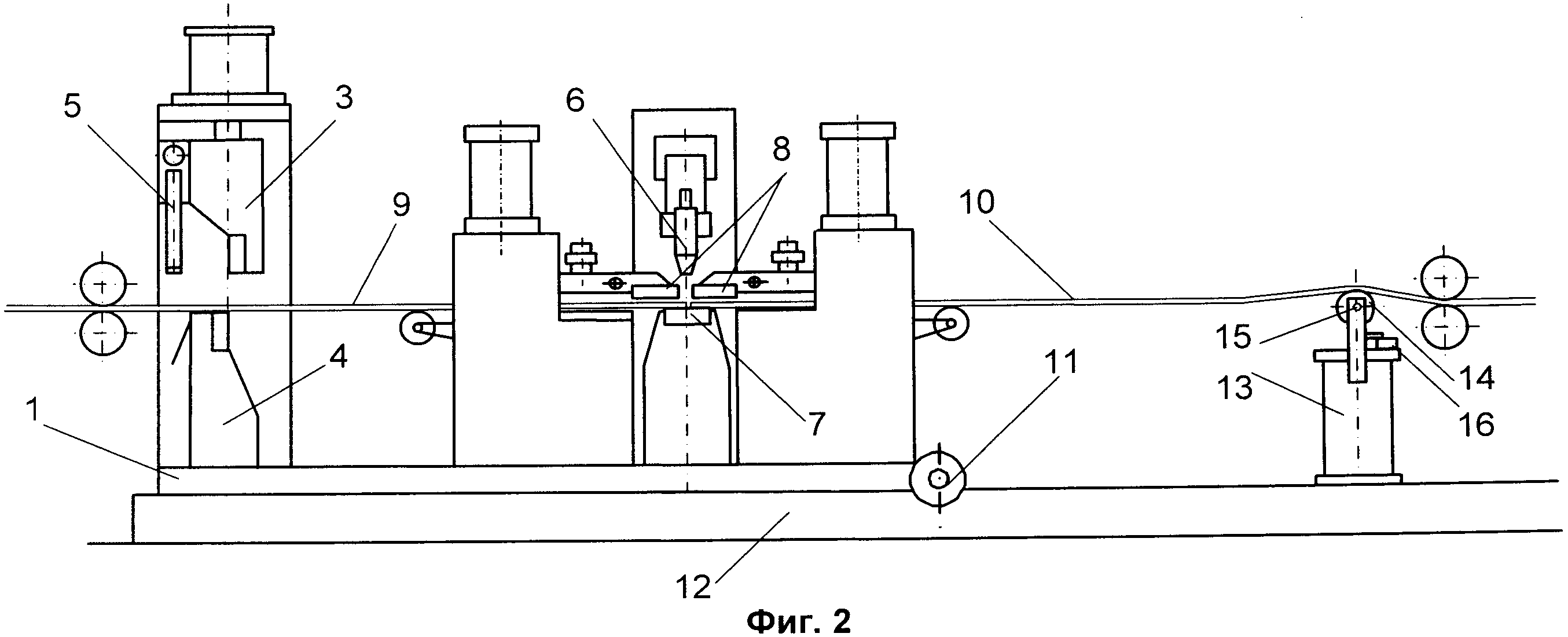
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб
Вакуумно-компрессионная печь
Вакуумный пресс
Способ и устройство для внепечной обработки металла в ковше
Литейное колесо роторной литейной машины
Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа
Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате
Вакуум-камера
Установка для подготовки снежной массы к таянию
Способ изготовления отражательного устройства гелиоустановки
Устройство управления подачей и поворотом трубы стана холодной прокатки труб
Способ производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины
Манипулятор для подачи твердожидкой тиксозаготовки в штамп
Пресс для спрессовывания порошковых материалов
Уплотнительное устройство подшипника жидкостного трения
Валковая обойма трубоправильной машины
Кристаллизатор машины непрерывного литья металла

