Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ НА ВЕРТИКАЛЬНОМ ПРЕССЕ
Вид РИД
Изобретение
Заявляемое изобретение относится к области обработки металлов давлением, а именно к изготовлению крупногабаритных труб методом горячего прессования на вертикальных прессах.
Аналогом предлагаемого изобретения является монолитный пресс-штемпель, конец которого выполнен в виде пресс-шайбы (см., например, Жолобов В.В., Зверев Г.И., Перлин И.Л. Прессование металлов. - М., 1959 г., 543 стр., на стр.307-312, рис.228). Подвижный узел инструмента состоит из пресс-штемпеля, иглодержателя и иглы. Иглодержатель с иглой крепят к пресс-штемпелю.
К недостаткам аналога относится невозможность прессования стали с использованием стеклосмазок, так как попадание стеклосмазок между пресс-штемпелем и контейнером при ее остывании заклинивает инструмент и вызывает его повышенный износ и преждевременное разрушение. Поэтому при прессовании стали со стеклосмазками используют блок пресс-штемпеля с разделяющимися пресс-штемпелем и пресс-шайбой.
Прототипом предлагаемого изобретения является пресс-штемпель с пресс-шайбой, подаваемой в пресс вместе с заготовкой податчиком заготовок, которые заталкиваются в пресс пресс-штемпелем (см., например, Шевакин Ю.Ф., Глейберг А.З. Производство труб. - М., Металлургия, 1968 г., 248 стр., на стр.232-234, рис.119). Инструмент пресса состоит из контейнера, матричного блока, иглы с иглодержателем и пресс-штемпеля с пресс-шайбой.
Процесс прессования цветных металлов и сплавов осуществляют следующим образом. Матричный блок размещают на оси прессования, контейнер прижимают к матричному блоку. Заготовку, нагретую до температуры прессования, с пресс-шайбой подают на ось прессования. Пресс-штемпель проталкивает в контейнер заготовку вместе с пресс-шайбой до матричного блока. После распрессовки заготовки и прошивки иглой производят прессование. После прессования отрезки пресс-изделия и смещения матричного блока пресс-остаток с пресс-шайбой выталкивают из контейнера пресс-штемпелем. Затем пресс-штемпель и иглу с иглодержателем возвращают в исходное положение, а матричный блок подают на ось прессования.
Для прессования стальных труб, последовательность действий несколько отличается. В контейнер подают смазочную шайбу, размещенную у матричного блока. Заготовку, нагретую до температуры прессования, покрывают стеклосмазкой с внутренней и внешней стороны. После нанесения смазки заготовку и установленную за ней пресс-шайбу подают на ось прессования. Иглу перемещают через пресс-шайбу и заготовку, что способствует фиксации пресс-шайбы. Перемещением пресс-штемпеля заготовку с пресс-шайбой заталкивают в контейнер. После распрессовки заготовки производят прессование и осуществляют выдавливание трубы. После прессования иглу с иглодержателем отводят в исходное положение, пресс-штемпель отодвигают, производят отрезку трубы и ее удаление, матричный блок перемещают с оси прессования и пресс-остаток с пресс-шайбой выталкивают из контейнера пресс-штемпелем. Затем пресс-штемпель возвращают в исходное положение, а матричный блок подают на ось прессования.
К недостаткам прототипа следует отнести невозможность применения указанной последовательности операций для прессования стальных труб на вертикальных прессах с прошивной системой. Это связано с трудностями фиксации пресс-шайбы на пресс-штемпеле.
Техническим результатом предлагаемого изобретения является расширение технологических возможностей прессового оборудования за счет прессования стальных труб с использованием стеклянных смазок на вертикальных прессах с прошивной системой и сокращение потерь тепла от нагретой заготовки и времени от подачи нагретой заготовки на ось контейнера до окончания прессования.
Технический результат достигается за счет удержания пресс-шайбы на пресс-штемпеле перед прессованием и обеспечения возможности извлечения пресс-штемпеля из пресс-шайбы при его отводе в исходное положение. Это достигается за счет того, что инструмент для прессования стальных труб на вертикальном прессе с использованием стеклянных смазок, содержащий контейнер, матричный блок, иглу с иглодержателем и пресс-штемпель с пресс-шайбой, снабжен радиально размещенными в пресс-шайбе с возможностью перемещения штырями, выполненными с конусным концом и головкой, расположенной с внешней стороны пресс-шайбы, и кольцом, расположенным на пресс-шайбе и соосно с ней со стороны головок штырей, пресс-штемпель выполнен с выступом с круговой проточкой, на котором установлена пресс-шайба, выполненная с буртом, при этом штыри установлены конусными концами в круговой проточке пресс-штемпеля и зафиксированы от перемещения посредством упомянутого кольца для обеспечения фиксации пресс-шайбы на пресс-штемпеле перед началом и в процессе прессования, при этом кольцо расположено с опорой на бурт пресс-шайбы и выполнено с возможностью деформирования штырями при их смещении после окончания прессования при подъеме пресс-штемпеля для обеспечения выхода их конусных концов из круговой проточки пресс-штемпеля и съема пресс-шайбы с пресс-штемпеля.
Инструмент для прессования представлен на фиг.1.
Инструмент содержит пресс-штемпель 1, штыри 2, кольцо 3, пресс-шайбу 4, иглу 5, контейнер 6 с заготовкой 7, смазочную шайбу 8 и матричный блок 9.
Использование предлагаемой конструкции осуществляется следующим образом.
Перед началом работы инструмент собирают. Для этого на выступ пресс-штемпеля надевают пресс-шайбу и фиксируют ее штырями. Чтобы штыри не выскочили под действием веса пресс-шайбы, их фиксируют кольцом с внешней стороны штырей.
Смазочную шайбу устанавливают на матричный блок. После размещения заготовки в контейнере иглу подают в полость заготовки, затем пресс-штемпелем осуществляют подпрессовку заготовки и ее прессование.
После прессования стеклосмазка, попавшая в зазор между контейнером и прессшайбой, удерживает пресс-шайбу и пресс-остаток у матричного блока. При подъеме пресс-штемпеля штыри смещаются в сторону фиксирующего кольца, деформируют его и выходят из проточки выступа пресс-штемпеля, отделяя его от пресс-шайбы. После удаления отпрессованной трубы (с помощью отрезного устройства или просечника) пресс-шайбу с пресс-остатком выталкивают из контейнера пресс-штемпелем.
Данную технологию целесообразно использовать при прессовании крупногабаритных стальных труб на мощных вертикальных гидравлических прессах.
Таким образом, предлагаемое изобретение позволяет расширить технологические возможности и повысить стойкость прессового инструмента при прессовании стальных труб со стеклосмазками за счет:
- фиксации пресс-шайбы на пресс-штемпеле перед началом прессования и в процессе прессования;
- обеспечения съема пресс-шайбы с пресс-штемпеля при его подъеме после окончания прессования и выталкивания пресс-остатка с пресс-шайбой пресс-штемпелем после подъема контейнера.
Инструмент для прессования стальных труб на вертикальном прессе с использованием стеклянных смазок, содержащий контейнер, матричный блок, иглу с иглодержателем и пресс-штемпель с пресс-шайбой, отличающийся тем, что он снабжен радиально размещенными в пресс-шайбе с возможностью перемещения штырями, выполненными с конусным концом и головкой, расположенной с внешней стороны пресс-шайбы, и кольцом, расположенным на пресс-шайбе и соосно с ней со стороны головок штырей, пресс-штемпель выполнен с выступом с круговой проточкой, на котором установлена пресс-шайба, выполненная с буртом, при этом штыри установлены конусными концами в круговой проточке пресс-штемпеля и зафиксированы от перемещения посредством упомянутого кольца для обеспечения фиксации пресс-шайбы на пресс-штемпеле перед началом и в процессе прессования, при этом кольцо расположено с опорой на бурт пресс-шайбы и выполнено с возможностью деформирования штырями при их смещении после окончания прессования при подъеме пресс-штемпеля для обеспечения выхода их конусных концов из круговой проточки пресс-штемпеля и съема пресс-шайбы с пресс-штемпеля.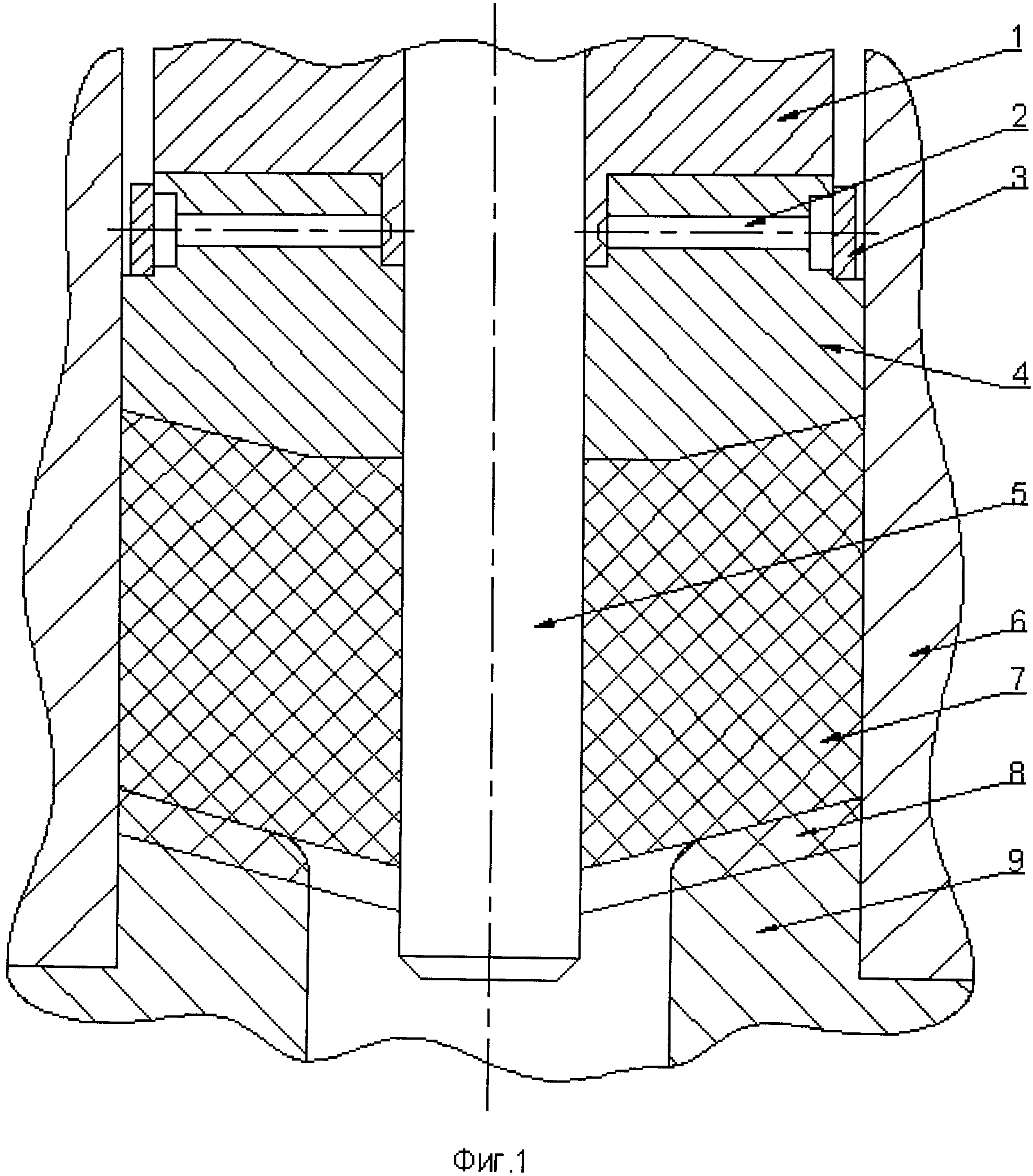
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Линия штамповки изделий из цилиндрических реозаготовок
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Сопло для производства аморфной ленты
Способ измерения усилия осадки при контактной стыковой сварке
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Устройство для стыковой сварки концов полос
Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Зубчато-реечный привод валка стана периодической прокатки труб
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Способ изготовления уплотнительной манжеты из полиуретана

