Результат интеллектуальной деятельности: ПРОМЕЖУТОЧНЫЙ КОВШ МНЛЗ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА МЕТАЛЛА
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при разливке стали на машинах непрерывного литья заготовок с нагревом металла.
Известен промежуточный ковш установки непрерывной разливки стали преимущественно высоколегированных марок, содержащий разделенную порогами на приемную и разливочную части емкость, отличающийся тем, что он снабжен расположенными в приемной части дополнительными порогами с образованием промежуточной части, при этом соотношение приемной и промежуточной частей составляет 1:(1,5-2,5), объем промежуточной части составляет 0,07-0,17 объема ковша, а высота порога между разливочной и промежуточной частями составляет 0,3-0,7 высоты порога между промежуточной и приемной частями. [Патент РФ №1631820].
Недостатком этого промежуточного ковша является невозможность его использования при плазменном нагреве металла на установках непрерывного литья заготовок.
Известен промежуточный ковш для непрерывной разливки металла, включающий приемную и разливочную камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижние ряды переливных каналов, приемник гаситель струи заливаемого из защитной трубы металла, установленный на днище ковша и выполненный в виде стакана с заплечиками, в котором переливные каналы в перегородке выполнены конусными, причем каналы нижнего и среднего рядов переливных каналов направлены сужением в сторону разливочной камеры, а переливные каналы верхнего ряда - сужением в сторону приемной камеры, в теле перегородки выполнен газоотводящий канал с горизонтальным щелевидным соплом, выходящим в разливочную емкость. [Патент РФ №2185261].
Недостатком известного промежуточного ковша является то, что он не может быть использован для плазменного нагрева металла на установках непрерывного литья заготовок.
Наиболее близким техническим решением к предлагаемому изобретению является промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла, содержащий две камеры для плазменного подогрева металла, расположенные между приемным и разливочными отсеками, разделенные перегородками с переливными каналами, и крышку камеры нагрева, в котором внутренние стены промежуточного ковша и перегородки сформированы из огнеупорного материала, а вставка из огнеупорного материала, оборудованная внешней стенкой, которая дополняет по форме верхнюю часть внутренних стенок промежуточного ковша и внутреннюю стенку, обрамляющую пространство, которое постепенно расширяется по мере приближения к днищу ковша, имеет форму усеченного конуса, причем данная вставка должна предусматривать возможность размещения в вышеуказанном пространстве нижней части горелки для нагрева жидкого металла при помощи плазмы, с наличием верхнего и нижнего отверстий в самой вставке. [Патент US №6110416].
Недостатком этого известного промежуточного ковша является недостаточно эффективное перемешивание и, как следствие, неудовлетворительное распределение температуры металла в объеме камеры подогрева.
Задачей настоящего изобретения является определение конструктивных особенностей промежуточного ковша, которые обуславливают наиболее эффективные условия поступления металла в зону высокотемпературной плазмы, что способствует нагреву и более равномерному распределению температуры металла в камере нагрева.
Задача решается следующим образом. Известный промежуточный ковш МНЛЗ для плазменного подогрева металла, включающий две камеры нагрева с крышками, выполненные между приемным и разливочными отсеками, разделенные перегородками с переливными каналами, согласно изобретению дополнительно снабжен отбойником, расположенным в камере нагрева по ширине ковша параллельно перегородкам и смещен в сторону разливочного отсека, переливные каналы в перегородке приемного отсека и камеры подогрева выполнены вверх к горизонтальной плоскости в сторону камеры подогрева.
Согласно изобретению высота отбойника может составлять 0,45-0,85 высоты номинального уровня металла в ковше.
Согласно изобретению, отбойник может быть смещен на 0,55-0,75 расстояния между перегородками.
Согласно изобретению, отбойник может быть выполнен с придонными отверстиями.
Признаки, отличающие заявленный промежуточный ковш от прототипа, не выявлены в известных конструкциях и, следовательно, заявленное решение имеет изобретательский уровень.
При создании настоящего изобретения исходили из положения необходимости повышения эффективности нагрева металла за счет интенсивного перемешивания металла в камере подогрева и, как следствие, обеспечения более равномерного распределения температуры металла в камере подогрева.
Отбойник способствует более интенсивному перемешиванию и поступлению потоков металла в зону высокотемпературной плазмы, где происходит наиболее эффективный нагрев металла. Это обеспечивает более равномерное распределение температуры металла в камере нагрева промежуточного ковша и в конечном итоге улучшает качество литой заготовки.
Ожидаемый технический результат - повышение эффективности нагрева металла плазмой, более равномерное распределение температуры металла в камере нагрева, а в конечном счете, улучшение макро- и микроструктуры литой заготовки и снижение ее дефектов.
Технический результат использования предложенного промежуточного ковша МНЛЗ для плазменного подогрева металла достигается за счет того, что отбойник определенной формы и размера расположен в определенном месте камеры подогрева, а переливные каналы в перегородке приемного отсека и камеры подогрева выполнены определенной направленности. Это обеспечивает более равномерное распределение температуры металла в камере нагрева промежуточного ковша и в конечном итоге улучшает качество литой заготовки.
Сущность предложенной конструкции заключается в том, что на пути потока металла из приемного в разливочный отсек в камере нагрева устанавливается отбойник, который вызывает изменения направленности потоков металла и повышает интенсивность перемешивания. Высота отбойника рекомендуется в пределах 0,45-0,85 высоты номинального уровня металла в ковше. Такая высота отбойника способствует лучшему перемешиванию потоков металла. Отбойник может быть смещен в сторону разливочного отсека на 0,55-0,75 расстояния между перегородками. Такое смещение отбойника организует направленность потоков металла через зону высокотемпературной плазмы и не создаст помех работе плазмотрона. Угол наклона переливных каналов в перегородке приемного отсека и камеры подогрева к горизонтальной плоскости в сторону камеры подогрева обеспечивает целенаправленную подачу потоков металла в зону высокотемпературной плазмы. В отбойнике могут быть выполнены придонные отверстия для снижения потерь металла при разливке последней плавки в серии.
Таким образом, признаки предложенного промежуточного ковша МНЛЗ отличаются от признаков известной конструкции, принятой в качестве прототипа, и позволяют достигнуть нового положительного эффекта. Следовательно, предложенный промежуточный ковш МНЛЗ отвечает критерию изобретения «Новизна».
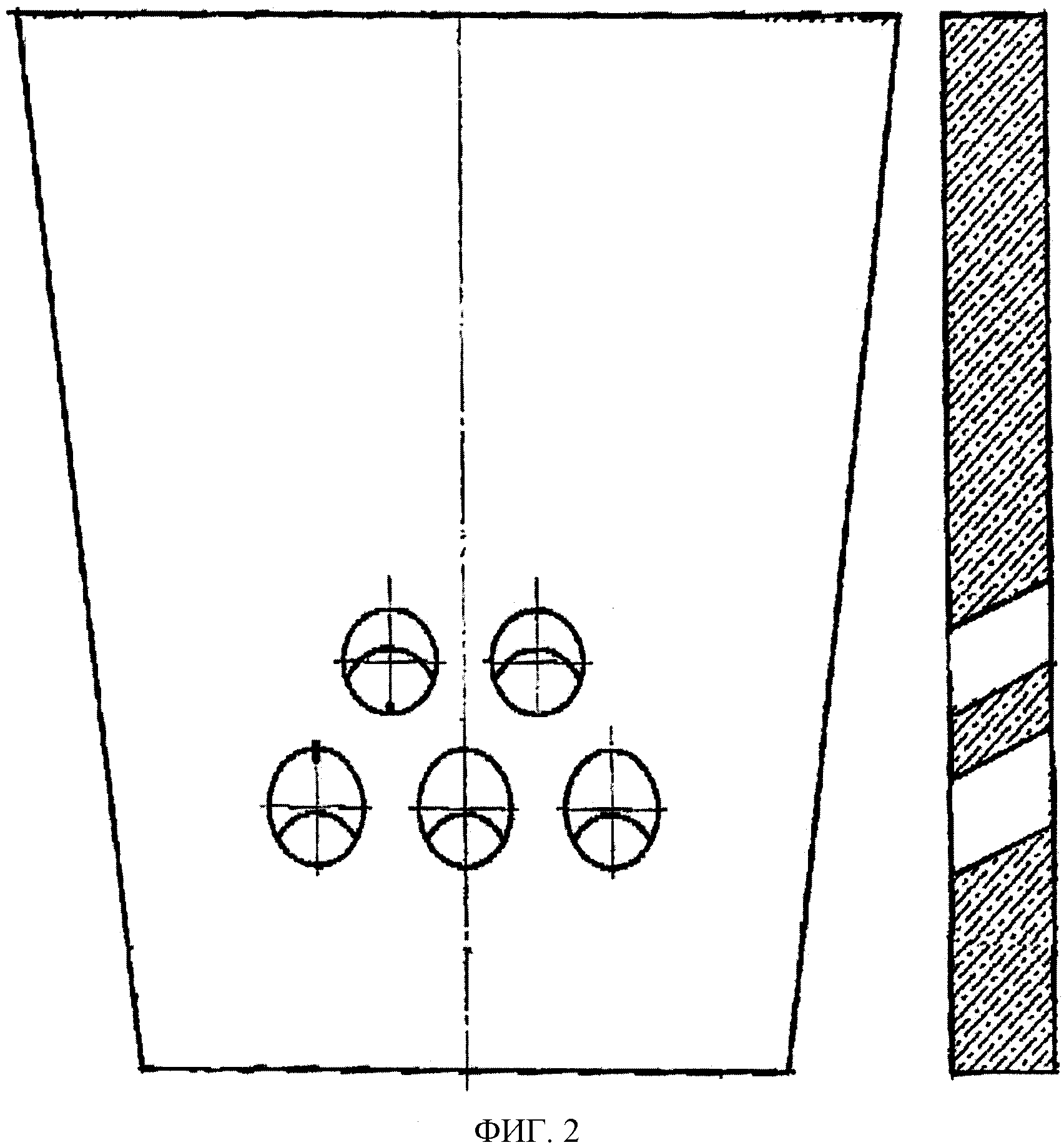
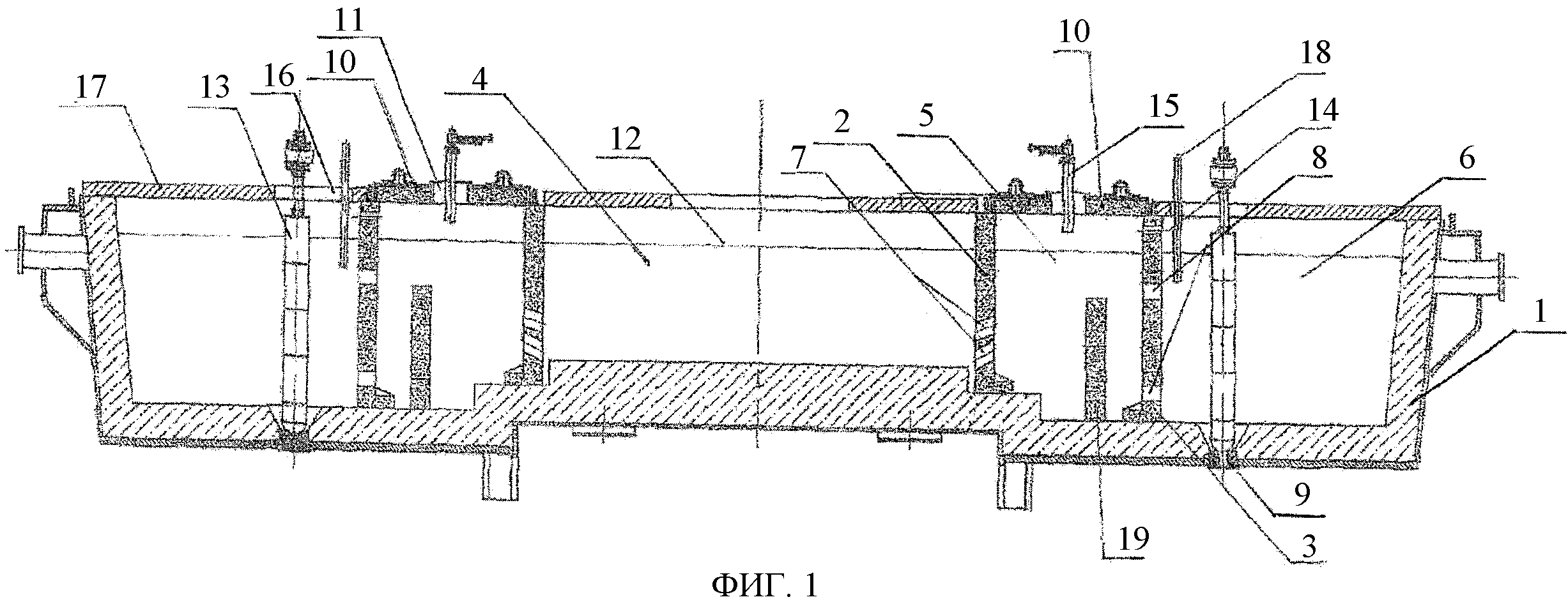
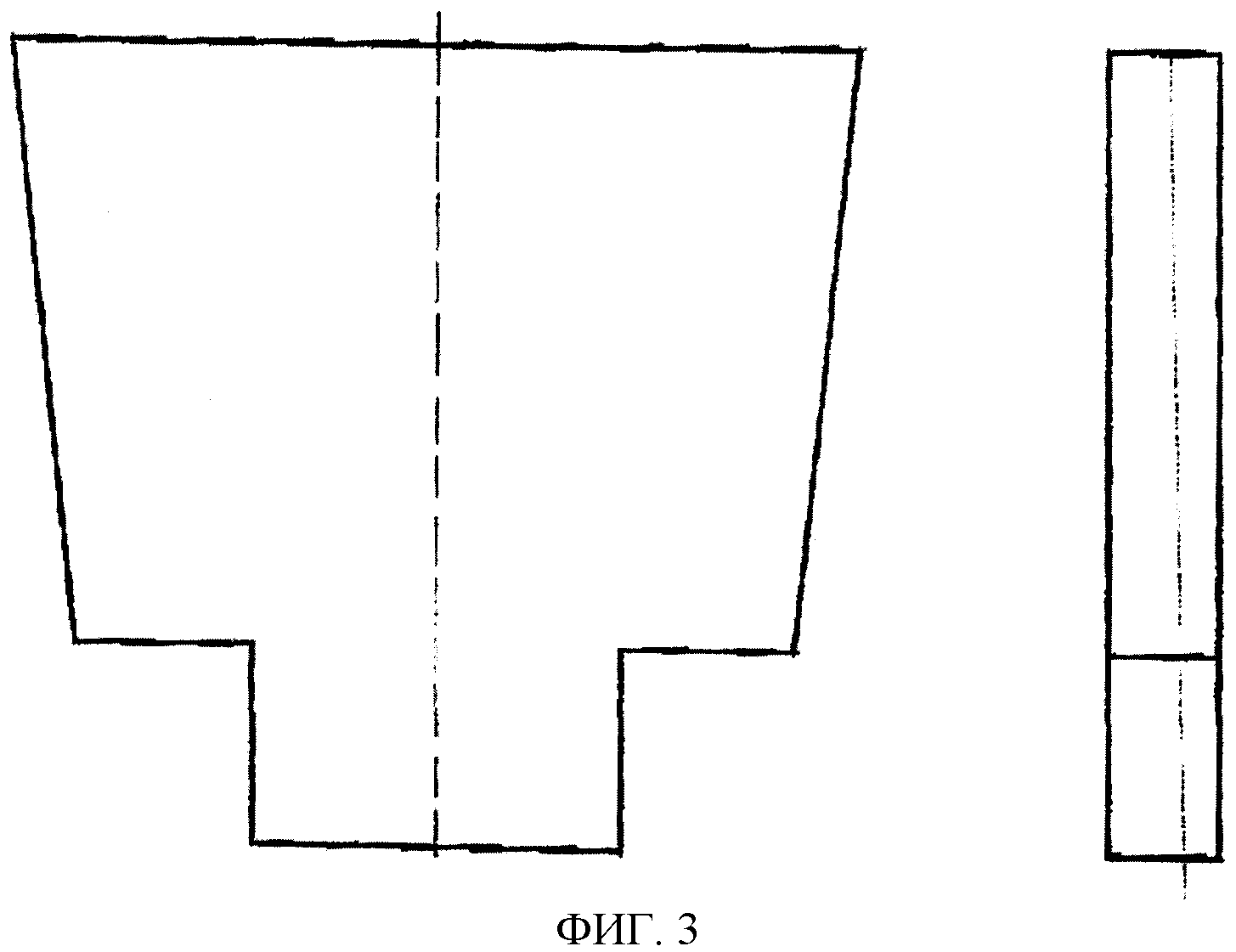
Сущность изобретения поясняется чертежами. На фиг.1 показана конструкция промежуточного ковша МНЛЗ в разрезе, на фиг.2 приводится перегородка ковша приемного отсека и камеры подогрева, а на фиг.3 приводится отбойник, выполненный в камере подогрева.
Предложенный промежуточный ковш 1 входит в состав МНЛЗ, которая также содержит установку плазменного подогрева стали.
В двухручьевом промежуточном ковше выполнены перегородки 2, разделяющие рабочую полость ковша 1 на приемный отсек 4 и камеру нагрева 5. Перегородки 3 разделяют камеру нагрева 5 и разливочный отсек 6. Приемный отсек 4 сообщается с камерой нагрева 5 через переливные каналы 7. В камере нагрева выполнен отбойник 19, расположенный по ширине ковша параллельно перегородкам и смещенный в сторону разливочного отсека. Камера нагрева 5 и разливочный отсек 6 сообщаются через переливные каналы 8. В перегородке 3 выше номинального уровня металла 12 выполнено перепускное отверстие 14 для рабочего газа. В каждом разливочном отсеке выполнено отверстие 9 для подачи металла в кристаллизатор. Отверстия 9 перекрываются стопором 13, который вводится через отверстия 16 в крышке 17 разливочного отсека. Через отверстия 16 также вводится термопара 18 для непрерывного замера температуры металла в разливочном отсеке. Камера нагрева имеет крышку 10 с отверстиями 11 для ввода плазмотрона 15.
Имеющийся в камере нагрева отбойник вызывает изменения направленности потоков металла и повышает интенсивность перемешивания. Подогрев металла производится двумя плазмотронами, один из которых является анодом, а другой катодом. Подогретый металл поступает в разливочный отсек через переливные каналы и далее через погружной стакан в кристаллизатор.
Работа промежуточного ковша МНЛЗ для плазменного подогрева металла осуществляется следующим образом.
Из сталеразливочного ковша через защитную трубу (не показана) металл подается в приемный отсек 4 промежуточного ковша 1 и далее через переливные каналы 7 в камеру нагрева 5 с отбойником 19, в которой происходит нагрев металла плазмой. Из камеры нагрева жидкий металл поступает через переливные каналы прямоугольной формы 8 в разливочный отсек 6 и далее через погружной стакан металл поступает в кристаллизатор машины непрерывного литья.
Подогрев металла в камере нагрева осуществляется следующим образом. С помощью механизмов перемещения через отверстия 11 в крышках 10 плазмотроны 15 опускают до необходимого положения их торцов от зеркала металла. Оператор через компьютер включает процесс плазменного подогрева стали, подается рабочий газ и включаются источники дуг.
Опробование предложенного промежуточном ковше проводили на МНЛ3-4 ОАО «ММК». Отбойник выполнили в камере нагрева по ширине ковша параллельно перегородкам и смещенным в сторону разливочного отсека на 0,68 расстояния между перегородками. Высота отбойника при этом составила 0,74 высоты номинального уровня металла в промежуточном ковше. Оценку эффективности перемешивания металла в камере нагрева проводили по величине повышения температуры металла при его плазменном подогреве.
В таблице приведены примеры нагрева металла при использовании предложенного промежуточного ковша и известного при плазменном подогреве металла мощностью 500 кВт и длительности 8 минут.
Приведенные в таблице данные показывают, что в предложенном ковше достигнуто повышение температуры на 9°C, против 4°C в известном, что свидетельствует о существенном повышении эффективности перемешивания металла в промежуточном ковше.
Разработанный промежуточный ковш может быть использован при плазменном подогреве металла при непрерывной разливке стали.
|
Способ восстановления бандажированного ролика
Способ восстановления роликов
Способ определения содержания фосфора в металле
Способ охлаждения слябов легированной стали
Способ криогенной обработки аустенитной стали
Способ производства холоднокатаного отожженного листового проката из if-стали
Высокодемпфирующая сталь с требуемым уровнем демпфирующих свойств и изделие, выполненное из неё
Способ производства холоднокатаного непрерывно отожженого листового проката из if-стали
Способ газовой, низкотемпературной нитроцементации инструмента из высокохромистых штамповых сталей (слои насыщения от 0,08 мм до 0,15 мм) с минимальным карбонитридным высокоазотистым поверхностным слоем в вакуумных печах
Способ прямого синтеза азотированных графеновых пластин
Способ производства холоднокатаного высокопрочного проката различных классов прочности из двухфазной ферритно-мартенситной стали
Высокодемпфирующая сталь с требуемым уровнем демпфирующих свойств и изделие, выполненное из неё
Способ производства холоднокатаного высокопрочного листового проката из низколегированной стали
Способ азотирования покрытий из оксида титана на твердой подложке
Способ азотирования покрытий из оксида титана на твердой подложке
Способ производства соевого солода

