Результат интеллектуальной деятельности: СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ДЕГАЗАЦИИ ГРАНУЛ ЖАРОПРОЧНЫХ СПЛАВОВ В ПОДВИЖНОМ СЛОЕ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно - к порошковой металлургии. Способ заключается в вакуумной термической дегазации в летящем (подвижном) потоке гранул в вакууме. Данный способ позволяет эффективно удалять газы, адсорбированные на поверхности гранул, и существенно уменьшить продолжительность процесса.
Известен способ вакуумной термической дегазации гранул, описанный в патенте на вакуумную установку для дегазации гранул (Патент РФ №1007280, B22F 1/06 от 06.01.1981 г.). Дегазация происходит следующим образом: гранулы попадают во вращающийся барабан, где под действием вакуума и температуры происходит десорбция кислорода и влаги с поверхности гранул в вакууме.
Недостатком данного метода является то, что он требует последующей отдельной операции по заполнению капсул гранулами. С целью их дальнейшего использования гранулы необходимо поместить в стальную капсулу для последующей операции компактирования. Разделение операций дегазации и заполнения капсулы ведет к увеличению длительности технологического процесса.
Известен способ дегазации металлургических порошков (Патент США №3954458, B22F 1/00 от 04.04.76 г.). Дегазация порошка происходит в неподвижном слое в вакууме 1·10-3 мм рт.ст при температурном интервале от 232 до 454°C. Этот способ был выбран в качестве прототипа.
Недостатком его является то, что нагрев гранул происходит в вакууме в неподвижном слое, что значительно замедляет этот процесс и, тем самым, увеличивает время дегазации. Это обусловлено тем, что нагрев гранул до температуры, необходимой для десорбции кислорода и влаги с поверхности гранул, происходит в вакууме очень медленно. В вакууме отсутствует передача тепла конвекцией, что приводит к тому, что для нагрева всей массы гранул (особенно в центре) в неподвижном слое требуется большое количество времени. Это приводит как к увеличению времени дегазации, так и к увеличению длительности всего технологического процесса.
В предлагаемом способе учитывается тот факт, что результаты исследования теплофизических свойств гранул и изучение условий нагрева гранул в неподвижном слое в вакууме убедительно свидетельствуют о том, что повысить скорость нагрева гранул можно только в случае уменьшения высоты слоя гранул, в идеале приближаясь к монослою.
Техническое осуществление дегазации в монослое возможно, если гранулы будут скатываться с нагретой металлической поверхности под действием собственного веса или вследствие приложенных к поверхности колебаний. В этом случае можно легко регулировать температуру нагрева гранул и длительность процесса дегазации, а десорбируемые с поверхности гранул газы легко удалить вакуумными насосами. Эта схема дегазации и легла в основу предлагаемого способа.
Предлагаемый способ включает в себя следующие стадии:
- вакуумирование камеры до давления ≤1·10-4 мм рт.ст;
- дозированную подачу гранул из бункера на поверхность, нагретую до температуры 130-150°C;
- вакуумную термическую дегазацию при их перемещении по этой поверхности;
- заполнение нагретой до 400°C стальной капсулы, находящейся в вакуумированной камере;
- герметизация отверстия в капсуле электронно-лучевой сваркой.
Предлагаемый способ объединяет в себе две операции - собственно дегазацию и заполнение капсулы гранулами, причем они происходят одновременно. Это способствует уменьшению длительности общего технологического цикла при производстве изделий из гранул.
Способ заключается в следующем: гранулы хранят в транспортном бункере, заполненном сверхчистым инертным газом (Ar, He), в котором затем создают вакуум на уровне 1,3 Па (~1·10-2 мм рт.ст). Далее гранулы из бункера тонким слоем толщиной в 8-15 монослоев с заданной скоростью поступают по наклонной поверхности в камеру дегазации, вакуум в которой 1,3·10-2 Па (1·10-4 мм рт.ст). На этом этапе происходит полное удаление газов из межгранульного пространства и нагрев гранул. Наличие в камере дегазации вибратора позволяет уплотнять гранулы по мере их поступления в капсулу. При вибрации гранулы перемещаются, форма и размеры каналов в межгранульном пространстве постоянно меняются, в результате газы, находившиеся в пространстве между гранулами, удаляются вакуумными насосами. Затем отверстие, через которое происходило заполнение капсулы гранулами, герметизируют электронно-лучевой сваркой.
ПРИМЕР: Были проведены исследования, показывающие эффективность метода дегазации в летящем (подвижном) слое. Этот метод сравнивали с дегазацией по прототипу - в неподвижном слое в вакууме. Сравнение проводили в двух направлениях: время, необходимое на весь цикл получения герметизированных капсул, и свойства готовых изделий, полученных методом горячего изостатического прессования из гранул, дегазированных вышеуказанными способами.
Режимы способов дегазации указаны ниже:
а) вакуумная термическая дегазация гранул в неподвижном слое (в засыпке):
- создание вакуума 1·10-2 Па в рабочей камере - 1 час;
- нагрев до 400°C - 2 часа;
- выдержка - 5 часов;
- нагрев до 750°C - 2 часа;
- выдержка - 6 часов;
- герметизация капсулы;
б) вакуумная термическая дегазация гранул в летящем (подвижном) слое:
- создание вакуума 1·10-2 Па - 1 час;
- нагрев капсулы до температуры 400°C - 0,25 часа;
- выдержка при температуре 400°C - 1 час;
- заполнение капсулы гранулами - 1,2-1,6 часа;
- герметизация капсулы.
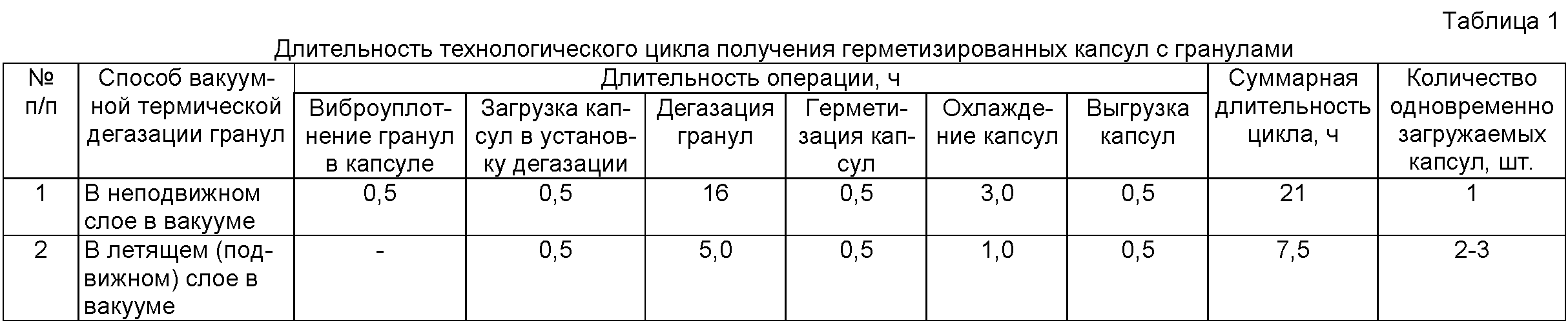
В таблице 1 приведены сравнительные данные по продолжительности технологического цикла производства герметизированных капсул с гранулами по двум вышеупомянутым способам дегазации. В таблице 2 приведены свойства дисков из гранул, дегазированных различными способами.
Из этих таблиц видно, что изделия из гранул, дегазированных в летящем (подвижном) слое в вакууме, обладают примерно одинаковыми механическими свойствами по сравнению с изделиями, изготовленными при дегазации по прототипу. Однако предлагаемый способ имеет существенное преимущество по длительности технологического цикла, что позволяет повысить производительность процесса подготовки гранул к компактированию.
|
Высокопрочный деформируемый сплав на основе алюминия системы al-zn-mg-cu пониженной плотности и изделие, выполненное из него
Способ получения изделий из сложнолегированных порошковых жаропрочных никелевых сплавов
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Установка для заполнения и герметизации капсул с металлическим порошком
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения биметаллического диска газотурбинного двигателя
Высокопрочный деформируемый сплав на основе алюминия системы al-zn-mg-cu пониженной плотности и изделие, выполненное из него
Способ получения изделий из сложнолегированных порошковых жаропрочных никелевых сплавов
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Установка для заполнения и герметизации капсул с металлическим порошком
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения биметаллического диска газотурбинного двигателя

