Результат интеллектуальной деятельности: СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке, и может быть использовано при вытяжке различных деталей из листовых материалов, преимущественная область применения - штамповка крупногабаритных деталей сложной формы, в том числе кузовных автомобильных, сельхозтехники, бытовой техники и т.п.
Известен способ вытяжки крупногабаритных облицовочных деталей кузовов автомобилей или им подобных деталей на прессах двойного действия, включающий загрузку заготовки в штамп, содержащий пуансон, матрицу, прижим, подъемники и трубки для удаления воздуха, прижим и торможение периферийной части заготовки, воздействие на центральную часть заготовки усилием деформирования при вниз, осуществление обратного хода внутреннего ползуна пресса вверх и удаление вытянутого перехода заготовки. Для удаления излишков воздуха в процессе вытяжки из зазоров между рабочими поверхностями пуансона, матрицы и заготовки, а также для исключения прилипания вытянутого перехода заготовки к рабочей поверхности пуансона используются изогнутые трубки, вставленные в отверстия пуансона (Нефедов А.В. Конструирование и изготовление штампов. - М.: Машиностроение, 1973, с.63-64, рис.46).
Недостатком известного способа вытяжки крупногабаритных деталей сложной формы на прессах двойного действия является то, что после окончания процесса формообразования, при обратном ходе внутреннего ползуна пресса с закрепленным на нем вытяжным пуансоном вверх, наружный ползун пресса с закрепленным на нем прижимом находится еще в нижней мертвой точке и продолжает осуществлять прижим фланцевой части заготовки. Из-за больших сил сцепления, возникающих в процессе формообразования, нередко происходит прилипание центральной части вытянутого перехода к рабочей поверхности пуансона, что при обратном ходе внутреннего ползуна пресса с вытяжным пуансоном вверх и удерживанию фланцевой части заготовки наружным ползуном с прижимом в нижней мертвой точке приводит к искажению формы и ухудшению качества вытянутого перехода. Потеря устойчивости вытянутого полуфабриката происходит в наименее жестких и устойчивых зонах, которыми являются плоские участки большой протяженности и центральные участки, наиболее удаленные от действия прижима, применение изогнутых трубок для удаления воздуха, вставленных в отверстия пуансона, не всегда помогает за счет больших сил сцепления между пуансоном и вытянутым полуфабрикатом.
Частота возникновения эффекта прилипания и количественные характеристики ухудшения из-за этого геометрии и искажения формы вытянутого перехода зависят от сложности штампуемых деталей, состояния вытяжного штампа, качества листового проката, наличия смазки на заготовке и других факторов, сопутствующих технологическому процессу штамповки. Для несложных и неответственных деталей незначительное ухудшение геометрии и качества поверхности бывает несущественным, однако при вытяжке деталей наружной облицовки кузовов автомобилей, в первую очередь наружных панелей капота и крыши автомобиля, искажение лицевой поверхности недопустимо и ведет к ухудшению внешнего вида панелей и всего автомобиля в целом, увеличивает время и материальные затраты на подготовку производства, а также является решающим фактором при определении количества отштампованных панелей, уходящих в брак по лицевым дефектам.
Задачей изобретения является разработка нового способа вытяжки крупногабаритных деталей сложной формы, в первую очередь лицевых деталей кузовов автомобилей.
Технический результат заключается в повышении точности и качества лицевой поверхности вытягиваемых деталей, улучшение их жесткости и несущей способности и экономии листового проката.
Поставленная задача решается за счет того, что в новом способе вытяжки крупногабаритных деталей сложной формы, содержащем загрузку заготовки в штамп, прижим и торможение периферийной части заготовки, воздействие усилием деформирования на центральную часть заготовки, обратный ход ползуна пресса и удаление из вытяжного штампа отштампованного полуфабриката, отличающемся тем, что при обратном ходе внутреннего ползуна пресса вверх вытянутый полуфабрикат заготовки удерживают в матрице посредством пневматических присосок, неподвижно закрепленных в матрице вытяжного штампа в наименее устойчивых зонах вытянутого перехода. Пневматические присоски могут быть неуправляемые, без пневмопривода, работающие за счет вакуум-эффекта, при этом суммарное усилие неуправляемых пневматических присосок должно быть меньше, чем усилие подъемников в вытяжном штампе. Также пневматические присоски могут быть управляемые, работающие от подачи сжатого воздуха через пневмоцилиндры или от подачи сжатого воздуха из магистральной сети пресса через командаппарат, то есть пневматические присоски включаются и выключаются при определенном положении ползуна пресса. Сжатый воздух подается к пневматическим присоскам в момент завершения процесса формообразования, вытянутый переход удерживается в матрице до тех пор, пока между вытянутым переходом и рабочей поверхностью пуансона, при обратном ходе ползуна пресса, не образуется зазор, достаточный для бездефектного съема вытянутого перехода.
Способ вытяжки характеризуется чертежами.
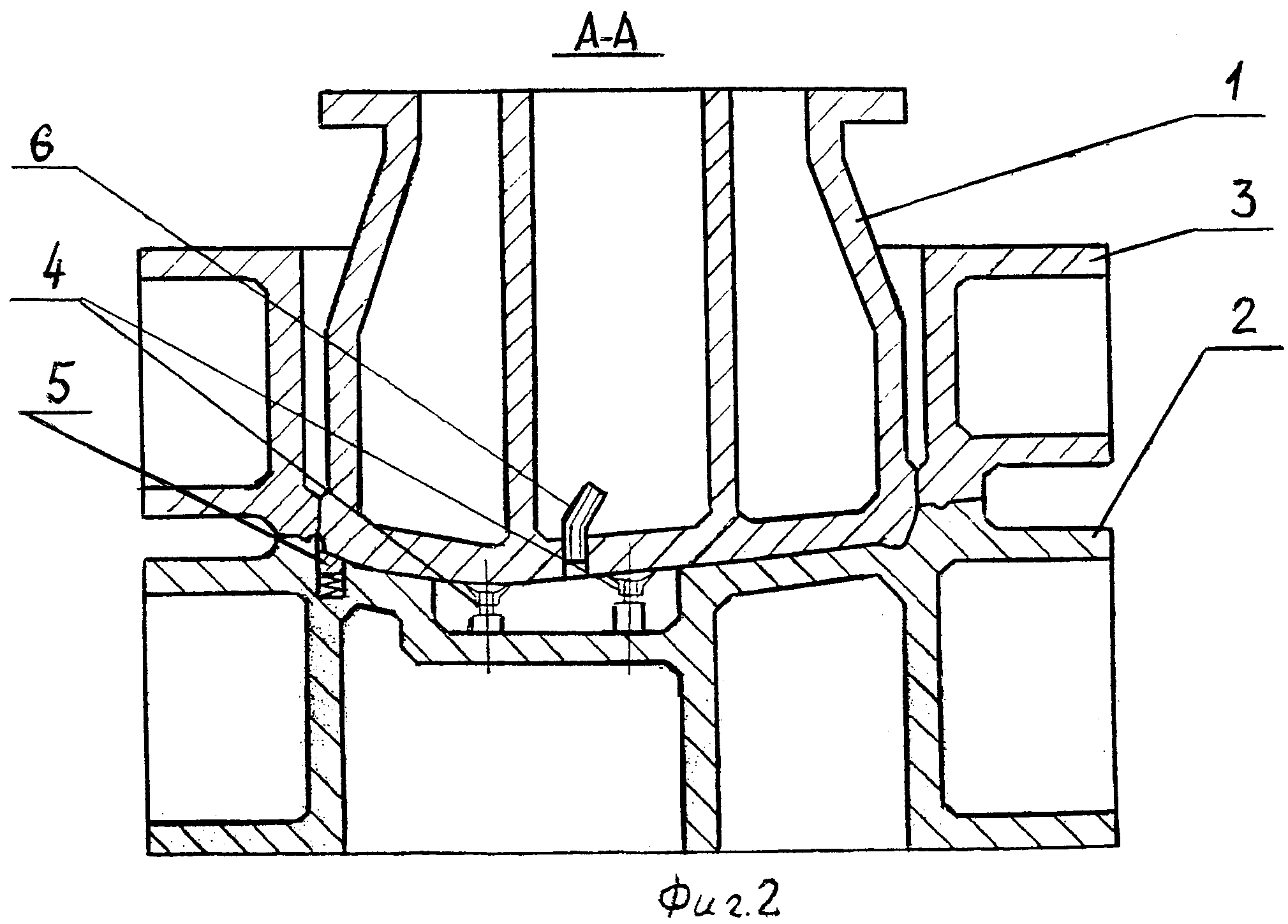
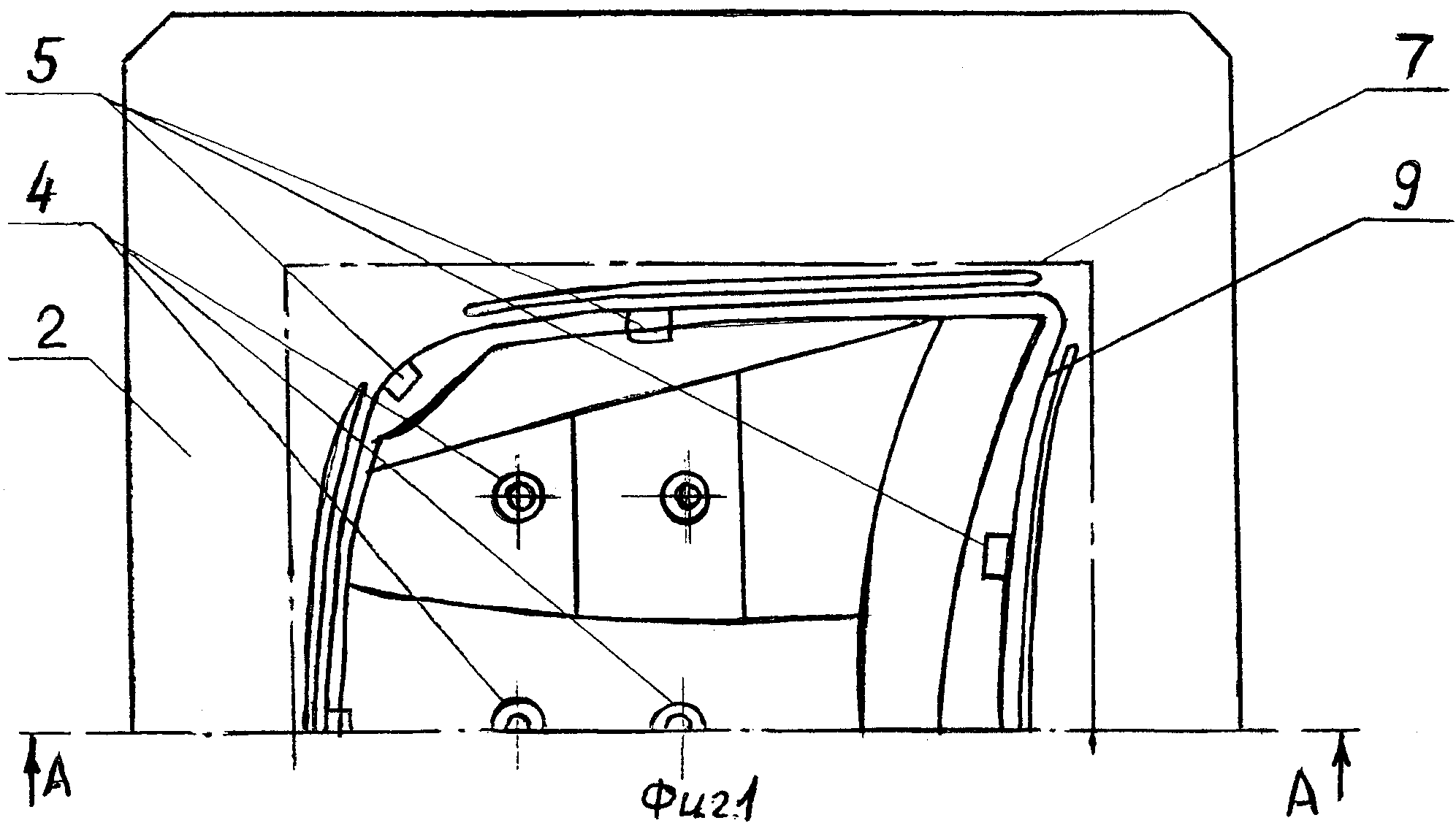
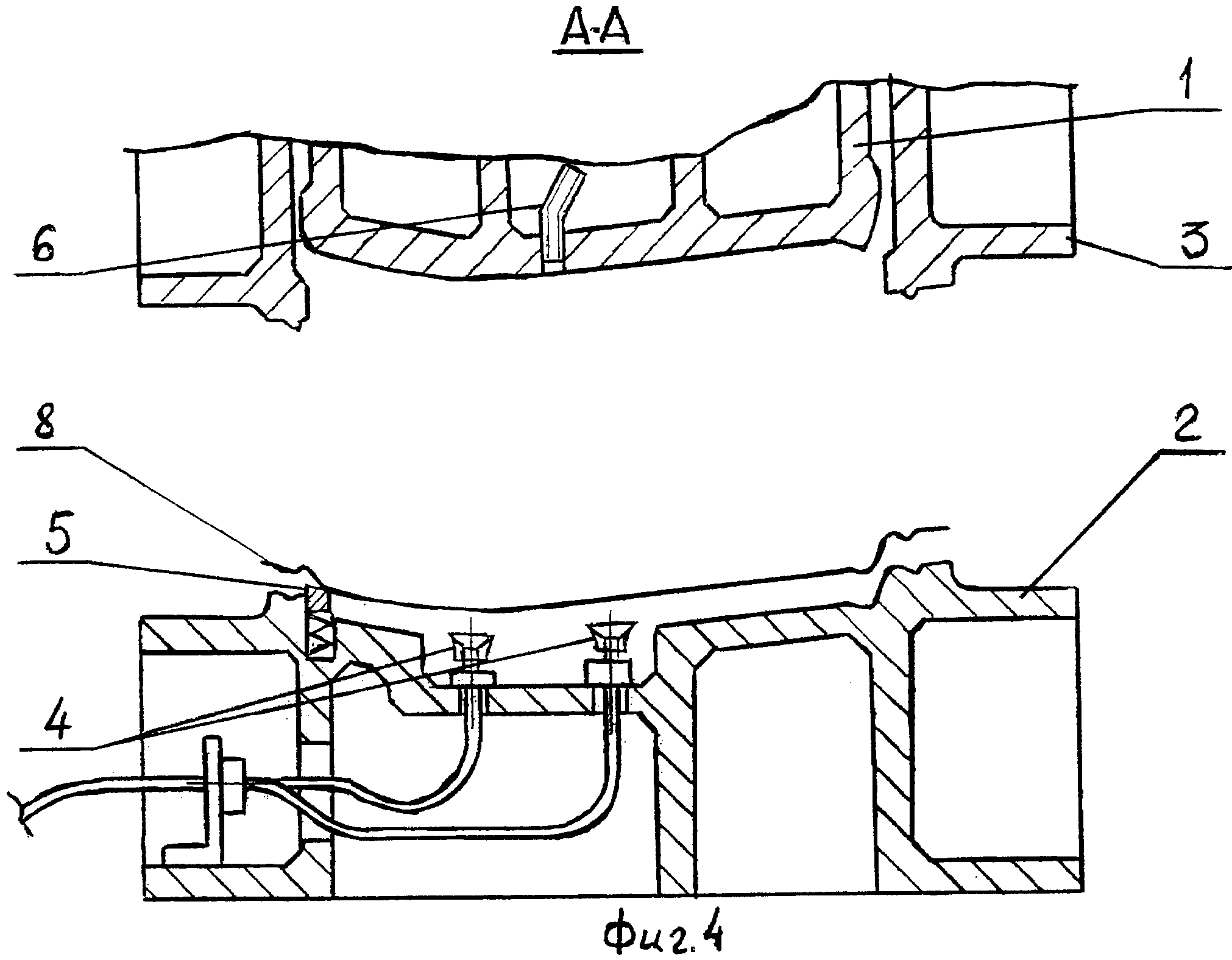
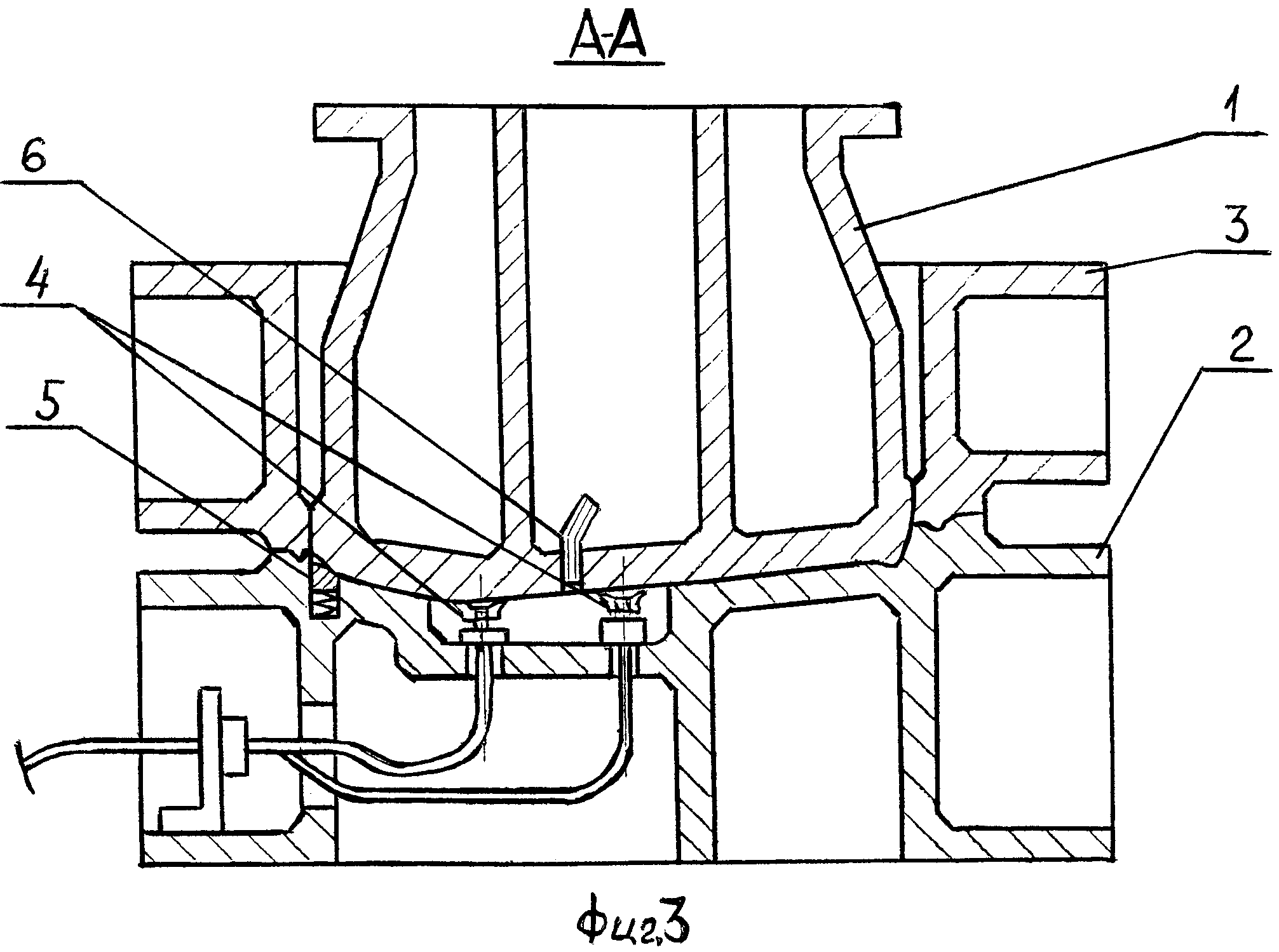
На фиг.1 изображен план низа предложенного вытяжного штампа, на фиг.2 - осевой разрез вытяжного штампа для осуществления способа вытяжки в момент окончания формообразования с неуправляемыми пневматическими присосками, на фиг.3 - осевой разрез вытяжного штампа в момент окончания формообразования с пневматическими присосками, управляемыми от пневмопривода, на фиг.4 - осевой разрез вытяжного штампа в открытом положении после окончания процесса вытяжки.
Способ вытяжки осуществляется в вытяжном штампе, содержащем пуансон 1, матрицу 2, прижим 3, пневматические присоски 4, подъемники 5, трубки для удаления воздуха 6.
На чертежах показан предлагаемый способ на примере вытяжки наружной панели капота автомобиля на прессе двойного действия. Листовую заготовку 7 загружают на поверхность матрицы 2, при ходе наружного ползуна пресса (на чертежах не показан) вниз листовую заготовку 7 зажимают и тормозят в периферийных зонах между матрицей 2 и прижимом 3. При ходе внутреннего ползуна пресса (на чертежах не показан) вниз центральная часть заготовки деформируется пуансоном 1, при смыкании рабочих частей пуансона 1 и матрицы 2 происходит окончательное формообразование элементов вытянутого перехода 8.
В процессе вытяжки воздух между рабочими поверхностями пуансона 1 и заготовки удаляется через трубки, вставленные в отверстия пуансона 1. После окончания процесса формообразования внутренний ползун пресса с пуансоном 1 идет вверх, а наружный ползун пресса с прижимом 3 остаются в нижней мертвой точке и продолжают удерживать фланцевую часть вытянутого перехода 8. При этом нередко возникает эффект прилипания центральной части вытянутого перехода 8 к рабочей поверхности пуансона 1 из-за больших сил сцепления, возникающих в процессе формообразования, что приводит к искажению формы и ухудшению качества вытяжного перехода 8. Для предотвращения эффекта прилипания в пазах матрицы 2 неподвижно установлены пневматические присоски 4, удерживающие вытянутый переход 8 внизу в его наименее жестких и устойчивых зонах, наиболее подверженных потери устойчивости, и помогающие ему отсоединиться от пуансона 1 при обратном ходе внутреннего ползуна пресса с пуансоном 1 вверх. Формообразование при вытяжке неглубоких пологих деталей происходит в основном за счет обтяжки заготовки 7 по пуансону 1, поэтому в центральной части матрицы 2, не участвующей в процессе формообразования, допускается выполнять освобождения для установки пневматических присосок 4. Координаты расположения и количество присосок 4 выбирается аналитическим путем и корректируется экспериментально при наладке вытяжного штампа в зависимости от конструкции штампа и конфигурации штампуемой детали. Присоски 4 могут быть установлены неуправляемые, в этом случае они соприкасаются с вытягиваемым переходом в конце процесса вытяжки и за счет вакуум-эффекта присасываются и удерживают его внизу в матрице при обратном ходе внутреннего ползуна пресса с закрепленным на нем пуансоне 1 вверх. При этом вытянутый переход 8 поднимается из матрицы 2 подъемниками 5 (на чертежах показаны пружинные подъемники), суммарное усилие которых превышает усилие пневматических присосок 4. После окончания процесса вытяжки и подъема вытянутого перехода 8, последний удаляют из вытяжного штампа вручную или средствами механизации и автоматизации.
Для более сложных деталей и более стабильного процесса штамповки возможно применение управляемых пневматических присосок 4, они могут срабатывать от подачи сжатого воздуха через пневмоцилиндры или от подачи воздуха из магистральной сети пресса через командаппарат пресса (на чертежах не показан), т.е. пневматические присоски включаются и выключаются при определенном положении ползуна пресса.
В этом случае технологический процесс вытяжки происходит следующим образом. При достижении внутренним ползуном пресса с пуансоном 1 нижней мертвой точки от командаппарата пресса поступает команда на подачу сжатого воздуха к пневматическим присоскам 4, происходит присасывание вытянутого перехода 8 к пневматическим присоскам 4 и удержание его в матрице 2. Как только при обратном ходе внутреннего ползуна пресса с пуансоном 1, между вытянутым переходом 8 и рабочей поверхностью пуансона 1 образуется зазор, достаточный для бездефектного съема вытяжного перехода 8, подачу сжатого воздуха прекращают и пневматические присоски 4 прекращают удерживать в матрице 2 вытяжной переход 8. После окончания работы пневматических присосок 4 подъемники 5 поднимают вытянутый переход 8 и удаляют его вручную или средствами механизации и автоматизации. Вытянутый переход поступает на другие операции с оформлением окончательной формы детали 9.
Таким образом, предлагаемый способ вытяжки, по сравнению с известным, обеспечивает повышение точности и качества лицевой поверхности вытягиваемых деталей, улучшение их жесткости и несущей способности, а также экономию листового проката за счет уменьшения количества брака деталей по лицевым дефектам.
Аналогично предлагаемый способ реализуется при вытяжке крупногабаритных деталей сложной формы на прессах простого действия и на многопозиционных прессах- автоматах.
Наиболее эффективно использование предложенного способа для вытяжки крупногабаритных деталей сложной формы, в первую очередь -лицевых деталей кузовов автомобилей больших габаритов и небольшой кривизны таких, как наружные панели капота и крыши.
Оправка для заполнения консистентной смазкой кольцевых внутренних полостей деталей
Термостат системы охлаждения двигателя внутреннего сгорания
Электрический усилитель рулевого управления
Способ работы системы безопасности автомобиля
Способ управления двс
Корпус электронного прибора
Отопительно-вентиляционное устройство для транспортного средства
Заглушка
Способ управления работой двс
Многокамерный глушитель шума выхлопа двигателя внутреннего сгорания
Способ изготовления сложной крупногабаритной цельноштампованной детали из листовой заготовки
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краем образца (варианты)
Штамп для вытяжки сложной крупногабаритной детали на прессе двойного действия
Штамп для вытяжки кузовных деталей
Способ испытания и оценки штампуемости листового проката
Способ испытания и оценки эффективности технологических смазок
Штамп для вытяжки деталей сложной формы
Способ вытяжки сложной крупногабаритной детали (варианты)

