Результат интеллектуальной деятельности: СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области литейного производства, а именно к модифицированию алюминиево-кремниевых сплавов доэвтектического и эвтектического составов, которые широко используются в транспортном машиностроении для получения литых деталей двигателей, в частности, летательных аппаратов.
Известен способ модифицирования алюминиево-кремниевых сплавов путем их обработки в расплавленном состоянии смесью фтористых и хлористых солей, например смесью, состоящей из 62,5% хлористого натрия NaCl+25,0% фтористого натрия NaF+12,5% хлористого калия KСl [А.с. СССР №63441. Способ модификации алюминиево-кремниевых сплавов. Кл. 40d, l50. Заявлено 11.03.1943 г. в Наркомавиапром №8926 (321165). Опубликовано 31.03.1944 г.].
Основной недостаток способа заключается в малой длительности сохранения эффекта модифицирования расплава (до 15-20 мин) после окончания процесса модифицирования и снятия образовавшихся на поверхности металла шлака и окислов.
Наиболее близким по технической сущности является способ модифицирования, описанный в патенте [Устройство для обработки металлических расплавов. Пат.RU №2020159 С1, МПК5 С21С 1/00, С21С 7/00. Заявка: 5002490/02, 16.09.1991. Опубликовано: 30.09.1994. Патентообладатель: Институт проблем литья АН Украины (UA)], согласно которому представляется возможным путем пропускания электрического тока по расплаву повышать эффективность процессов рафинирования и модифицирования различных металлических расплавов.
Недостатки способа модифицирования с помощью указанного устройства заключаются в сложности его конструкции, а также в сложности управления параметрами технологических процессов: механизмами обработки расплава, подачи реагентов, транспортирующего газа, режима работы плазмотрона.
Что касается обработки сплава АК7, указанного в таблице 2 патента №2020159, то это алюминиево-кремниевый сплав, содержащий 6,0-8,0% Si, модифицирование которого производится смесями хлористых и фтористых солей, которые засыпаются на зеркало металла, и перед заливкой результаты их взаимодействия с расплавом в виде шлаков и окислов удаляются с поверхности металла (точно так же выполняется и модифицирование алюминиево-кремниевого сплава АК12, содержащего 10,0-13,0% Si, на котором выполнено исследование, результаты которого представлены в настоящей заявке), то анализ работы устройства по патенту №2020159 показывает, что эти стандартные условия модифицирования сплава АК7 трудно или даже невозможно выполнить.
Не указывается также длительность сохранения эффекта модифицирования обрабатываемых сплавов, что очень важно для производства, так как модифицированный металл зачастую как по технологическому регламенту, так и, например, в результате возникновения форс-мажорных обстоятельств, не всегда может быть одноразово использован.
Задачей предлагаемого изобретения является разработка способа модифицирования алюминиево-кремниевых сплавов доэвтектического и эвтектического составов для обеспечения длительного сохранения эффекта модифицирования, а также устройства, его реализующего.
Поставленная задача достигается тем, что предлагается способ воздействия на жидкие алюминиево-кремниевые сплавы доэвтектического и эвтектического составов постоянным электрическим током после модифицирования расплава смесью хлористых и фтористых солей и очистки зеркала расплава от продуктов их взаимодействия с жидким сплавом.
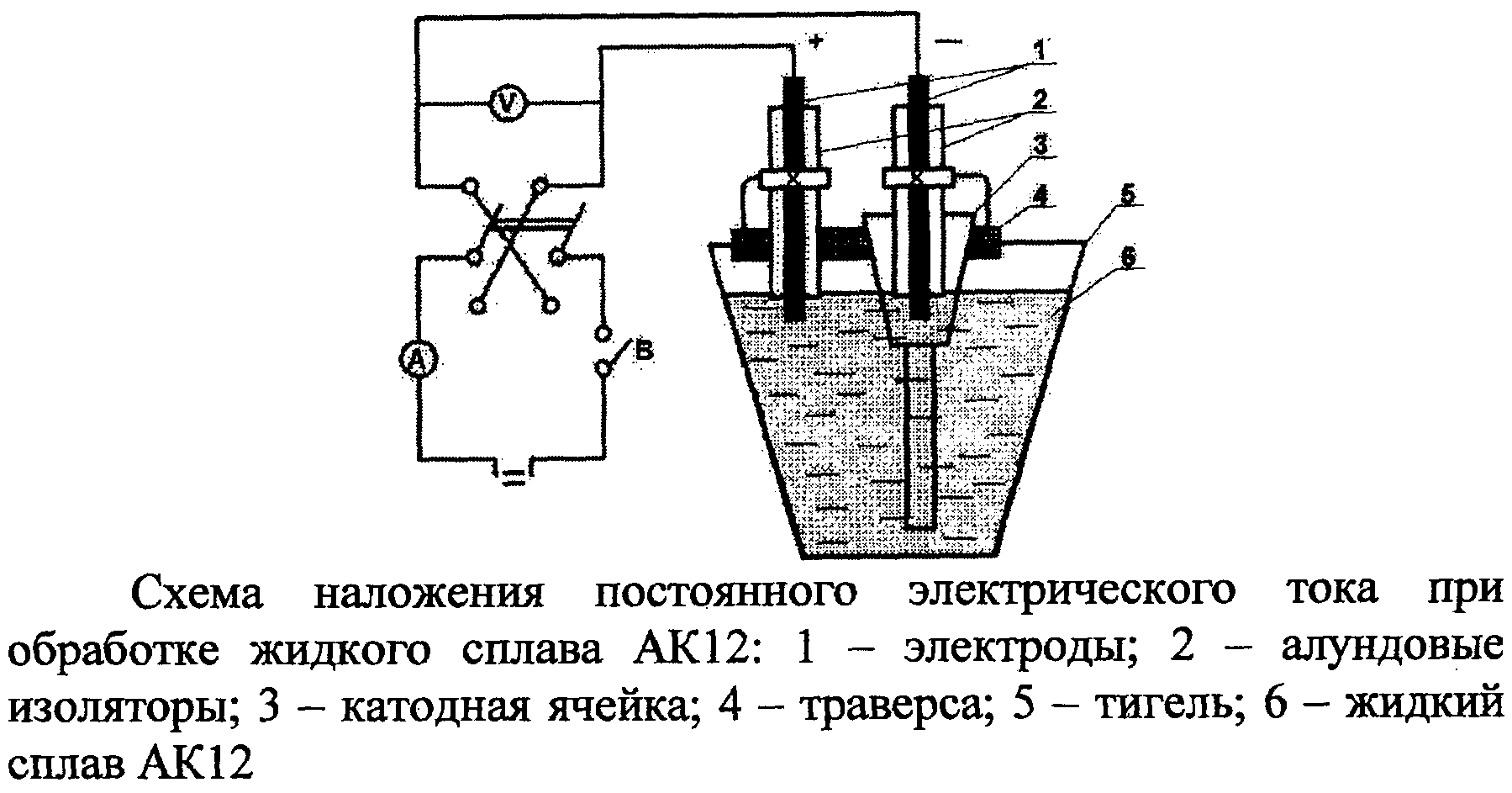
Устройство для осуществления изобретения состоит (схема) из вольфрамовых электродов, изолированных алундовыми (алунд - плавленый оксид алюминия Аl2О3) трубками 2, катодной ячейки 3 и траверсы 4 из огнеупорного материала.
Катодную ячейку 3 изготовляли путем соединения специальным составом алундового тигля, в дне которого высверливали отверстие, с алундовой трубкой, вставляемой в отверстие тигля.
Катодную ячейку 3, с установленным в ней катодом, и анод закрепляли в траверсе 4.
Пример. Работу проводили на алюминиево-кремниевом сплаве АК12 (11,3% Si; примеси: 0,03% Mn; 0,29% Fe; 0,02% Cu; ост. - Al).
Сплав готовили в электрической печи сопротивления в шамотных тиглях.
В качестве шихты использовали силумин марки СИЛ-0 (по ГОСТ 1583-93 - АК12пч:10-13% Si %, Al - основа, примесей, %, не более: 0,35% Fe; 0,08% Mn; 0,08% Ca; 0,08% Ti; 0,02% Cu; 0,06% Zn).
Рафинирование расплава производили 0,2 мас.% гексахлорэтана С2Сl6 при 750°С, после чего сплав модифицировали при 750°С тройным модификатором (62,5% хлористого натрия NaCl+25,0% фтористого натрия NaF+12,5% хлористого калия KСl) в количестве 2 мас. % от массы металла.
По окончании процесса обработки расплава модификатором (через 15 мин) с его поверхности снимали шлак и окислы, и сплав разливали на два равных объема в два тигля, которые устанавливали в печи сопротивления, причем на один тигель устанавливали траверсу 4 с вмонтированными в нее вольфрамовыми электродами 1, при этом вольфрамовый катод помещался в катодную ячейку 3. Траверсу 4 опускали до погружения вольфрамовых электродов в расплав на глубину не более 1 мм, и включали постоянный электрический ток силой в 0,5 А. В другом тигле расплав не подвергался воздействию током. Температуру расплава в обоих тиглях поддерживали порядка 750°С, и через определенные интервалы времени производили порционный отбор расплава для заливки. По мере отбора проб из тигля, в котором расплав обрабатывался током, траверса 4 опускалась с тем, чтобы сохранялся контакт электродов с расплавом.
По описанной технологии проводили 10 плавок, полученные результаты усредняли.
Из отливок вырезали стандартные образцы для испытания механических свойств, результаты которых приведены в Таблице.
Анализ полученных данных показал, что в результате обработки расплава постоянным электрическим током с помощью разработанного устройства, выполняемого после модифицирования смесями хлористых и фтористых солей, все показатели механических свойств сплава АК12 оказались значительно выше, чем без обработки. Кроме того, существенно увеличилась длительность сохранения эффекта модифицирования, проявляющаяся в сохранении высокого уровня механических свойств сплава в отливках.
Так, уже после 20-минутной выдержки модифицированного сплава, не подвергнутого обработке током, временное сопротивление σв полученных из него отливок (141 МПа), уже не соответствует требованиям ГОСТ 1583-93 (σв≥150 МПа), что связано с огрублением эвтектического кремния и с нарушением дендритного строения дендритов α-твердого раствора.
При этом уровень механических свойств отливок из сплава, обрабатываемого током после окончания процесса модифицирования, сохраняется вплоть до 120-минутной выдержки, т.е. в течение 2-х часов, и только по прошествии этого времени кремниевая фаза эвтектики несколько укрупняется, и нарушается порядок в расположении ветвей дендритов α-твердого раствора.
Согласно ГОСТ 1583-93 механические свойства модифицированного сплава АК12 в литом состоянии: временное сопротивление σв≥150 МПа; относительное удлинение δ≥4,0%; твердость по Бринеллю НВ≥500.
|
Способ получения модификатора для доэвтектических алюминиево-кремниевых сплавов
Способ упрочнения стальных деталей
Способ получения лигатуры алюминий-титан
Способ получения модификатора для доэвтектических алюминиево-кремниевых сплавов
Способ упрочнения стальных деталей
Способ получения лигатуры алюминий-титан
Способ получения композиционного материала
Способ декорирования лунки при литье слитков из алюминия и алюминиевых деформируемых сплавов полунепрерывным способом

