Результат интеллектуальной деятельности: ДОРН ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к инструментальной оснастке для поверхностного упрочнения, и может быть использовано при упрочнении части внутренних поверхностей при их ремонте.
При работе большинства радиально нагруженных сопрягаемых поверхностей деталей машин «Вал-отверстие» (например, отверстие коромысла клапана механизма газораспределения ДВС) основной износ отверстия происходит в нижней части. Вследствие чего нет необходимости в упрочнении всей поверхности отверстия.
Известен дорн, включающий оправку, на которой расположен калибрующий зуб, токоизоляционную втулку и гайку [Патент №97071RU, кл. B23D 43/02].
Известный дорн обладает следующими недостатками:
- большое энергопотребление за счет контакта инструмента по всей длине окружности и неплотного закрепления кабеля на оправке дорна;
- малая глубина и невысокая твердость упрочненной поверхности;
- недостаточный отвод тепла из зоны контакта.
Технический результат: снизить энергопотребление при обработке отверстия, повысить твердость и глубину упрочненной поверхности отверстия, улучшить отвод тепла при электромеханическом упрочнении.
Технический результат достигается тем, что в хвостовой части оправки выполняют упор, до которого нарезают наружную резьбу и устанавливают фиксирующую гайку. В передней части дорна устанавливают упрочняющий зуб, изготовленный из безоловянистой бронзы. Упрочняющий зуб выполняют фасонным, который содержит одну рабочую и три установочные поверхности, причем установочные поверхности выполняют с меньшей площадью контакта.
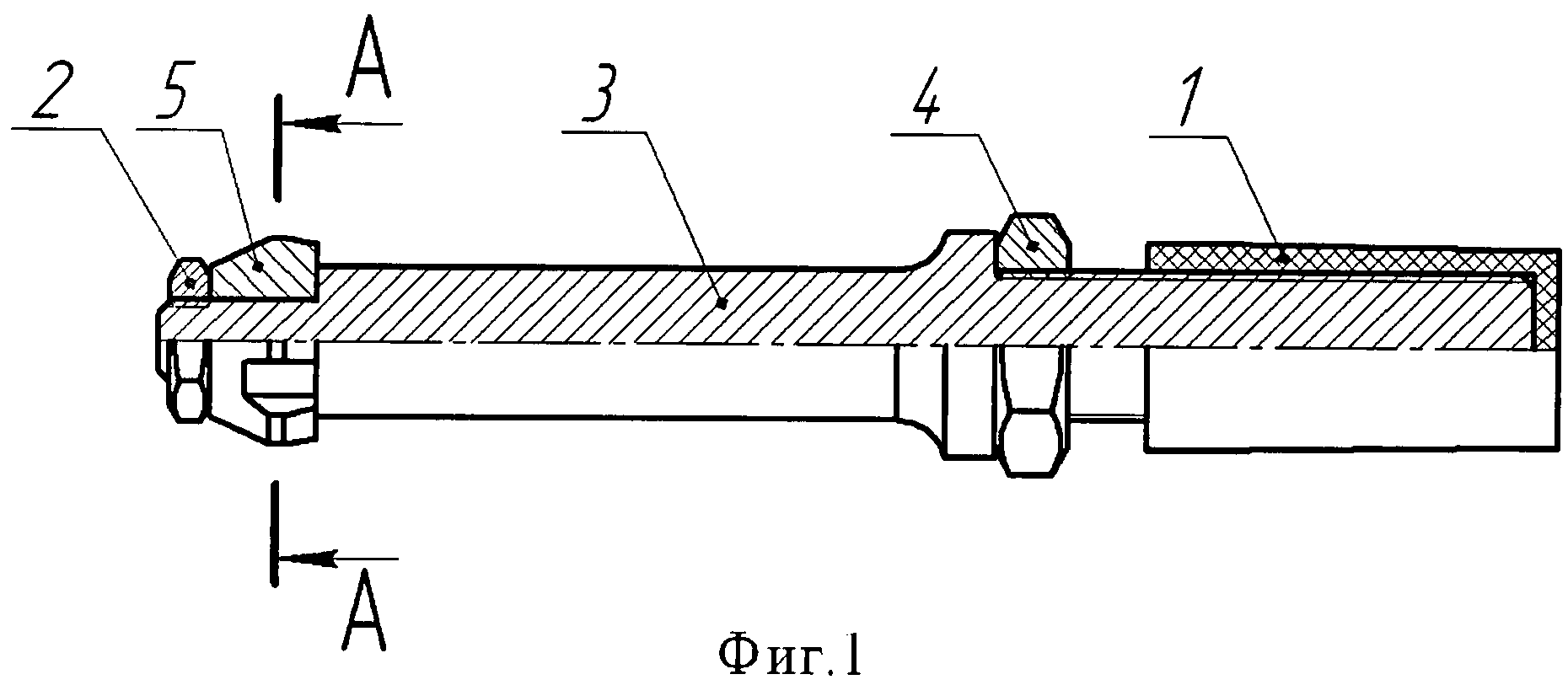
На фиг.1 представлен общий вид дорна, на фиг.2 - разрез по линии А-А.
Дорн включает токоизоляционную втулку 1, гайку 2, оправку 3. В хвостовой части оправки выполнен упор, до которого нарезана наружная резьба и установлена фиксирующая гайка 4, в передней части дорна установлен упрочняющий зуб 5. Упрочняющий зуб 5 выполнен фасонным и содержит одну рабочую 6 и три установочные 7, 8, 9 поверхности, равноудаленные друг от друга и от упрочняющего зуба, причем установочные поверхности выполнены с меньшей площадью контакта.
Работают дорном следующим образом. Инструмент подводят к обрабатываемому отверстию. Через место контакта зуба с обрабатываемой поверхностью пропускают ток плотностью j=250…300 А/мм2. В результате этого контактирующие поверхности упрочняющего зуба с внутренней поверхностью отверстия разогреваются до температуры 900…1000°С, а при последующем осевом перемещении дорна относительно оси отверстия происходит мгновенный отвод тепла.
Наличие упора на оправке, гайки и токоизоляционной втулки позволит подвести ток к упрочняющему зубу путем установки кабеля между упором и гайкой и обеспечить надежную изоляцию станка.
Фасонный упрочняющий зуб также позволяет улучшить отвод тепла из зоны контакта за счет вентиляции между контактирующими участками.
За счет выполнения токоизоляционной втулки под конус Морзе возможно устанавливать дорн через переходную втулку в шпинделе вертикально-фрезерного станка или в пиноли задней бабки токарно-винторезного станка.
Дорн для местного электромеханического упрочнения, содержащий токоизоляционную втулку, гайку и оправку, отличающийся тем, что в хвостовой части оправки выполнен упор, до которого нарезана наружная резьба, и установлена фиксирующая гайка, а в передней части дорна установлен упрочняющий зуб, причем упрочняющий зуб выполнен фасонным и содержит одну рабочую и выполненные с меньшей площадью контакта три установочные поверхности.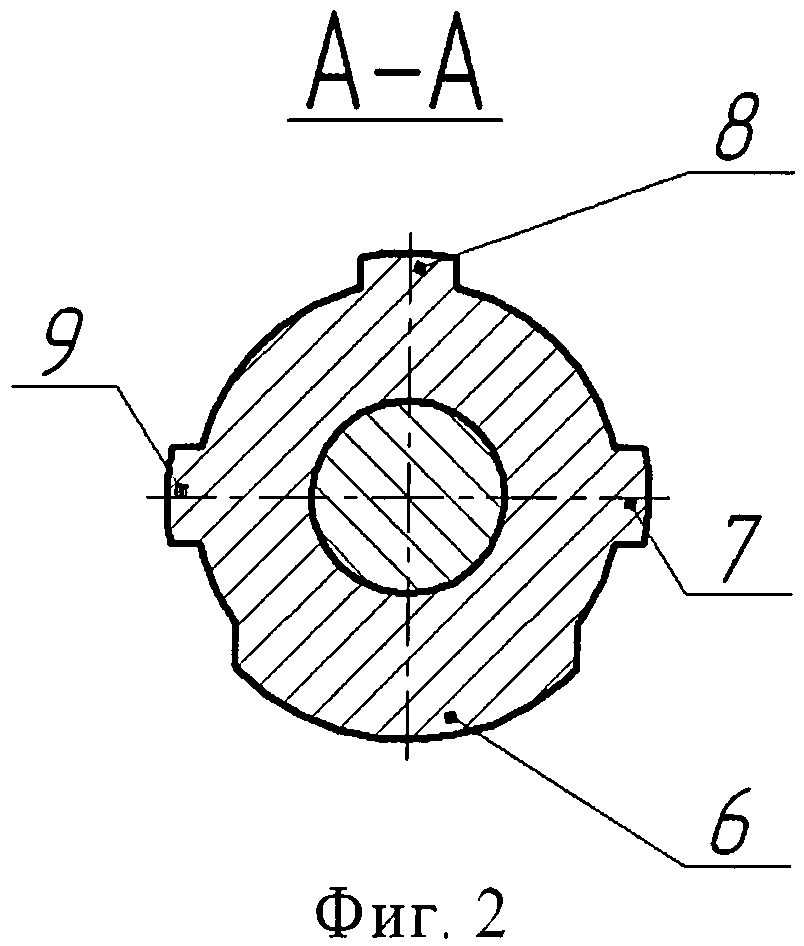
Инструментальная головка для электромеханического упрочнения гильз цилиндров
Дорн для электромеханической обработки
Стенд для испытания пар трения вал-втулка
Интегральное оптическое устройство записи и воспроизведения микроголограмм
Способ изготовления резьбы на детали
Дорн
Способ изготовления резьбы на детали
Устройство для местного электромеханического упрочнения поверхности отверстия
Устройство для местного электромеханического упрочнения поверхности отверстия
Устройство подсветки для жидкокристаллической панели
Устройство для электромеханического упрочнения направляющих станины токарного станка
Дорн

