Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБЧАТОГО ИЛИ ПРУТКОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к устройству для поперечно-винтовой прокатки трубчатого или пруткового материала.
Устройства для поперечно-винтовой прокатки применяются главным образом для изготовления бесшовных труб, например, для прошивки круглых заготовок и тем самым для изготовления относительно толстостенных полых заготовок или для вытяжки такой полой заготовки с уменьшением толщины ее стенок, или для расширения трубной заготовки. Кроме того, известно применение таких устройств для вытягивания и обжатия в поперечном сечении пруткового, в частности массивного, проката.
В обычных устройствах такого рода прокатываемый материал приводится во вращение с помощью валков, вращающихся в одном направлении, и подвергается обработке давлением. Для достижения непрерывного продвижения прокатываемого материала в продольном направлении оси валков устанавливаются под углом поворота к продольной оси прокатываемого материала, так что из окружной скорости валков выделяется составляющая, направленная вдоль продольной оси прокатываемого материала, при этом прокатываемый материал благодаря винтовому движению продвигается между валками в продольном направлении. Такие устройства имеют два или более снабженных приводом валка, причем, если имеются только два валка, то необходимы боковые направляющие с тем, чтобы прокатываемый материал оставался поблизости от оси прокатки и не смещался в радиальном направлении.
В таких устройствах используются бочкообразные валки, оси валков которых направлены параллельно продольной оси прокатываемого материала. Кроме того, известно применение конусообразных валков, у которых оси валков имеют наклон относительно продольной оси прокатываемого материала. Возникающий при этом угол наклона между осью валка и продольной осью прокатываемого материала не следует путать с вышеупомянутым углом поворота, поскольку просто угол наклона без поворота оси валка не вызовет аксиального продвижения прокатываемого материала.
В вышеописанных устройствах прокатываемый материал вращается вокруг своей продольной оси, что создает некоторые проблемы. Во-первых, во избежание нарушения размеренности вращательного движения, а также повреждения прокатываемого материала и устройства прокатываемый материал должен быть ограничен по длине. Во-вторых, для прокатываемого материала и для возможного внутреннего инструмента необходимы дорогостоящие направляющие устройства, в-третьих, прохождение прокатываемого материала и тем самым производительность устройства сильно ограничены. Прохождение прокатываемого материала определяется скоростью подачи, а она зависит от окружной скорости прокатываемого материала и величины угла поворота. Так как угол поворота не должен превышать определенной величины, поскольку иначе поверхность прокатываемого материала станет неравномерной, в частности, волнистой, прохождение прокатываемого материала может быть увеличено лишь путем повышения окружной скорости. Однако в этом случае увеличивается также число оборотов прокатываемого материала, что ведет к нарушению размеренности движения, следствием чего, в свою очередь, являются повреждения прокатываемого материала, машинотехнические сбои и повышенный износ. Кроме того, прокатываемый материал в начале прокатки в результате повышения оборотов валков должен получать еще большее ускорение, что ведет к проскальзыванию валков и тем самым создает проблемы с захватом материала. В-четвертых, прокатываемый материал, вращающийся вокруг своей продольной оси, препятствует осуществлению непрерывной чистовой прокатки в клетях, установленных друг за другом с короткими интервалами.
Из-за этих недостатков кинематический принцип поперечно-винтовой прокатки изменили на обратный, и валки заставляют вращаться не только вокруг собственных осей, но еще и вокруг продольной оси прокатываемого материала. Таким образом, добиваются того, чтобы прокатываемому материалу не нужно было больше вращаться вокруг собственной оси. Валки движутся по прокатываемому материалу и вокруг него наподобие планетарной передачи.
Устройство такого рода раскрыто в US-PS 1 368 413, где прокатные валки вместе со своими валами установлены во вращающемся корпусе, приводимом во вращение с помощью зубчатого венца и звездочки. Валы, приводящие во вращение прокатные валки, имеют на своих концах, противоположных прокатным валкам, шестерни, вращающиеся вокруг солнечной шестерни по типу планетарной передачи. Солнечная шестерня также приводится во вращение. Соответствующей подгонкой числа оборотов прокатных валков и вращающегося корпуса можно добиться того, чтобы валки воздействовали на прокатываемый материал, не приводя его во вращение. Прокатные валки этой известной конструкции выполнены бочкообразными, а их оси располагаются в плоскостях, параллельных продольной оси прокатываемого материала. Однако в этих плоскостях оси валков повернуты относительно продольной оси прокатываемого материала на некоторый угол, благодаря чему обеспечивается продвижение прокатываемого материала. Оси этих планетарных шестерен также устанавливаются под тем же углом к продольной оси прокатываемого материала, но располагаются с ней в одной плоскости. Поэтому приводные валы прокатных валков между планетарными шестернями и валками имеют на своих концах шарнирные соединения. Чтобы угол продольного изгиба этих шарнирных соединений не оказался слишком большим, приводные валы прокатных валков выполнены относительно длинными, что ведет также к удлинению конструкции вращающегося корпуса. В частности, длинные приводные валы прокатных валков при вращении вращающегося корпуса подвержены действию центробежных сил и крутящих моментов, что ограничивает число оборотов корпуса.
В DE-OS 16 02 153 на фиг.1 раскрыто устройство с признаками, в принципе аналогичными вышеописанным. На фиг. 2 этой публикации представлена другая конструкция. В ней валки выполнены конусообразными, а их оси расположены под углом к продольной оси прокатываемого материала. Валки консольно закреплены головками, установленными с торцовой стороны корпуса, вращающегося вокруг продольной оси прокатываемого материала и приводимого во вращение с помощью зубчатого венца. Сами прокатные валки приводятся во вращение с помощью нескольких шестерен или ступеней зубчатой передачи, последовательно расходящихся в радиальном направлении от продольной оси прокатываемого материала, в которых первая шестерня входит в зацепление с солнечной шестерней и обкатывает ее благодаря вращательному движению вращающегося корпуса, в котором она установлена. Как в US-PS 1 368 413, и в этой известной конструкции солнечная шестерня также приводится во вращение с помощью отдельного привода. Числа оборотов солнечной шестерни и вращающегося корпуса можно подогнать таким образом, чтобы валки воздействовали на прокатываемый материал, не приводя его во вращение. За счет одного только вышеупомянутого наклона осей валков относительно продольной оси прокатываемого материала добиться его продвижения не возможно. Последнее достигается поворотом головок, установленных с возможностью поворота вокруг оси конической шестерни. Угол поворота, образующийся при этом, на фиг. 2 известного описания не виден. Эта известная конструкция в общей сложности включает в себя три валка и пригодна как для трубчатого, так и для пруткового прокатываемого материала.
Последняя конструкция из-за своего привода прокатных валков является весьма дорогостоящей. Шестерни привода прокатных валков, ступенчато расходящиеся от продольной оси прокатываемого материала в радиальном направлении, вызывают значительное увеличение внешнего радиуса вращающегося корпуса, который в зависимости от величины поперечного сечения прокатываемого материала составляет 3-5 м. На этом массивном вращающемся корпусе располагаются валки, валы прокатных валков, их подшипниковые опоры и головки, содержащие ведущие шестерни, так что при значительных внешних диаметрах возникают чрезвычайно большие вращающиеся массы. Из-за возникновения центробежных сил число оборотов вращающегося корпуса с головками весьма ограничено, что относится и к скорости подачи прокатываемого материала. Следовательно, и прохождение прокатываемого материала в единицу времени, а тем самым и производительность не велики. Из-за больших габаритов головок и вращающегося корпуса, а также из-за относительно большого удаления поворотной оси головок от соответствующей оси валка точная установка положения валков и их фиксация затруднены, тем более что следует учитывать также различное пружинение валков под нагрузкой. Относительно удаленное периферийное расположение конической зубчатой передачи для валков из-за радиальной ступенчатой в направлении периферии установки шестерен требует очень крутого наклона осей валков относительно продольной оси прокатываемого материала с тем, чтобы осевая длина устройства, а также размер вращающегося корпуса и головок не стали еще больше. Наклон осей валков относительно продольной оси прокатываемого материала является положительным моментом, но когда этот наклон становится слишком крутым, появляются валки с особенно отчетливо выраженной, а именно, плоской конической, формой, в частности, в концевой части валка. Там находятся гладкая зона и зона закругления валков, где значительное уменьшение диаметра сказывается особенно отрицательно, поскольку оно вызывает нежелательное кручение прокатываемого материала во время прокатки. Эта опасность существует в указанной конструкции из-за необходимости крутого наклона осей валков и обусловленной этим плоской конической формы валков.
Хотя в DE-OS 31 13 461 за счет смещения планетарных шестерней по окружности продольной оси прокатываемого материала радиальное удаление ступенчато расположенных в направлении периферии шестерен привода прокатных валков несколько уменьшено, вышеупомянутые недостатки таким путем удалось уменьшить незначительно. В основном, они остались и в этой конструкции.
Из DE 195 10 715 С2 известно устройство для поперечно-винтовой прокатки трубчатого или пруткового прокатываемого материала с двумя или более приводными валками, вращающимися вокруг продольной оси прокатываемого материала, оси которых имеют наклон относительно продольной оси прокатываемого материала, причем для осуществления подачи прокатываемого материала наклонные оси валков проходят в тех плоскостях, которые, если смотреть в направлении продольной оси прокатываемого материала, располагаются параллельно продольной оси прокатываемого материала, рядом с ней и на некотором радиальном удалении от нее. Валки приводятся во вращение непосредственно планетарной шестерней, окружающей продольную ось прокатываемого материала, с помощью соответствующей находящейся с ней в зацеплении и окружающей соответствующую ось валка ведущей шестерни с зубчатым венцом конической шестерни со смещенной осью. Ведущие шестерни, входящие в зацепление с солнечной шестерней, в области ступицы могут иметь внутреннее зацепление, в которое входит внешнее зацепление оси, несущей соответствующий валок, установленной во вращающихся эксцентриковых втулках и перемещающейся в поперечном направлении относительно ведущего колеса и продольной оси прокатываемого материала. Недостатком этой конструкции является то, что необходимы конические шестерни со смещенной осью. Последние могут быть рассчитаны и выполнены лишь немногими высококвалифицированными изготовителями, требуют специального инструмента, и их изготовление, соответственно, является дорогостоящим.
Задачей изобретения является создание устройства такого рода, которое было бы лишено недостатков известных конструкций и которое прежде всего имело бы меньшие габариты при более высокой производительности.
При решении этой задачи исходят из известной вышеописанной конструкции. При этом в устройстве согласно изобретению вместо ведущей шестерни с зубчатым венцом конической шестерни со смещенной осью предусмотрена ведущая шестерня, средняя ось которой располагается в плоскости, в которой находится также продольная ось прокатываемого материала, так что средняя ось ведущей шестерни сама проходит без наклона в тех плоскостях, которые, если смотреть в направлении продольной оси прокатываемого материала, располагаются параллельно продольной оси прокатываемого материала рядом с ней и на некотором радиальном удалении от нее. Это смещение оси достигается за счет того, что вал, несущий соответствующий прокатный валок, установлен со смещением оси относительно средней оси ведущей шестерни таким образом, что он имеет наклон в тех плоскостях, которые, если смотреть в направлении продольной оси прокатываемого материала, располагаются параллельно продольной оси прокатываемого материала, рядом с ней и на некотором радиальном удалении от нее. Для привода валка ведущая шестерня, входящая в зацепление с солнечной шестерней, имеет в области ступицы внутреннее зацепление, в которое входит внешнее зацепление вала, несущего соответствующий прокатный валок.
Благодаря этой форме выполнения согласно изобретению становятся ненужными шарнирные валы и соединения, а также шестерни, располагавшиеся раньше, помимо соответствующих ведущих шестерен, между солнечной шестерней и осями валков. Радиальное удаление осей валков от продольной оси прокатываемого материала компенсируется, то есть перекрывается за счет зубчатого венца конической шестерни со смещенной осью у ведущих шестерен и солнечной шестерни. Это выгодным образом делает устройство значительно более компактным. Достигнутое согласно изобретению исключение многих деталей позволяет уменьшить массы, вращающиеся вокруг продольной оси прокатываемого материала, сократить интервалы между оставшимися деталями и тем самым существенно помешать возникновению центробежных сил, так что устройство при постоянном поперечном сечении прокатываемого материала не только становится меньше, но и может вращаться вокруг продольной оси прокатываемого материала со значительно большим числом оборотов и, следовательно, иметь большую пропускную способность в отношении прокатываемого материала, то есть явно более высокую производительность. В форме выполнения согласно изобретению угол наклона между осями валков и продольной осью прокатываемого материала также удается сделать относительно небольшим, что позволяет не только уменьшить ведущие шестерни и тем самым все устройство, но и сделать коническую форму валков менее выраженной, т.е. более цилиндрической. При этой форме валка его диаметр, в частности, в области гладкой и закругленной зоны, уменьшается менее резко, так что кручение прокатываемого материала, обычно легко возникающее в этой области прежде всего при прокатке тонкостенных труб, предотвращается.
В предпочтительной форме выполнения изобретения валы, несущие прокатные валки, установлены в своих подшипниковых опорах без возможности перестановки. В этой форме выполнения регулировка радиального удаления валков, или их валов, от продольной оси прокатываемого материала не возможна, так что подача прокатываемого материала остается постоянной. В этой простой форме выполнения прежде всего достигается особенно высокая компактность в сочетании с большой жесткостью в отношении возникающих усилий прокатки.
В противоположность этому возможно также, чтобы вал, несущий соответствующий прокатный валок, если он расположен во вращающихся эксцентриковых втулках, был выполнен с возможностью установки в поперечном направлении относительно ведущей шестерни и продольной оси прокатываемого материала.
В предпочтительной форме выполнения изобретения валки переставляются в направлении своих осей. Это достигается прежде всего за счет аксиального перемещения, предпочтительно, плавно регулируемой подшипниковой опоры валов, несущих упомянутые прокатные валки. Таким образом удается изменять самый малый диаметр, совместно описываемый прокатными валками, и тем самым окончательный диаметр прокатываемого материала. Перестановка валов и валков в продольном направлении осей валков допускает также возможность ее комбинирования с вышеупомянутой регулировкой поперечной установки осей валков, так что в устройстве, выполненном таким образом, поддаются изменению как внешний диаметр прокатываемого материала, так и подача последнего. С другой стороны, перестановка валков в направлении их осей может производиться также вышеописанным образом с помощью вставок. Доработанные валки благодаря использованию дополнительных вставок могут быть снова установлены в желательное положение при высокой точности и воспроизводимости регулировки калибра.
В одной из особенно предпочтительных форм выполнения изобретения предусмотрены в общей сложности четыре приводных валка. Применение четырех валков вместо обычно часто встречающихся трех имеет то преимущество, что поперечник прокатываемого материала охватывается валками значительно крепче. Это, в частности, при прокатке тонкостенных труб ведет к меньшему расширению прокатываемого материала между валками и тем самым к сокращению дополнительного напряжения изгиба и кручения материала. Кроме того, при наличии четырех валков диаметры прокатных валков, обеспечивающие возможно больший охват прокатываемого материала, меньше, чем у трех валков. Меньшие диаметры валков, помимо этого, имеют большое преимущество в части уменьшения момента прокатки, так что все детали привода валков и ротора могут быть выполнены еще более компактными и легкими, что делает более компактным и само устройство в целом. Поэтому применение валков с особенно малыми диаметрами, у которых уменьшение диметра в области гладкой и закругленной зоны более заметно, а проблема кручения прокатываемого материала тем самым встает с большей остротой, в устройстве согласно изобретению не является проблематичным, поскольку оно обеспечивает особенно малый угол наклона, который в этом случае компенсируется.
Изобретение с помощью чертежей поясняется далее на примерах осуществления.
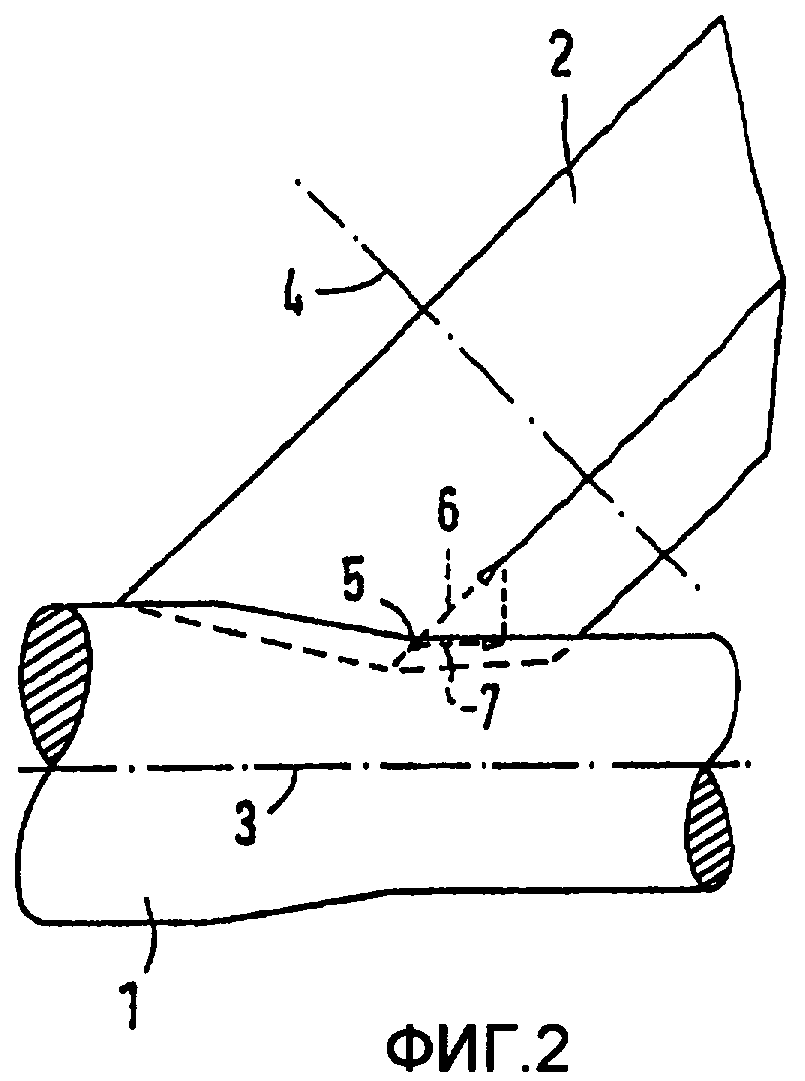
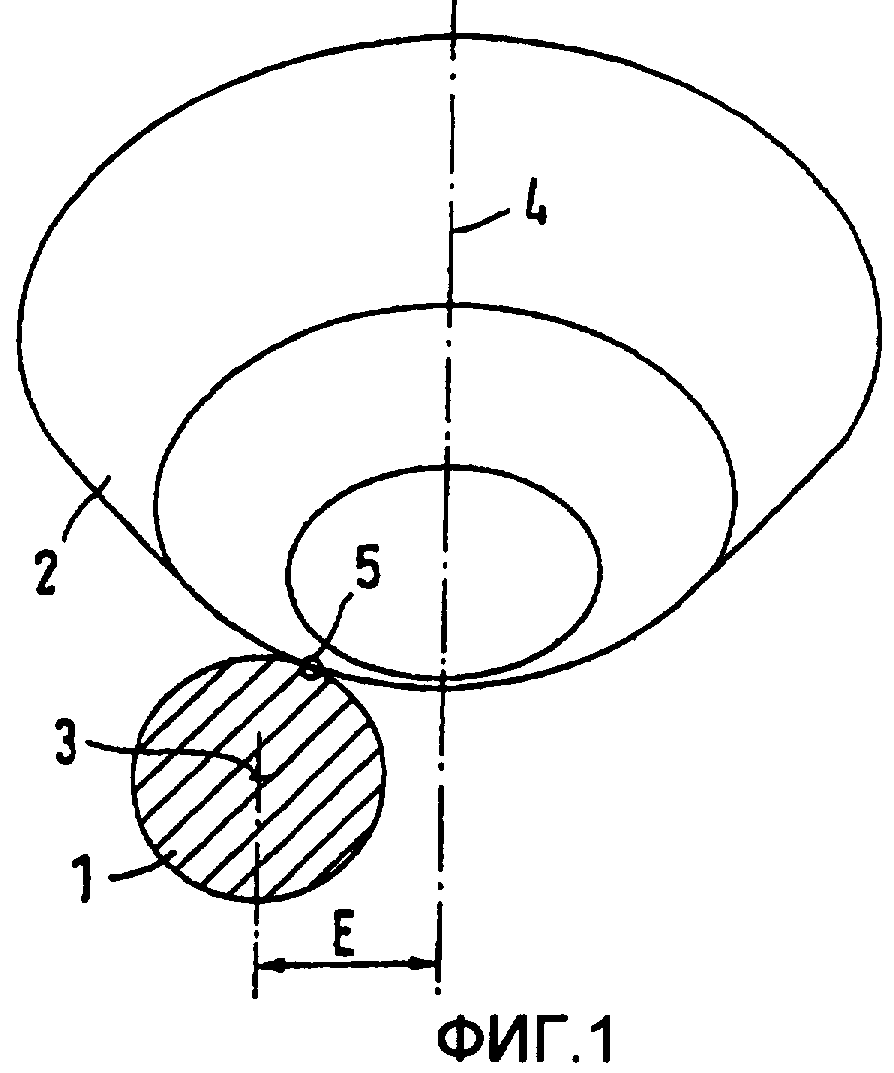
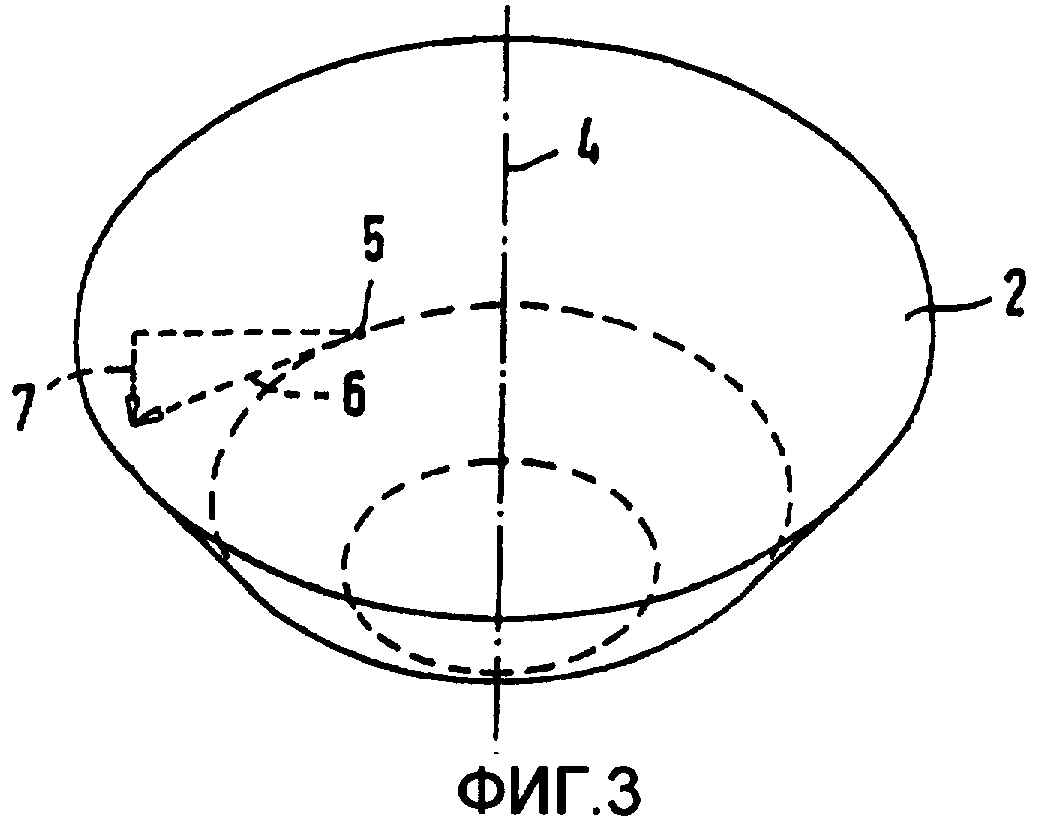
Фиг. 1-3 изображают виды спереди и сбоку, а также сверху расположения осей валков,
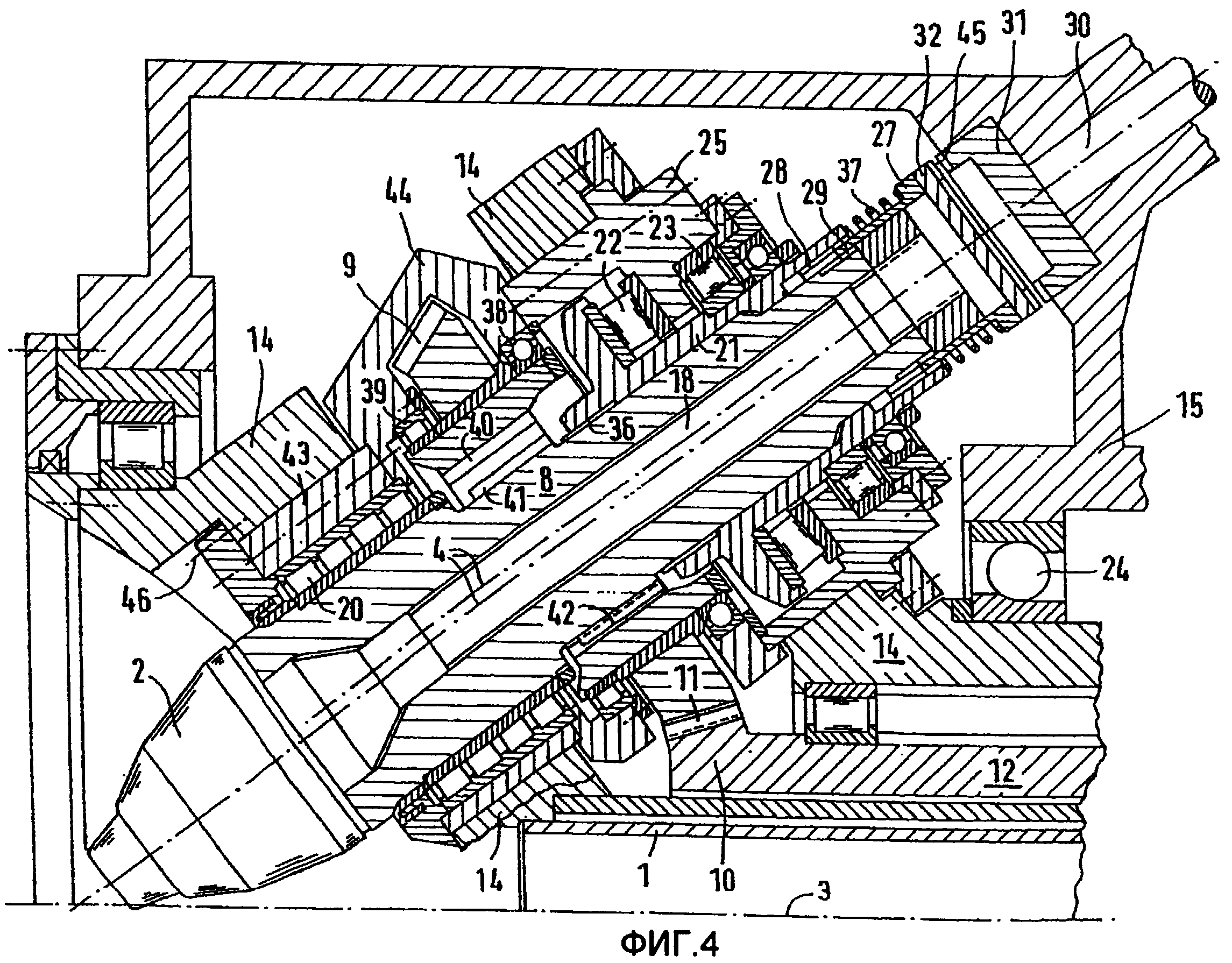
фиг. 4 - устройство согласно изобретению с возможностью аксиальной и радиальной перестановки валов.
На виде спереди, изображенном на фиг. 1, показано поперечное сечение прокатываемого материала 1. Изображен массивный пруток. Однако прокатываемым материалом 1 может быть также труба или трубная заготовка, а в ней может находиться внутренний инструмент, как, например, стержень оправки. Прокатываемый материал 1 деформируется с помощью нескольких окружающих его валков 2, хотя на фиг. 1-3 показан лишь один валок. Валки 2 наподобие планет вращаются вокруг продольной оси 3 прокатываемого материала 1, проходящей вертикально относительно плоскости чертежа на фиг. 1. При этом валки 2 вращаются вокруг собственных осей 4 и воздействуют на внешнюю поверхность прокатываемого материала 1. Валки 2 в представленном примере, в основном, выполнены коническими, однако они имеют форму соединенных между собой усеченных конусов с боковыми поверхностями, имеющими различный наклон. Последнее особенно отчетливо видно на виде сбоку, изображенном на фиг. 2, где также показано, что ось 4 валка имеет наклон относительно продольной оси 3 прокатываемого материала 1 на некоторый угол. Один этот сам по себе известный угол наклона не может вызвать никакого продвижения прокатываемого материала 1, если ось 4 валка и продольная ось 3 прокатываемого материала 1 располагаются в одной плоскости. На виде спереди, если смотреть в направлении продольной оси 3 прокатываемого материала 1, видно, что плоскость, в которой ось 4 валка имеет наклон, располагается рядом с продольной осью 3 прокатываемого материала 1 на радиальном удалении «Е» от нее и, кроме того, параллельно ей. Если обратиться к точке 5 касания валка 2 с прокатываемым материалом 1, то можно констатировать, что окружная скорость 6 валка 2 имеет составляющую 1, действующую в направлении подачи прокатываемого материала 1. Эту составляющую, обеспечивающую подачу прокатываемого материала 1, можно также увидеть на виде сверху, изображенном на фиг. 3.
На фиг. 4 устройство изображено в частичном продольном разрезе, где валки 2 и их оси 4 расположены в порядке согласно изобретению. Два валка 2 видны, в то время как два других валка 2 из их общего числа четырех в этом примере, находящихся на переднем и на заднем плане, не показаны, чтобы лучше продемонстрировать положение обоих других валков 2.
Валки 2 приводятся во вращение с помощью двигателей. Привод осуществляется посредством несущих валов 8, внешнее зацепление 41 которых взаимодействует с внутренним зацеплением 40 ведущих шестерен 9. Ведущие шестерни 9 вместе входят в зацепление с солнечной шестерней 10, охватывающей прокатываемый материал 1. При этом используется зацепление конических шестерен 11. Солнечная шестерня 10 имеет продолговатую приводную втулку 12, прочно на скручивание соединяющую солнечную шестерню 10 с шестерней 13, которая с помощью звездочки 49 приводится во вращение двигателем с самостоятельной регулировкой (не показан). Валы 8, несущие прокатные валки 2, установлены с возможностью вращения в одном роторе 14, который, в свою очередь, вращается вокруг продольной оси 3 прокатываемого материала 1, поскольку он установлен в корпусе 15 с возможностью вращения. Ротор 14 приводится во вращение с помощью еще одной звездочки 16, входящей в зацепление с его зубчатым венцом 17 и также приводимой во вращение отдельным двигателем (не показано).
Конструкция, изображенная на фиг. 4, обеспечивает аксиальную перестановку валков 2 за счет регулировки валов 8. Валки 2, соответственно, прочно стянуты в аксиальном направлении со своим валом 8 с помощью стяжки 18, установленной в центральном продольном отверстии последней. Радиальный подшипник 20 обеспечивает ограниченное, но достаточное аксиальное перемещение вала 8. Втулка 21 подшипника с помощью аксиального подшипника 22 и радиального подшипника 23 установлена с возможностью вращения в роторе 14, который, в свою очередь, установлен в корпусе 15 с помощью подшипника 24. Ротор 14 содержит втулку 25, охватывающую как вал 8, так и окружающую ее втулку 21 подшипника. Эта втулка 25 соединена с ротором 14 и вращается вместе с ним вокруг продольной оси 3 прокатываемого материала 1. В остальном втулка 25 неподвижна. Вал 8, а с ним валок 2 и стяжка 18 также выполняют вращательное движение вокруг продольной оси 3 прокатываемого материала 1, однако последние детали могут перемещаться относительно остальных деталей, в частности, относительно втулки 25, в направлении оси 4 валка 2. При этом устанавливается прочное на скручивание соединение втулки 21 и вала 8 с валком 2 с помощью соединительной втулки 27, которая, с одной стороны, входит в зубчатое зацепление 28 втулки 21 подшипника, а, с другой, в зубчатое зацепление 29 вала 8. Зубчатые зацепления 28 и 29 обеспечивают относительное перемещение в продольном направлении.
Если при наладке устройства валок 2 следует переставить в аксиальном направлении, ротор 14 поворачивается в установочное положение. Рабочий цилиндр 30 в порядке противодействия нажимной пружине 37 в аксиальном направлении выдвигает вперед с помощью втулки 31 тарелку 32.
Протяженность зубчатого зацепления 29 лишь соответствует протяженности зацепления на соединительной втулке 27. Если последняя перемещается рабочим цилиндром 30 в направлении валка 2, зубчатое зацепление 29 из-за меньшей протяженности вскоре размыкается. После этого вал 8, а с ним и валок 2 с помощью солнечной шестерни 10 и ведущей шестерни 9 могут вращаться относительно прочной на скручивание втулки 21 подшипника, а благодаря резьбе 36 перемещаться в аксиальном направлении. При этом втулка 21 прочно на скручивание удерживается рабочим цилиндром 30 с помощью его втулки 31, зацепления 45, тарелки 32, соединительной втулки 27, свинченной с последней, и зубчатого зацепления 28.
Вал 8, а вместе с ним валок 2 переставляются в направлении, поперечном направлению продольной оси 3 прокатываемого материала 1. Ведущая шестерня 9 установлена в соединительной детали ротора 44 с возможностью вращения с помощью неподвижного подшипника 38 и холостого подшипника 39 и таким образом остается в надежном зацеплении с солнечной шестерней 10. Однако в области ступицы ведущая шестерня 9 имеет внутреннее зацепление 40, с которым взаимодействует внешнее зацепление 41. Все же это имеет место только на ограниченной части окружности 42, поскольку внешнее зацепление 41 вала 8 имеет явно меньший диаметр, чем внутреннее зацепление 40. Это приводит к перемещению вала 8. Последний монтируется в эксцентриковой втулке 43, прочно на скручивание устанавливаемой в роторе 14, а втулка 25 на фиг. 6 выполнена в виде такой же эксцентриковой втулки. Кручение этих эксцентриковых втулок 25 и 43, в которых располагаются радиальные подшипники 23 и 20, вызывает поперечное перемещение вала 8 и прокатного валка 20. Кручение обеих эксцентриковых втулок 25, 43 происходит синхронно с помощью объединяющей их соединительной детали 44, после чего винты 46 отпускаются.
В вышеописанных примерах выполнения, приведенных на фигурах, направление прохождения прокатываемого материала выбрано с таким расчетом, чтобы расположение валков получалось сходящимся. Однако направление прохождения прокатываемого материала может быть также изменено, вследствие чего расположение валков обозначается как расходящееся. Последнее имеет место, когда устройство используется, например, в качестве расширительной клети для труб.
Прокатная клеть
Прокатная установка для получения трубчатого продукта и способ получения трубчатого продукта (варианты)
Устройство и способ для установки аксиального положения упорного подшипника оси относительно эталонного элемента
Оправка или стержень оправки для изготовления труб
Перевалочное устройство прокатных клетей
Прокатная клеть
Прокатная установка для получения трубчатого продукта и способ получения трубчатого продукта (варианты)
Устройство и способ для установки аксиального положения упорного подшипника оси относительно эталонного элемента
Оправка или стержень оправки для изготовления труб
Перевалочное устройство прокатных клетей

