Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к устройствам, обеспечивающим обработку материалов лазерным излучением.
Известен способ лазерной обработки материалов, включающий фокусирование излучения твердотельного лазера на обрабатываемом материале и настройку параметров пучка лазерного излучения в соответствии с заданным соотношением между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы, наведенной в активном элементе излучением накачки, осуществляемую с помощью подбора радиусов кривизны полностью отражающего и выходного зеркал резонатора и расстояний между зеркалами резонатора [1].
Известна также установка для лазерной обработки материалов, включающая основание, установленный на основании твердотельный лазер, содержащий полностью отражающее и выходное зеркала резонатора, активный элемент, систему оптической накачки активного элемента, устройство изменения мощности накачки, и оптическую систему для фокусирования лазерного излучения на обрабатываемый материал [1].
В известных способе и устройстве условие устойчивости резонатора лазера определяют параметры входящих в него элементов: радиусы кривизны зеркал резонатора R1, R2, расстояния между элементами резонатора L1, L2, длина активного элемента L, его показатель преломления n и величина оптической силы тепловой линзы D=1/f, наведенной в активном элементе излучением накачки. При изменении мощности накачки лазера величина тепловой линзы в его активном элементе меняется, при этом резонатор может выйти за пределы области устойчивости.
В зависимости от параметров используемых элементов нижняя DII и верхняя DIV границы области устойчивости резонатора определяются соотношениями [2]:


где d1,2=L1,2+L/2n.
Допустимые пределы изменения оптической силы тепловой линзы ΔD=Δ(1/f), соответствующие ширине зоны устойчивости резонатора, определяются разностью

При этом величина оптической силы тепловой линзы D=1/f в центре зоны устойчивости резонатора выбирается в качестве рабочего значения

Опыт работы заявителей с установками для лазерной обработки материалов, который подтверждается и в [1], показывает, что для обеспечения высокого качества пучка лазерного излучения и его стабильности ширина зоны устойчивости резонатора ΔD=Δ(1/f) не должна превышать 20% от величины оптической силы тепловой линзы D=1/f, соответствующей рабочему значению мощности накачки.
Поэтому для заданной рабочей мощности накачки лазера P1 определяется соответствующая величина тепловой линзы в его активном элементе f1 и затем зеркала резонатора устанавливаются так, чтобы значение D1=1/f1 находилось в центре зоны устойчивости резонатора и при этом выполнялось неравенство Δ(1/f1)<0,2×(1/f1).
В процессе генерации лазера при заданной мощности накачки и при параметрах резонатора, обеспечивающих оптимальное (или заданное) соотношение ΔD1/D1, на выходе резонатора формируется высококачественный пучок лазерного излучения, характеризующийся диаметром и расходимостью. Оптическая система для фокусирования лазерного излучения на обрабатываемый материал сохраняет постоянной величину произведения диаметра пучка на его расходимость [2], тем самым обеспечивая полученное в лазере высокое качество пучка в зоне фокусировки.
Обрабатываемые материалы различаются по температуре плавления, по теплопроводности, по коэффициенту отражения лазерного излучения. Кроме того, для разных материалов используются различные режимы обработки. Все это требует соответствующего изменения мощности накачки. Однако использование известного способа и устройства обеспечивает высокое качество лазерного пучка на обрабатываемом материале только в окрестности одной фиксированной мощности накачки, соответствующей D1=1/f1. Это ограничивает возможность использования установки, позволяя применять ее только для одного фиксированного режима обработки конкретного материала.
Результат, для достижения которого направлено данное техническое решение, заключается в улучшении эксплуатационных характеристик устройства для лазерной обработки материалов с различными свойствами.
Указанный результат достигается за счет того, что в способе лазерной обработки материалов, включающем фокусирование излучения твердотельного лазера на обрабатываемом материале и настройку параметров пучка лазерного излучения в соответствии заданным соотношением между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы, наведенной в активном элементе излучением накачки, осуществляемую с помощью подбора радиусов кривизны полностью отражающего и выходного зеркал резонатора и расстояний между зеркалами резонатора, изменение режима обработки материала осуществляют изменением мощности накачки при сохранении заданного соотношения между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы, причем для поддержания заданной величины соотношения меняют радиус кривизны полностью отражающего зеркала и устанавливают его на соответствующем расстоянии от активного элемента. Соотношение между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы, наведенной в активном элементе излучением накачки, принимают меньшим 0,2.
Указанный результат достигается за счет того, что установка для лазерной обработки материалов, включающая основание, установленный на основании твердотельный лазер, содержащий полностью отражающее и выходное зеркала резонатора, активный элемент, систему оптической накачки активного элемента, устройство изменения мощности накачки и оптическую систему для фокусирования лазерного излучения на обрабатываемый материал, снабжена, по меньшей мере, одним дополнительным зеркалом, установленным подвижно относительно основания между полностью отражающим зеркалом и активным элементом и выполненным с возможностью фиксации его на оптической оси резонатора.
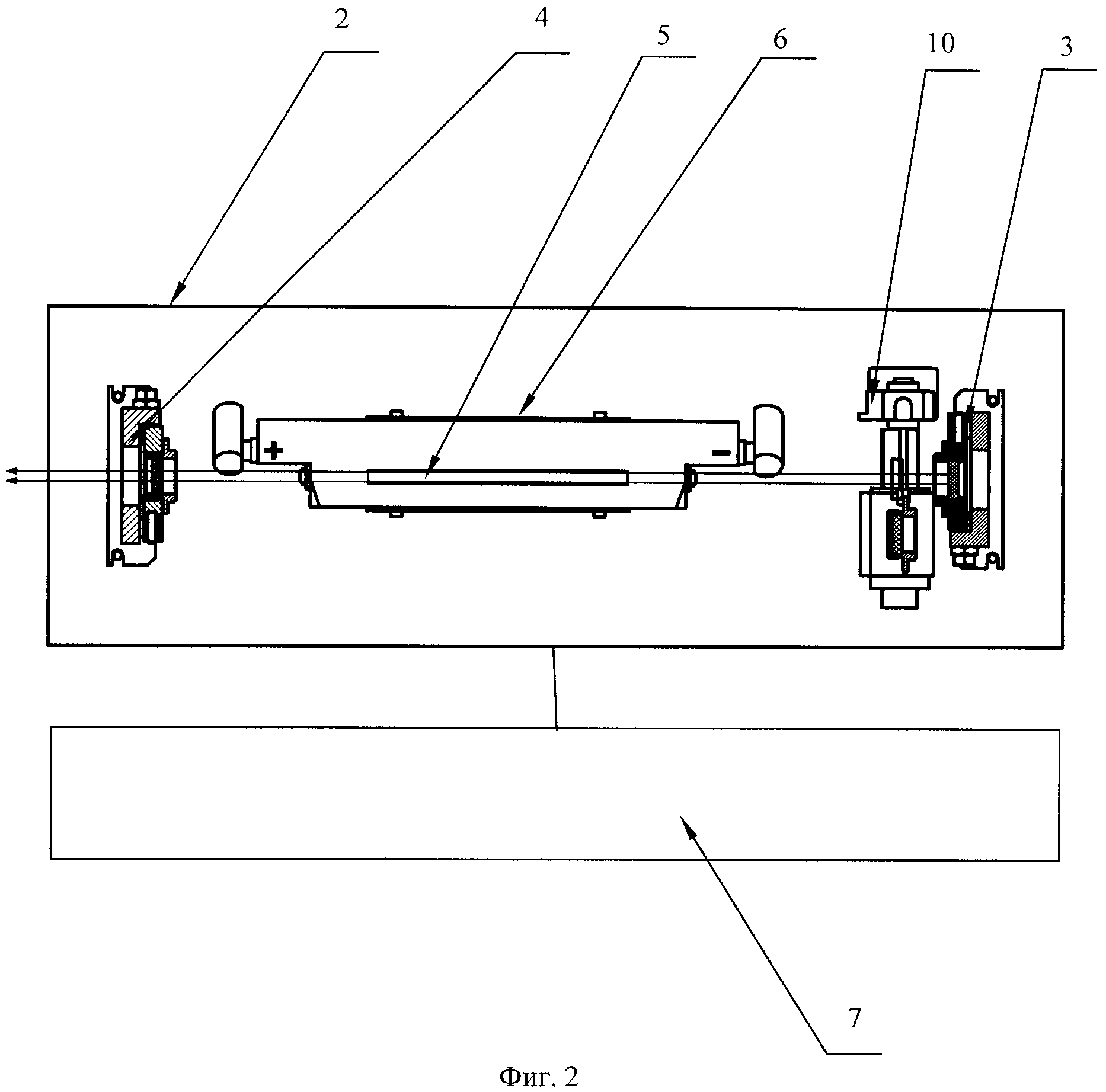
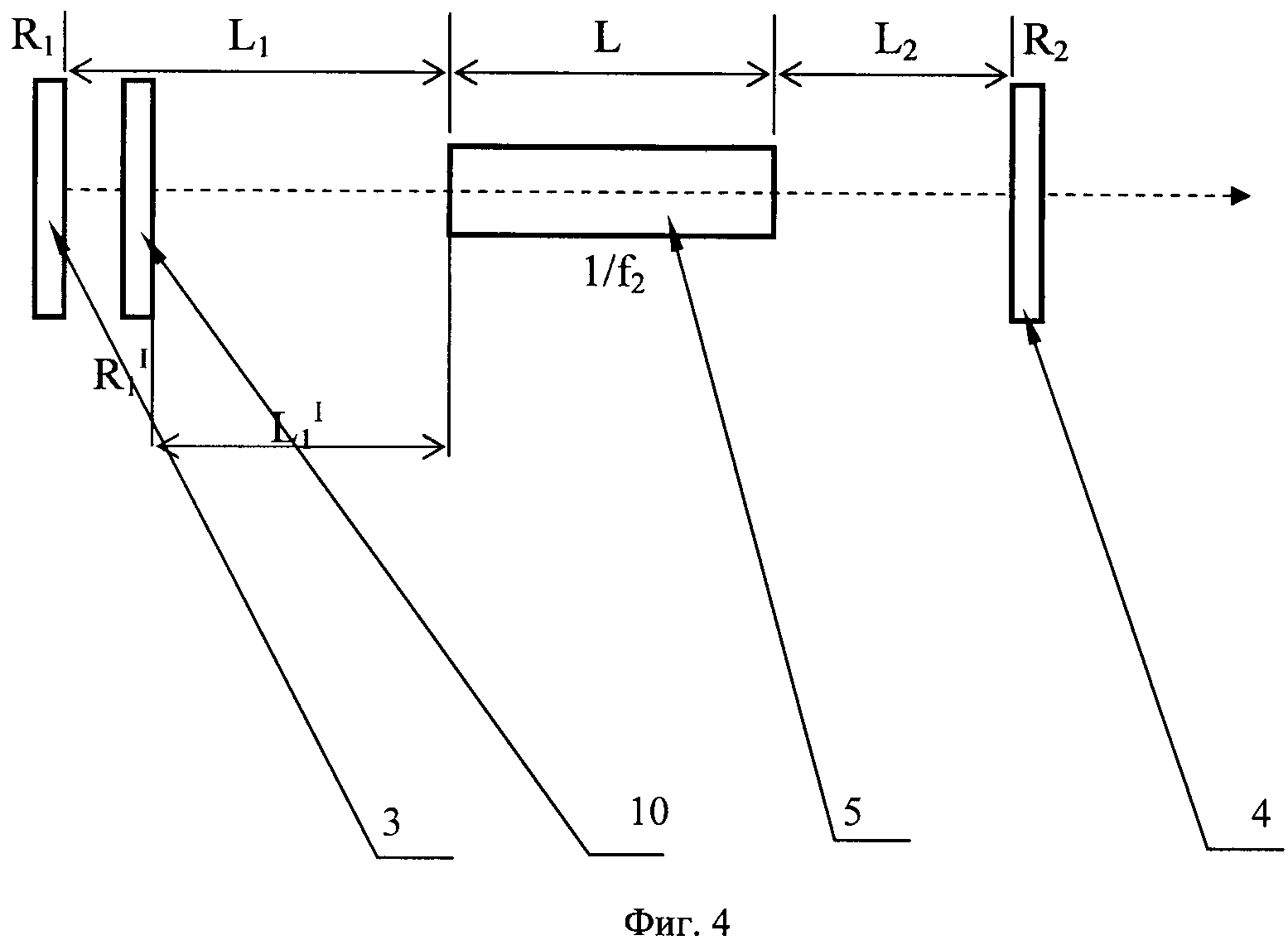
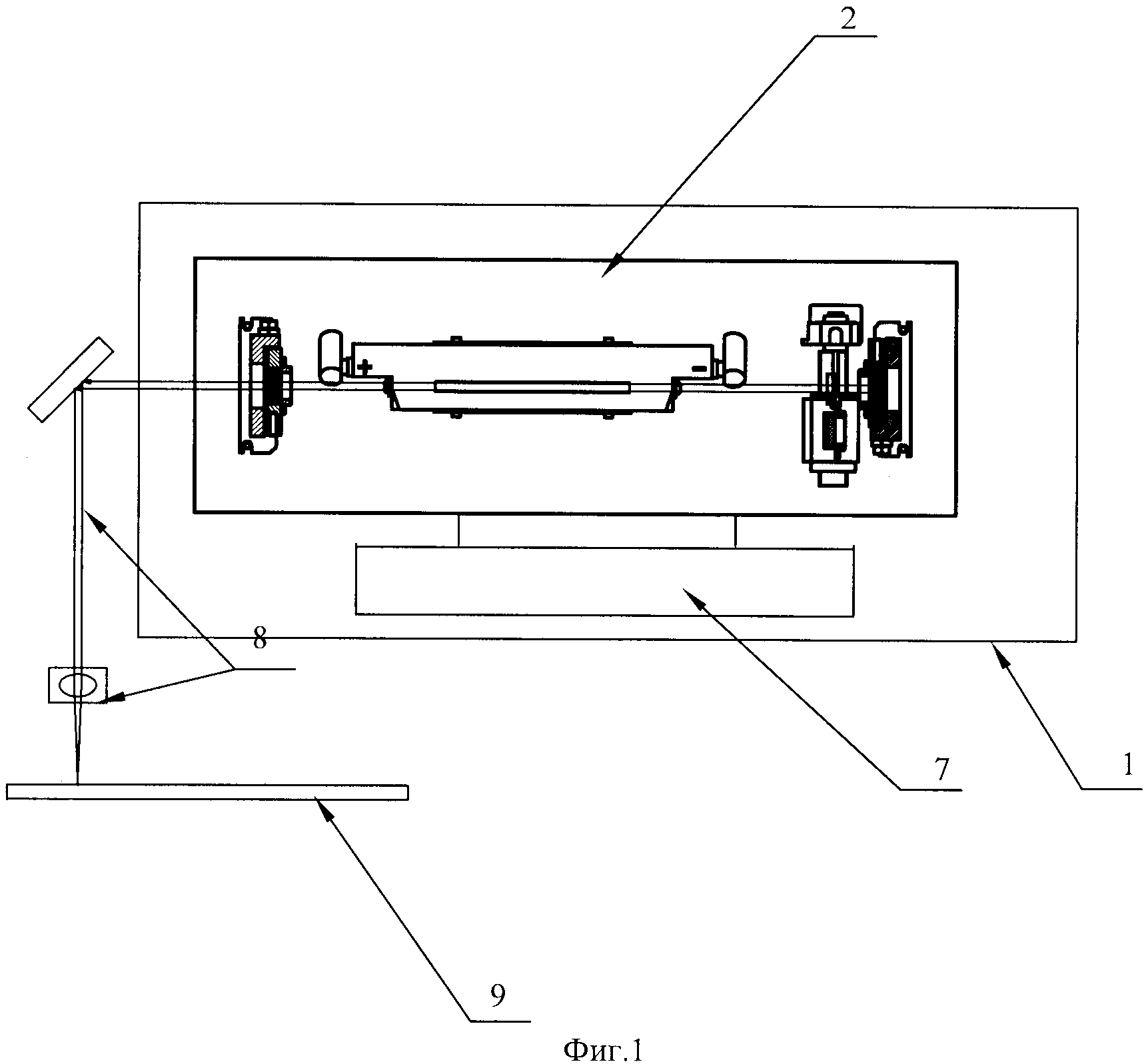
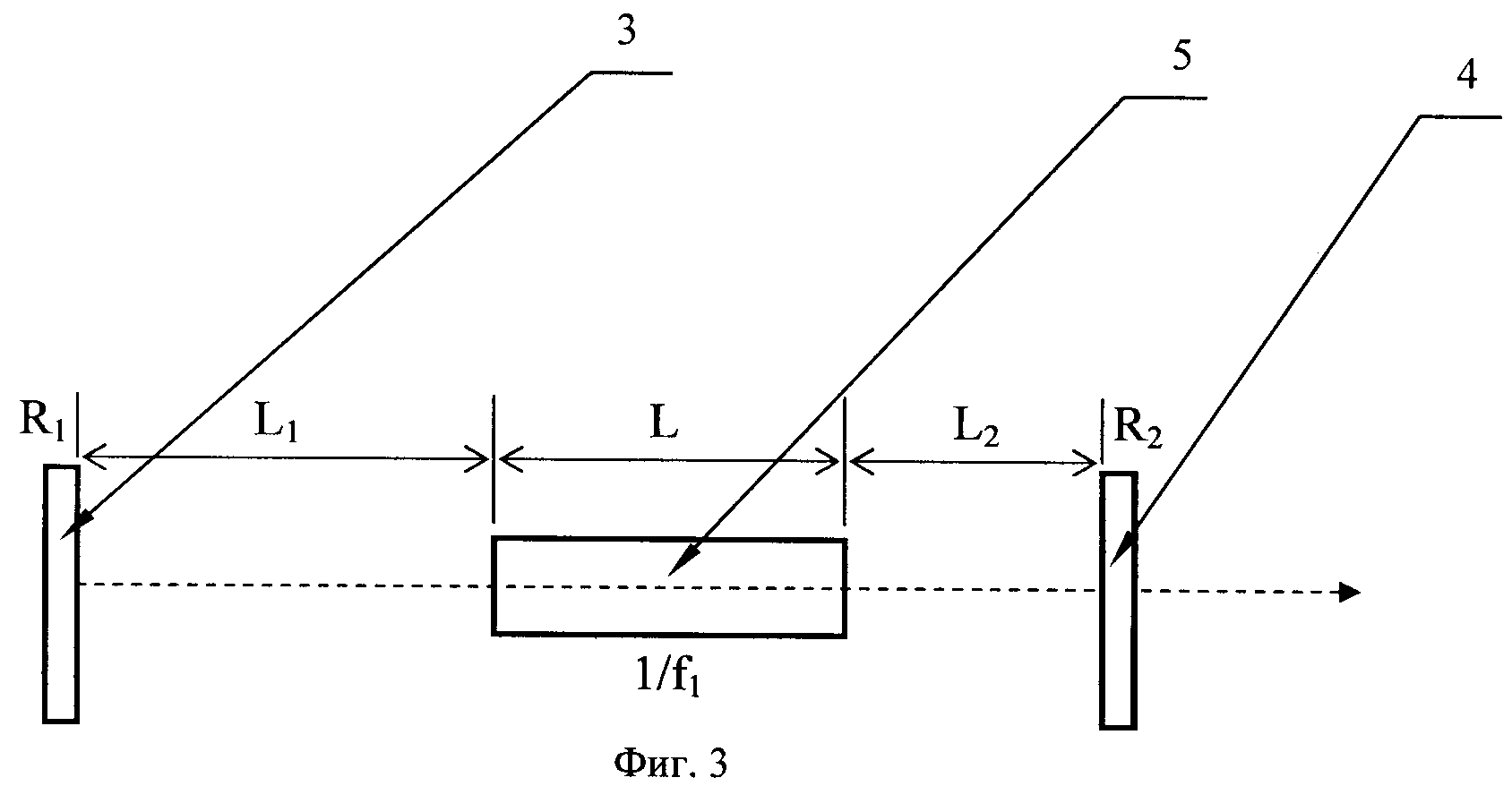
Изобретение поясняется чертежами, где на фиг.1 представлен пример выполнения установки для лазерной обработки материалов, на фиг.2 - лазер, на фиг.3-4 - схемы, поясняющие работу устройства.
Установка для лазерной обработки материалов, включает основание 1, установленный на основании твердотельный лазер 2, содержащий полностью отражающее 3 и выходное 4 зеркала резонатора, активный элемент 5, систему оптической накачки 6 активного элемента 5, устройство изменения мощности накачки 7 и оптическую систему 8 для фокусирования лазерного излучения на обрабатываемом материале 9.
Установка для лазерной обработки материалов снабжена, по меньшей мере, одним дополнительным зеркалом 10, установленным подвижно относительно основания 1 между полностью отражающим зеркалом 3 и активным элементом 5.
Способ осуществляют следующим образом.
За счет подбора радиусов кривизны полностью отражающего и выходного зеркал резонатора и расстояний между зеркалами резонатора производят настройку параметров пучка лазерного излучения, устанавливая заданное соотношение между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы, наведенной в активном элементе излучением накачки. Далее производят фокусирование пучка лазерного излучения на обрабатываемом материале. При необходимости изменения режима обработки материала осуществляют изменение мощности накачки при сохранении заданного соотношения между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы. Для поддержания заданной величины соотношения меняют радиус кривизны полностью отражающего зеркала и устанавливают его на соответствующем расстоянии от активного элемента.
Пример выполнения способа
Оптическая схема лазера выполнена со следующими параметрами элементов резонатора:
R1=-100 мм, R2=1000 мм, L1=450 мм, L2=550 мм, L=100 мм, n=1,82.
Ширина зоны устойчивости рассмотренного резонатора составляет: ΔD1=A(1/f1)=DIV-DII=3,82 м-1-3,46 м-1=0,36 м-1. Рабочее значение оптической силы тепловой линзы, выбранное в центре зоны устойчивости резонатора, при этом составляет D1=1/f1=3,64 м-1. Отношение (ΔD1)/D1≈0,1.
При изменении режима работы установки, требующем увеличения мощности накачки на 20%, значение оптической силы тепловой линзы в активном элементе возрастет до D2=1/f2=4,2 м-1.
В соответствии с расчетом, проведенным по формулам (1)-(4), для сохранения установленной величины отношения (ΔD2)/D2≈0,1 перед задним зеркалом резонатора на расстоянии L1 I=350 мм, размещаем зеркало с радиусом кривизны R1 I=-70 мм. В этом случае ширина зоны устойчивости полученного резонатора составит ΔD2=Δ(1/f2)=DIV-DII=4,38 м-1-3,96 м-1=0,42 м-1, что обеспечивает сохранение заданного соотношения (ΔD2)/D2. Таким образом, резонатор лазера остается в пределах области устойчивости и выполняется соотношение, обеспечивающее высокое качество пучка лазерного излучения, сфокусированного на обрабатываемом материале.
Таким образом, предложенное техническое решение позволит:
- улучшить эксплуатационные характеристики устройства для лазерной обработки материалов с различными свойствами;
- обеспечить возможность изменения мощности накачки и, следовательно, возможность изменения мощности лазерного излучения на обрабатываемом материале при сохранении параметров лазерного пучка в зоне фокусировки.
Источники информации
1. Патент США №6285705, НКИ 372/99, 2001.
2. N.Hodgson, H.Weber, Laser resonators and beam propagation. Springer, New York, 2005.
Z-манипулятор
Крестовый стол
Координатный стол
Установка для лазерной обработки материалов
Способ закалки элементов конического резьбового соединения источником лазерного излучения
Устройство для послойного изготовления объемных изделий и способ их изготовления
Способ послойного изготовления объемных изделий
Способ послойного изготовления объемных изделий

