Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА РАБОЧЕГО ОРГАНА МАШИНЫ, ЭКСПЛУАТИРУЕМОЙ В ПОЧВЕННОЙ СРЕДЕ
Вид РИД
Изобретение
Изобретение относится к области сельскохозяйственного, дорожного, строительного машиностроения, в частности к изготовлению деталей повышенной износостойкости, работающих в условиях абразивного изнашивания, с повышением их износостойкости.
Известна деталь рабочего органа почвообрабатывающей техники с рифленой рабочей поверхностью, где рифли, выступающие над ней, способствуют повышению стойкости к абразивному изнашиванию за счет снижения пути контактирования абразивной частицы с этой поверхностью и увеличивают вероятность проскальзывания частиц почвы [1].
Недостатками такой конструкции являются: достаточно высокая склонность к залипанию при контактировании с грунтом с повышенным содержанием глины; увеличенный расход металла на изготовление детали.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ упрочнения деталей из среднеуглеродистых и высокоуглеродистых сталей, включающих упрочнение путем кратковременного высокотемпературного воздействия тока силой 16 кА с нанесением на поверхность детали пятен контакта в шахматном порядке или по линиям армирования [2].
Недостатками этого способа являются: сложность технологического процесса из-за нанесения на поверхность детали пятен контакта; сильное термическое воздействие на деталь, способно вызвать ее коробление; значительный расход электроэнергии.
Техническим результатом настоящего изобретения является повышение противоизносных функций рабочей поверхности конструктивного элемента рабочего органа, контактирующей с почвенной средой.
Указанный технический результат достигается тем, что на рабочей части изделия прорезаются пазы, которые в процессе эксплуатации заполняются почвой, выполняющей функцию противоабразивной составляющей. При этом производят заплавку заглубляющей части электродами для износостойкой наплавки, обуславливаемой гранулометрическим составом почвы. Глубина пазов составляет 4-5 мм, что позволяет сохранить жесткость конструкции детали, а ширина пазов и шаг их расположения зависят от гранулометрического состава почв.
Заявленный способ осуществляется за счет ряда факторов. Почвенный состав, попадая в пазы в процессе эксплуатации машины, заполняет их пространство и выполняет противоизносные функции по отношению к почве т.к. по своим свойствам и составу одинаков с обрабатываемой средой, что приводит к росту стойкости к абразивному изнашиванию и обеспечивает совместимость поверхностей контактирования «деталь-почва». Заплавка заглубляющей части электродами, обеспечивающими высокую твердость поверхности, также способствует сопротивляемости изнашиванию, особенно в случае обработки почв с изнашивающей способностью более 100 г/га и наличием каменистых включений.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что повышение износостойкости достигается за счет наличия в пазах абразивных частиц почвы, выполняющих противоизносные функции по отношению к обрабатываемой среде. Кроме того, наличие на заглубляющей части наплавленного твердого слоя также способствует увеличению износостойкости изделий. Таким образом, предлагаемый способ соответствует критерию «новизна».
Известные технические решения предполагают либо наличие на рабочей поверхности периодически повторяющихся рифлей, либо формирование упрочненных участков (точек) за счет контактного воздействия электрического тока большой силы, что отсутствует в предлагаемом способе и позволяет сделать вывод о его соответствии критерию «существенные отличия».
На фиг.1 показаны пазы, прорезанные в носовой части лемеха, и заплавка заглубляющей части, где 1 - рабочая поверхность носка лемеха; 2 - пазы; 3 - наплавленная поверхность.
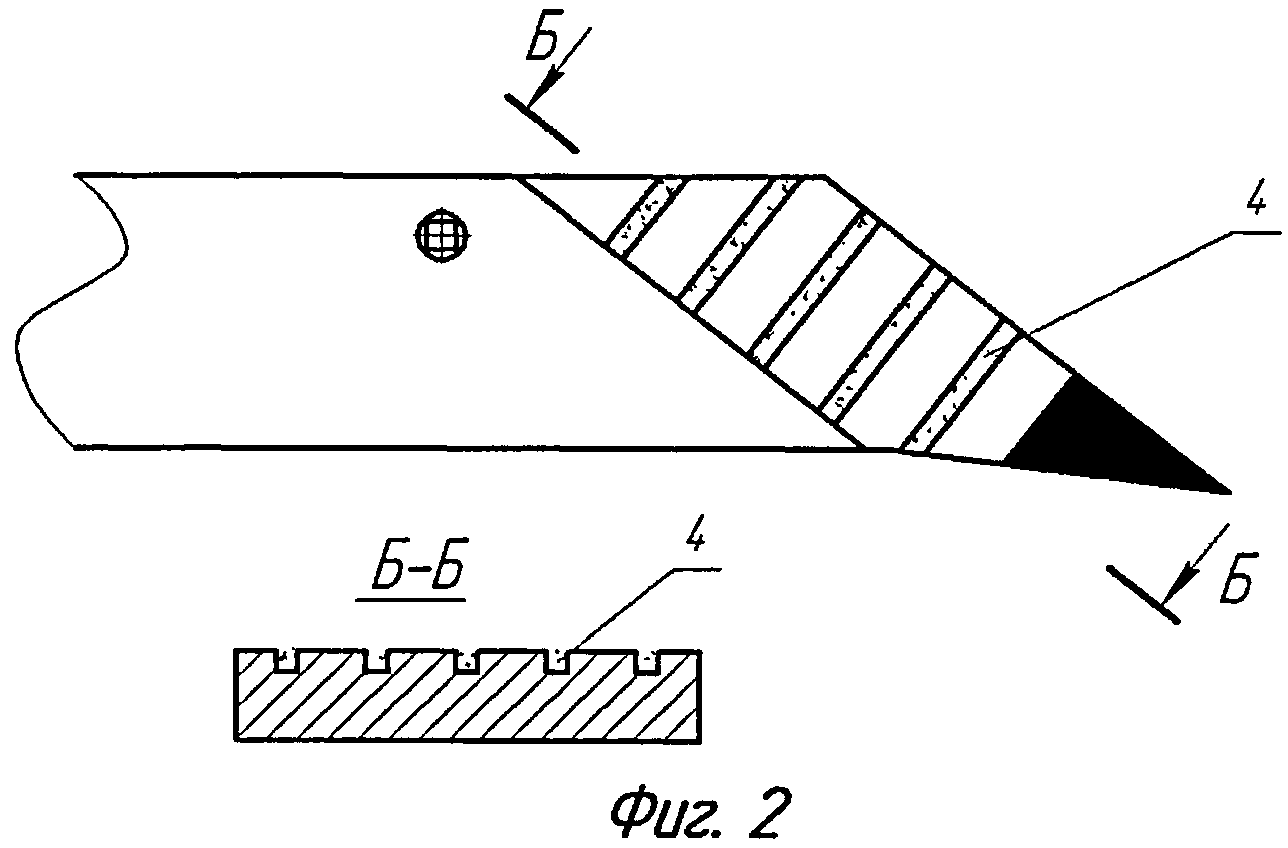
На фиг.2 показаны пазы, заполненные почвенной средой, 4 - почвенная среда.
Осуществление способа поясняется на примере повышения износостойкости лемеха плуга отечественного производства. На рабочей поверхности области носка лемеха 1 (фиг.1) прорезаются пазы 2 дисковой фрезой перпендикулярно полевому обрезу носка глубиной 4-5 мм и шириной 6 мм с расстоянием между ними 20…30 мм. Предварительно производится заплавка носовой части 3 электродом для износостойкой наплавки Т-590, на расстоянии 45 мм. В период эксплуатации происходит заполнение пазов почвенной массой 4 (фиг.2) обеспечивая тем самым увеличение противоизносных функций рабочей поверхности и повышение ее абразивной износостойкости.
Источники информации
1. Патент на полезную модель RU №90287. Лемех плуга для отвальной вспашки с рифленой рабочей поверхностью (лемех Михальченкова А.М.), Опубликовано 10.01.2010, Бюл. №1.
2. Патент на изобретение RU 2270259. Способ упрочнения деталей из среднеуглеродистых и высокоуглеродистых сталей, Опубликовано 20.02.2006, Бюл. №5.
Способ изготовления лемеха плуга, включающий прорезание пазов на его рабочей поверхности в области ожидаемого износа перпендикулярно обрезу носка лемеха, отличающийся тем, что на носок лемеха осуществляют наплавку твердого износостойкого слоя, а пазы прорезают на расстоянии между ними 20-30 мм, при этом глубина пазов составляет 4-5 мм, а ширина - 6 мм.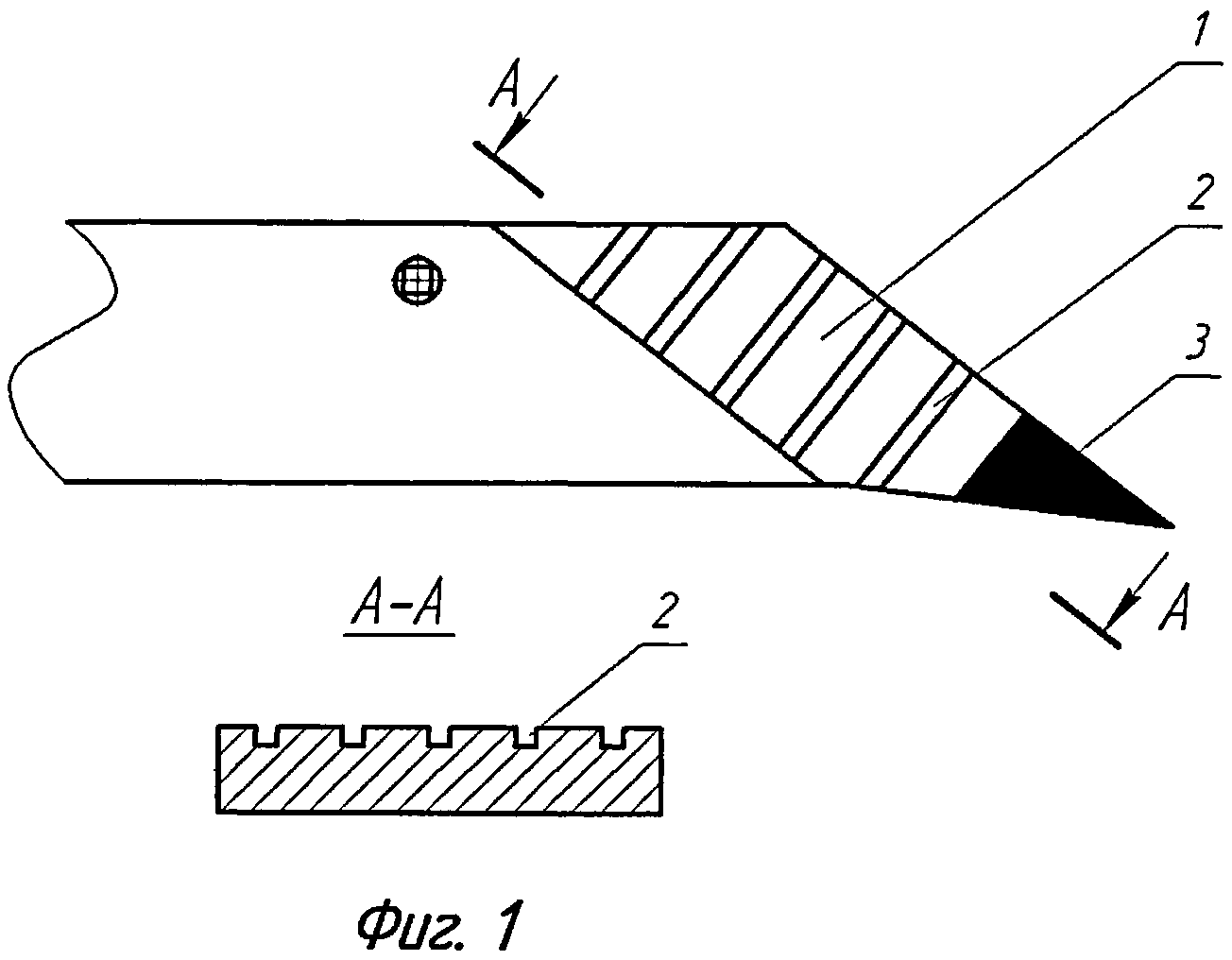
Плужный отвал повышенной долговечности и ремонтопригодности
Отвал корпуса плуга
Долото плужного лемеха
Способ упрочняющего восстановления деталей почвообрабатывающих машин
Лемех плуга
Способ упрочняющего восстановления стрельчатых лап культиваторов различного назначения
Способ восстановления и упрочнения отвала корпуса плуга
Способ упрочняющего восстановления плужного лемеха
Штампосварной плужный лемех повышенной стойкости к абразивному изнашиванию
Способ определения адгезионной прочности клееполимерных дисперсных композитов с металлической подложкой
Способ нанесения композиционных электрохимических покрытий на изделия с последующей электротермической обработкой
Способ упрочняющего восстановления деталей почвообрабатывающих машин
Глубокорыхлитель
Способ получения образцов грунта ненарушенной структуры

