Результат интеллектуальной деятельности: ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК
Вид РИД
Изобретение
Изобретение относится к деревообрабатывающему оборудованию и предназначено для продольного фрезерования с последующим плоским шлифованием паркетных досок и обшивочных материалов.
Известны различные деревообрабатывающие станки, предназначенные для продольного фрезерования досок, бруса, щитов и содержащие станину со смонтированными на ней загрузочным механизмом, механизмом подачи с приводными вальцами, установленными в направлении продольной оси станка, модули фрезерных головок с боковыми горизонтальными фрезами (см., например, патенты RU №№2010698, 2007292, 2354542 и др.).
Указанные типы станков не обеспечивают полной механической обработки лицевой поверхности пилопродукции, что ограничивает их технологические возможности.
В качестве ближайшего аналога заявляемого изобретения выбраны четырехсторонние продольно-фрезерные деревообрабатывающие станки моделей «MASTER 2004», «MASTER 2004S», «MASTER 2005», «MASTER 2005S» (см. ПРИЛОЖЕНИЕ 1). Приведенные модели четырехсторонних продольно-фрезерных деревообрабатывающих станков имеют отличительные особенности в части, касающейся их технических характеристиках по мощности, габаритным параметрам, их оснащению конструктивными узлами для осуществления различных технологических опций.
Продольно-фрезерный деревообрабатывающий станок содержит станину, загрузочный и подающий механизмы, базовые направляющие, установленные в направлении обрабатывающей зоны станка, оснащенной последовательно расположенными в направлении подачи заготовки горизонтально ориентированными и боковыми оппозитно расположенными вертикально ориентированными профилирующими фрезами соответственно для обработки верхней пласти и боковых граней заготовки.
Однако данный станок имеет ограниченные технологические возможности, так как не обеспечивает качественной обработки лицевой поверхности паркетной доски и обшивочных материалов, изготавливаемых из короткомерной пилопродукции.
Технический результат настоящего изобретения состоит в расширении технологических возможностей деревообрабатывающего станка за счет получения из короткомерной пилопродукции готовой продукции, а именно паркетной доски и обшивочных материалов с качественной обработкой лицевой поверхности.
Для решения поставленной технической задачи предложен продольно-фрезерный деревообрабатывающий станок, содержащий станину, загрузочный и подающий механизмы, базовые направляющие, установленные в направлении обрабатывающей зоны станка, оснащенной последовательно расположенными в направлении подачи заготовки горизонтально ориентированной и боковыми оппозитно расположенными вертикально ориентированными профилирующими фрезами соответственно для обработки верхней пласти и боковых граней заготовки, при этом обрабатывающая зона станка снабжена расположенной перед горизонтально ориентированной фрезой пазовой фрезой и расположенным за боковыми вертикально ориентированными фрезами калибровально-шлифовальным устройством соответственно для формирования продольно ориентированных параллельных пазов на нижней пласти заготовки и для поверхностной обработки последней, станок имеет базовые направляющие, одна из которых расположена в зонах обработки горизонтально ориентированной и вертикально ориентированных профилирующих фрез и имеет вертикально ориентированные параллельные рабочие поверхности, расположенные в плоскостях формирования пазовой фрезой продольно-ориентированных пазов на нижней пласти заготовки, а другая базовая направляющая расположена в зонах обработки калибровально-шлифовального устройства и имеет боковые профилированные поверхности, расположенные в плоскостях формирования профилей вертикально ориентированными фрезами на боковых гранях заготовки.
В настоящем изобретении пазовые фрезы выполнены в виде соосно установленных параллельно расположенных дисковых пил.
В настоящем изобретении калибровально-шлифовальное устройство выполнено в виде последовательно расположенных в направлении подачи заготовки шлифовальных блоков с приводными и не приводными шкивами, имеющими крупнозернистые и мелкозернистые шлифовальные ленты соответственно для черновой и чистовой обработки нижней пласти заготовки.
В настоящем изобретении шлифовальные блоки с крупнозернистыми шлифовальными лентами выполнены последовательно расположенными в направлении подачи заготовки групп приводных и не приводных шкивов, при этом плоскости I-I, проходящие через оси вращения шкивов параллельны и поперечно ориентированы к продольно-вертикальной плоскости II-II, проходящей через обрабатывающую зону станка.
В настоящем изобретении узколенточный шлифовальный блок с мелкозернистой шлифовальной лентой имеет приводной и не приводной шкивы, при этом плоскость, проходящая через оси вращения шкивов параллельна продольно-вертикальной плоскости II-II, проходящей через обрабатывающую зону станка.
В настоящем изобретении станок снабжен расположенным за калибровально-шлифовальным устройством щеточно-шлифовальным блоком для чистовой обработки нижней и верхней пластей заготовки.
При реализации изобретения благодаря описанному выше конструктивному выполнению станка при наличии в его составе пазовых фрез, калибровально-шлифовального устройства при соответствующем конструктивном выполнении базовых направляющих обеспечивается качественное позиционирование короткомерной пилопродукции относительно обрабатывающей зоны станка и качественная механическая обработка пластей заготовки с получением готовой продукции в виде паркетной доски и обшивочных материалов с учетом технологических требований по обработке их лицевых поверхностей.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную заявляемому техническому решению совокупность конструктивных признаков, что свидетельствует о соответствии заявляемого технического решении критериям изобретения: «новизна», «изобретательский уровень».
При реализации заявляемого изобретения используются традиционно известные технологические процессы и материалы по изготовлению соответствующих конструктивных узлов станка и оборудования, что свидетельствует о соответствии его критерию «промышленная применимость».
Изобретение поясняется рисунками, где на:
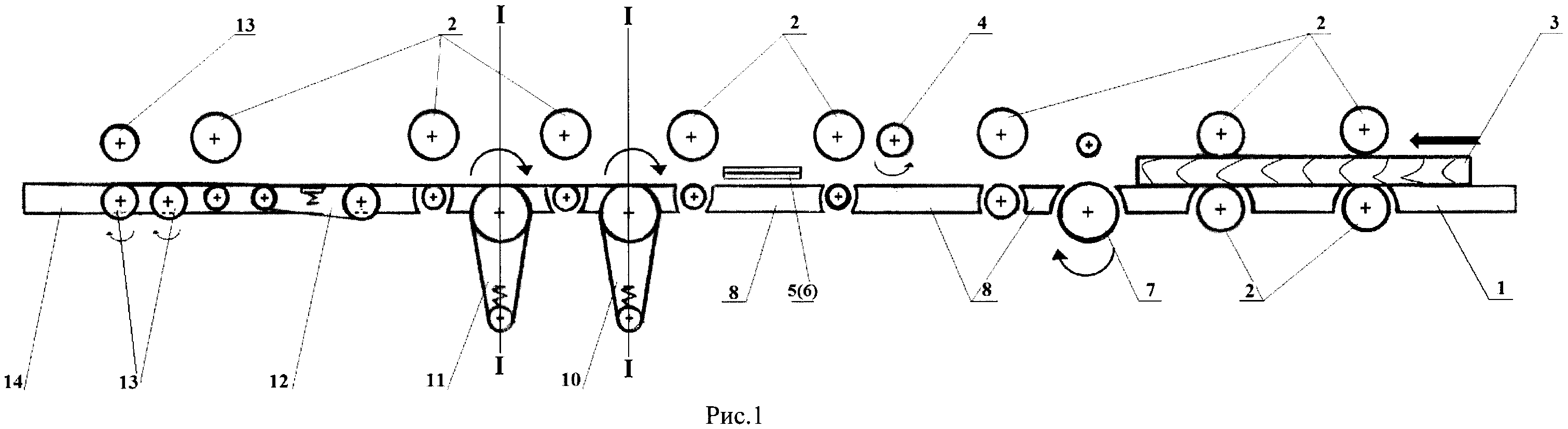
Рис.1 схематично показан продольно-фрезерный деревообрабатывающий станок;
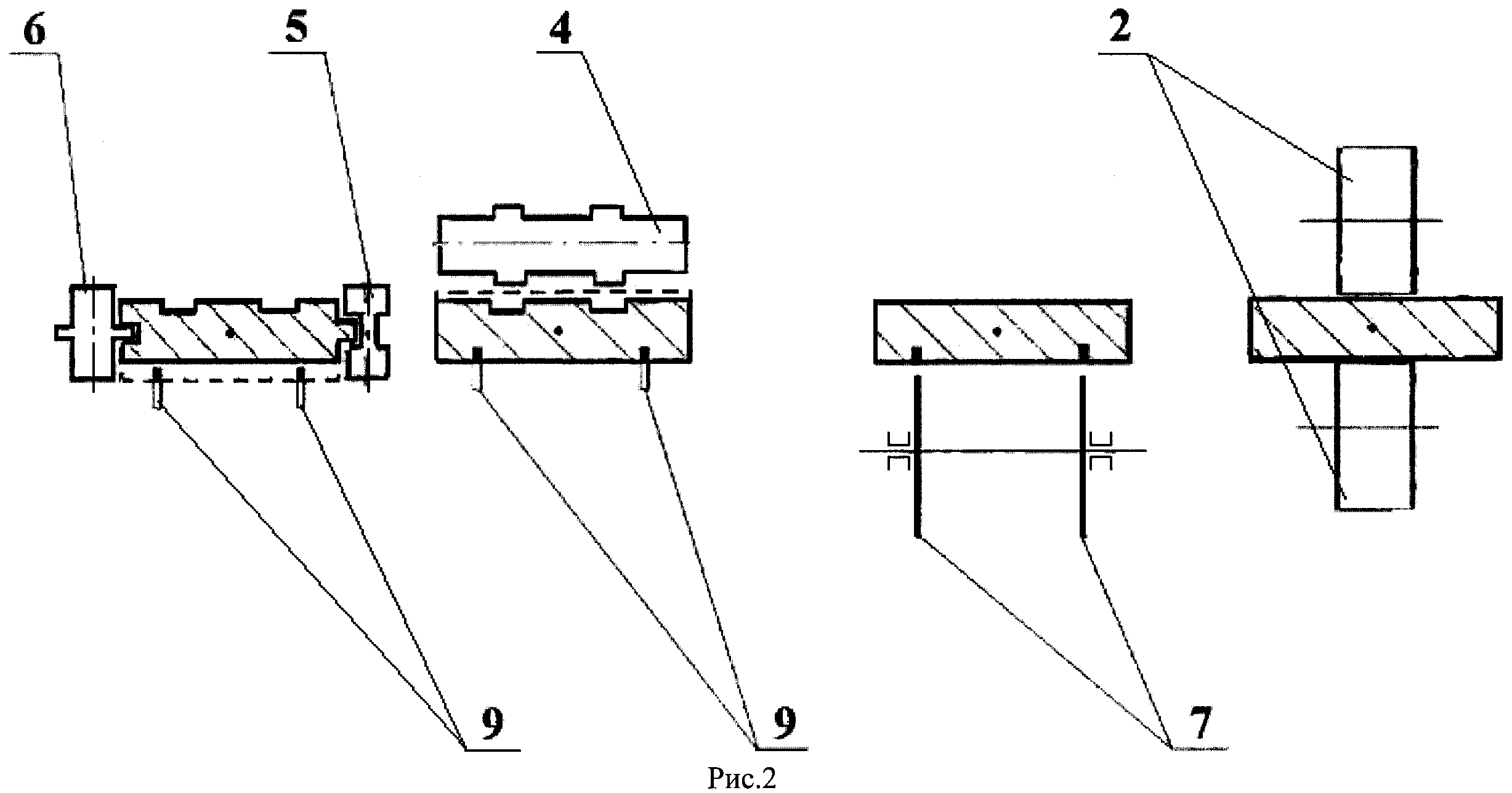
Рис.2 схематично показаны обрабатывающие зоны станка по профилированию пластей заготовки;
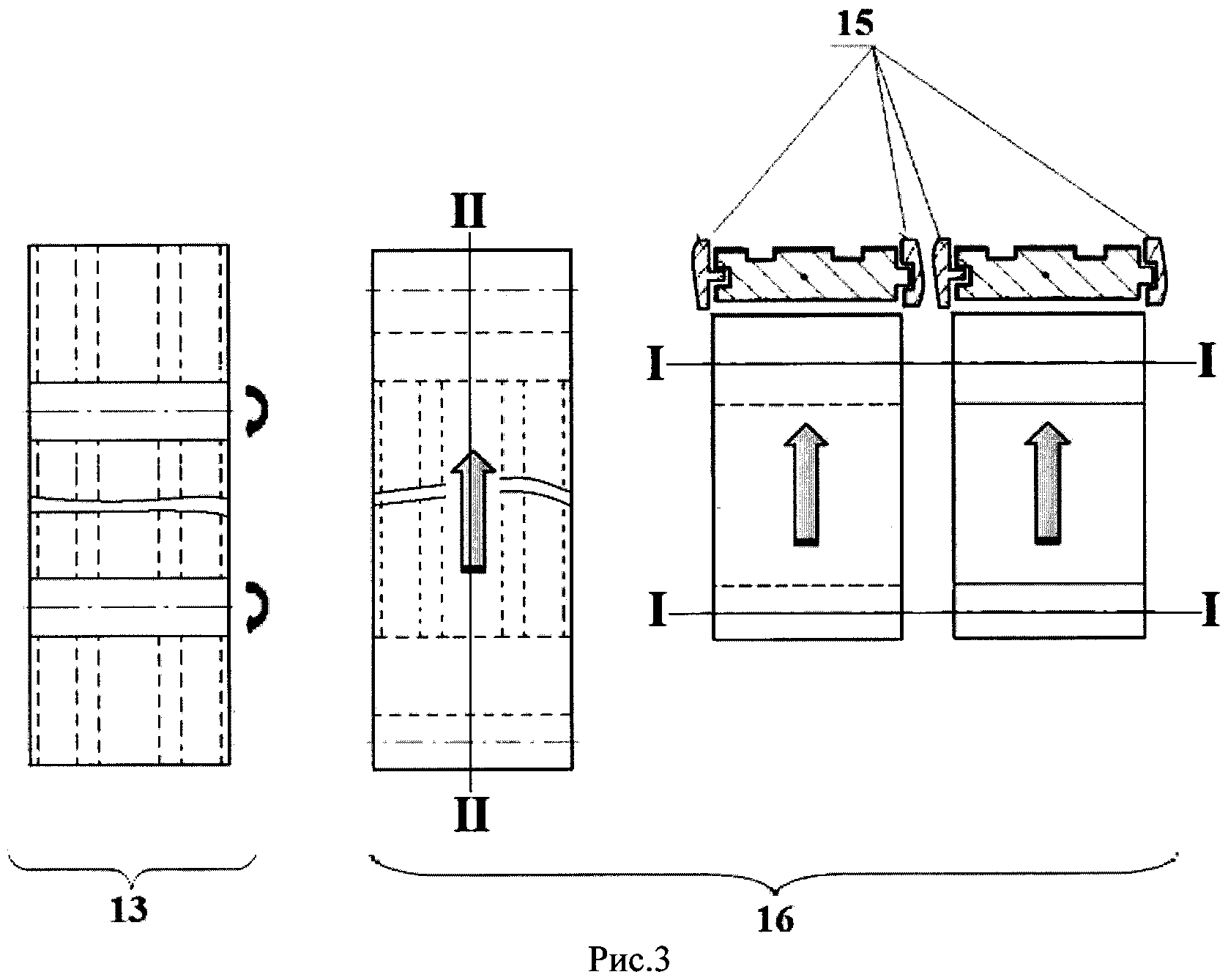
Рис.3 схематично показана обрабатывающая зона станка, оснащенная калибровально-шлифовальным устройством.
Продольно-фрезерный деревообрабатывающий станок содержит станину 1, загрузочный и подающий механизмы 2, базовые направляющие 8 и 14, установленные в направлении обрабатывающей зоны станка. Обрабатывающая зона станка оснащена последовательно расположенными в направлении подачи заготовки 3 горизонтально ориентированными профилирующими фрезами 4 и боковыми оппозитно расположенными вертикально ориентированными профилирующими фрезами 5 и 6. Профилирующие фрезы 4 предназначены для обработки верхней пласти заготовки 3, а фрезы 5 и 6 - для профилирования боковых граней заготовки 3.
Механизмы загрузки и подачи выполнены в виде последовательно расположенных в направлении обрабатывающей зоны станка приводных вальцов 2, выполненных, например, в виде пневмоколес.
В обрабатывающей зоне станка перед горизонтально ориентированной фрезой 4 расположена пазовая фреза 7. За боковыми вертикально ориентированными фрезами 5 и 6 расположено калибровально-шлифовальное устройство 16.
Пазовая фреза 7 предназначена для формирования продольно ориентированных параллельных пазов на нижней пласти заготовки, при этом предпочтительно фреза 7 выполнена в виде соосно расположенных в параллельных плоскостях дисковых пил, что наиболее технологично по образованию в нижней пласти заготовки 3 продольно ориентированных пазов с заданными параметрами.
В зонах обработки горизонтально ориентированной профилирующей фрезы 4 и вертикально ориентированных боковых профилирующих фрез 5 и 6 за пазовой фрезой 7 расположены базовые направляющие 8. Базовые направляющие 8 имеют вертикально ориентированные параллельные рабочие поверхности 9, расположенные в плоскостях формирования пазовой фрезой 7 продольно-ориентированных пазов на нижней пласти заготовки.
Калибровально-шлифовальное устройство 16 выполнено в виде последовательно расположенных в направлении подачи заготовки шлифовальных блоков 10 и 11 с приводными и не приводными шкивами. Шлифовальный блок 10 выполнен в виде последовательно расположенных в направлении подачи заготовки групп приводных и не приводных шкивов, оснащенных крупнозернистыми шлифовальными лентами. Плоскости I-I, проходящие через оси вращения шкивов, параллельны и поперечно ориентированы к продольно-вертикальной плоскости II-II, проходящей через обрабатывающую зону станка.
Шлифовальный блок 11 имеет приводной и не приводной шкивы с мелкозернистой шлифовальной лентой. Плоскость, проходящая через оси вращения шкивов, параллельна продольно-вертикальной плоскости II-II, проходящей через обрабатывающую зону станка.
В зонах обработки калибровально-шлифовального устройства 16, соответственно его блоков 10 и 11, на станине станка расположена базовая направляющая, которая имеет оппозитно расположенные относительно продольной оси станка боковые профилированные поверхности 15. Профилированные поверхности 15 расположены в плоскостях формирования профилей вертикально ориентированными фрезами 5, 6 на боковых гранях заготовки 3.
В деревообрабатывающем станке используется также традиционное для данного типа станков технологическое оборудование (не показано): система привода и регулирования вальцов механизма подачи и загрузки, система привода модуля фрезерных головок, система их регулирования с учетом заданных технологических параметров по обработке короткомерной пилопродукции и получения пилопродукции с заданными технологическими параметрами, а также другие технологические узлы и оборудование, в том числе система автоматического регулирования и контроля технологического процесса.
Работа продольно фрезерного деревообрабатывающего станка осуществляется следующим образом.
Заготовка 3 в виде короткомерной пилопродукции с учетом выбранных технологических параметров по ее обработке посредством вальцов 2 механизмов загрузки и подачи подается в обрабатывающую зону станка, где посредством пазовых фрез 7 предпочтительно дискового типа производится продольное фрезерование двух пазов на нижней пласти доски под пазовые направляющие 9. Затем заготовка 3 по этим направляющим посредством вальцов механизма подачи 2 подается в зону обработки верхней горизонтальной профилирующей фрезерной головки 4, которая осуществляет обработку верхней поверхности (пласти) заготовки с образованием на ней продольно ориентированных компенсационных пазов, что соответствует технологии производства готовой продукции, например в виде паркетной доски. Наличие пазовых направляющих 8 для базирования заготовки относительно профилирующей фрезерной головки 4 улучшает качество обработки верхней поверхности (пласти) заготовки. Отфрезерованная заготовка с образованными продольными компенсационными пазами подается в зону обработки боковых вертикально ориентированных профильных фрез 5 и 6, где осуществляется продольное профильное фрезерование заготовки по ее боковым граням с получением продольно ориентированных гребня и паза, что соответствует технологии производства готовой продукции, например в виде паркетной доски. Параметры фрезерования заготовки с получением продольно ориентированных гребня и паза задаются параметрами профильных фрез 5 и 6. Далее заготовка 3 с позиционированием ее положения в обрабатывающей зоне станка посредством базирующих профилированных продольно ориентированных направляющих 15 подается в обрабатывающую зону калибровально-шлифовального устройства 16. Калибровально-шлифовальное устройство 16 осуществляет калибрование и чистовую обработку нижней пласти заготовки. Обработка нижней пласти заготовки осуществляется в три этапа путем плоского шлифования шлифовальными блоками 10 и 11 с последующим шлифованием узколенточным 12 и щеточно-шлифовальным блоками 13, посредством которых формируется лицевая пласть готовой продукции с конечными заданными технологическими параметрами.
Поэтапная обработка нижней пласти заготовки калибровально-шлифовальным устройством 16 с последующим шлифованием узколенточным шлифовальным блоком 12 и щеточно-шлифовальным блоком 13 обеспечивает качественную механическую обработку нижней пласти заготовки с учетом технологических параметров ее обработки.
Таким образом, при использовании продольно-фрезерного деревообрабатывающего станка обеспечивается получение готовой продукции, а именно паркетной доски и обшивочных материалов с качественной обработкой лицевой поверхности.
Устройство защиты от импульсных помех
Астронавигационная система
Способ стрельбы по движущейся цели
Отделитель
Привод вращения волноводно-щелевой антенны
Радиолокационная станция судовой навигации
Антенный пост в виде башенно-мачтовой конструкции с пониженной радиозаметностью
Устройство защиты от импульсных помех
Астронавигационная система
Способ стрельбы по движущейся цели
Станок для продольной распиловки круглых лесоматериалов

