Результат интеллектуальной деятельности: ДОРН ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и ремонтного производства, в частности к инструментальной оснастке для обработки отверстий.
Известен дорн, включающий оправку, на которой расположен калибрующий зуб, и гайку [Авторское свидетельство RU 250639, кл. B23D 43/04, B24B 39/02].
Известный дорн обладает недостатками, к которым можно отнести следующие:
- большие усилия на инструмент при дорновании;
- необходимо наличие специализированного станочного оборудования, что ограничивает возможность применения на малооснащенных ремонтных предприятиях;
- невысокая точность обработки.
Цель изобретения - снижение усилия на инструмент, универсальность применения, повышение точности обработки.
Указанная цель достигается тем, что в хвостовой части дорна выполняют наружную резьбу. На наружной резьбе устанавливают стяжные гайки и токоизоляционную втулку. В передней части дорна устанавливают изолирующую втулку и оправку. Оправку соединяют с передней частью дорна шарнирно, а фиксирующую гайку используют в качестве направляющей.
На фиг.1 представлен общий вид дорна для электромеханической обработки.
Дорн для электромеханической обработки включает толкатель 1 и оправку 2. В хвостовой части дорна выполняют наружную резьбу. На наружной резьбе устанавливают стяжные гайки 7 и токоизоляционную втулку 6. Наружную поверхность токоизоляционной втулки выполняют под конус Морзе. В передней части толкателя устанавливают изоляционную втулку из плотного картона 5, исключающую возможность потери тока при случайном контакте с обрабатываемой деталью. На оправке 2 устанавливают калибрующий зуб 4 и фиксирующую гайку 3. Оправку 2 соединяют с передней частью толкателя шарнирно с возможностью самоустановки в обрабатываемом отверстии, а наружный диаметр фиксирующей гайки соответствует диаметру обрабатываемого отверстия. Фиксирующую гайку изготавливают из диэлектрического материала, например жаропрочной пластмассы.
Работают дорном для электромеханического дорнования следующим образом. В обрабатываемое отверстие устанавливают оправку. Надежность и точность установки обеспечивает фиксирующая гайка. Крепят токоподводящие кабели к толкателю с помощью стяжных гаек и к обрабатываемой детали. Толкатель подводят к оправке и добиваются надежного контакта (касания) их сферических поверхностей для предотвращения образования искры в момент пуска электрического тока в цепь. Перемещают инструмент вдоль оси обрабатываемого отверстия, одновременно с этим через место контакта зуба с обрабатываемой поверхностью пропускают ток силой 2500…3500 А, напряжением 3…4 В. В результате последующего осевого перемещения дорна относительно оси втулки происходит разогрев кольцевой области калибрующего зуба с внутренней поверхностью отверстия до температуры 700…800°C.
Благодаря разогреву происходит снижение осевого усилия на инструмент при перемещении дорна по внутренней поверхности обрабатываемой детали. Наличие стяжных гаек и токоизоляционной втулки позволит подвести ток к калибрующему зубу и обеспечить надежную изоляцию станка. За счет выполнения токоизоляционной втулки под конус Морзе возможно устанавливать дорн через переходную втулку в шпинделе вертикально-фрезерного станка. Шарнирное соединение оправки с толкателем и использование фиксирующей гайки в качестве направляющей позволит повысить точность обработки даже при отклонениях в центровке инструмента с обрабатываемым отверстием.
Дорн для электромеханической обработки, содержащий калибрующий зуб, отличающийся тем, что в хвостовой части дорна выполнена наружная резьба, на которой установлены стяжные гайки и токоизоляционная втулка, в передней части дорна установлена изолирующая втулка и оправка, на которой установлен калибрующий зуб и фиксирующая гайка, причем оправка соединена с передней частью дорна шарнирно с возможностью самоустановки в обрабатываемом отверстии, а наружный диаметр фиксирующей гайки соответствует диаметру обрабатываемого отверстия.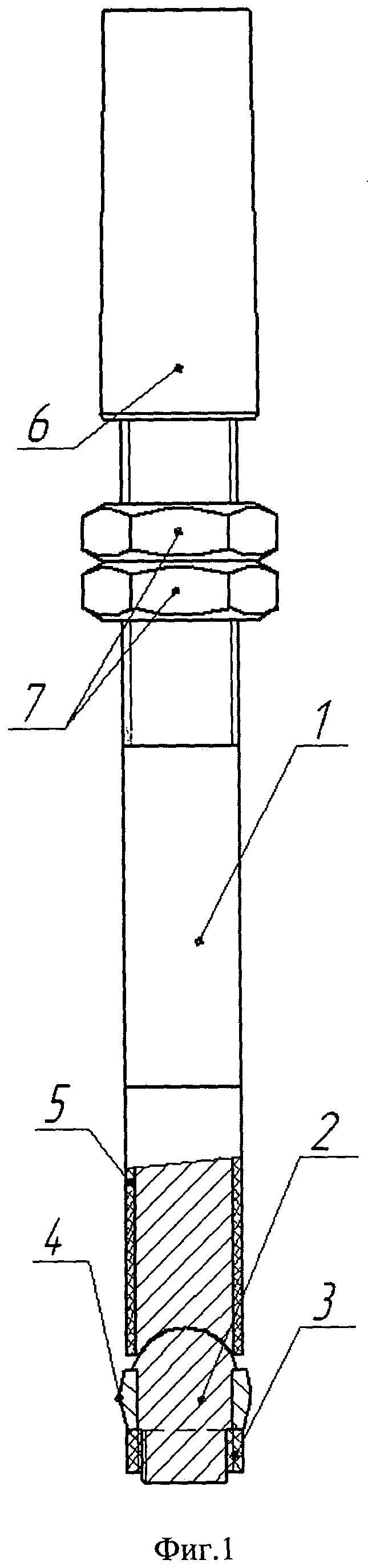
Установка для электромеханического упрочнения отверстий втулок
Инструмент для электромеханического дорнования гладких цилиндрических отверстий
Способ электромеханического дорнования
Способ электромеханического дорнования
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок
Способ электромеханического дорнования
Оптическое устройство для формирования изображений дополненной реальности
Способ электромеханического дорнования
Способ электромеханического дорнования
Устройство задней подсветки и его варианты осуществления
Инструментальная головка для электромеханического упрочнения гильз цилиндров

