Результат интеллектуальной деятельности: СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область техники
Изобретение относится к машиностроению, а именно к лазерной обработке материалов, в частности к газолазерной резке композиционных материалов, и может быть использовано в авиакосмической отрасли при изготовлении крупногабаритных деталей из композиционных материалов для повышения их качества.
Уровень техники
Известен способ газолазерной резки композиционных материалов (RU 2382693 от 17.07.2008 г.), способ включает подачу лазерного луча на обрабатываемую поверхность, подачу соосно с лазерным лучом технологического газа, коллимирование лазерного луча, фокусирование его на заданной глубине обрабатываемого изделия и перемещение по заданной программе. Резку производят в жидкостной среде. Изделие размещают в ванне с водой на конусовидных штырьках с превышением уровня воды над поверхностью изделия, равным 10-15 мм.
Технологический процесс осуществляют иттербиевым волоконным лазером с заглублением лазерного луча в обрабатываемое изделие на 0,2-0,4 его толщины. Перемещение лазерного луча осуществляют со скоростью 1,2-1,8 м/мин.
Недостатком данного способа, выбранного в качестве прототипа, является ограничение размеров обрабатываемого изделия из-за необходимости погружать его в ванну с водой и невозможность обрабатывать изделия сложной пространственной формы из-за труднодоступности лазерного луча.
Известен способ газолазерной резки металлических материалов и устройство для осуществления способа (RU 2089365, В23К 26/14,1997 г.), включающий подачу под давлением технологического газа в корпус резака соосно с лазерным лучом, в зону резания дополнительно подают воду при расходе 0,01-4,0 мл/мм реза. Устройство для газолазерной резки металлических материалов снабжено емкостью с кольцевым каналом для подачи воды в зону резания, выполненным в виде полого цилиндра, охватывающего насадку с соплом, причем диаметры сопла и кольцевого канала совпадают.
Данный способ предназначен только для резки металлов и предусматривает подачу воды в зону резки, расход которой при этом составляет 0,01-4,0 мл/мм реза. Такой расход воды обеспечивает повышение толщины резки при одной и той же мощности. При увеличении расхода воды, как указывают авторы, качество резки стальных деталей ухудшается.
Резка же композиционных материалов требует большего расхода воды, т.к. подача воды в зону резки необходима для улучшения качества обработки, а именно, уменьшение зоны возможного термовлияния, которая превышает зону реза в 1,5-2 раза. Более того, необходимо полное удаление продуктов распада реза для создания экологически чистых условий труда и эффективного охлаждения кромок детали.
Сущность изобретения
Задачей изобретения является разработка технологии, обеспечивающей расширение технологических возможностей лазерной резки композиционных материалов, а именно, резки крупногабаритных деталей со сложной пространственной формой с высоким качеством.
Поставленная задача достигается тем, что в способе лазерной резки композиционных материалов, включающем подачу лазерного луча на обрабатываемую поверхность, подачу соосно с лазерным лучом технологического газа, коллимирование лазерного луча, заглубление его в обрабатываемое изделие и перемещение по заданной программе в присутствии жидкостной среды, жидкостную среду подают на поверхность обрабатываемой детали в виде закрученной струи коаксиально лучу лазера в зону предполагаемого термовлияния резки.
Кроме того, жидкостную среду подают в виде закрученной струи с начальным диаметром 2-3 мм при расходе 2,5-3,0 л/мин.
А в устройстве для лазерной резки композиционных материалов, содержащем корпус лазерного резка, имеющего фокусирующую линзу, штуцер для подачи технологического газа, сопловую насадку и цилиндрическую емкость с кольцевым каналом для подачи жидкой среды,
кольцевой канал снабжен полой конусной насадкой, внутренняя поверхность которой снабжена закручивающим поток устройством.
Более того, закручивающее поток устройство выполнено в виде канавок на внутренней поверхности конусной насадки, наклоненных к ее оси под углом 15-30°.
Такое выполнение способа и устройства позволяют обеспечить резку деталей сложной пространственной конфигурации из композиционных материалов с высоким качеством.
Перечень чертежей
Изобретение поясняется чертежами, на которых:
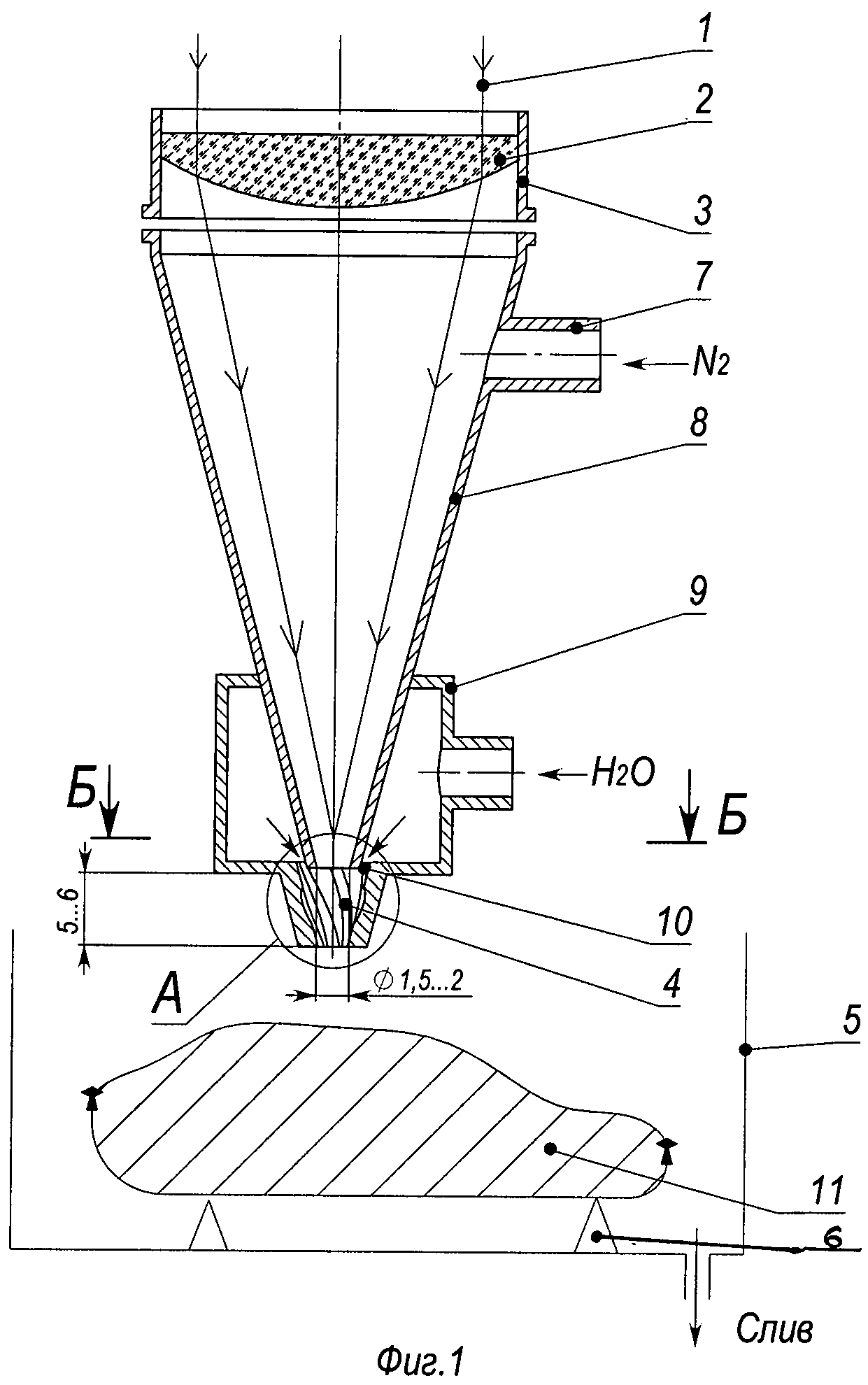
На фиг.1 показана принципиальная схема устройства осуществления предлагаемого способа газолазерной резки.
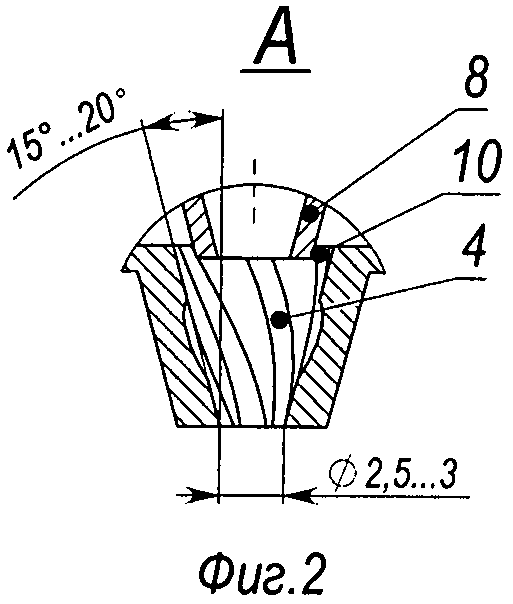
На фиг.2 показан разрез конусной насадки с канавками.
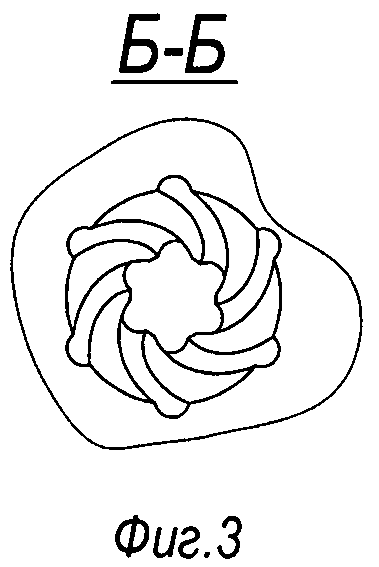
На фиг.3 показан разрез (вид сверху) конусной насадки.
Осуществление изобретения
Способ газолазерной резки крупногабаритных изделий из композиционных материалов в соответствии с изобретением осуществляют следующим образом.
Обрабатываемое изделие 11 устанавливают в поддон 5 на конусовидные штырьки 6.
Устройство для лазерной резки композиционных материалов содержит корпус лазерного резка 3, имеющего фокусирующую линзу 2. Сколлимированный лазерный луч 1 иттербиевого волоконного лазера подается на фокусирующую линзу 2 и заглубляется на 0,2-0,4 толщины в материал обрабатываемой детали.
Корпус лазерного резака 3 содержит также штуцер 7 для подачи технологического газа соосно лазерному лучу, сопловую насадку 8 с диаметром выходного отверстия 1,5-2,0 мм для придания технологическому газу соосного с лазерным лучом направления и цилиндрическую емкость 9 с кольцевым каналом 10 для подачи жидкой среды (воды) в зону обработки.
В качестве жидкости используется техническая вода, т.к. она прозрачна для длины волны λ=1,07 мкм и не поглощает лазерное излучение.
Для придания потоку жидкости турбулентности кольцевой канал 10 снабжен полой конусной насадкой с диаметром выходного отверстия 2,5-3,0 мм, причем диаметр выходного отверстия выбирается из условия:
D≥t+tзтв, где t - ширина реза, tзтв - ширина зоны термического влияния.
Внутренняя поверхность насадки снабжена закручивающим поток устройством.
Устройство выполнено в виде спиралевидных канавок 4 на внутренней поверхности конусной насадки, наклоненных к его оси под углом 15-30°, что позволяет закручивать поток жидкости в зоне обработки и более интенсивно охлаждать кромки реза, уменьшая при этом их обугливание.
Для слива отработанной жидкости с продуктами распада и дальнейшей ее утилизации в поддоне имеется сливное отверстие.
Устройство работает следующим образом.
С пульта лазерной установки включают иттербиевый волоконный лазер, излучение которого по волоконному кабелю транспортируется в режущую головку, где оно сначала коллимируется, а затем конденсорной линзой 2 фокусируется на обрабатываемую поверхность с заглублением фокуса на 0,2-0,4 толщины обрабатываемого изделия 11.
Одновременно по программе ЧПУ подается команда на подачу технологического газа и охлаждающей жидкости (воды).
Жидкостную среду подают на поверхность обрабатываемой детали в виде закрученной струи коаксиально лучу лазера в зону предполагаемого термовлияния резки. Расход жидкости определяется толщиной и типом обрабатываемого композиционного материала. Так для углепластиков толщиной 3-4 мм расход воды при резке составляет 2,5-3,0 л/мин.
Также подается команда на перемещение режущей головки по заданному контуру.
Технологический газ (в нашем случае N2) под давлением 0,8÷1,4 МПа попадает в зону резки, перемешиваясь по пути с каплями жидкости (воды), и выносит продукты распада из зоны резки в поддон.
Жидкость (вода) в зону резки также подается под давлением 0,3÷0,5 МПа концентрично лазерному лучу с завихрением, что позволяет хорошо защищать обрабатываемую поверхность от обугливания и делать зону термического влияния минимальной по всей глубине резания.
Пример конкретной реализации изобретения
Для резки крупногабаритных изделий из композиционного материала (например, вырезка отверстий в системе шумопоглощения гондолы двигателя, толщина материала ~3 мм, диаметр изделия ~1,5 м, высота ~2 м) был использован 5-координатный лазерный технологический комплекс ЛТК-3Д с иттербиевым волоконным лазером мощностью 2 кВт (ЛС-2), работающим в импульсном режиме излучения. Размер рабочей зоны комплекса 5000×3000×800 мм. Специально разработанная поворотная головка, закрепленная в суппорте станка, позволяет не только перемещать режущую головку по координатам X, Y, Z, но и вращать ее относительно вертикальной оси Z (координата С) n×360° и поворачивать на ±120° вокруг горизонтальной оси (координата В), что дает возможность обрабатывать поверхности изделия сложной пространственной формы.
Лазерный луч на выходе из транспортируемого волоконного кабеля сначала коллимировался, а затем фокусировался объективом с F=150 мм на обрабатываемую поверхность с заглублением фокуса на 0,2 толщины изделия. Диаметр пятна лазерного излучения в рабочей зоне составлял ~150 мкм. Высокая плотность мощности лазерного излучения позволяет разрушать волокна композиционного материала с минимальной шероховатостью.
Одновременная подача по программе в зону резки технологического газа (N2) под давлением 1,4 МПа соосно лазерному лучу и жидкости (воды) в виде закрученной струи с начальным диаметром 2,5 мм под давлением 0,25 МПа коаксиально лучу позволяет защищать зону термического влияния от обугливания и выносить продукты распада из зоны резки в поддон.
Применение данной технологии делает условия труда более экологически чистыми, а качество реза с минимальной зоной термического влияния и равномерной по всей глубине кромки обрабатываемой детали. Все продукты распада оседают на дно поддона.
Скорость резания была равной 1,5÷1,8 м/мин. Зона термического влияния составила ~0,15 мм, причем обугливание было равномерным по всей поверхности реза. Тогда как резка такого же композитного материала без подачи воды приводит к зоне термического влияния на входе реза 0,25 мм, а на выходе - 0,4 мм. Причем условия технологического процесса сопровождались сильной загазованностью с характерным запахом обработки композитов.
Таким образом, предлагаемый способ газолазерной резки композиционных материалов позволяет обрабатывать изделия больших габаритов с хорошим качеством реза и создает более благоприятные условия труда.
Сплав на основе алюминия
Способ адресной доставки остеопластических материалов, содержащих факторы роста и регенерации костной ткани, в область дефекта альвеолярной кости
Состав для барьерного покрытия
Термопластичный эластомерный материал
Конструкционный радиопоглощающий материал
Фиксатор положения лопастей
Огнестойкий слоистый звукотеплоизолирующий материал
Способ получения волокнистого керамического материала
Способ определения прочностных характеристик полимерных композиционных материалов
Устройство газификации твердых углеводородов для прямоточного воздушно-реактивного двигателя
Способ синхронизации и обеспечения симметрии тяги воздушных винтов силовой установки летательного аппарата и электрическая синхронизирующая трансмиссия для его реализации
Установка для вакуумного ионно-плазменного нанесения покрытий
Установка для вакуумной ионно-плазменной обработки поверхностей
Устройство для фокусировки лазерного излучения
Способ газолазерной резки композиционных материалов
Способ определения контактной разности потенциалов и устройство для его осуществления

