Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к изготовлению тонкостенных оболочек несимметричной формы. Такого рода изделия находят широкое применение в строительстве, в производстве сантехники.
Для получения тонкостенных изделий несимметричной формы в основном используют способы, описанные в (Учаев П.Н., Привалов В.В., Учаев И.Н. Жестяницкие работы. - М.: Машиностроение, 1989. - 336 с.). Для получения, например, несимметричной тонкостенной оболочки в форме усеченного конуса используют листовые заготовки, которые формоизменяют на листогибочном трехвалковом стане с различными радиусами изгиба, стыкуют их по образующей, сваривают и производят слесарную обработку сварных швов. Данный способ позволяет получать тонкостенные несимметричные защитные оболочки из различных металлов (http://www.isomag.ru/). Недостатком известного способа является высокая трудоемкость изготовления оболочек, связанная с трудоемкой сборкой составных частей изделия, сваркой и слесарной обработкой, а также низким качеством поверхности. По известному способу изготавливать несимметричные оболочки двойной кривизны возможно только при использовании ручных слесарных операций.
Наиболее близким к предлагаемому способу является способ (патент №2255827 МПК7 B21D 22/16, 10.07.05 г.), заключающийся в том, что устанавливают листовую заготовку в виде диска на вращающейся оправке оживальной формы, формоизменение заготовки производят многопереходной давильной обработкой при продольном перемещении давильного инструмента с зазором между давильным инструментом и оправкой для любой точки профиля, корректируемой по заданной зависимости. К недостаткам известного способа относится возможность изготовления изделий только осесимметричной формы.
Задачей предлагаемого технического решения является повышение качества эксплуатационных характеристик при получении тонкостенных несимметричных оболочек двойной кривизны с фланцем и снижение трудоемкости изготовления.
Для решения поставленной задачи предлагается способ изготовления тонкостенных несимметричных оболочек двойной кривизны с фланцем, заключающийся в том, что устанавливают листовую заготовку на вращающейся оправе оживальной формы, осуществляют формоизменение заготовки ротационной вытяжкой по закону синуса от меньшего диаметра к большему, воздействуют на заготовку, продольно перемещая относительно оси оправы давильный инструмент, установленный с зазором относительно оправы, отличающийся тем, что при перемещении давильного инструмента на 0,5…0,75 величины технологического хода, выравнивают края фланца заготовки резцом, осуществляют многопереходную давильную обработку оставшегося участка заготовки по форме, обеспечивающей соблюдение закона синуса с образованием фланца, шириной 0,05…0,10 от наибольшего диаметра оживальной части оболочки, придают оболочке несимметричную форму, отрезают фланцевый участок, соединяют краевой участок несимметричной оболочки с кольцом-фланцем, совпадающий с ним по размеру и форме.
В первом частном случае способа изготовления тонкостенных несимметричных оболочек двойной кривизны с фланцем деформируют заготовку зажимным приспособлением для придания несимметричной формы и отрезают фланцевый участок под углом 4°.
Во втором частном случае способа изготовления тонкостенных несимметричных оболочек двойной кривизны с фланцем соединяют краевые участки оболочки и кольца-фланца путем сварки.
Техническим результатом предлагаемого способа получения несимметричных тонкостенных оболочек двойной кривизны с фланцем является повышение эксплуатационных характеристик за счет улучшения качества поверхности оболочки в результате использования ротационной вытяжки, исключение сварных швов в оживальной части, снижение металлоемкости за счет упрочнения материала на 40…50% и снижение трудоемкости изготовления изделия за счет устранения слесарных доводочных работ.
На фиг.1 показана схема тонкостенной несимметричной оболочки двойной кривизны с фланцем;
на фиг.2 изображен этап формоизменения плоской листовой заготовки ротационной вытяжкой с утонением стенки для получения первой кривизны и выравниванием края фланца резцом;
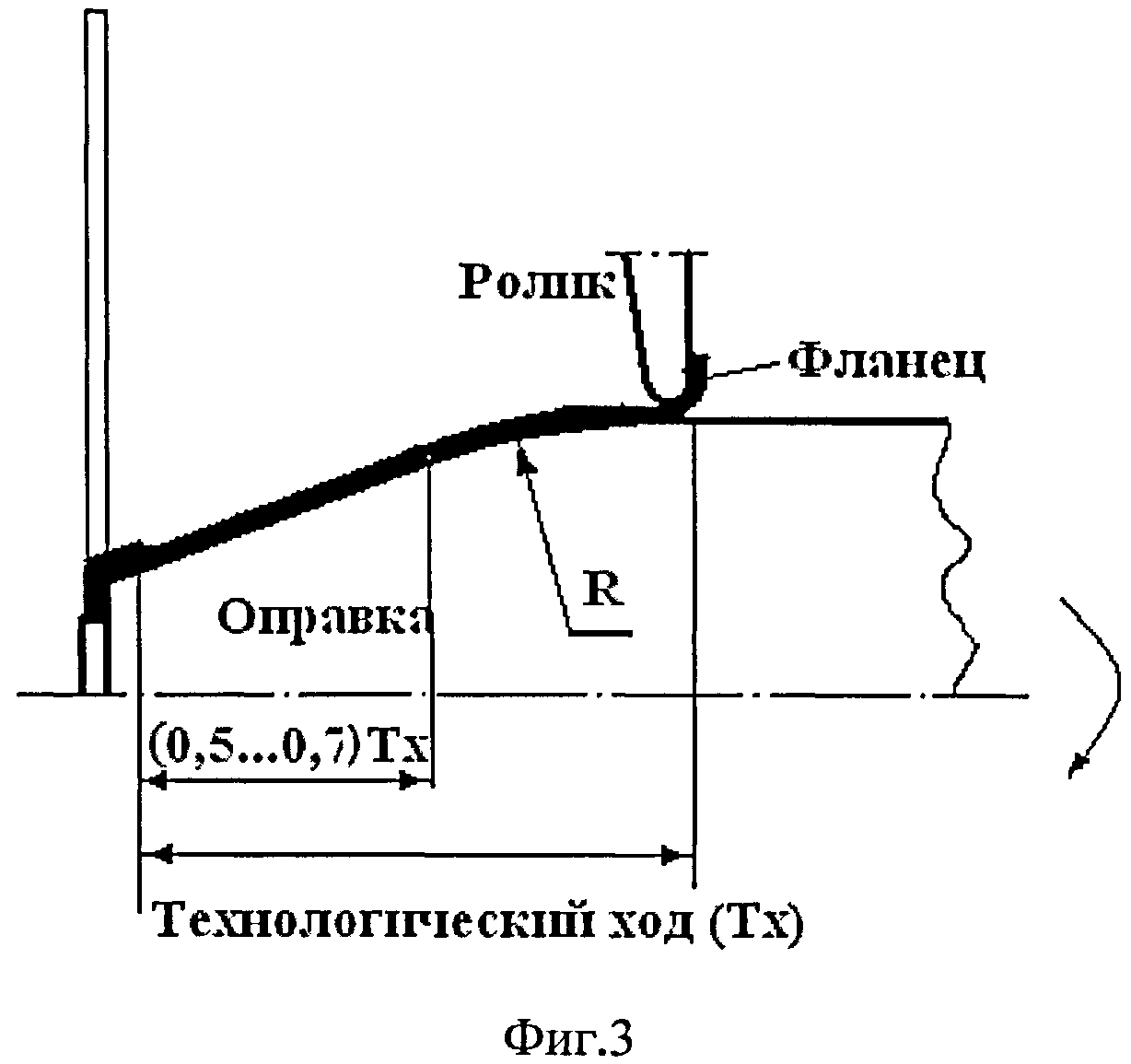
на фиг.3 показан этап формоизменения заготовки с получением второй кривизны и технологического фланца;
на фиг.4 показано устройство для деформации осесимметричной оболочки в несимметричную;
на фиг.5 изображена схема несимметричной оболочки после сварки с кольцом, имеющим отверстие по форме готового изделия.
Способ осуществляется следующим образом.
Для изготовления тонкостенной несимметричной оболочки двойной кривизны с фланцем, приведенной на фиг.1, берут листовую заготовку в виде круга с технологическим отверстием в центре. Заготовку устанавливают на оживальную оправу и фиксируют. Производят формоизменение заготовки на станке для ротационной вытяжки. Ротационную вытяжку выполняют роликовым инструментом с использованием многопереходной давильной обработки, стенки утоняют с соблюдением закона синуса на всех участках кривизны. Обработку давильным инструментом осуществляют от меньшего диаметра к большему (фиг.2) при продольном перемещении давильного инструмента относительно оси оправки, установленного с необходимым зазором относительно последней. После продольного перемещения давильного инструмента на 0,5…0,75 величины технологического хода выравнивают края фланца заготовки, подрезая его резцом (см. фиг.2), и дальнейшую многопереходную давильную обработку осуществляют с обеспечением кривизны и утонения стенки по закону синуса с образованием на конечном этапе формоизменения фланца шириной 0,05…0,10 наибольшего диаметра оболочки (фиг.3). Фланец выполняет технологическую функцию, его наличие предотвращает образование трещин и надрывов в процессе формоизменения, а также обеспечивает жесткость оболочки при последующей установке в зажимных приспособлениях. После ротационной вытяжки получают осесимметричную тонкостенную оболочку. Используя метод ротационной вытяжки, уменьшают высоту неровностей внешней и внутренней поверхностей, в последнем случае копируют шероховатость поверхности оправки и повышают механические свойства полуфабриката за счет деформационного упрочнения материала.
Для придания полуфабрикату несимметричной формы в полученной тонкостенной осесимметричной оболочке удаляют технологический фланец и производят упруго-пластическое деформирование полуфабриката в специальном зажимном приспособлении с помощью «хомута» (фиг.4), имеющего рабочую поверхность, соответствующую по размерам и форме готовому изделию. При этом оболочка приобретает овальную форму в плане с различными радиусами овала. Для жесткой фиксации требуемой формы оболочки производят сварку ее внешнего контура с кольцом, размеры и форма которого соответствуют размерам и форме готовой несимметричной оболочки с фланцем (фиг.5). Готовое изделие удаляют из специального зажимного приспособления.
Рассмотрим пример реализации предлагаемого способа при изготовлении детали «Чаша».
Деталь «Чаша», форма которой дана на фиг.1, является тонкостенной несимметричной оболочкой двойной кривизны с фланцем. Одна часть имеет форму усеченного конуса с углом 37°, который плавно переходит в оживальную форму с радиусом оживала R=205,7 мм. Длина детали по образующим различна и имеет фланец несимметричный в плане формы. В качестве заготовки используют листовой материал в форме круга диаметром 400 мм и толщиной 1 мм из нержавеющей стали 12Х18Н10Т. В заготовке растачивают технологическое отверстие необходимого диаметра. Для создания установочной базы при дальнейшем формоизменении заготовки ротационной вытяжкой предварительно производят неглубокую вытяжку с образованием усеченного конуса диаметром 52 мм, высотой 5 мм и углом 37°. Для формоизменения заготовки используют специализированный раскатной станок с роликовым инструментом. Заготовку устанавливают на оправке сложной формы двойной кривизны и фиксируют по технологическому отверстию и конусному выступу, полученному после штамповки. В процессе ротационной вытяжки с утонением роликовый инструмент перемещают от меньшего диаметра к большему и воздействуют на заготовку с соблюдением закона синуса по углу 37°, утоняют стенку до 0,6 мм (фиг.2). После формообразования конического участка и продольного перемещения инструмента на 0,5…0,75 величины технологического хода (на 140…150 мм) процесс ротационной вытяжки останавливают и подрезают края фланца заготовки для устранения фестонов, образовавшихся в процессе формоизменения и возникшего эксцентриситета относительно оси вращения (фиг.2). Формоизменение заготовки по оживальной части оправки радиусом R=205,7 мм осуществляют путем давильных переходов, позволяющих получить участок оживальной формы радиусом R=205,7 мм и толщиной стенки 0,6 мм. При этом на заключительном давильном переходе, на краю заготовки получают технологический фланец шириной 0,03×290=9…15 мм (фиг.3). Для последующего крепления оболочки к патрубку изготавливают установочную базу в вершине конического участка путем отбортовки и получения борта конической формы с углом конусности 37°. При этом толщина конусного участка борта соответствует первоначальной толщине заготовки, равной 1 мм, а высоту борта с 5 мм в процессе отбортовки увеличивают примерно до 15 мм. В дальнейшем для придания полуфабрикату несимметричной формы удаляют технологический фланец, устанавливают полуфабрикат в специальном приспособлении и упруго-пластически деформируют с помощью «хомута», имеющего форму и размеры готовой детали в плане. В рассматриваемом примере деталь в плане имеет овальную форму с различными радиусами R1=127 мм и R2=140 мм. Получение заданных высот по образующим оболочки обеспечивают ориентацией «хомута» относительно большего основания полуфабриката под углом 4°. В результате следующей технологической операции обрезают излишки металла для обеспечения требуемой длины различных участков детали вдоль образующих. Для придания жесткости несимметричной по форме оболочке изготавливают кольцо несимметричной формы по размерам, соответствующим чертежу на готовую деталь с фланцем. Кольцо изготавливают из стали 12Х18Н10Т толщиной 1,2 мм, базируют по краю оболочки и приваривают к ней. Готовую деталь удаляют из специального зажимного устройства, имея форму и размеры, соответствующие чертежу. Деталь готова для дальнейшей сборки с другими деталями узла.
Предлагаемый способ получения несимметричных тонкостенных оболочек с фланцем методом ротационной вытяжки позволяет повысить эксплуатационные характеристики оболочки за счет улучшения качества поверхности, устранить сварные швы в оживальной части, повысить прочность материала на 40…50% и снизить металлоемкость изделия на 0,3 кг, при этом трудоемкость изготовления изделия снижают за счет исключения слесарных доводочных работ.
Первые опытные образцы изделий с применением предлагаемого способа изготовлены и проходят испытания.
Устройство раскладывания и фиксации консолей крыла летательного аппарата
Управляемая электрическая нагрузка
Устройство фиксации аэродинамической поверхности летательного аппарата
Устройство фиксации сложенных аэродинамических поверхностей летательного аппарата
Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте
Сверхширокополосный полосковый разделитель мощности
Способ и устройство для получения оболочки с переменной толщиной стенки по высоте
Сверхширокополосный полосковый делитель мощности
Способ получения оболочек из листовых заготовок квадратной формы
Устройство для вытяжки оболочек из листовых заготовок квадратной формы
Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки
Способ получения рифлей ромбовидной формы на наружной поверхности оболочки
Устройство для штамповки полых изделий с наружным фланцем
Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств

