Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, в частности к методам изготовления и восстановления поверхностей деталей машин электромеханической обработкой, направлено на повышение долговечности шпоночных соединений на валах и в отверстиях преимущественно в условиях ремонтного производства.
Плотные, нормальные и свободные унифицированные соединения (посадки) шпонок на валах и в отверстиях (во втулках) обеспечиваются точным изготовлением стандартных размеров шпонок и шпоночных пазов на валах и в отверстиях, зависящих от диаметра вала (см. Схиртладзе, А.Г. Метрология, стандартизация и сертификация / А.Г. Схиртладзе, Я.М. Радкевич. - Старый Оскол: ТНТ, 2015. - 540 с.). Известные способы ремонта изношенных шпоночных соединений на валах и в отверстиях, заключающиеся в обработке пазов под шпонку увеличенного стандартного размера, значительно снижают прочность валов и втулок, а так же требуют применения высокоточного металлорежущего оборудования.
Известны способы электромеханической обработки деталей машин (Аскинази Б.М. Упрочнение и восстановление деталей машин электромеханической обработкой / Б.М. Аскинази. - М: Машиностроение, 1989. - 200 с. и Яковлев С.А. Влияние электрофизических параметров на электромеханическую обработку деталей машин: монография / С.А. Яковлев. - Ульяновск: УВАУ ГА (И), 2014. - 129 с.) при которых через зону контакта деформирующего электрода-инструмента (ролика или пластины) и детали проходит ток большой плотности (108-109 А/м2) и низкого (1-6 В) напряжения, вследствие чего на контактирующей поверхности изделия выделяется большое количество тепла, происходят высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла внутрь детали, что приводит к повышению твердости, прочности и износостойкости. Разновидностью электромеханической обработки является электромеханическое восстановление деталей машин, которое позволяет эффективно без добавочных материалов на 0,3-0,4 мм увеличивать (восстанавливать) наружные и уменьшать внутренние размеры деталей за счет высадки поверхности и последующего ее сглаживания. При электромеханической высадке за счет перераспределения металла на контактной поверхности образуется канавка с выступами (при обработке тел вращения имеет винтовую геометрию). При электромеханическом сглаживании выступы уменьшаются до необходимого размера. Принципиальное отличие высадки от сглаживания состоит в различии контактных напряжений. В первом случае обработка производится электродом-инструментом, ширина поверхности контакта которого численно меньше подачи примерно в три раза (ролик или пластина с углом при вершине 60°, движущийся с шагом 1-3 мм/об), а во втором случае обработка производится электродом-инструментом, ширина контакта которого значительно превышает подачу (ролик или пластина с радиусом при вершине 60 мм, движущийся с шагом 0,1-0,3 мм/об). Однако эти способы применяются только для тел вращения.
Известен способ электромеханического восстановления деталей прецизионных сопряжении (патент РФ №2459694) включающий электромеханическую высадку поверхности с образованием на ней канавок и последующее электромеханическое сглаживание высаженных канавок путем одновременного нагрева поверхностного слоя детали пропусканием электрического тока через зону контакта сглаживающего инструмента с деталью и механического воздействия на него сглаживающим инструментом, отличающийся тем, что канавки на поверхности детали выполняют кольцевыми с шагом 0,5…2 мм с созданием подобия лабиринтного уплотнения.
Однако этот способ не применим для обработки шпоночных пазов на валах и в отверстиях.
Известен способ электромеханической подготовки стальных и чугунных поверхностей изделий под нанесение покрытий (патент РФ №2325260 - принят за прототип), преимущественно тел вращения, включающий высадку поверхности одним инструментом и последующее сглаживание другим инструментом с их подачей - шагом s=1-3 мм/об, отличающийся тем, что сглаживание осуществляют инструментом с углом при вершине 119…121°, со скоростью 0,03-0,06 м/с, давлении Р=200-300 МПа и плотности тока 250-350 А/мм2, причем траектория движения сглаживающего инструмента отстает от траектории высаживающего инструмента на 0,45…0,55 шага.
Однако данный способ также не применим для восстановления боковых поверхностей шпоночных пазов, кроме того геометрия высаженной поверхности будет способствовать закусыванию (заклиниванию) шпонки при ее установке в шпоночный паз.
Известен способ получения шпоночного соединения на валах (патент РФ №2749704 - принят также за прототип) включающий установку шпонки в шпоночный паз с зазором, нагрев шпоночных пазов вала двумя электродами-инструментами для электромеханической обработки и пластическую деформацию металла, когда зазоры между шпонкой и боковыми поверхностями шпоночного паза регулируют с помощью изолятора, установленного на шпонку, и раздачу металла ограниченную шпонкой, отличающийся тем, что электроды-инструменты устанавливают сверху под углом 10…45° к вертикальной плоскости и перемещают вдоль шпоночного паза по его поверхности на расстоянии 0,5…2,5 мм от края паза.
Использование такой электромеханической осадки приводит к получению в верхней части шпоночного соединения плотных контактов шпонки со шпоночными пазами за счет пластической деформации и перераспределения металла с одновременным упрочнением боковой поверхности шпоночного паза твердостью до 9 ГПа.
Однако долговечность таких соединений увеличивается незначительно из-за недостаточной эффективности осадки и раздачи верхних частей шпоночных пазов, а также в виду того что в нижних боковых частях шпоночного соединения остаются зазоры.
Достигаемый технический результат по заявленному изобретению - это повышение долговечности шпоночных соединений увеличением площади контакта шпонки с боковыми поверхностями шпоночного паза путем перераспределения и упрочнения металла паза применением различных способов электромеханической обработки с использованием шпонки, установленной в шпоночный паз.
Указанный технический результат достигается за счет того, что вначале путем высадки и последующего сглаживания электродами-инструментами, траектории движения которых совпадают, получают канавки с выступами в боковых поверхностях вдоль шпоночного паза на расстоянии 1,5-4 мм от канавки до дна паза, при этом минимальное значение этого расстояние больше размера фаски шпонки на 0,9 мм, затем устанавливают шпонку в шпоночный паз и осуществляют электромеханическую осадку металла шпоночных пазов двумя электродами-инструментами, расположенными под углом 46…50° к вертикальной плоскости.
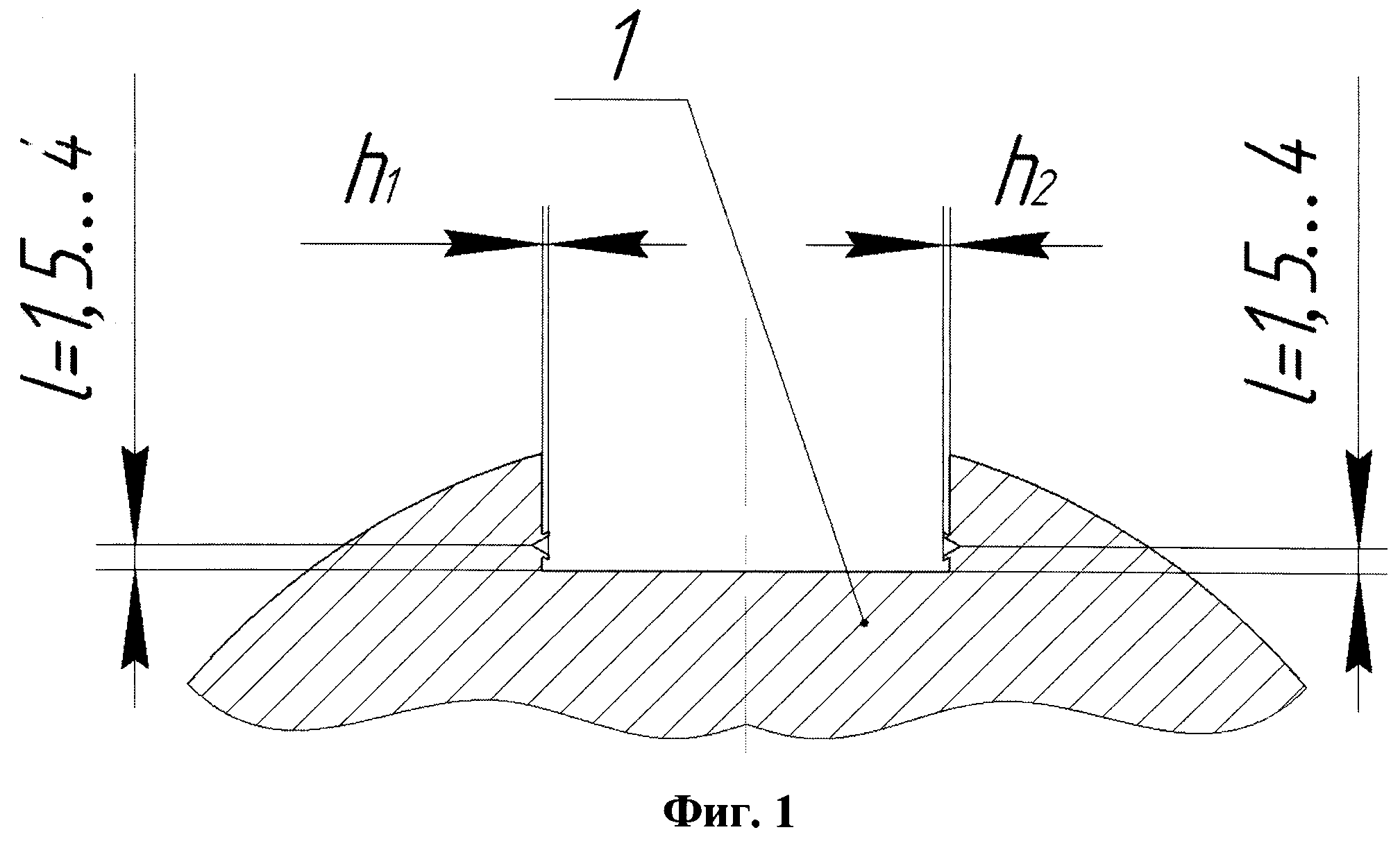
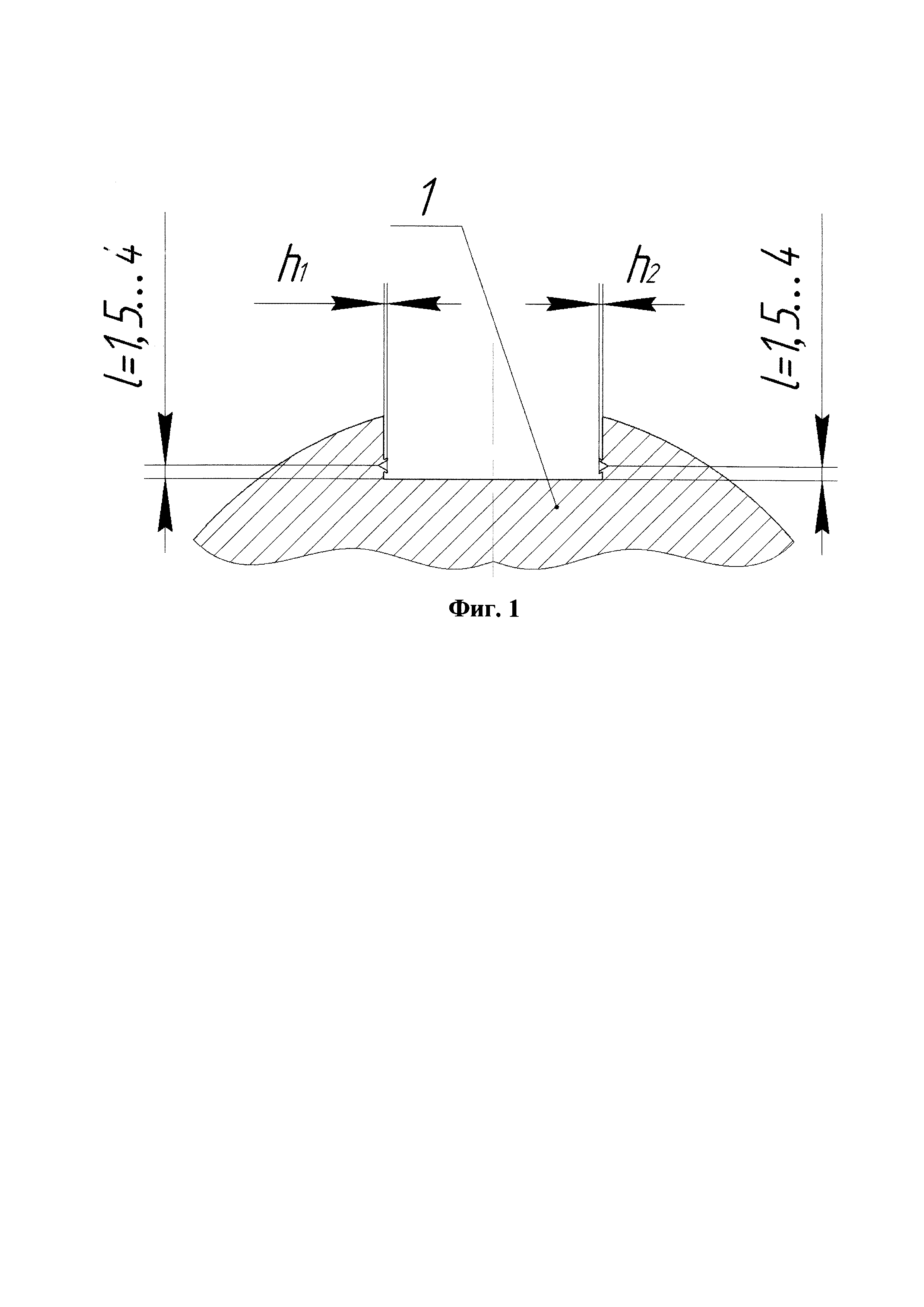
Способ осуществляется следующим образом. Вначале получают канавки в боковых поверхностях вдоль шпоночного паза. Канавки образуют путем электромеханической высадки и последующего электромеханического сглаживания электродами-инструментами, траектории движения которых совпадают. На фиг. 1 представлена (на примере вала 1) схема расположения профильных канавок в боковых поверхностях вдоль шпоночного паза. В результате электромеханической высадки и последующего электромеханического сглаживания на боковых поверхностях шпоночного паза образуются высаженные профили высотой h1 и h2. Расстояние l между канавками и дном шпоночного паза составляет 1,5-4 мм, при этом минимальное значение этого расстояние больше размера фаски шпонки s на 0,9.
На фиг. 2 представлена схема установки шпонки в шпоночном пазу. Шпонка 2 устанавливается на дно шпоночного паза вала 1 (или отверстия). В нижней части по ширине шпоночного соединения в зависимости от размеров шпонки и высаженных боковых поверхностей шпоночного паза могут образоваться небольшой зазоры или натяг. В верхней части по ширине шпоночного соединения остаются зазоры.
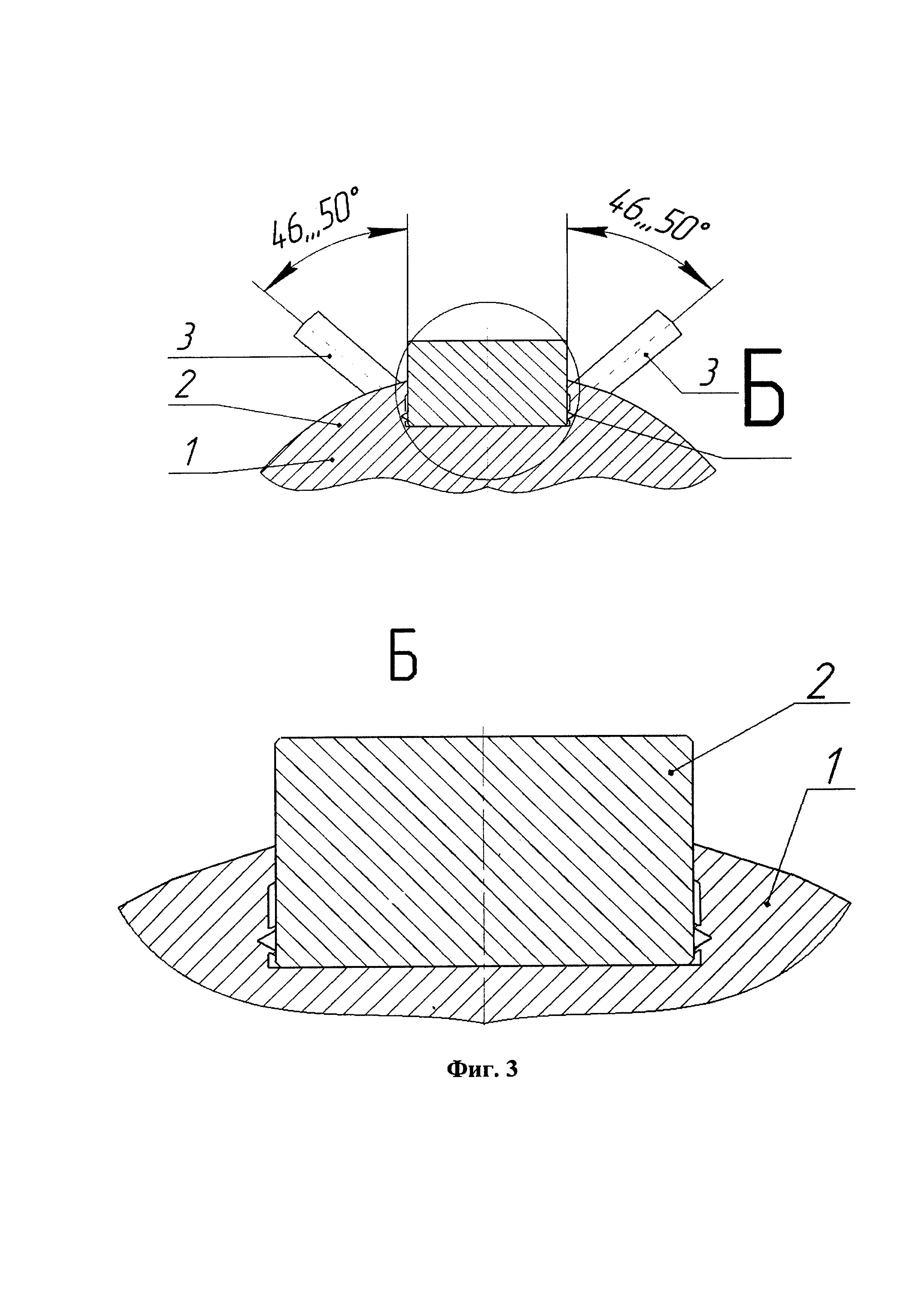
На фиг. 3 представлена схема получения шпоночного соединения в верхней его части. На специальной оправке (не показана) крепятся электроды-инструменты 3 для электромеханической обработки (осадки) шпоночного паза. Электроды-инструменты прижимаются сверху под углом 46-50° к вертикальной плоскости на определенном расстоянии от края шпоночного паза вала 1.
При пропускании электрического тока через места контакта электродов-инструментов происходит мгновенный нагрев и осаживание верхних поверхностей шпоночного паза с их раздачей в сторону шпонки. Деформация металла в сторону шпоночного паза ограничивается наличием шпонки.
Перемещение места контакта электродов-инструментов с поверхностью детали или отключение электрического тока при выполнении различных способов электромеханической обработки (высадки, сглаживания и осадки) приводит к быстрому охлаждению нагретых участков вглубь детали за счет ее массы, в результате чего происходит упрочнение поверхностных слоев боковых поверхностей шпоночного паза.
Сила тока, усилие прижатия электродов-инструментов к поверхности детали, скорость перемещения электродов-инструментов вдоль шпоночного паза или время электромеханического воздействия, угол прижатия осаживающих электродов-инструментов к вертикальной плоскости, расстоянии от края паза до осаживающего электрода-инструмента, материал и форма электродов-инструментов принимаются исходя из задач и требований технологического процесса.
Диапазон величины расстояния от профильных канавок в боковых поверхностях вдоль шпоночного паза до его дна l=1,5-4 мм связан с наличием у шпонки фаски s, стандартный размер которой зависит от геометрических размеров шпонки. Расположение канавок на расстоянии менее 1,5 мм от дна шпоночного паза усложнено из-за геометрии высаживающего электрода-инструмента. Расположение канавок на расстоянии более 4 мм от дна шпоночного паза (для больших размеров ширины шпонок, например 100 мм) не обеспечивает устранение зазора в нижней боковой части шпоночного соединения.
Расположение осаживающих электродов-инструментов для электромеханической осадки сверху под углом 46-50° к вертикальной плоскости обеспечивает увеличение составляющей силы сдвига нагретых объемов металла в сторону шпоночного паза. Это позволяет увеличивать площадь контакта в верхних частях шпоночного соединения без использования больших усилий прижатия электродов-инструментов к детали. Расположение осаживающих электродов-инструментов сверху под углом более 50° к вертикальной плоскости не желательно, так как может привести к соскальзыванию электродов-инструментов с осаживаемой поверхности, что не позволяет эффективно сдвигать нагретые объемы металла в сторону шпонки.
При обработке по данному способу происходит образование плотного соединения шпонки со шпоночным пазом за счет пластической деформации и перераспределения металла с одновременным упрочнением боковых поверхностей шпоночного паза твердостью до 9 ГПа, повышается долговечность шпоночных соединений за счет увеличения площади контакта шпонки с боковыми упрочненными поверхностями шпоночного паза путем улучшения эффективности осадки и раздачи верхней части шпоночного паза, а также устранения зазоров в нижних боковых частях шпоночного соединения.
Способ получения шпоночного соединения, включающий электромеханическую высадку поверхностей с образованием на них канавок с выступами высаживающим электродом-инструментом и последующее электромеханическое сглаживание этих выступов сглаживающим электродом-инструментом, установку шпонки в шпоночный паз и последующую электромеханическую осадку шпоночных пазов путем их нагрева двумя осаживающими электродами-инструментами, установленными сверху, и пластической деформации металла с обеспечением осадки и раздачи металла шпоночных пазов в сторону шпонки, при этом раздача металла ограничена шпонкой, отличающийся тем, что вначале высадку и последующее сглаживание осуществляют электродами-инструментами, траектории движения которых совпадают, при этом получают канавки с выступами в боковых поверхностях вдоль шпоночного паза на расстоянии 1,5-4 мм от канавки до дна паза, причем минимальное значение указанного расстояния больше размера фаски шпонки на 0,9 мм, затем установку шпонки в шпоночный паз и электромеханическую осадку металла шпоночных пазов осуществляют двумя электродами-инструментами, расположенными под углом 46-50° к вертикальной плоскости.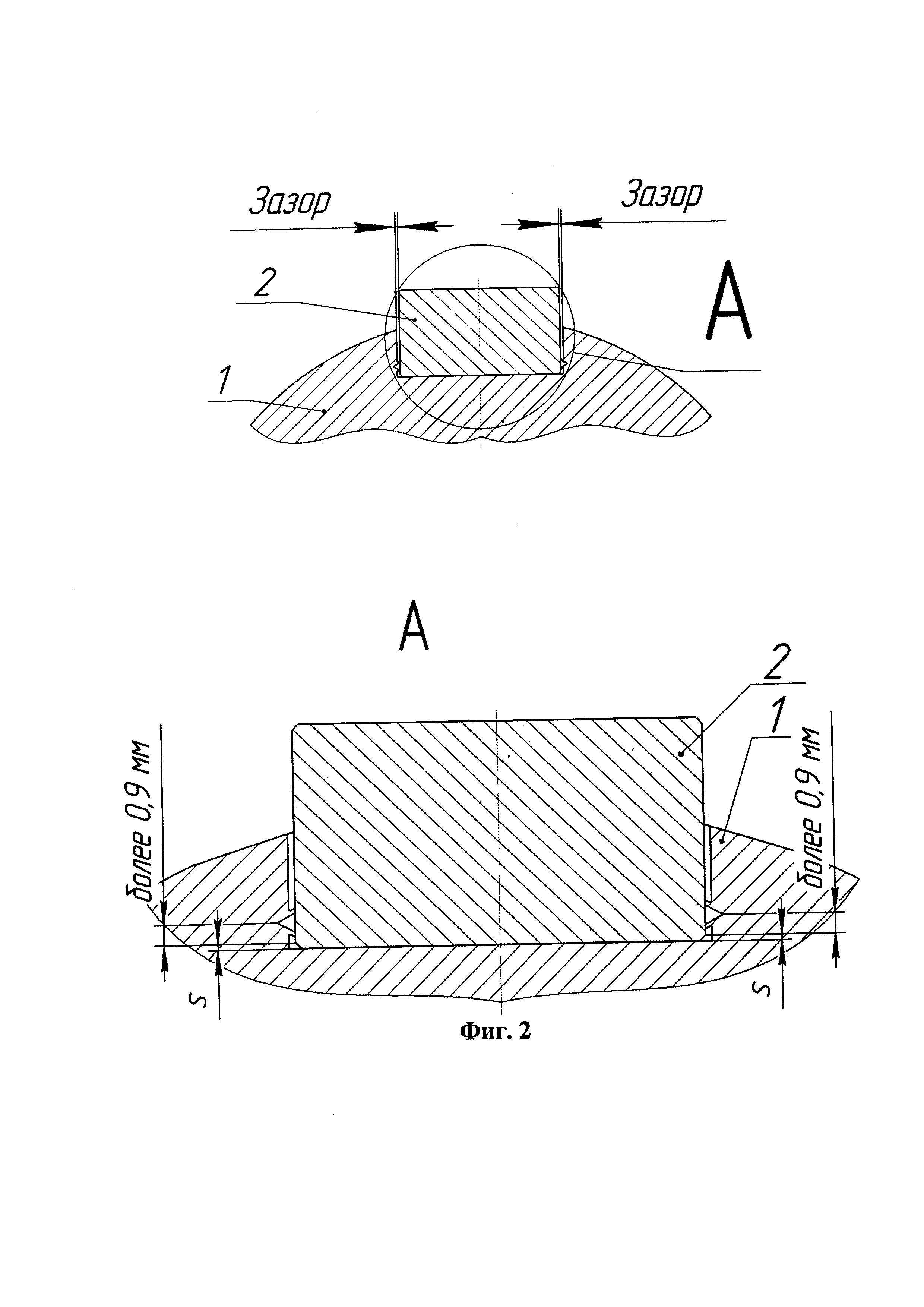
Способ оценки урожайных свойств семян в посевах гороха и сои на стадии формирования плодов
Почвообрабатывающий каток
Почвообрабатывающий каток
Устройство для сушки зерна
Сорбционно-антисептический порошок для лечения гнойно-воспалительных процессов основы кожи в области копытец у коров
Устройство для сушки зерна
Устройство для сушки зерна
Очиститель корнеплодов от почвы
Устройство для сушки зерна
Устройство для аэрации воды
Способ получения шпоночного соединения на валах точечной электромеханической обработкой
Способ получения шпоночного соединения на валах
Способ получения шпоночного соединения на валах
Способ локальной радионавигации по сигналам несинхронизированных отечественных средств радиоэлектронного подавления глобальных навигационных спутниковых систем
Навигационная аппаратура санкционированного потребителя с возможностью локальной навигации по сигналам несинхронизированных отечественных средств радиоэлектронного подавления глобальных навигационных спутниковых систем
Способ упрочнения режущих частей культиваторных лап
Способ упрочнения режущих частей культиваторных лап
Способ упрочнения режущих частей культиваторных лап

