Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ
Вид РИД
Изобретение
Изобретение относится к обработке деталей свободным абразивным материалом и может быть использовано при обработке внутренних поверхностей типа тел вращения, в том числе сложного профиля, в машиностроении и других отраслях промышленности.
Известны способы абразивно-струйной обработки внутренних цилиндрических поверхностей заготовок с помощью формирования и подачи абразивно-воздушной или гидроабразивной смеси посредством сопел на обрабатываемую поверхность (патент RU 2137593, МПК В24С1/00, опубл. 29.09.1999, патент RU 2463152, МПК В24С1/00, опубл. 27.06.2012, Патент RU 171191 U1 В24С 3/02, В24С 9/00 опубл. 23.05.2017, Патент RU 159216 U1 В24С 3/02, В24С 9/00 опубл. 10.02.2016).
При шлифовании и полировании внутренних поверхностей данные способы не обеспечивают равномерную обработку и достижение стабильных характеристик качества рабочих поверхностей. Реализация способов требует необходимости пневмо- или гидропривода.
Известен способ, включающий размещение внутри обрабатываемой поверхности абразивного материала, подачу сжатого воздуха под давлением и образование абразивно-воздушной смеси в рабочей зоне (патент RU 2558782, МПК В24C1/00, В24В31/10, опубл. 27.06.2015).
Данный способ имеет ограничения при обработке деталей из закаленных сталей, в связи с недостаточной величиной контактных давлений абразивных зерен на участках обрабатываемого профиля детали. Реализация способов требует необходимости подвода сжатого воздуха.
Известны способы центробежно-планетарной обработки свободными абразивными частицами, уплотненными инерционными, преимущественно центробежными силами, при планетарном вращении контейнеров с установленными в них деталями (патент RU 2703065, МПК В24В31/104, опуб. 15.10.2019, патент RU 2365484, МПК В24В31/104, опубл. 27.08.2009, авторское свидетельство SU 963829, МПК В24В31/08, опубл. 07.10.1982).
Недостатком данных способов является низкая интенсивность воздействия частиц абразива на обрабатываемую поверхность, снижающая производительность обработки.
Наиболее близким техническим решением по совокупности существенных признаков к предложенному, является способ, включающий трехкомпонентные вибрационные перемещения деталей в среде гидро-абразивной суспензии, в результате которых происходит переменное разрежение и уплотнение формируемого абразивного бруска, в зоне контакта с обрабатываемой поверхностью (авторское свидетельство SU 814683, МПК В24С31/08, опубл. 23.03.1981).
Недостатком способа является сложность реализации в части назначения технологических режимов, связанная с невозможностью установления взаимосвязей между скоростями планетарного вращения деталей с параметрами осциллирующих движений, приводящих к периодическому разуплотнению абразивной массы и ударам абразивных частиц по поверхностям деталей, что снижает показатели качества обработки. Другим недостатком данного способа является невозможность равномерной обработки внутренних поверхностей типа тел вращения сложного профиля. Реализация способа требует наличия гидропривода для подачи абразивной суспензии.
Задача – разработка способа абразивной обработки внутренних поверхностей заготовок типа тел вращения, обеспечивающего расширение технологических возможностей обработки.
Техническим результатом заявленного изобретения является повышение качества и производительности абразивной обработки внутренних поверхностей заготовок типа тел вращения.
Технический результат достигается тем, что в способе абразивной обработки внутренних поверхностей заготовок типа тел вращения, включающем горизонтальное расположение оси обрабатываемой поверхности заготовки и вращение заготовки с частично заполненной абразивным материалом внутренней полостью, при этом размещают неподвижный конструктивный элемент во внутренней полости заготовки, вращение заготовки осуществляют с обеспечением равного зазора между обрабатываемой поверхностью вращающейся заготовки и неподвижным конструктивным элементом, форма и расположение которого при вращении заготовки обеспечивают формирование области, заполненной абразивными зернами, между обрабатываемой поверхностью заготовки и неподвижным конструктивным элементом, при этом обработку осуществляют несвязанным абразивом, а скорость вращения заготовки устанавливают из условия обеспечения процесса микрорезания обрабатываемой поверхности заготовки абразивными зернами.
В камеру, ограниченную внутренней полостью заготовки и со стороны торцов, засыпают абразивный материал и создают вращение заготовки, обеспечивающее в соответствии с формой и расположением неподвижного конструктивного элемента формирование области заполненной абразивными зернами. Скорость вращения заготовки должна быть не ниже условий, обеспечивающих микрорезание при обработке поверхности [Корчак С.Н. Производительность процесса шлифования стальных сталей. – М.: Машиностроение, 1974. – 279 с., Стратиевский И.Х., Юрьев В.Г., Зубарев Ю.М. Абразивная обработка: справочник. М.: Машиностроение, 2010. 352 с., Справочник технолога / под общей редакцией А.Г.Суслова. М.: Инновационное машиностроение, 2019. – 800 с.].
Под действием центробежной силы абразив перемещается в направлении вращения заготовки и за счет сужения (снижения площади сечения в плоскости вдоль оси заготовки) между обрабатываемой поверхностью и неподвижным конструктивным элементом образуется область, заполненная абразивными зернами. При этом нижняя часть данной области (прилегающая к обрабатываемой поверхности) уплотнена за счет давления верхних слоев и центробежной силы. Так же, в этой зоне происходит фиксация абразивных зерен, непосредственно контактирующих с обрабатываемой поверхностью под воздействием зерен, расположенных в верхних слоях создаваемой области. В связи с этим возникает дополнительное давление, обеспечивающее условия микрорезания абразивным зерном обрабатываемой поверхности.
Объем засыпаемого материала должен обеспечивать формирование области слоя абразивных частиц.
За счет сыпучести в верхних слоях области абразивных частиц создаются условия равномерного заполнения ими образующихся полостей по всему объему формируемой области и их распределение копирует профиль внутренней обрабатываемой поверхности, что обеспечивает равномерный съем.
Возрастающие силы резания, возникающие при образовании площадок износа на абразивных зернах в процессе обработки, обеспечивают постоянное перемешивание и обновление абразивных зерен в местах контакта абразива и обрабатываемой поверхности.
Существенным отличительным признаком заявляемого способа является обработка несвязанным абразивом внутренних поверхностей типа тел вращения, вращающихся относительно горизонтальной оси с размещением во внутренней полости заготовки неподвижного конструктивного элемента, обеспечивающего формирование уплотненной области абразивных частиц
Предлагаемый способ позволяет формировать однородные качественные характеристики при обработке внутренней поверхности детали путем формирования в камере области абразивного материала, равномерно уплотненного в местах взаимодействия обрабатываемой поверхности и абразивных зерен, условия выравнивания контактных давлений на обрабатываемых поверхностях.
Способ позволяет устанавливать рациональные параметры и режимы обработки, обеспечивающие заданные требования к обработанной поверхности детали, расширяет технологические возможности обработки и обеспечивает повышение производительности. К технологическим параметрам и режимам процесса обработки относятся: форма, размеры и расположение неподвижного конструктивного элемента, величины зазора между обрабатываемой поверхностью и неподвижным конструктивным элементом, частота вращения заготовки, материал и зернистость абразивных зерен, объем абразивного материала, время обработки.
Технологические возможности обработки позволяют регулировать характеристики формируемого поверхностного слоя (сократить величину создаваемого после обработки дефектного слоя) обрабатываемой поверхности. Кроме этого, исключается необходимость использования пневмо и гидросистем в управлении процессом при его реализации.
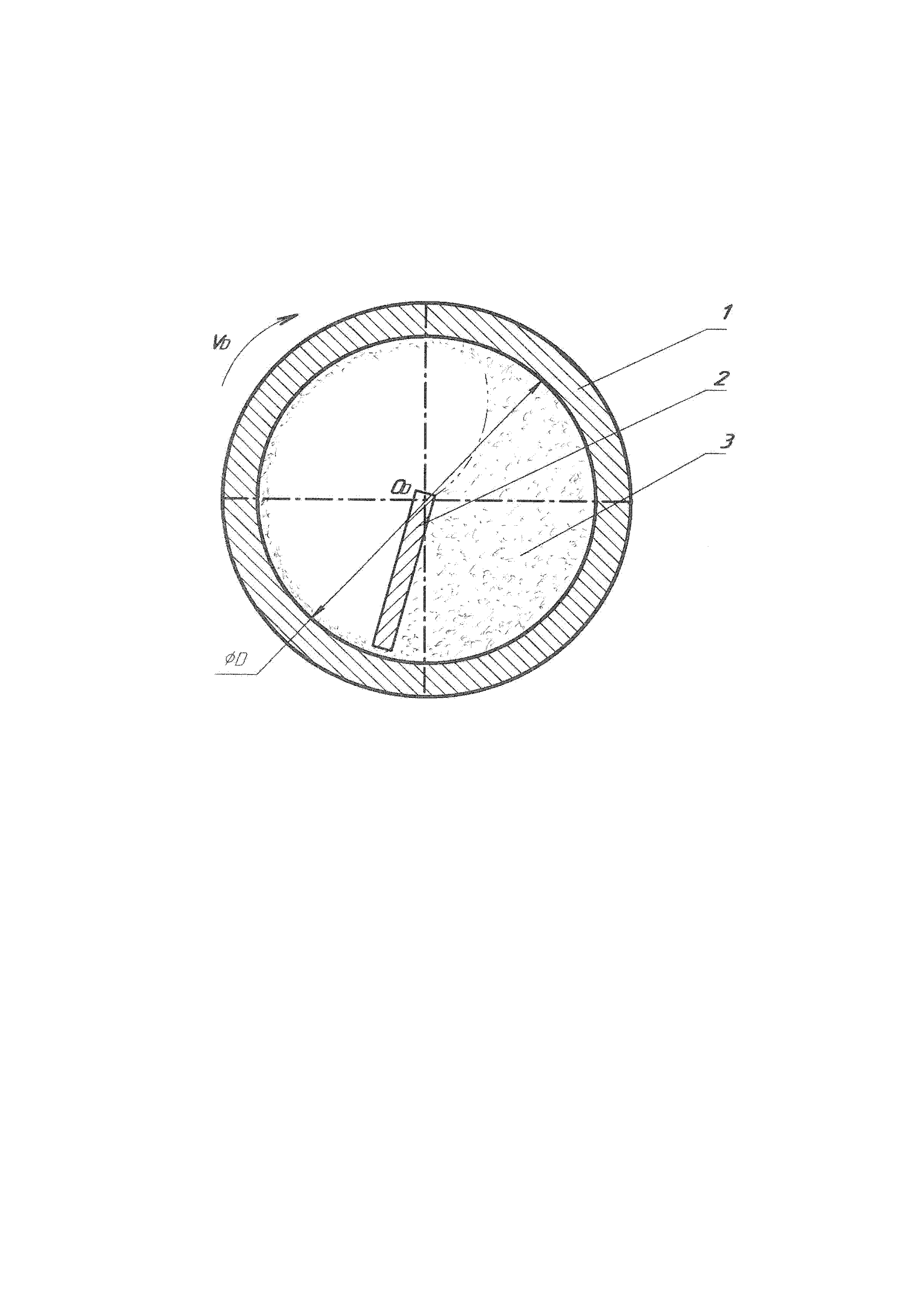
Способ иллюстрируется чертежом, на котором показан поперечный разрез заготовки 1, во внутренней полости которой размещен конструктивный элемент 2 (деталь или сборочную единицу, имеющая форму пластины, сферы и др.), обеспечивающий равный зазор с обрабатываемой поверхностью и располагающийся параллельно оси вращения обрабатываемых поверхностей типа тел вращения, и абразивные зерна 3. Конструктивный элемент 2 изготавливается из материала, имеющего большую абразивную износостойкость по сравнению с обрабатываемыми деталями. Внутренняя полость заготовки закрывается со стороны торцов (торца в случае «глухой» формы полости).
Пример.
Обработке подверглась внутренняя цилиндрическая поверхность диаметром D=102 мм, длиною 100 мм. (номинальные размеры), деталей, выполненных из стали 45 ГОСТ 1050-88 (после точения и термической обработки) (HRC 48…55), исходная шероховатость поверхности Ra=6,3 мкм.
Технологические параметры и режимы обработки: неподвижный конструктивный элемент в форме пластины, расположенный под углом 20 градусов относительно вертикальной оси вращения обрабатываемой поверхности по направлению вращения в нижней части камеры (Фиг.), зазор между пластиной и обрабатываемой поверхностью заготовки – 2 мм., абразивный материал электрокорунд белый – А24 , зернистость (ГОСТ 3647-80) - 25, объем абразивного материала – 400000 мм3, частота вращения детали (заготовки) - 900 об/мин, цикл обработки 3 мин.
Результаты обработки: шероховатость Ra=0.18-0.2 мкм., съем металла на сторону – 14 - 16 мкм.
Таким образом, способ абразивной обработки внутренних поверхностей заготовок типа тел вращения, включающий обработку несвязанным абразивом, горизонтальное расположение оси обрабатываемой поверхности, вращение заготовки с частично заполненной абразивным материалом внутренней полостью, в которой размещен неподвижный конструктивный элемент, форма и расположение которого при вращении заготовки обеспечивают формирование области заполненной абразивными зернами, при котором скорость вращения заготовки устанавливают не ниже условий, обеспечивающих процесс микрорезания при обработке внутренней поверхности заготовки, обеспечивает повышение качества и производительности абразивной обработки внутренних поверхностей заготовок типа тел вращения.
Способ абразивной обработки внутренних поверхностей заготовок типа тел вращения, включающий горизонтальное расположение оси обрабатываемой поверхности заготовки и вращение заготовки с частично заполненной абразивным материалом внутренней полостью, отличающийся тем, что размещают неподвижный конструктивный элемент во внутренней полости заготовки, вращение заготовки осуществляют с обеспечением равного зазора между обрабатываемой поверхностью вращающейся заготовки и неподвижным конструктивным элементом, форма и расположение которого при вращении заготовки обеспечивают формирование области, заполненной абразивными зернами, между обрабатываемой поверхностью заготовки и неподвижным конструктивным элементом, при этом обработку осуществляют несвязанным абразивом, а скорость вращения заготовки устанавливают из условия обеспечения процесса микрорезания обрабатываемой поверхности заготовки абразивными зернами.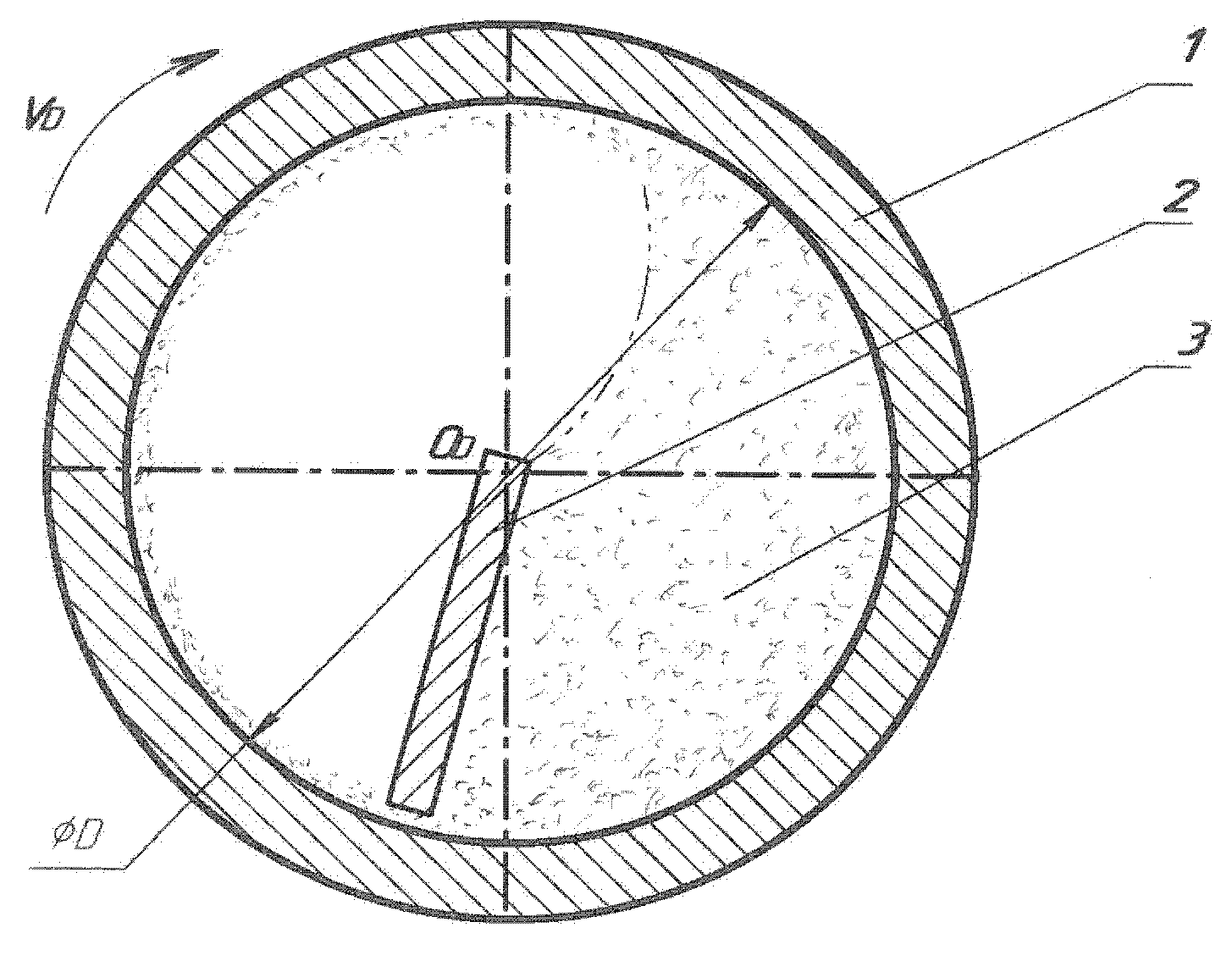
Композиционный материал
Способ получения материала для абсорбции и десорбции водорода
Аспирационная пылеулавливающая установка
Композиционный материал
Аспирационная пылеулавливающая установка
Композиционный материал
Органическая композиция для пропитки бетона
Рецептурная композиция паштета с нутом
Рубленые мясные полуфабрикаты
2-замещенные 5-(гетеро)алкил-6-гидроксипиримидин-4(1h)-оны, обладающие ноотропной активностью
Способ обработки внутренних цилиндрических поверхностей свободным абразивом
Способ правки шлифовального круга бесцентрового шлифовального станка
Способ бесцентрового шлифования шариков

