Результат интеллектуальной деятельности: СПОСОБ НАНЕСЕНИЯ ГРАДИЕНТНЫХ ЖАРОСТОЙКИХ ПОКРЫТИЙ Y-MO-O ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА
Вид РИД
Изобретение
Изобретение относится к области нанесения жаростойких покрытий из плазмы вакуумно-дугового разряда, в частности к получению износо-, ударо-, тепло-, трещино- и коррозионностойких покрытий, и может быть использовано для повышения надежности и долговечности лопаток турбин.
Известен способ получения Mo-N покрытий, получаемых методом вакуумно-дугового осаждения (В.М. Шулаев, А.А. Андреев Высокотвердые наноструктурные Mo-N покрытия // Вестник Харьковского национального автомобильно-дорожного университета. - 2006. - №33). Технологический процесс нанесения нитридного покрытия включает две основные операции: очистку подложки, осуществляемую за счет бомбардировки поверхности в течение 1-2 минут ионами молибдена, и конденсацию покрытия, которая проводилась на подложку из нержавеющей стали температурой 400-500°С со скоростью 20 мкм/ч и при давлении азота в реакционной камере от 10-3 до 1 Па. В процессе конденсации происходит образование перенасыщенных твердых растворов внедрений азота в молибдене, монофазного нитрида молибдена, а также смеси этих фаз.
Недостатками данного способа является улучшение только одного параметра - твердость покрытия, а также невозможность изменения его значений, о чем свидетельствует эффект скачкообразного прироста твердости. Низкие значения теплостойкости (не более 1100°С) также являются недостатком данного способа.
Известен способ упрочнения блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, включающий формирование многослойного жаростойкого покрытия на внешних поверхностях верхней и нижней полок блока и пера лопатки, в котором первый слой толщиной от 10 до 70 мкм наносят вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом, с последующим диффузионным отжигом при температуре 1000-1050°С в течение от 2 до 5 ч в вакууме от 10-3 до 10-4 мм рт. ст., причем в качестве материала используют сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Аl - остальное, второй жаростойкий слой толщиной от 8 до 60 мкм наносят вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом наносят при температуре 930-960°С в течение от 2 до 5 ч, причем в качестве материала используют сплав состава Сr - от 18 до 30%, Аl - от 5 до 13%, Y - от 0,2 до 0,65%), Ni - остальное, вновь подвергают отжигу в вакууме от 10-3 до 10-4 мм рт.ст., затем газотермическим методом наносят дополнительный подслой толщиной от 5 до 20 мкм состава Сr - от 18 до 30%, Аl - от 5 до 13%, Y - от 0,2 до 0,65%, Ni - остальное (патент РФ №2445199, В23Р 6/00, С23С 14/06, опубликован 20.03.2012 г.).
Недостатком данного способа является возникновение термических напряжений, приводящих к разрушению керамического покрытия из-за того, что внешний слой и подложка имеют разные коэффициенты термического расширения.
Известен способ нанесения покрытия на металлическую подложку, включающий контактирование по меньшей мере части металлической подложки с составом для предварительной обработки, содержащим источник металла ШВ группы и/или металла IVB группы и источник меди; и затем контактирование по меньшей мере части металлической подложки с составом, содержащим смолу, образующую пленку, и источник иттрия (патент РФ №2 411 090,B05D 7/16, опубликован 10.02.2011 г.).
Недостатком данного способа является дороговизна процесса получения покрытия.
Известен способ получения жаростойкого покрытия методом термодиффузионной обработки сплавов в порошковой смеси, содержащей мас. %: хром 30-40; алюминий 3-12; активатор 0.2-0.5; никель-иттрий 4-6 и оксид алюминия, остальное - до 100%. Термодиффузионную обработку осуществляют ступенчато в вакууме не менее 9 ч, после чего полученные образцы с нанесенным покрытием охлаждают, затем подвергают закалке при температуре 1180-1280°С не менее 1 ч и отпуску при температуре 900°С не менее 2 ч. (патент РФ №2621506, С23С 10/56, C21D1/78, опубликован 06.06.2017 г.).
Недостатками данного способа являются трудоемкость и длительность процесса получения покрытия.
Известен способ получения Y-Mo-O покрытий на композите с молибденовой матрицей, армированной волокном на основе оксидов Аl2O3 и двойных оксидов Y и Аl. Данное покрытие наносят в среде химически чистого кислорода при давлении в камере 10-3 Па. Потенциал на подложке составляет 140-200 В, при этом ток дуги электродугового испарителя равняется 50-150 А. Общее время осаждения составляет 65 минут, при этом в течение 5 минут наносится первый адгезионный подслой с пониженным содержанием кислорода, затем в течении 60 минут наносят основное покрытие из молибдатов иттрия.
(ЕL Vardanyan, AYu Nazarov, SN Galyshev, RF Gallyamova, ST Mileyko/ Yttrium molybdates coating deposition of oxide-fibre/molybdenum-matrix composites// IOP Conf. Series: Materials Science and Engineering 387 (2018) 012082 doi:10.1088/1757-899X/387/l/012082)
Недостатком аналога является различные коэффициенты теплового расширения у материалов подложки и покрытия и следующая из этого невозможность применения широкого спектра материалов для формирования защитных покрытий.
Задачей изобретения является увеличение срока службы деталей из авиационных конструкционных сплавов за счет применения защитных покрытий на основе молибдатов иттрия, а также расширение спектра применяемых материалов для нанесения покрытий за счет сглаживания разницы в коэффициентах теплового расширения.
Техническим результатом данного изобретения является улучшение стойкости деталей к газовой коррозии и возможность достижения высокой адгезионной прочности за счет градиентного покрытия при широком спектре наносимых материалов, при которых подложка из авиационных конструкционных сплавов не будет разрушаться при высоких температурах эксплуатации (до 1500°С).
Поставленная задача решается, а технический результат достигается тем, что в способе нанесения жаростойкого покрытия осаждение из плазмы вакуумно-дугового разряда проводят с двух поочередно используемых однокомпонентных катодов Мо и Y на подложку из авиационных конструкционных сплавов, при котором на поверхности формируют градиентную структуру жаростойкого покрытия с плавным переходом от чистых металлов к молибдатам и оксиду иттрия, при этом газовая рабочая среда плавно меняет свой состав от чистого аргона до кислорода.
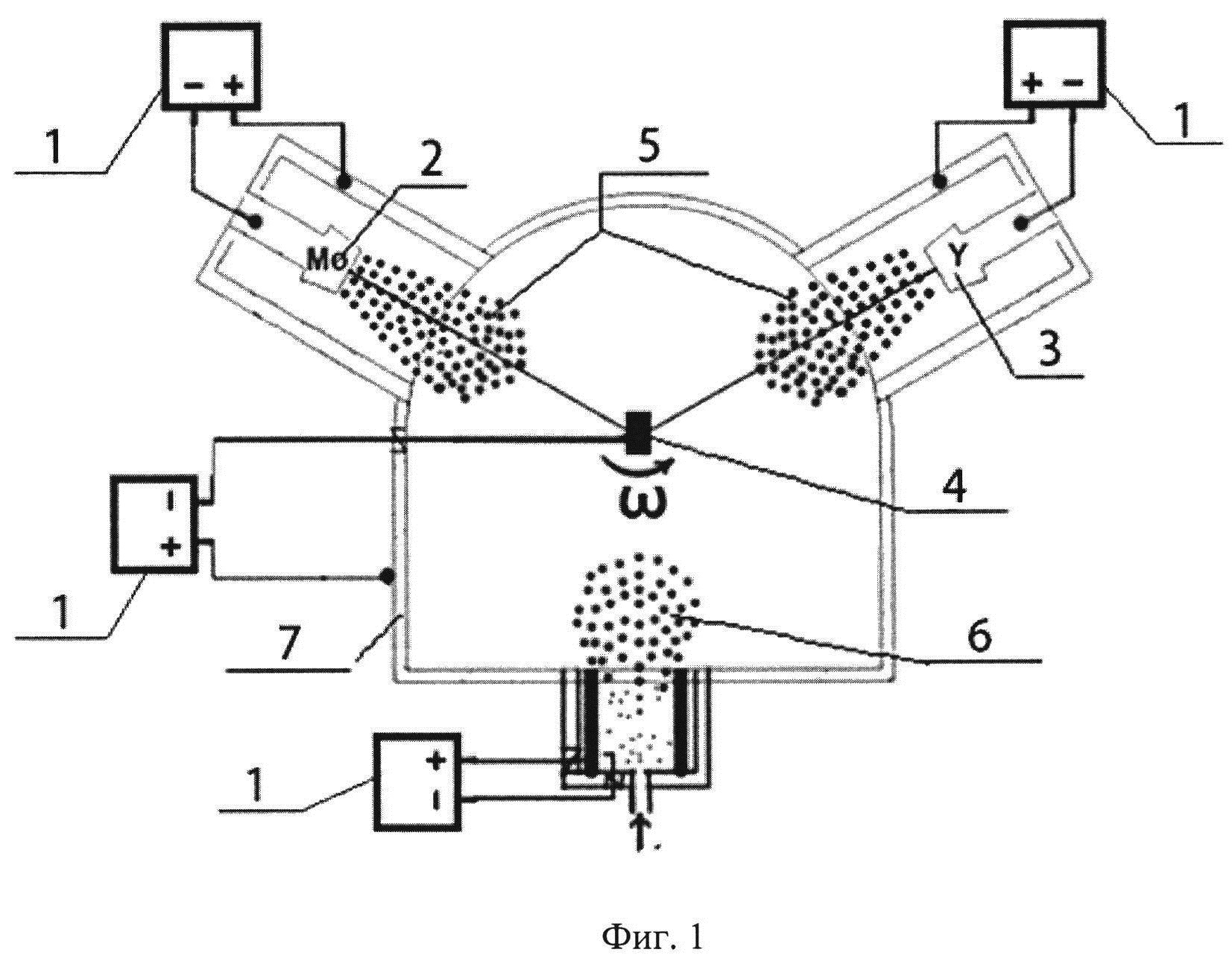
Изобретение иллюстрируется чертежами, на которых изображено:
На фигуре 1 представлена схема установки ННВ-6,6-И1, где позиция 1 - источник питания, 2 - катод из молибдена, 3 - катод из иттрия, 4 - заготовка, 5 - металлическая плазма, 6 - газовая плазма, 7 - вакуумная камера. На фигуре 2 представлено схематичное изображение полученного градиентного покрытия.
Пример конкретной реализации способа
Для нанесения покрытий использовалась установка ионно-плазменного напыления ННВ-6,6-И1, а в качестве подложки - образцы композитного материала с молибденовой матрицей, армированной волокном на основе оксидов Аl2О3и двойных оксидов Y и Аl.
Нанесение покрытий на основе молибдатов иттрия проводилось с двух однокомпонентных катодов из Мо и Y. В начале в течение 15 минут наносится нижний подслой молибдена, который осаждается в среде аргона. Затем включается дуговой испаритель с иттриевым катодом при низких значениях силы тока, что соответствует минимальному содержанию иттрия в покрытии. После этого на иттриевом катоде увеличивают ток, на молибденовом катоде, в свою очередь, ток уменьшают до полного выключения в течение 2 часов, при этом осуществляется изменение атмосферы вакуумной камеры от чистого аргона до чистого кислорода с помощью регулятора расхода газов, что позволяет сформировать градиентную структуру от чистого молибдена до оксида иттрия.
Итак, заявляемое изобретение позволяет наносить градиентные покрытия требуемого стехиометрического состава по всей поверхности детали, независимо от ее конфигурации, без трещин и расслоений.
Главное преимущество изобретения заключается в плавном изменении коэффициента теплового расширения покрытия благодаря плавной смене напыляемого материала, что влечет за собой более высокую адгезионную прочность покрытия при высоких температурных градиентах в обработанной детали.
Способ нанесения жаростойкого покрытия, включающий осаждение Мо и Y на подложку из авиационных конструкционных сплавов посредством плазмы вакуумно-дугового разряда с двух поочередно используемых однокомпонентных катодов Мо и Y, при этом на обрабатываемой поверхности формируют градиентную структуру жаростойкого покрытия с плавным переходом от чистого металла к молибдату и оксиду иттрия, причем сначала включают дуговой испаритель с молибденовым катодом и в течение 15 мин наносят нижний подслой из молибдена, затем включают дуговой испаритель с иттриевым катодом, постепенно увеличивая на нем ток, а на молибденовом катоде в течение 2 ч ток уменьшают до полного выключения, при этом одновременно осуществляют плавное изменение состава атмосферы в вакуумной камере от чистого аргона до чистого кислорода.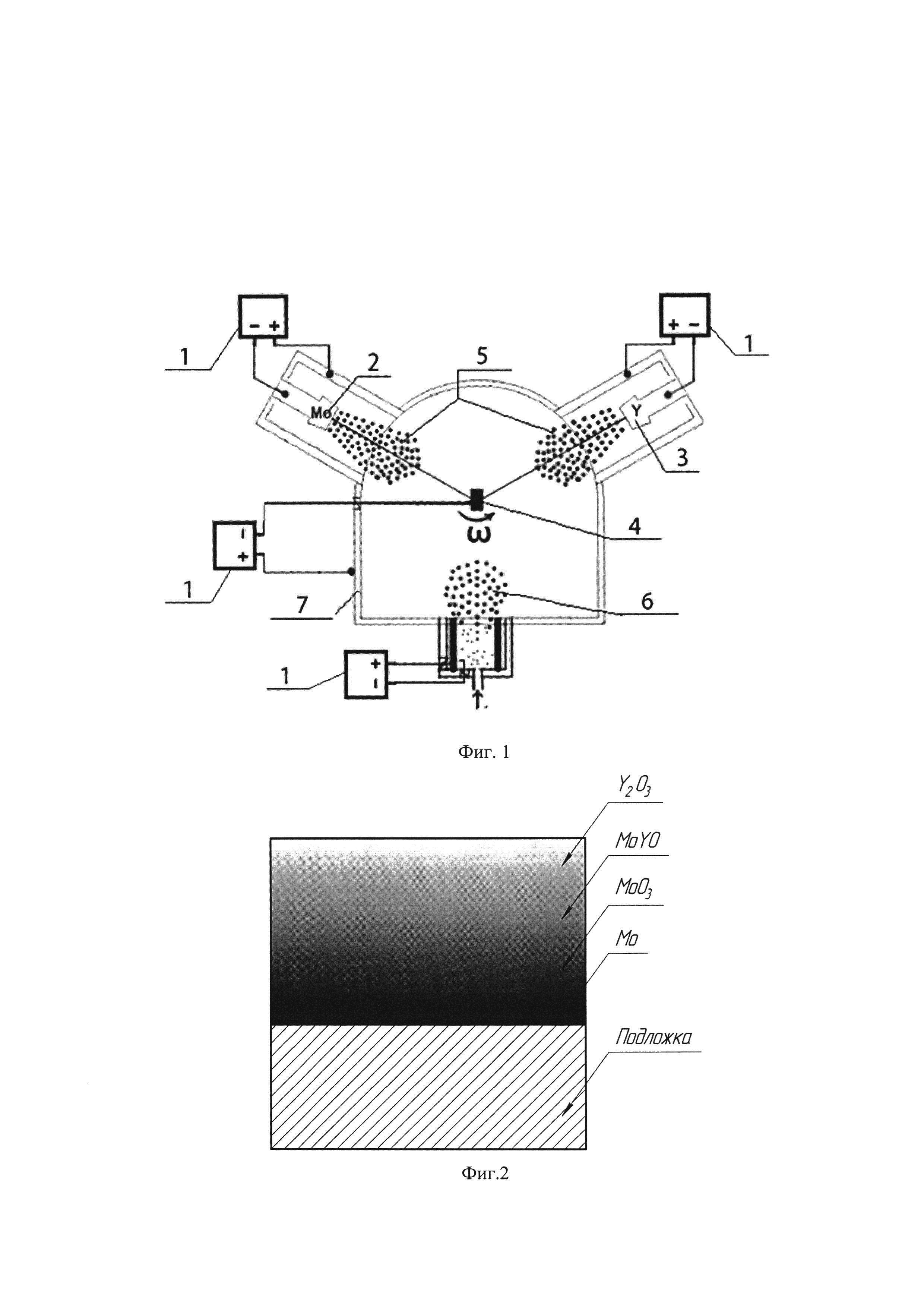
Способ нанесения износостойкого покрытия ионно-плазменным методом
Система автоматического управления углом крена со статическим автопилотом и с ограничением угловой скорости крена летательного аппарата
Способ нанесения жаростойких покрытий y-мо-о из плазмы вакуумно-дугового разряда
Способ сухого локального электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ повышения стойкости металлорежущего инструмента
Пальчиковое уплотнение
Способ вихретокового контроля целостности бандажных оболочек роторов
Способ последовательного электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ нанесения аморфно-кристаллического покрытия на металлорежущий инструмент
Система автоматического управления углом крена и ограничения угловой скорости крена летательного аппарата
Высокотемпературные композиты с молибденовой матрицей и способ их получения
Способ интенсификации процесса низкотемпературного ионного азотирования изделий из титановых сплавов
Способ получения композиционных материалов на основе углеволокна и металла
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали
Способ определения жаростойкости функциональных покрытий на инструментальных и конструкционных материалах с использованием синхротронного излучения

