Результат интеллектуальной деятельности: ФОРМОВОЧНЫЙ ПРЕСС С ГИБОЧНЫМ ПУАНСОНОМ
Вид РИД
Изобретение
Настоящее изобретение относится к формовочному прессу по ограничительной части п. 1 формулы изобретения.
В DE 10232098 А1 описан формовочный пресс для изготовления труб из металлических листов, в котором гибочный пуансон установлен на верхней балке посредством шарнира. Посредством этого гибочный пуансон может отклоняться на определенный угол, что является предпочтительным при некоторых процессах формования.
В ЕР-В1-0065953 описан формовочный пресс во втором варианте исполнения, в котором гибочный пуансон выполнен перемещаемым посредством привода в вертикальном направлении и может быть нагружен силой пластического деформирования. Кроме того, гибочный пуансон установлен с возможностью поворота на верхнем торце и может быть повернут в сторону посредством гидравлического цилиндра, чтобы упростить извлечение обрабатываемой детали.
В US-A-3845655 описан формовочный пресс, в котором гибочный пуансон выполнен перемещаемым в вертикальном направлении и может быть нагружен силой пластического деформирования. Кроме того, гибочный пуансон в центральной области разделен на части и раскладывается в сторону посредством шарнирной планки и гидравлического цилиндра, чтобы упростить извлечение обрабатываемой детали.
В DE-A1-102014116192 описан формовочный пресс с поворотной верхней деталью или, соответственно, поворотным гибочным пуансоном в выбираемое фиксированном положении, в котором две нижние детали могут быть перемещены отдельно друг от друга, чтобы оказывать воздействие пластического деформирования на заготовку.
Задача изобретения состоит в том, чтобы предложить формовочный пресс универсального применения.
Для вышеупомянутого формовочного пресса эта задача решается посредством изобретения с отличительными признаками пункта 1 формулы изобретения. Благодаря наличию опорного элемента с регулируемым поддерживающим усилием предусмотрена направляющая, которая по мере необходимости может быть переключена на жесткое или мягкое ведение. Благодаря этому становится возможным поведение гибочного пуансона, оптимизированное для различных процессов деформирования.
В смысле изобретения гибочный пуансон представляет собой инструмент для пластического деформирования, в продольном направлении имеющий по существу призматическую форму, а в вертикальном направлении - в основном узкое поперечное сечение. Предлагаемый изобретением формовочный пресс предпочтительно, но не обязательно применяется при изготовлении труб из металлических листов. При этом металлический лист при помощи гибочного пуансона и нижнего инструмента изгибается вокруг продольного направления по всей его длине. При этом благодаря соответствующей регулировке поворачиваемости пуансона могут быть оптимизированы различные этапы процесса пластического деформирования.
В смысле изобретения под опорным элементом понимается любая деталь, прикладывающая к гибочному пуансону силу или крутящий момент, направленный поперек продольного направления. Опорный элемент не должен действовать непосредственно на гибочный пуансон, предпочтительно он может воздействовать на конструкцию, удерживающую гибочный пуансон.
В предпочтительном варианте осуществления изобретения опорный элемент содержит по меньшей мере один гидравлический цилиндр.
Особенно предпочтительно опорный элемент содержит по меньшей мере два гидравлических цилиндра, действующих противоположно друг другу. Благодаря исполнению в виде гидравлических цилиндров, в общем, становится возможным получение плавно изменяемого и легко регулируемого поддерживающего усилия. Кроме того, благодаря, как правило, существующей гидравлической системе для привода формовочного пресса возможна простая и не требующая больших затрат привязка гидравлического опорного элемента.
Тем не менее, в альтернативных вариантах осуществления возможны другие исполнения опорного элемента, например, в виде механических пружин в сочетании со стопором для избирательной фиксации гибочного пуансона. При необходимости пружины могут иметь конструкцию, позволяющую регулировать их предварительное натяжение, чтобы обеспечить дополнительную изменяемость поддерживающего усилия.
В целесообразной конструкции предусмотрено, что верхняя балка может поворачиваться вместе с гибочным пуансоном. Благодаря этому возможна простая или, соответственно, обычная конструкция гибочного пуансона или, соответственно, верхнего инструмента. С этим также связана быстрая, не требующая больших затрат замена гибочного пуансона, причем при необходимости по-прежнему могут применяться имеющиеся гибочные пуансоны обычных прессов.
Как правило, предпочтительно над гибочным пуансоном расположена по меньшей мере одна направляющая колонка с направляющей, причем поворот гибочного пуансона происходит вокруг указанной направляющей. При этом в предпочтительном варианте осуществления изобретения предусмотрено, что опорный элемент воздействует на направляющую колонку. Благодаря этому простым способом обеспечивается прикладывание силы к гибочному пуансону независимо от его рабочего положения. При этом в другом предпочтительном исполнении, чтобы получить простую конструкцию, направляющая колонка вместе с верхней балкой может перемещаться в направлении пластического деформирования на рабочий ход приводного цилиндра.
В предпочтительном варианте осуществления изобретения гибочный пуансон по меньшей мере в одном рабочем режиме жестко удерживается опорным элементом. При этом под жестким удерживанием понимается то, что при возникновении обычных сил пластического деформирования гибочный пуансон намеренного поворота уже не совершает. В отношении поведения гибочного пуансона такой рабочий режим соответствует обычному формовочному прессу с жестким креплением гибочного пуансона.
В общем, предпочтительном варианте осуществления предусмотрено, что по меньшей мере в одном рабочем режиме опорный элемент прикладывает к гибочному пуансону возвращающую силу, монотонно увеличивающуюся при повороте из нейтрального положения. Таким образом, движение гибочного пуансона может быть оптимальным образом согласовано с процессом пластического деформирования. Таким образом, большие отклонения гибочного пуансона из нейтрального положения влекут за собой большие возвращающие силы, и, напротив, при небольших поворотах гибочный пуансон может поворачиваться вокруг продольной оси почти свободно. В частности, кривая сила-отклонение может быть задана при помощи соответствующего, например, гидравлического, опорного элемента, так что процесс пластического деформирования оптимизируется в еще большей степени.
Другие преимущества и признаки следуют из нижеописанного примера осуществления и зависимых пунктов формулы изобретения.
Ниже описывается и более подробно поясняется при помощи прилагаемых чертежей предпочтительный пример осуществления изобретения.
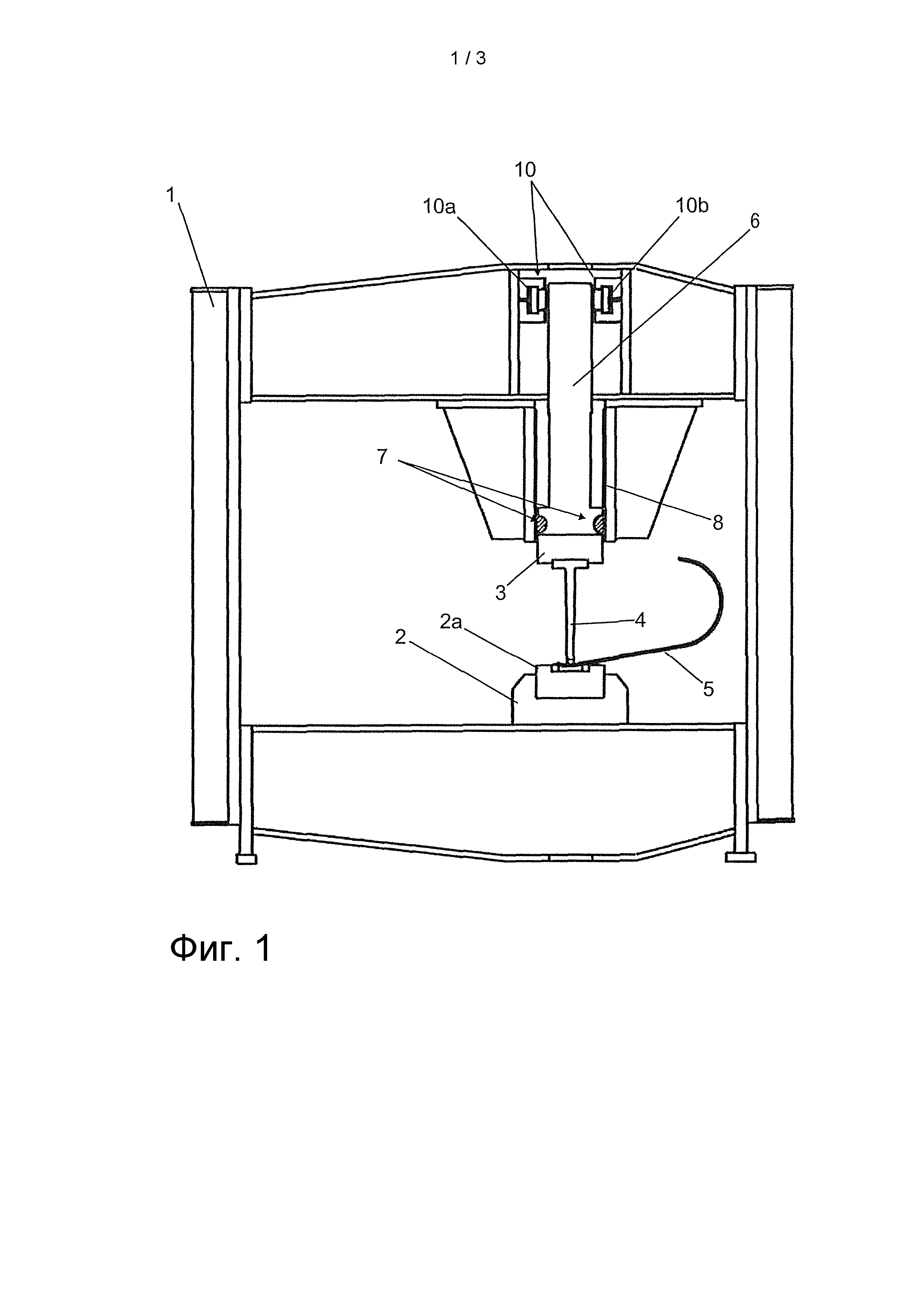
На фиг. 1 на первом виде в разрезе показан предлагаемый изобретением формовочный пресс в первой части процесса пластического деформирования.
На фиг. 2 показан формовочный пресс фиг. 1 во второй части процесса пластического деформирования.
На фиг. 3 формовочный пресс фиг. 1 показан в другой плоскости сечения.
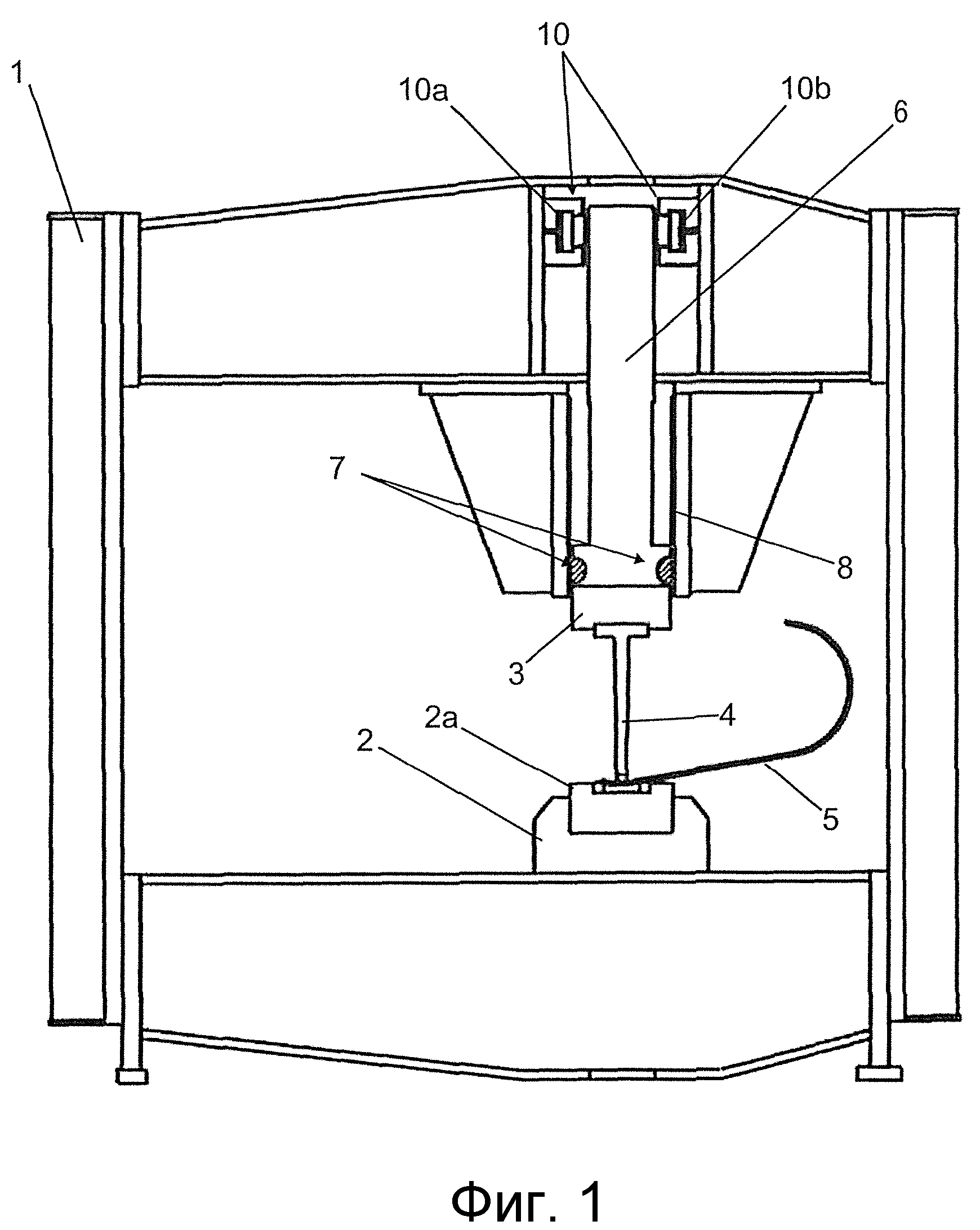
Показанный на фиг. 1 предлагаемый изобретением формовочный пресс содержит неподвижную раму 1, в которой расположены нижняя балка 2 и верхняя балка 3. Нижняя балка 2, неподвижно закрепленная на раме 1, удерживает нижний инструмент 2а. Верхняя балка 3, установленная с возможностью движения относительно рамы 1, удерживает верхний инструмент, выполненный в виде гибочного пуансона 4.
Гибочный пуансон 4 и нижний инструмент 2а проходят по существу в виде призмы в продольном направлении, перпендикулярном плоскости чертежа. Применение формовочного пресса предпочтительно заключается в изготовлении не бесшовных труб из металлических листов 5. Для этого гибочный пуансон в продольном направлении в каждом случае равномерно воздействует на металлический лист 5, так что металлический лист по всей своей длине изгибается или, соответственно, деформируется вокруг продольного направления.
Верхняя балка 3 соединена с направляющей колонкой 6. Направляющая колонка 6 проходит по существу в вертикальном направлении. В ее нижней части имеется направляющая 7 в виде полусфер, выступающих в поперечном направлении. Полусферы 7 опираются на направляющие пластины 8, неподвижно установленные на раме 1.
Направляющая 7 делает возможным как перемещение направляющей колонки 6 в вертикальном направлении, так и поворот вокруг продольного направления. Геометрическая ось поворота совпадает с продольным направлением и проходит по существу по центру между полусферами 7. Вместе с направляющей колонкой 6 вокруг оси поворота также может поворачиваться верхняя балка 3 и гибочный пуансон 4. Положение оси поворота в вертикальном направлении изменяется в соответствии с положением гибочного пуансона.
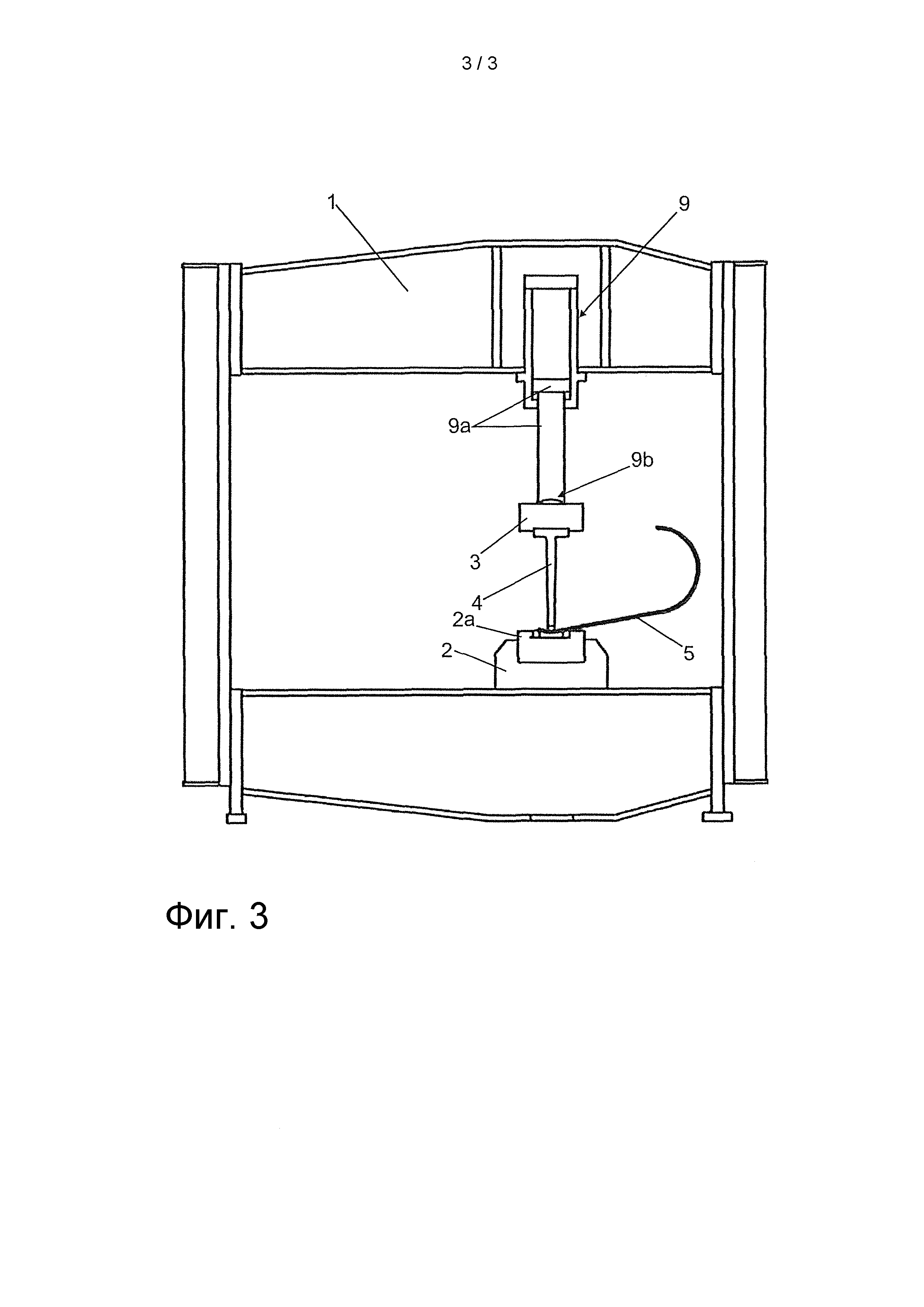
На фиг. 3 формовочный пресс показан в другой плоскости сечения. Указанная плоскость сечения проходит параллельно плоскости сечения фиг. 1, но со смещением в продольном направлении. В этой плоскости находится приводной цилиндр 9, жестко смонтированный на раме и посредством связующего звена 9b воздействующий на верхнюю балку 3. Приводной цилиндр действует в вертикальном направлении или, соответственно, в направлении пластического деформирования формовочного пресса.
Поршень 9а приводного цилиндра 9 может гидравлически перемещаться в обоих направлениях, так что при помощи приводного цилиндра 9 вызывается как рабочий ход, направленный вниз, так и обратный ход поршня 9а или, соответственно, верхней балки 3, или, соответственно, гибочного пуансона 4. Для этого связующее звено 9b может нагружаться как в направлении толкания, так и в направлении вытягивания. В направлении толкания опирание может осуществляться, например, при помощи полусферы, так что, с одной стороны, могут передаваться большие силы, а с другой стороны, становится возможным поворот верхней балки 3 относительно приводного цилиндра 9.
Повороту гибочного пуансона 4 из показанного на чертежах среднего или, соответственно, нейтрального положения при помощи опорного элемента 10 может быть противопоставлено изменяемое регулируемым образом поддерживающее усилие. Для этого опорный элемент содержит первый гидравлический цилиндр 10а, действующий на направляющую колонку 6 в поперечном направлении. Второй гидравлический цилиндр 10b действует на направляющую колонку 6 в противоположном направлении. Таким образом, поворот гибочного пуансона 4 действует на один из гидравлических цилиндров 10а, 10b, так что указанный цилиндр в зависимости от гидравлического нагружения прикладывает к гибочному пуансону 4 противодействующую силу или, соответственно, противоположный момент. Опорные поверхности гидравлических цилиндров 10а, 10b прилегают к направляющей колонке 6 с возможностью скольжения относительно вертикального направления, так что в вертикальном направлении направляющая колонка 6 остается подвижной относительно действующего на нее опорного элемента 10.
При этом предпочтительно предусмотрено по меньшей мере два рабочих режима.
В первом рабочем режиме желательно, чтобы гибочный пуансон посредством поворота мог выйти из нейтрального положения. Примером является показанная на фиг. 1 гибка металлического листа 5 вокруг продольной оси посредством нажима на нижний инструмент 2а. В этой части процесса пластического деформирования в гидравлические цилиндры 10а, 10b давление не подается или подается низкое давление. Под действием поперечных сил, возникающих при пластическом деформировании, гибочный пуансон 4 может поворачиваться, чтобы избежать высоких поперечных нагрузок на гибочный пуансон 4. При этом через гидравлические цилиндры 10а, 10b на гибочный пуансон 4 в каждом случае действует возвращающая сила.
Благодаря соответствующему управлению возвращающую силу или, соответственно, давление гидравлических цилиндров 10а, 10b также можно регулировать в зависимости от угла поворота гибочного пуансона 4, так что может быть получена почти любая кривая изменения возвращающей силы.
В частности, возвращающая сила может монотонно увеличиваться при все большем повороте из нейтрального положения.
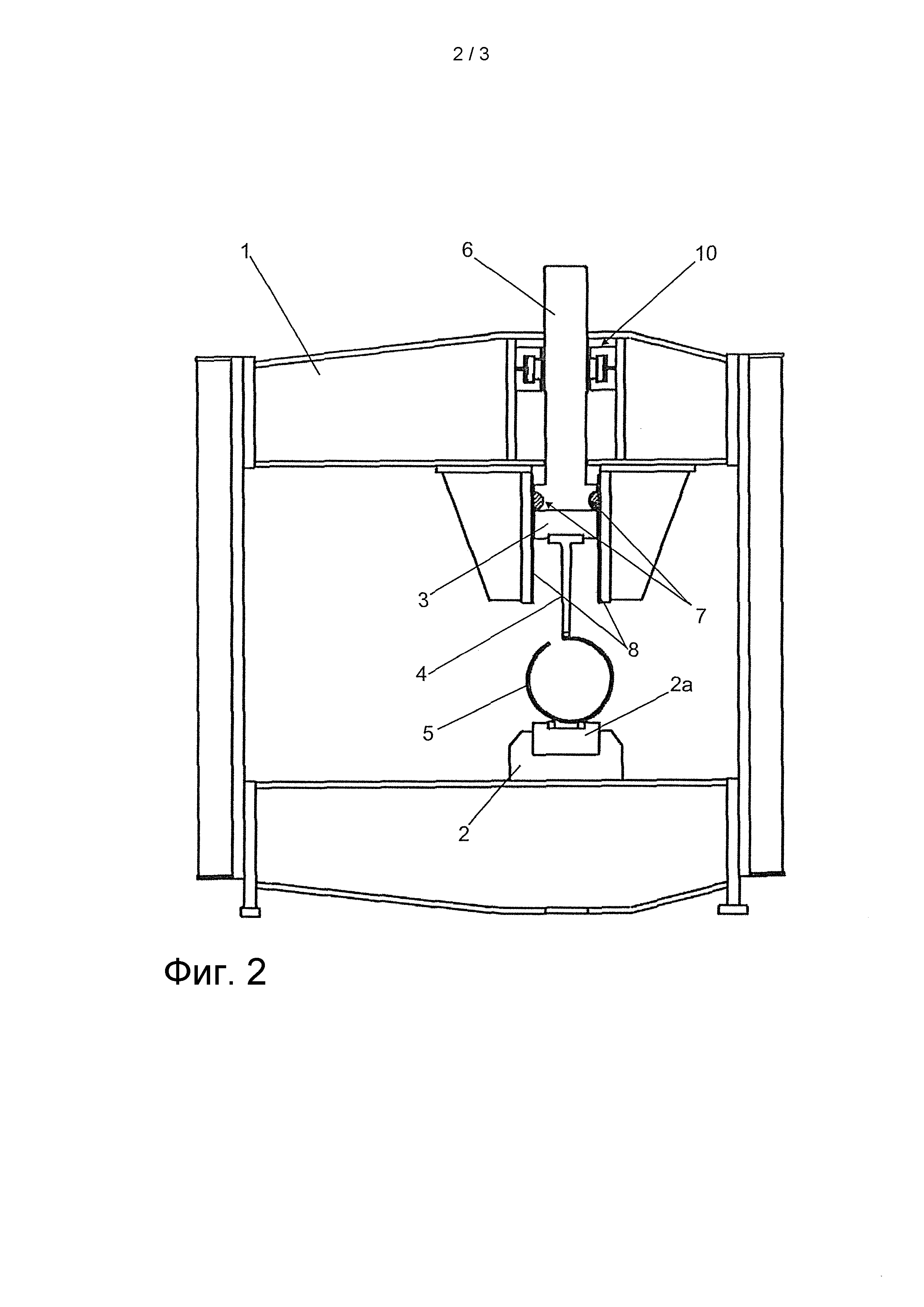
В другом рабочем режиме желательно, чтобы гибочный пуансон 4 направлялся как можно более жестко и не мог поворачиваться из своего нейтрального положения. Примером является показанное на фиг. 2 пластическое деформирование металлического листа 5 при окончательном формовании трубы и закрытии остающегося зазора. Для этого в гидравлические цилиндры 10а, 10b подается высокое давление, что приводит к жесткому ведению гибочного пуансона 4. По существу, это соответствует поведению обычного гибочного пуансона, установленного без возможности поворота.
В зависимости от конструкции и размера формовочного пресса в продольном направлении друг за другом может быть установлено множество направляющих колонок 6. Также в продольном направлении друг за другом может быть установлено множество приводных цилиндров 9. В непоказанном альтернативном варианте осуществления приводной цилиндр 9 также может быть выполнен в виде лишь толкающего цилиндра, так что связующее звено 9b рассчитывать на растягивающую нагрузку не требуется. Соответственно предусмотрены дополнительные возвратные цилиндры, возвращающие верхнюю балку 3 или, соответственно, гибочный пуансон 4 против направления пластического деформирования.
Перечень ссылочных обозначений
1 рама формовочного пресса
2 нижняя балка
2а нижний инструмент
3 верхняя балка
4 гибочный пуансон, верхний инструмент
5 металлический лист
6 направляющая колонка
7 направляющая, полусферы
8 направляющие пластины
9 приводной цилиндр
9а поршень приводного цилиндра
9b связующее звено, полусфера
10 опорный элемент
10а первый гидравлический цилиндр
10b второй гидравлический цилиндр
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии
Способ изготовления труб с открытым швом из листов металла

