Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ РАЗЛИВКИ И ПРОКАТКИ ЛЕНТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к установке для разливки и прокатки лент непрерывного действия согласно ограничительной части пункта 1 формулы изобретения.
Уровень техники
Установка для разливки и прокатки лент непрерывного действия известна, например, из steel research 74 (2003), №11/12, page 724-731. В частности, этот способ изготовления, известный как DSC-способ (Direct-Strip-Casting), пригоден для производства горячекатаной ленты из высокомарганцовистой легкой конструкционной стали.
При этом в известном способе расплавленный металл из разливочного ковша по литейному желобу и имеющей вид сифона образованной в виде очка волоки выходной области разливочной машины загружается на обращающийся разливочный конвейер горизонтальной ленточной разливочной установки. Благодаря интенсивному охлаждению разливочного конвейера загруженный расплавленный металл застывает с образованием заготовки ленты толщиной в диапазоне между 6-20 мм. После сквозного застывания заготовка ленты подвергается процессу горячей прокатки.
Разливка, прокатка и намотка в рулон стальной ленты требует от установки для разливки, чтобы обжатие отлитой на разливочной машине заготовки осуществлялось с очень небольшим растягивающим усилием, идеальным образом с нулевым растягивающим усилием. В частности, известные высокомарганцовистые легкие конструкционные стали уже при самых незначительных растягивающих напряжениях, прежде всего, если лента еще не застыла насквозь, склонны к образованию трещин, что ведет к остановке установки и к повышенным затратам на ремонт.
В целом регулирование растяжения ленты для прокатных станов непрерывного действия известно, например, из DE 10137246 А1 или DE 2618901 C2. Эти разработанные для прокатных станов непрерывного действия устройства для регулирования растяжения ленты, однако, являются недостаточными для управления растяжением ленты между блоком разливки и последующим блоком прокатки и удержания его на низком уровне так, что нельзя надежно устранить трещины в ленте.
Раскрытие изобретения
Задачей изобретения является создание установки для разливки и прокатки ленты непрерывного действия, с которой имеется возможность полного устранения трещин в ленте.
Эта задача решается признаками пункта 1 формулы изобретения. Предпочтительные варианты усовершенствования, а также устройство для получения горячекатаных лент являются предметом зависимых пунктов.
Согласно техническому решению для минимизации натяжения ленты блок разливки и последующий блок прокатки механически разъединены, причем для разъединения по меньшей мере приводной агрегат, имеющий по меньшей мере два приводимых в движение ролика, для приведения в движение ленты расположен между разливочным конвейером и блоком прокатки.
Предложенная в соответствии с изобретением установка для разливки и прокатки в принципе пригодна для получения горячекатаных лент из различных металлических материалов, тем не менее, в частности, она пригодна для высокомарганцовистой легкой конструкционной стали, которая очень чувствительно реагирует на слишком высокие растягивающие напряжениям в ленте.
Опыты показали, что только с помощью предложенного в соответствии с изобретением разъединения блока разливки от последующего блока прокатки натяжение ленты может эффективно регулироваться и удерживаться на очень низком уровне.
Полезное рабочее время и таким образом экономичность установки для разливки могут существенно повышаться благодаря предложенным в соответствии с изобретением разъединению и регулированию натяжения ленты, таким образом, затраты на уход за установкой для разливки заметно снижаются.
В другом исполнении изобретения дополнительно предпринимается разъединение приводного агрегата и блока прокатки. При этом для разъединения предпочтительно применяется приводимый в действие пневматикой работающий в качестве петлевого устройства блок.
Приводной агрегат согласно изобретению установлен в опоре эксцентрично с возможностью вращения, причем ролики приводного агрегата могут переставляться во время процесса разливки и прокатки в основном параллельно нормали к заготовке в направлении разливки или против направления разливки.
Места опоры могут находиться либо под нижним, либо над верхним роликом в станине приводного агрегата. Опора при этом соответствует буксовому подшипнику приводного агрегата, причем «маятник» (приводной агрегат) установлен внизу или вверху.
В зависимости от конструктивного исполнения установки для разливки и прокатки могут предусматриваться один или несколько приводных агрегатов, которые установлены эксцентрично с возможностью вращения.
Отдельные приводные агрегаты с парами роликов с помощью предложенной в соответствии с изобретением установки могут совершать перемещения в и против направления разливки. Приводные агрегаты при этом согласно изобретению через динамометрические датчики (сжатие-растяжение) оперты на раму системы выравнивания с несколькими роликами. Получающиеся в результате силового воздействия перемещения в и против направления разливки ограничиваются упругостью динамометрических датчиков в диапазоне измерений (область Гука) несколькими µм. Таким образом, никаких активных перемещений в направлении нормалей к заготовке не вызывается.
В другом предпочтительном усовершенствовании, в частности, верхние ролики приводных агрегатов снабжены облицовкой из меди, чтобы ускорить охлаждение на верхней стороне застывающей заготовки.
Краткое описание чертежей
Другие признаки, преимущества и подробности изобретения следуют из последующего описания примеров осуществления, представленных на чертеже, где показывают:
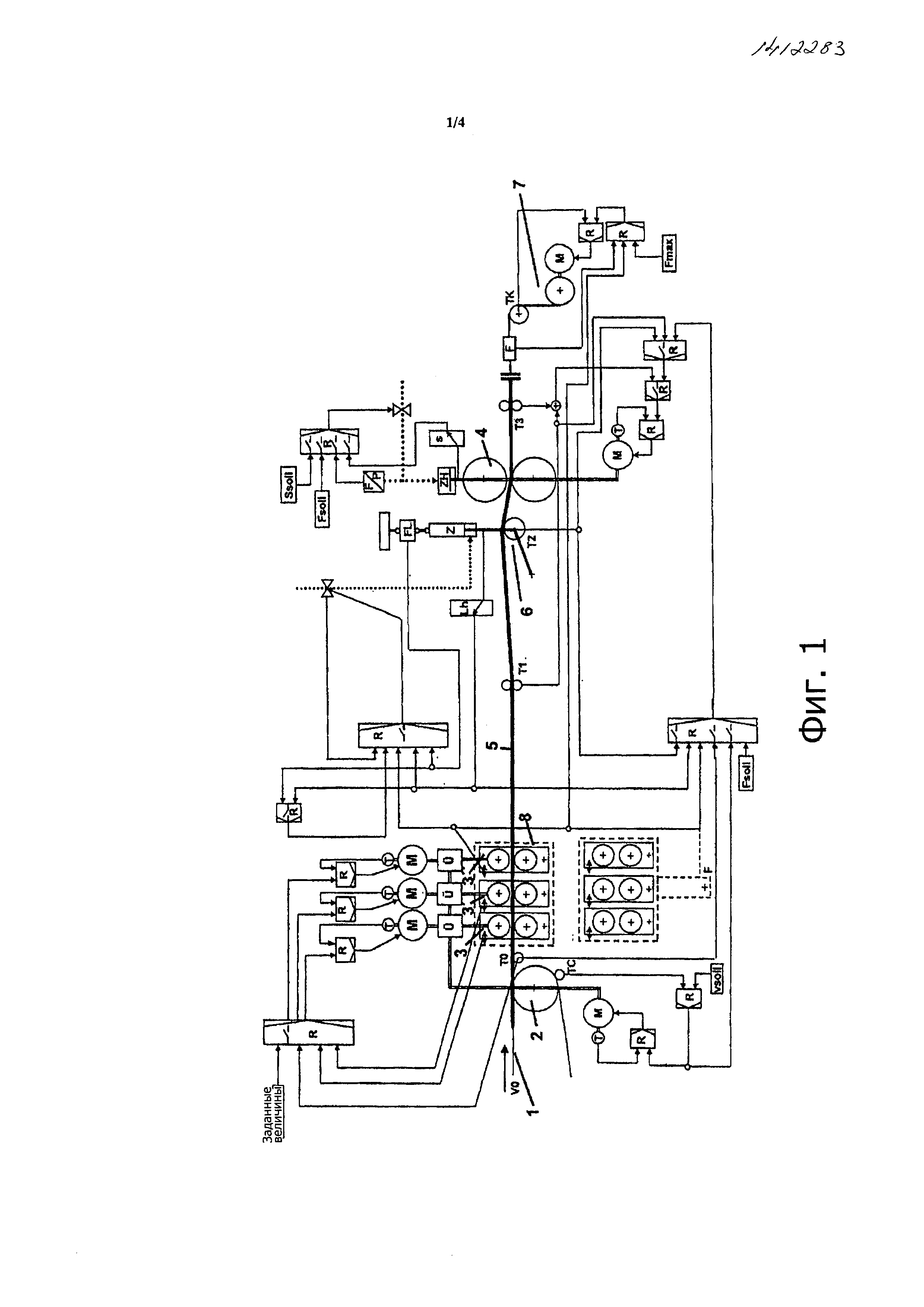
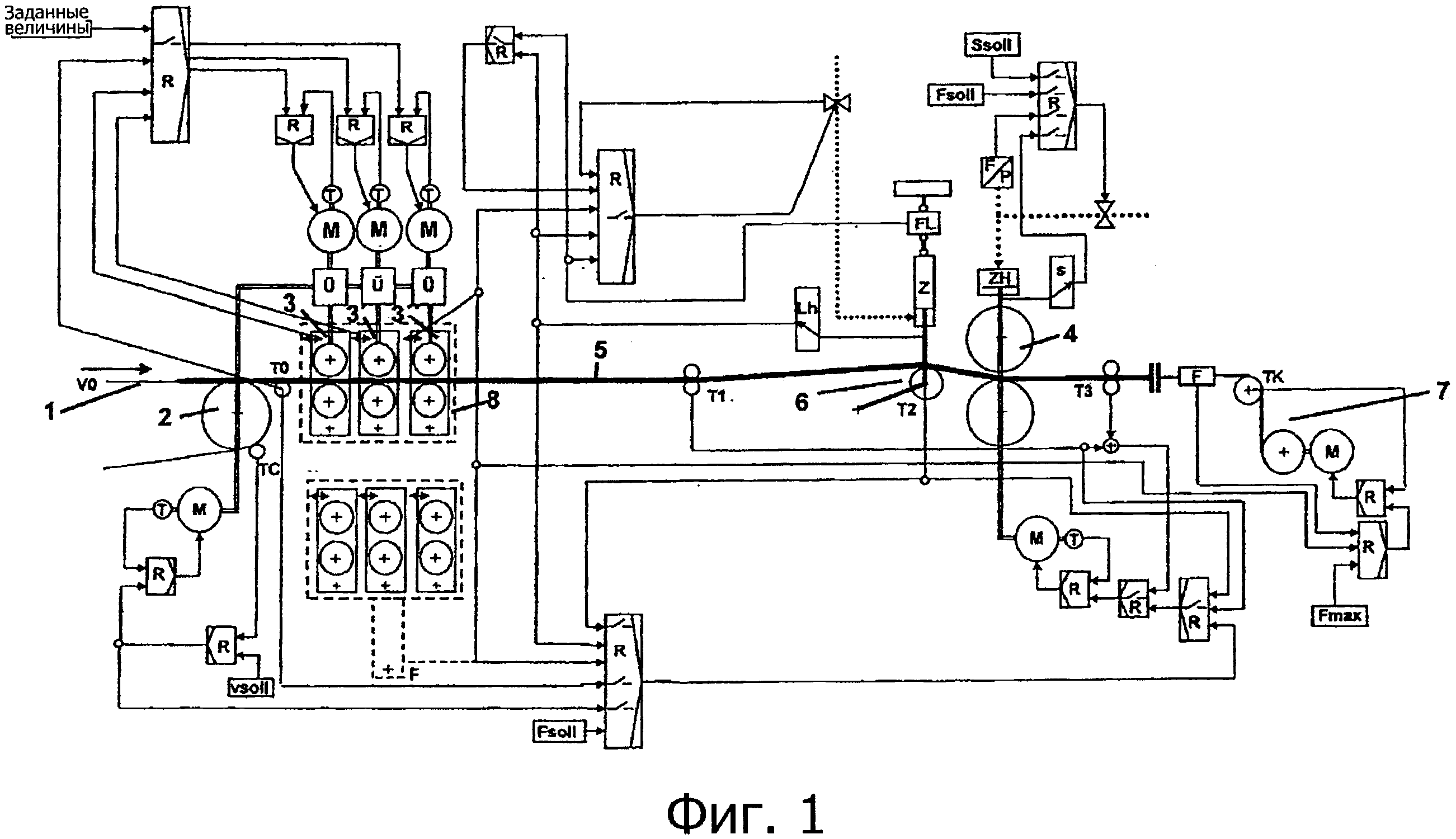
фиг. 1 - схематически фрагментарно изображенный пример осуществления предложенной в соответствии с изобретением установки для разливки и прокатки ленты и регулирования натяжения ленты;
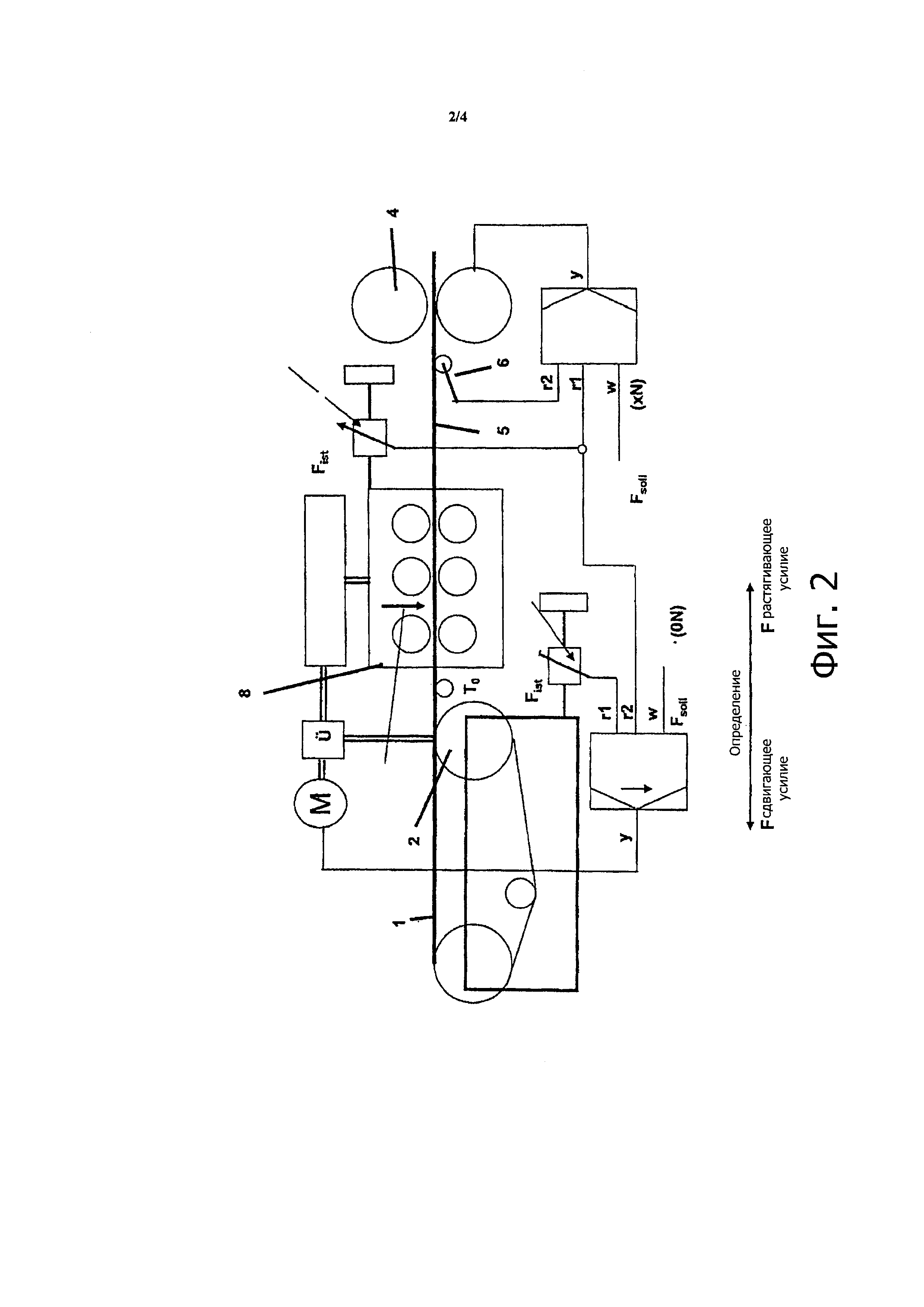
фиг. 2 - альтернативный пример осуществления;
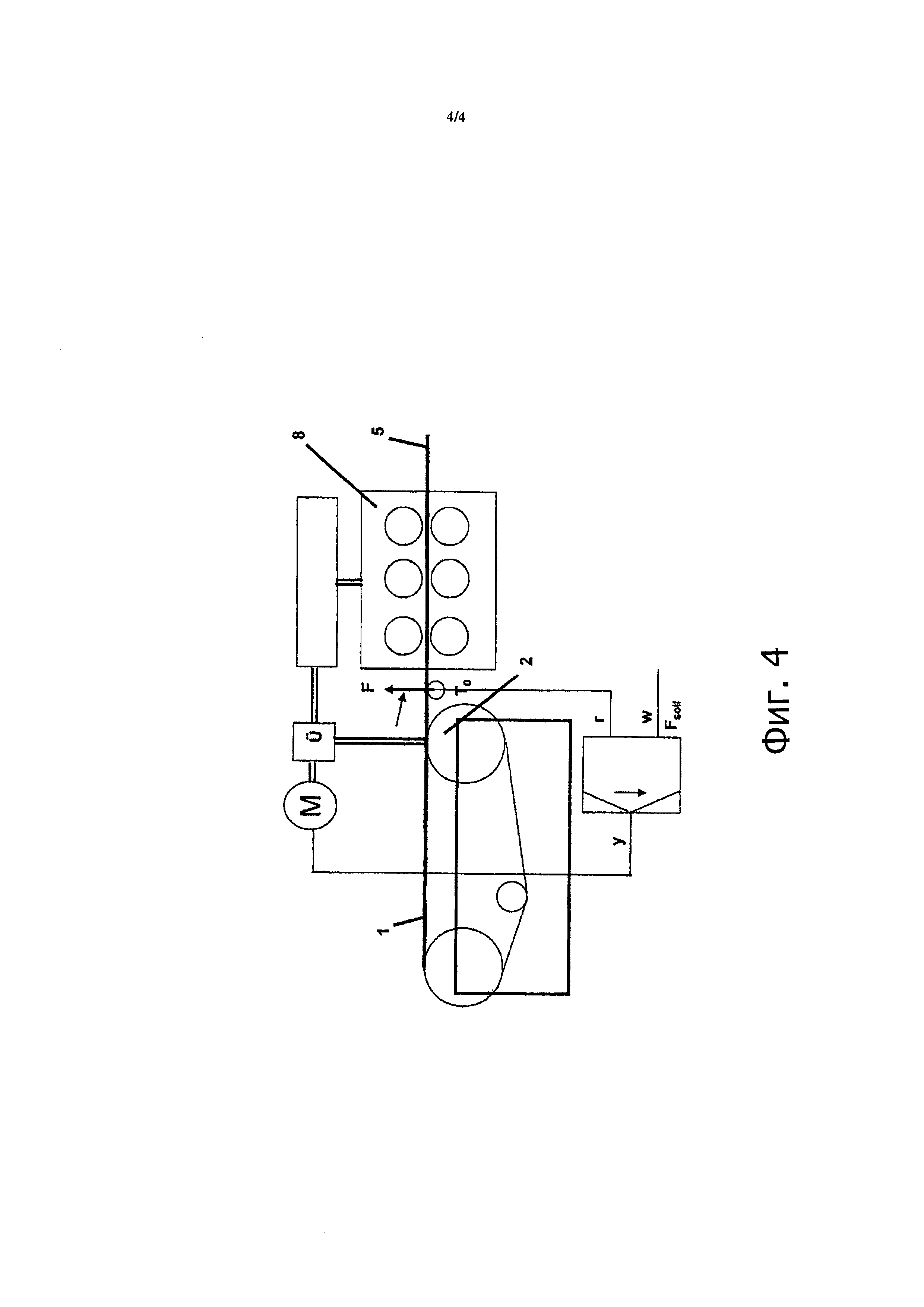
фиг. 3 - альтернативный пример осуществления;
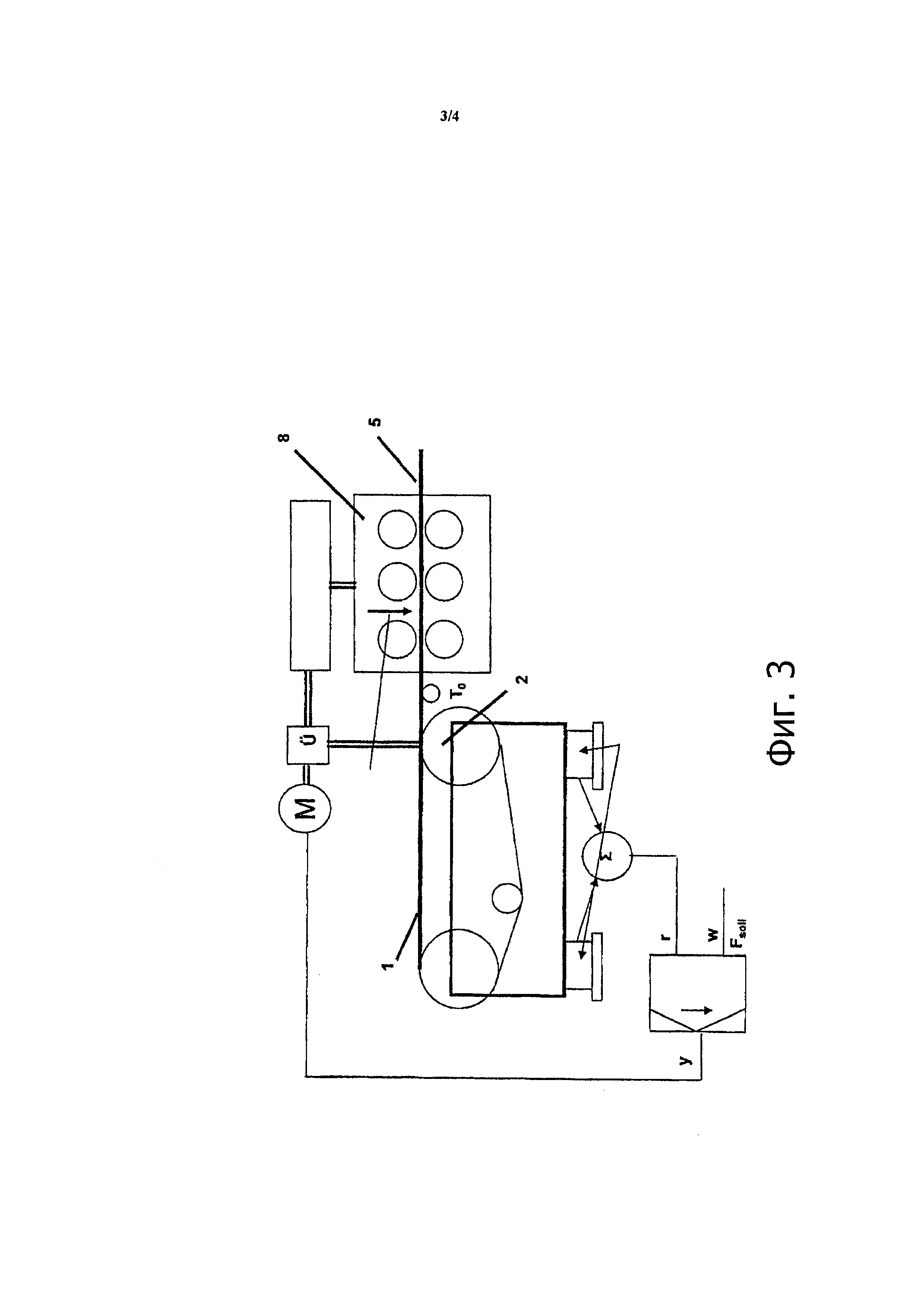
фиг. 4 - альтернативны пример осуществления.
Осуществление изобретения
Подробности изобретения видны из последующего пояснения схематически представленного на чертеже примера осуществления. На фиг. 1 фрагментарно представлена предложенная в соответствии с изобретением установка для разливки и прокатки ленты с регулированием натяжения ленты, минимизирующим натяжение ленты.
Во фрагментарном представлении, в частности, изображена область установки «передача отлитой ленты от ленточного транспортера к последующим агрегатам».
Установка для разливки и прокатки ленты состоит из не представленного здесь блока разливки с разливочным ковшом, содержащим расплавленный металл, с горизонтально расположенным литейным желобом и питательной областью, образованной в виде очка волоки выходной областью и зоной первичного охлаждения, имеющей два отклоняющих ролика и обращающийся охлажденный ленточный транспортер 1, и по меньшей мере последующего блока 4 прокатки, состоящего из по меньшей мере двух приводимых в действие валков. Здесь отклоняющий ролик 2 ленточного конвейера 1 изображен на стороне передачи блоку 4 прокатки.
Согласно изобретению блок разливки (разливочная машина) и последующий блок 4 прокатки механически разъединены, причем для разъединения между ленточным конвейером 1 и блоком 4 прокатки расположены три приводных агрегата (3, 3′, 3′′) каждый с двумя роликами для приведения в движение отлитой ленты 5.
Дополнительно предусмотрено разъединение приводного агрегата (3, 3′, 3′′) и блока 4 прокатки, причем для разъединения применено приводимое в действие пневматикой подъемное устройство, пружинящий работающий, как петлевое устройство, блок.
Минимизация натяжения ленты во время непрерывного процесса разливки и прокатки ленты происходит с представленным регулированием следующим образом.
Отлитая лента 5 сначала транспортируется ленточным конвейером 1 с контрольной скоростью v0. Скорость выхода ленты 5 при этом измеряется тахометром Т0 и окружная скорость приводных роликов синхронизируется с Т0. С этой скоростью лента 5 поступает в приводные агрегаты (3, 3′, 3′′) системы выравнивания с несколькими роликами.
После входа в пару роликов первого приводного агрегата 3 верхний ролик с определенным усилием опускается на ленту 5. Вследствие имеющейся несинхронности между ленточным конвейером и парой роликов лента 5 ленточным конвейером натягивается и затормаживается. Теперь вступает в действие первый регулятор и устанавливает скорость пары роликов так, что пара роликов не оказывает каких-либо растягивающих соответственно касательных усилий на отлитую ленту 5.
Несинхронность может вызываться различным диаметром роликов (износ), различными нажимными усилиями (степень деформации) или укорачиванием вследствие охлаждения ленты.
Дальше на ленту опускается пара роликов второго приводного агрегата 3′. Также и здесь имеется опять же незначительная несинхронность в скоростях. Эта несинхронность второй пары роликов создает на первом приводном агрегате 3 первой пары роликов растягивающее, соответственно сжимающее, усилие. Это усилие измеряется с помощью измерительного устройства усилия и оценивается. Приводные агрегаты 3, 3′, 3′′ для этого расположены в рамном каркасе 8, причем соответствующие устройства для измерения усилия приводных агрегатов 3, 3′, 3′′ опираются на этот рамный каркас 8.
Скорость второй пары роликов приводного агрегата 3′ теперь устанавливается с помощью другого регулирующего устройства так, что здесь в идеале устанавливается растягивающее усилие 0N. Пара роликов третьего приводного агрегата 3′′ и все возможные другие пары роликов работают аналогично второй паре роликов.
Застывающая лента 5 теперь выходит из приводных агрегатов 3, 3′, 3′′ системы выравнивания с несколькими роликами и тянется пилотным устройством 7 для протяжки холодной заготовки. Последняя пара валков имеет точно так же устройство для измерения усилия на приводном агрегате 3′′. Пилотное устройство 7 для протяжки холодной заготовки устанавливается точно также по замеренному растягивающему усилию 0N на последней паре роликов и тянет ленту 5 поверх подъемного устройства 6 в еще не установленный блок 4 прокатки. В качестве блока 4 прокатки изображена только одна прокатная клеть, но в зависимости от требований их может быть несколько.
Когда лента 5 входит в еще открытый зазор между валками, дуга в петлевом устройстве развертывается (петлевое устройство поднимается) и зазор между валками смыкается. Теперь высота петлевого устройства и скорость прокатки оказывают силовое воздействие на последнюю пару роликов приводного агрегата 3′′ системы выравнивания с несколькими роликами. Воздействие подъемного устройства 6 и блока прокатки 4 на измерение усилий на приводном агрегате 3′′ последней пары роликов системы выравнивания с несколькими роликами устанавливается через другое устройство регулирования так, что здесь также устанавливается растягивающее усилие 0N.
Если блок 4 прокатки захватил ленту 5 с удовлетворяющим тяговым усилием, пилотное устройство 7 для протяжки холодной заготовки отцепляется от заготовки.
В качестве петлевого устройства для подъемного устройства 6 по сравнению с обычным петлевым устройством применяются преимущественно пневматические цилиндры с очень небольшим давлением на входе. С этой системой получается очень мягкий, очень пружинящий блок. Собственно мягкое пружинящее свойство петлевого устройства соответствует минимальному растягивающему усилию, прилагаемому к заготовке, соответственно застывающей ленте, необходимому при изготовлении высокомарганцовистых легких конструкционных сталей.
Валки блока 4 прокатки в предпочтительном варианте усовершенствования оказывают действие на заготовку через активные гидравлические амортизаторы, таким образом, воздействие при опускании валков на ленту 5 (степень деформирования) уменьшается, соответственно гасится.
Дуга, возникающая в петлевом устройстве, обеспечивает достаточное время для регулирования скорости прокатки, чтобы свести к минимуму возможно появляющуюся несинхронность.
Пилотное тянущее устройство 7 втягивает отлитую ленту 5 в прокатную клеть блока 4 прокатки уже с необходимым усилием, таким образом и здесь не возникает каких-либо скачков усилий.
Скорость посадки валков синхронизируется с помощью входного тахометра перед посадкой со скоростью входящей ленты 5. Таким образом также предотвращается воздействие на ленту 5.
Регулирование петлевого устройства может быть рассчитано либо с управлением усилия, с управлением по высоте или в виде физической модели петлевого устройства
В качестве приводов могут применяться, например, асинхронные двигатели, а также двигатели постоянного тока. При применении асинхронных двигателей они питаются через частотный преобразователь, причем каждый частотный преобразователь содержит внутренний пропорционально-интегральный регулятор.
Необходимое растягивающее усилие может задаваться в качестве заданной величины раздельно для устройства 7 пилотной протяжки холодной заготовки и растягивающего усилия для блока 4 прокатки.
Система выравнивания с несколькими роликами с приводными агрегатами 3, 3′, 3′′ согласно изобретению с совмещенными редукторами (U) жестко соединена с приводом разливочного конвейера 1. Таким образом на систему выравнивания с несколькими роликами передаются также очень краткосрочные колебания скорости отлитой ленты 5 и таким образом не возникает также никаких краткосрочных дифференцированных скоростей между лентой 5 и системой выравнивания с несколькими роликами с приводными агрегатами 3, 3′, 3′′.
На фиг. 2 представлена альтернативная концепция регулирования. Одинаковые позиции соответствуют одинаковым конструктивным элементам.
В этом случае натяжение ленты измеряется с помощью других динамометрических датчиков, которые установлены на станине блока разливки (станина разливочной машины). Измерение усилий показывает непосредственно силы реакции растягивающих, соответственно сдвигающих, усилий, приложенных к ленте. Эта измеренная величина направляется регулятору, который непосредственно регулирует число оборотов совмещенного двигателя (М).
При этом виде регулирования является преимуществом, что сводится баланс усилий, замеренных на рамном каркасе 8 приводного агрегата и на станине блока разливки (разливочной машины) и осуществляется регулирование разности обеих замеренных величин в отношении 0N.
На фиг. 3 показана другая альтернатива. Здесь реакция станины разливочной машины измеряется отдельно с помощью элементов для измерения усилий или в виде суммарной силы. Станина разливочной машины стоит либо на этих специальных системах для измерения усилий, либо с помощью подвешивания закреплена к ним. Также здесь непосредственно реакция станины разливочной машины доводится до минимума в отношении 0N с помощью совмещенного привода.
На фиг. 4 представлена другая возможная альтернативная концепция регулирования. Здесь ролик тахометра Т0 применяется в качестве мини-петлевого устройства. Ролик поднимается на несколько миллиметров над заданной калибровочной линией. Регулирование отлитой ленты 5 должно при этом осуществляться в небольших пределах, чтобы избежать возможного образования трещин. Если ленточный конвейер 1 перемещает отлитую ленту 5 через приводные агрегаты 3, 3′, 3′′, возникшая в «петлевом устройстве» дуга, как правило, увеличивается. Если приводные агрегаты 3, 3′, 3′′ «тянут» за ленту 5, дуга в «петлевом устройстве» уменьшается. И этот сигнал согласно изобретению используется для регулирования совмещенного редуктора (U).
В итоге представленные на фиг. 1-4 концепции регулирования служат для того, чтобы между блоком разливки и разъединенным с ним согласно изобретению приводным агрегатом 3, 3′, 3′′, а также между приводным агрегатом 3, 3′, 3′′ и блоком 4 прокатки иметь возможность устанавливать минимальное растяжение (0N).
Перечень позиций
|
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Способ и устройство для изготовления литой ленты из стали
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Способ и устройство для изготовления литой ленты из стали
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии

