Результат интеллектуальной деятельности: Способ упрочнения элементов турбомашины металломатричным композитом и установка для его осуществления
Вид РИД
Изобретение
Изобретение относится к способам получения металлических композиционных материалов на основе интерметаллида титана, армированных высокомодульными волокнами, применяемых в авиационной технике, в частности, для упрочнения элементов газотурбинных двигателей, а также относится к установкам для непрерывного изготовления тонкой полосы металломатричного композита непосредственно из расплава интерметаллида титана и армирмирующих высокомодульных волокон, с одновременным нанесением его на элементы турбомашины, посредством способа безслиткового литья с использованием валкового литейного устройства.
Повышение прочности, рабочих температур и модуля упругости титановых сплавов, используемых для авиационных двигателей, представляет собой весьма актуальную, но трудно решаемую задачу. Относительно невысокий модуль упругости всех титановых сплавов (-100 ГПа) не позволяет реализовать их высокую прочность (-1250 ГПа) в деталях конструкций. Кроме того, при температурах выше 500°С титановые сплавы интенсивно окисляются, что существенно сокращает срок службы деталей.
Наиболее эффективным способом повышения модуля упругости сплавов, является армирование их высокомодульными волокнами, такими как карбид-кремниевые, борные, углеродные и др., и использование в качестве сплавов, интерметаллидов титана, в частности интерметаллидов типа Ti5Si3C в качестве матрицы. Это позволяет повысить уровень рабочих температур, поскольку интерметаллиды более жаростойки и позволяют снизить интенсивность окисления в сравнении с титановыми сплавами, поскольку эти интерметаллиды обладают высокой окислительной стойкостью. Поэтому решения задачи одновременного повышения жесткости, т.е. модуля упругости, прочности, жаростойкости материалов и высокой окислительной стойкости разрабатывается на пути создания композиционных материалов с интерметаллидной матрицей.
Наиболее близким к предполагаемому по технической сущности и достигаемому результату является способ упрочнения элемента турбомашины металломатричным композитом на основе интерметаллида титана, включающий послойное наматывание неоксидного керамического армирующего волокна на основе карбида кремния на конструктивный элемент с образованием ленты, расплавление порошковой смеси для получения матричного расплава на основе интерметаллида титана требуемого состава с температурой плавления ниже температуры плавления армирующего волокна, нанесение на ленту плакирующего слоя из сплава, пропитку каждого нанесенного слоя матричным расплавом, кристаллизацию расплава и сплавление армирующих волокон под давлением и образование металломатричного композита. /RU 2215816 МПК С22С 47/14 Опубликовано: 10.11.2003 г. / /1/
Недостатком технологии нанесения является недостаточная плотность получаемого композита на упрочняемой детали, использование промежуточных заготовок, а следовательно, невозможность непосредственного нанесения покрытия на конструктивный элемент турбомашины, в частности имеющих форму тела вращения, снижение прочности армирующих волокон при многократном непосредственном воздействии на них источников плазменного напыления, сложность технологии из-за необходимости использования прессов, вакуум камер, печей для термообработки и выдержки изделия.
Для реализации способа упрочнения элементов турбомашины, имеющих форму тела вращения металломатричным композитом, необходимо разработка установки объединяющей функции указанных выше агрегатов.
Наиболее близкой по технической сущности и достигаемому результату является, раскрытая в описании к патенту, установка для упрочнения элемента турбомашины металломатричным композитом, содержащая емкость для подготовки матричного расплава с питающим желобом, два валка кристаллизатора взаимодействующие друг с другом, соединенные с механизмом вращения и, по меньшей мере, с одним из валков оснащенных системой охлаждения, две торцевые стенки, установленные по торцам валков и образующие приемную емкость, сообщенную с емкостью для подготовки матричного расплава, установленное на желобе средство регулирующее поступление расплава в приемную емкость, устройство вторичного охлаждения, узел ввода армирующих волокон в валки, защитный кожух для создания защитной атмосферы, соединенный со средством подачи защитного газа и источники тепловой энергии установка для упрочнения элементов турбомашины металломатричным композитом, содержащая емкость для подготовки матричного расплава с питающим желобом, два валка кристаллизатора взаимодействующие друг с другом, соединенные с механизмом вращения, а, по меньшей мере, один из валков с системой охлаждения, две торцевые стенки, установленные по торцам валков и образующие приемную емкость, сообщенную с емкостью для подготовки матричного расплава, установленное на желобе средство регулирующее поступление расплава в приемную емкость, устройство вторичного охлаждения, узел ввода армирующих волокон в валки, защитный кожух для создания защитной атмосферы, соединенный со средством подачи защитного газа и источники тепловой энергии.
/RU 2438828 МПК В 22D 11/06 Опубликовано: 10.01.2012 г./ /2/
Недостатком установки является то, что кристаллизация жидкого сплава происходит на очень коротком участке его контакта с водоохлаждаемыми валками и для того чтобы интерметаллид успел затвердеть, процесс ведут с низкой скоростью. Отсутствие возможности увеличения скорости делает производительность процесса низкой, при этом также не исключается создание и использование промежуточных заготовок, а следовательно, исключается возможность одновременного непосредственного нанесения покрытия на конструктивные элементы турбомашины.
Технической задачей изобретения является создание способа получения высокопрочного и высокомодульного металломатричного композита на основе матрицы из интерметаллидов титана, упрочненной волокном карбида кремния, а также изделий из этого материала, например: упрочнения элементов ротора турбомашины авиационного двигателя, с заданным регулярным распределением армирующих волокон, одновременного повышения жесткости, т.е. модуля упругости, прочности, жаростойкости материалов при высокой окислительной стойкости.
Другой технической задачей изобретения является создание установки, исключающей промежуточные операции и обеспечивающей условия для одновременного непосредственного нанесения покрытия на конструктивные элементы турбомашины, имеющие форму тела вращения, увеличение скорости формирования металломатричного композита, увеличение производительности машины бесслитковой прокатки металломатричного композита и, следовательно, повышение годовой производительности, а также сокращение капитальных затрат и затрат на обслуживание.
Для решения этой задачи предложен способ упрочнения элемента турбомашины металломатричным композитом на основе интерметаллида титана, включающий послойное наматывание не оксидного керамического армирующего волокна на основе карбида кремния на конструктивный элемент с образованием ленты, расплавление порошковой смеси для получения матричного расплава на основе интерметаллида титана требуемого состава с температурой плавления ниже температуры плавления армирующего волокна, нанесение на ленту плакирующего слоя из сплава, пропитку каждого нанесенного слоя матричным расплавом, кристаллизацию расплава и сплавление армирующих волокон под давлением и образование металломатричного композита, по предложению, нанесение плакирующего слоя и пропитку его матричным расплавом производят перед наматыванием волокон на конструктивный элемент, нанесение плакирующего слоя матричного расплава и пропитку производят пропусканием через матричный расплав армирующих волокон в виде ленты при расстоянии между волокнами в ней равном 1…3 диаметрам волокна с поверхностной плотностью 40…180 г/м2, при этом ленту наматывают на конструктивный элемент в виде тела вращения, в качестве которого используют элемент ротора турбомашины в виде одного из валков валкового кристаллизатора, а кристаллизацию расплава и сплавление армирующих волокон производят в защитной атмосфере под давлением второго охлаждающего валка валкового кристаллизатора. В качестве матричного расплава используют расплав интерметалида типа Ti5Si3C+R; где R- сумма легирующих добавок, при этом в качестве легирующих добавок для сплавов титана могут использоваться α-стабилизаторы из группы Al, Са, Mg, В, Ва и N и β- стабилизаторы из группы Cr, Fe, Mn, Mo, V, Nb, Та, Zi. В качестве армирующих волокон могут использоваться - карбид-кремниевые, карбид - кремниевые - нитридные керамические волокна, а в качестве элементов ротора, диски или барабаны или валы.
Для осуществления способа в известной установке для упрочнения элемента турбомашины металломатричным композитом, содержащей емкость для подготовки матричного расплава с питающим желобом, два валка кристаллизатора взаимодействующие друг с другом, соединенные с механизмом вращения и, по меньшей мере, с одним из валков оснащенных системой охлаждения, две торцевые стенки, установленные по торцам валков и образующие приемную емкость, сообщенную с емкостью для подготовки матричного расплава, установленное на желобе средство регулирующее поступление расплава в приемную емкость, устройство вторичного охлаждения, узел ввода армирующих волокон в валки, защитный кожух для создания защитной атмосферы, соединенный со средством подачи защитного газа и источники тепловой энергии, по предложению, она снабжена средством, препятствующим кристаллизации матричного расплава на охлаждаемом валке кристаллизатора, в качестве другого валка кристаллизатор содержит элемент ротора в виде тела вращения, а устройство вторичного охлаждения выполнено с возможностью дополнительного охлаждения и обжатия металломатричного композита на поверхности валка элемента ротора турбомашины, при этом она содержит, по меньшей мере, два источника тепловой энергии один из которых установлен над емкостью для подготовки матричного расплава, а другой над приемной емкостью. Установка в качестве источника тепловой энергии содержит электромагнитные излучатели и/или плазмотроны и/или лазеры, при этом емкость для подготовки матричного расплава с питающим желобом может быть сообщена с приемной емкостью со стороны ее торцевой стенки, а в качестве средства препятствующего кристаллизации матричного расплава на охлаждаемом валке кристаллизатора она содержит механические или вибрационные устройства, различные типы излучателей или импульсные газодинамические устройства.
Предложенный способ позволяет одновременно производить операции подготовки полосы из армирующих волокон, осуществлять нанесения полосы на элементы ротора турбомашины в виде тела вращения и формировать на нем металломатричный композит.
Операции подготовки полосы из армирующих волокон в предложенном способе, предусматривают нанесение на ленту плакирующего слоя из сплава при пропускании волокон через слой равномерно распределенного однородного матричного расплава, что повышает плотность нанесенного на ленту плакирующего слоя, а также повышает прочность армирующих волокон, за счет исключения многократного непосредственного воздействия на них источников плазменного напыления.
Равномерно распределенный однородный матричный расплав может быть получен как в ванне валкового кристаллизатора, так и в отдельной плавильной камере. Наилучшие результаты достигаются при подготовке расплава в отдельной плавильной камере. Количество расплавляемого порошка в плавильной камере должно непрерывно обеспечивать уровень матричного расплава в ванне валкового кристаллизатора. В качестве защитной газовой атмосферы может использоваться нейтральная аргон Аr, или инертная азот N2. Защитная азотная атмосфера предпочтительно используется при необходимости дополнительного азотирования матричного расплава.
По предложению наматывание нити на элемент ротора в виде тела вращения (диск или барабан или вал) осуществляют в валковом кристаллизаторе, в котором одним из валков является указанный элемент, а другой валок является интенсивно охлаждаемым. Керамическую нить в виде полосы с катушки или кассеты (не показано) через расплав в приемной емкости кристаллизатора подают в зону прижатия валков. Путем вращения валков относительно их продольных осей в направлении подачи полосы обеспечивают перемещение (наматывание) полосы нити на элемент ротора в виде тела вращения без проскальзывания. Такой прием наматывания нити позволяет упростить устройства, требуемые для обеспечения процесса, и создать нормированные усилия натяжения нити. При большой протяженности элемента ротора керамическое покрытие наносят последовательно или сразу несколькими группами устройств.
В зоне прижатия валков кристаллизатора матричный расплав и полосу армирующих волокон сплавляют с образованием слоя металломатричного композита на поверхности элемента ротора в виде тела вращения (барабана). Излишний матричный расплав выдавливается валками в ванну кристаллизатора. После прохождения зоны прижатия валков кристаллизатора металломатричный композит на поверхности элемента ротора дополнительно обжимается и охлаждается в зоне вторичного охлаждения, что способствует лучшему уплотнению композита на поверхности элемента ротора. После завершения полного оборота перед началом погружения в ванну валкового кристаллизатора, образованного на барабане слоя металломатричного композита для формирования следующего слоя, целесообразно непрерывно нагревать плакированный слой на поверхности металломатричного композита до температуры близкой к температуре его плавления. Это позволит уменьшить возможную пористость композита и повысить его плотность, а также это будет способствовать прижатию слоев армирующих волокон в композите на барабане.
Керамические нити в полосе должны быть расположены на расстоянии между нитями, равном 1…3 диаметрам нити с поверхностной плотностью 40…180 г/м2. При расстоянии между нитями больше трех ее диаметров и поверхностной плотности менее 40 г/м2 образуемое покрытие не будет обладать достаточными механическими свойствами, а при расстоянии между нитями меньше единицы ее диаметров и поверхностной плотности более 180 г/м2 образуемое покрытие будет обладать значительной пористостью из-за сложности проникновения расплава между нитями, вследствие чего возникновение неоднородной структуры при кристаллизации.
Свойства титана наличие широких областей твердых растворов и растворимости в зависимости от температуры в титане различных легирующих элементов создают возможности для разработки сплавов с необходимыми свойствами для различных практических нужд.
В предлагаемом решении в качестве матричного расплава предпочтительно используют расплав интерметалида типа Ti5Si3C+R; где R- сумма легирующих добавок. В качестве легирующих добавок для этих сплавов титана используются α-стабилизаторы из группы Аl, Са, Mg,B, Ва и N и β- стабилизаторы из группы Cr, Fe, Mn, Mo, V, Nb, Та, Zi.
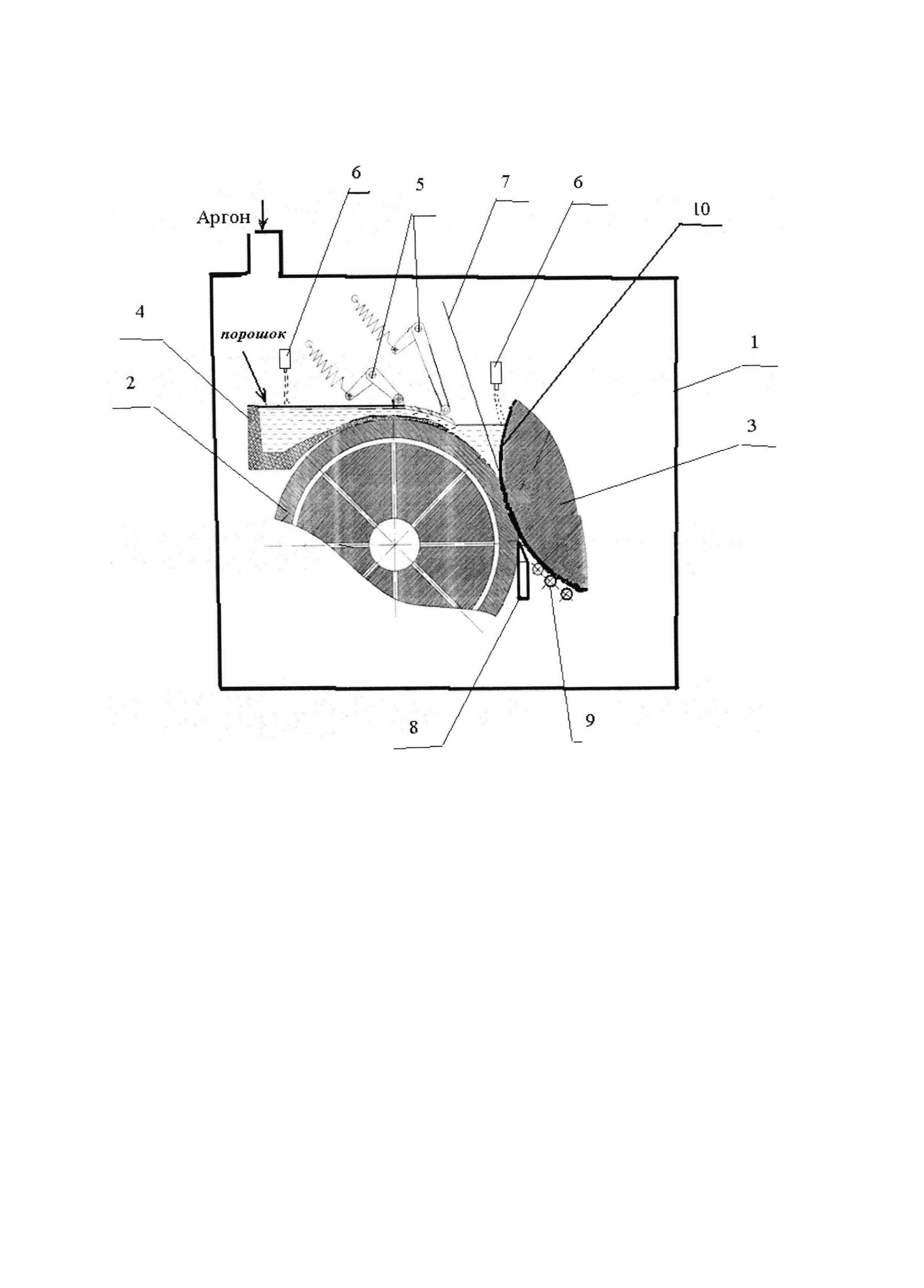
На рисунке приведена схема установки для реализации способа.
Установка содержит защитную камеру 1 с патрубком подвода газа, расположенную внутри камеры двухвалковую машину с кристаллизатором из охлаждаемого валка 2 и элемента 3 ротора турбомашины в виде тела вращения в качесиве валка, валок 2 и элемент 3 соединены с механизмом вращения, а валок 2 с системой охлаждения, плавильную емкость 4, для подготовки матричного расплава, с питающим желобом, две торцевые стенки, установленные по торцам валков и образующие приемную емкость (на рисунке не показана), устройство 5 регулирующее поступление расплава в приемную емкость, два источника 6 тепловой энергии (электронно - лучевые пушки и/или плазмотроны и/или лазеры), установленные над плавильной емкостью 4 и приемной емкостью, узел подачи армирующих волокон в валки (трайб - аппарат не показан) в виде нитей или полосы 7. Установка оборудована устройством 8, препятствующим кристаллизации матричного расплава на охлаждаемом валке (механический скребок), установленным с возможностью взаимодействия с валком 2 и многовалковым устройством 9 вторичного охлаждения расположенными на выходе из валкового кристаллизатора. «Механический скребок» 8 способствует очистке валка 2 от кристаллизующегося матричного расплава, а валковое устройство 9 вторичного охлаждения обеспечивает дополнительное охлаждение и обжатие металломатричного композита 10 на поверхности валка 3 элемента ротора турбомашины в виде тела вращения.
Установка работает следующим образом.
Армирующие волокна 7, отдельно друг от друга нитями или в виде полосы с помощью трайб - аппарата ориентируют в направлении места взаимодействия охлаждаемого валка 2 и элемента 3 ротора. Волокна 7 закрепляют на элементе 3 ротора, обеспечивая необходимое натяжение. В камеру 1 подают защитный газ (аргон). После чего в плавильную емкость 4 подают расчетную смесь порошков для получения требуемого состава интерметаллида и производят расплавление смеси с помощью источника 6 тепловой энергии. Устройство 5 закрыто и препятствует перетеканию образующегося расплава в приемную емкость. После накопления необходимой порции, расплав в плавильной емкости 4 перегревают на 100…150°С выше температуры плавления получаемого интерметаллида. Устройство 5 открывают, обеспечивая поступление расплава в приемную емкость и поддержание необходимого уровня расплава в ней.
Одновременно начинают обжатие материала и вращение валков машины с нормированной скоростью в направлении поступления волокон. Расплав в ванне приемной емкости дополнительно подогревают с помощью источника 6, обеспечивая распределение и стабилизацию отходящих тепловых потоков от ванны к валкам, для создания условий работы устройства 8, препятствующего кристаллизации матричного расплава и многовалкового устройства 9 вторичного охлаждения, в процессе формирования слоев металломатричного композита, на элементе 3 ротора. В необходимых случаях элемент 3 ротора дополнительно охлаждают.
Пример осуществления способа.
После установки, закрепления на элементе ротора двухвалковой машины и натяжения полосы армирующих волокон с поверхностной плотностью 100 г/м, в качестве которых использовали волокна карбида кремния диаметром 140 мкм со средней прочностью 3800 МПа (от 3500 до 4100 МПа), модулем упругости 420 ГПа и температурой плавления Тпл=2730°С в камеру подавали аргон и создавали защитную атмосферу. Расплавляли расчетную порошковую смесь в плавильной емкости для получения матричного расплава интерметаллида Ti5Si3C содержащего (71,4% Ti; 25% Si; 3,6% С) с температурой плавления Тпл=1840°С. Расплав в плавильной емкости нагревали до температуры Т=1990°С и подавали в приемную емкость, поддерживая необходимый уровень расплава в ней. Одновременно вращали валки двухвалковой машины, поддерживая скорость элемента ротора турбомашины используемого в качестве валка на уровне 1,5…1,75 об/мин.
После прохождения через расплав в приемной ванне армирующие волокна и поступающий из ванны расплав в результате контакта с охлаждаемым валком и элементом ротора турбомашины кристаллизовали под давлением создаваемым валками и формировали металломатричный композит на поверхности элемента ротора турбомашины, при этом излишний жидкий расплав выдавливали обратно в ванну. После завершения полного оборота перед погружением в ванну поверхностный слой композита подогревали до температуры близкой к температуре плавления сплава. Формирование композитного слоя на элементе ротора продолжали до достижения толщины покрытия 7…12 мм.
Для проверки свойств, сформированного композитного слоя подготовили образцы для испытаний.
Для сравнения свойств изготовили композит по технологии прототипа из одинаковых сплавов и подготовили образцы для испытаний.
Приведенный вариант реализации способа упрочнения элементов турбомашины металломатричным композитом с использованием нтерметаллида Ti5Si3C, а также интерметаллида Ti5Si3C легированного
Аl-вым стабилизатором не является единственным и исчерпывающим. В рамках предложения, для реализации способа могут быть использованы и другие варианты интерметаллидов титана легированных (α, β) стабилизаторами.
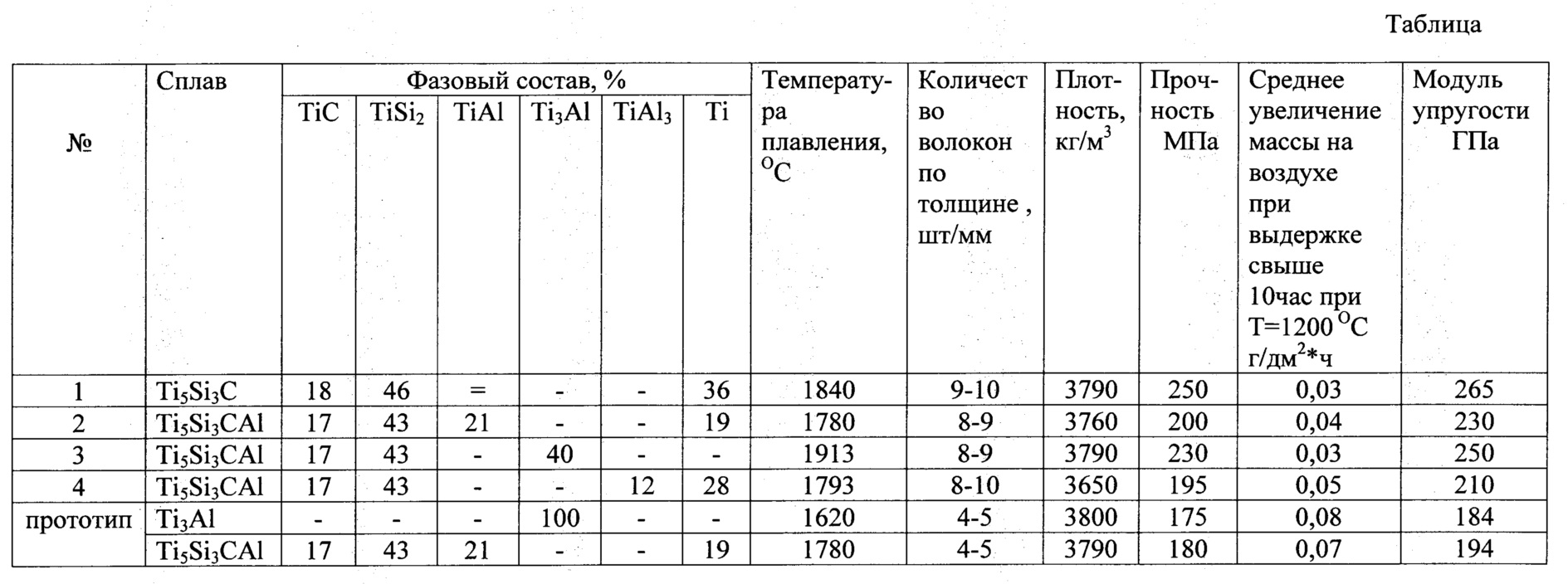
Результаты испытаний в лабораторных условиях, проведенные на образцах, изготовленных по предлагаемому способу, на предложенной установке и свойства металломатричного композита на образцах полученных способом-прототипом, приведены в таблице.
Анализ результатов показал, что предложенный способ, реализованный на предложенной установке, позволил получить композит, в котором в одном миллиметре его толщины сплавлено 8-10 волокон, в отличие от прототипа- 4-5 волокон. Композит полученный предложенным способом имеет предел прочности на 10-12%, а модуль упругости на 14-16% больше чем материал полученный известным способом, при этом удельное увеличение массы композита полученного предложенным способом на воздухе при выдержке свыше 10 час при Т=1200°С на 43% ниже чем у материала полученного известным способом.
Предложенная установка позволяет исключить промежуточные операции и обеспечить условия для одновременного непосредственного нанесения покрытия на конструктивные элементы турбомашины, имеющие форму тела вращения. Использование двухвалковой машины позволяет увеличить скорость формирования металломатричного композита, увеличить производительность производства в 2÷3 раза и одновременно повысить жесткость, т.е. модуль упругости, прочность и, жаростойкость материалов при высокой окислительной стойкости.
Устройство для измерения акустического сигнала от деталей турбомашины
Способ испытания авиационного турбореактивного двигателя
Устройство для сочленения наружной поверхности поворотного реактивного сопла турбореактивного двигателя и мотогондолы самолета
Способ управления газотурбинным двигателем
Регулируемое сверхзвуковое сопло турбореактивного двигателя
Способ испытания газотурбинного двигателя
Устройство поворота плоского сопла турбореактивного двигателя
Многозонный термопреобразователь
Устройство для сочленения наружной поверхности поворотного реактивного сопла двигателя и мотогондолы самолёта
Устройство для перекрытия газового потока в корпусе турбореактивного двигателя
Барабан ротора турбомашины
Барабан ротора турбомашины
Способ управления двухроторным газотурбинным двигателем
Узел уплотнения газовой турбины
Способ управления двухроторным газотурбинным двигателем самолета в режиме запуска при авторотации
Квазираспределенная волоконно-оптическая информационно-измерительная система
Способ управления двухроторным газотурбинным двигателем самолета при останове
Устройство поворота плоского сопла турбореактивного двигателя
Стенд для проверки на герметичность мест заделки измерительных линий датчиков температуры
Ионизационный датчик сигнализации наличия высотемпературной агрессивной среды

