Результат интеллектуальной деятельности: ТИТАНОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ ДАВЛЕНИЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к титановому композиционному материалу и титановому материалу для горячей обработки давлением.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Титановый материал обладает превосходными свойствами, такими как коррозионная стойкость, стойкость к окислению, сопротивление усталости, сопротивление водородному охрупчиванию и свойства блокирования нейтронов. Эти свойства могут быть достигнуты путем добавления к титану различных легирующих элементов.
[0003] Поскольку титановый материал имеет малый вес и отличную коррозионную стойкость, он используется, например, на электростанциях для охлаждаемых морской водой конденсаторов, в теплообменниках для установок опреснения морской воды, в реакторах химических заводов, а также для холодильников и т.п.
[0004] Технически чистый титан показывает превосходную коррозионную стойкость, в частности в средах, включающих нитраты или хроматы и т.п., а также в средах, включающих морскую воду или ионы хлора и т.п. Однако в средах, содержащих соляную кислоту, серную кислоту и т.п., высокой коррозионной стойкости ожидать нельзя, а в средах, содержащих ионы хлора и т.п., иногда происходит щелевая коррозия.
[0005] Поэтому разрабатываются различные виды сплавов, такие как Ti-0,2Pd (Классы 7, 11 ASTM), в которых к титану добавлены малые количества элементов платиновой группы (Ru, Rh, Pd, Os, Ir, Pt и т.п.). Кроме того, также разрабатываются коррозионностойкие титановые сплавы, которые являются недорогими и обладают превосходной коррозионной стойкостью, такие как Ti-0,5Ni-0,05Ru, в котором Ni и Ru заменяют Pd.
[0006] Титановый материал обладает превосходной удельной прочностью и коррозионной стойкостью, и, следовательно, развивается использование титанового материала в авиастроении, и титановый материал также широко используется для выхлопных систем автомобилей и двухколесных транспортных средств. В частности, с точки зрения сокращения веса транспортных средств технически чистый титановый материал Класса 2 JIS используется вместо обычного материала из нержавеющей стали для производства двухколесных транспортных средств. В дополнение, в последние годы вместо технически чистого титанового материала Класса 2 JIS используется термостойкий титановый сплав с более высокой термостойкостью. Кроме того, титановый материал также используется для глушителей, в которых установлен катализатор, используемый при высокой температуре, с целью удаления вредных компонентов, присутствующих в выхлопном газе.
[0007] Температура выхлопного газа превышает 700°C, а в некоторых случаях его температура временно достигает 800°C. Следовательно, материал, который будет использоваться для выхлопной системы, обязан иметь прочность, стойкость к окислению и т.п. при температуре около 800°C, и, кроме того, важным является индекс высокотемпературной термостойкости относительно скорости ползучести при 600-700°C.
[0008] С другой стороны, чтобы улучшить жаропрочность таких термостойких титановых сплавов, необходимо добавлять элементы, которые улучшают жаропрочность и стойкость к окислению, такие как Al, Cu и Nb, и стоимость термостойких титановых сплавов является высокой по сравнению с технически чистым титаном.
[0009] JP2001-234266A (патентный документ 1) раскрывает титановый сплав, который обладает превосходной холодной обрабатываемостью и жаропрочностью и который содержит Al: 0,5-2,3% (в данном описании, если явно не указано иное, «%» в химическом составе означает «массовый процент»).
[0010] JP2001-89821A (патентный документ 2) раскрывает титановый сплав, который обладает превосходной стойкостью к окислению и коррозионной стойкостью и который содержит Fe: больше чем 1% до 5% и O (кислород): 0,05-0,75%, а также содержит Si: от 0,01×e0,5[Fe] до 5×e-0,5[Fe] (где [Fe] означает содержание (мас.%) железа в сплаве, а «e» означает основание натурального логарифма).
[0011] JP2001-234266A (патентный документ 3) раскрывает плиту из термостойкого титанового сплава, который обладает превосходной холодной обрабатываемостью и который содержит Al: 0,30-1,50% и Si: 0,10-1,0%, а также способ производства этой плиты из термостойкого титанового сплава.
[0012] JP2009-68026A (патентный документ 4) раскрывает титановый сплав, который содержит Cu: 0,5-1,8%, Si: 0,1-0,6%, и О: 0,1% или меньше и, при необходимости, содержит Nb: 0,1-1,0%, а остальное – Ti и неизбежные примеси, и имеет на своей поверхности покрытие в виде защитной пленки.
[0013] В дополнение, JP2013-142183A (патентный документ 5) раскрывает титановый сплав, который обладает превосходной жаропрочностью при 700°C и стойкостью к окислению при 800°C, который содержит Si: 0,1-0,6%, Fe: 0,04-0,2% и O: 0,02-0,15% и в котором суммарное содержание Fe и O составляет 0,1-0,3%, а остальное – Ti и неизбежные примесные элементы.
[0014] Титановый продукт для промышленного использования в виде холоднокатаных листа или плиты (именуемый в дальнейшем «листовой прокат») (например, холоднокатаный листовой прокат из технически чистого титана) используется, например, путем формования листового проката до заданной формы, например, в случае пластинчатого теплообменника или сепаратора топливного элемента (ТЭ), и их применения все больше расширяются. Следовательно, в дополнение к формуемости, титановому холоднокатаному листовому прокату для промышленного использования также требуется утончение, которое достигается повышением предела усталости, а также высокая дополнительная среда (под высокой нагрузкой).
[0015] С другой стороны, аналогично другим металлическим материалам, в случае чистого титана существует обратное соотношение между пластичностью, которая определяет формуемость, и прочностью (пределом усталости).
[0016] JP2008-195994A (патентный документ 6) раскрывает способ, которым выполняют поверхностную модификацию продукта из титана для улучшения предела усталости, путем выполнения процесса плазменного азотирования, при котором берут изделие из любого из чистого титана, титанового сплава α-типа, титанового сплава β-типа и титанового сплава α+β-типа в качестве объекта обработки для формирования упрочненного слоя на поверхности объекта обработки, а затем удаляют слой соединения, который присутствует на поверхности упрочненного слоя, путем выполнения бомбардировки одним или более видами мелких частиц после процесса плазменного азотирования.
[0017] JP2013-76110A (патентный документ 7) раскрывает способ поверхностной обработки поверхности подложки, состоящей из титанового сплава и титана, включающий в себя стадию А подвергания поверхности подложки из титанового сплава и титана обдувке мелкими частицами, стадию B выполнения первой термической обработки в диапазоне температур T1, стадию C выполнения второй термической обработки в диапазоне температур T2 и стадию D выполнения третьей термической обработки в диапазоне температур T3, которые выполняют в указанном порядке, который удовлетворяет соотношению T1 > T2 > T3 и в котором диапазон T1 является диапазоном от 900 до 1000°C. Таким образом, этот способ поверхностной обработки улучшает предел усталости путем формирования в области около поверхности титанового материала аморфного слоя, слоя мелкодисперсных зерен (α-фаза; диаметр зерна: приблизительно 300 нм), слоя субмикронных зерен (α-фаза; диаметр зерна: приблизительно 500 нм) и слоя микронных зерен (β-фаза; диаметр зерна: приблизительно 3000 нм) в этом порядке со стороны поверхности.
[0018] Технически чистый титан содержит α-фазу с гексагональной плотноупакованной (ГПУ) структурой в качестве главной составляющей, и известно, что если в α-фазе поглощается большое количество водорода, то будут образовываться гидриды, и технически чистый титан станет хрупким. Следовательно, в зависимости от среды эксплуатации в некоторых случаях случайно происходит поглощение технически чистым титаном водорода, в результате чего он становится хрупким и разрушается. Например, в непатентном документе 1 описываются инциденты, вызванные поглощением водорода на установке, работающей с неокисляющей кислотой или в среде аммиака-мочевины, а также в среде газообразного водорода. Следовательно, предлагается продукт из титанового сплава, который обладает превосходной стойкостью к водородному охрупчиванию.
[0019] JP2013-163840A (патентный документ 8) раскрывает титановый сплав, который обладает большим относительным удлинением при разрыве и который содержит 50 об.% или более β-фазы и содержит 500-6000 миллионных долей (млн-1) водорода, а также описывает один пример, в котором охрупчивание не происходит даже тогда, когда содержится большое количество водорода.
[0020] Экранирующий нейтроны лист, который способен экранировать тепловые нейтроны, используется в установках для работы с радиоактивными отходами, таких как установки, относящиеся к выработке ядерной энергии. Эффект экранирования нейтронов является самым высоким у бора-10 (10B), содержание которого в природном боре составляет 19,9%. В качестве материала для экранирующего нейтроны листа обычно используется B-содержащая нержавеющая сталь и т.п.
[0021] JP58-6704B (патентный документ 9) раскрывает блокирующий нейтроны материал, который содержит 5 мас.% или больше B, который представляет собой отвержденную прессовку, образованную путем замешивания и формования содержащего кристаллизационную воду боратного агрегата, такого как курнаковит (2MgO⋅3B2O2⋅13H2O), мейергофферрит (3CaO⋅3B2O2⋅7H2O) или колеманит (2CaO⋅3B2O2⋅5H2O), полуводный гипс и неорганический адгезив, такой как цемент на основе алюмината кальция с водой. Патентный документ 9 раскрывает, однако, что экранирующий нейтроны материал, включающий в себя цемент, имеет проблемы с точки зрения коррозионной стойкости, технологичности, а также обрабатываемости давлением.
[0022] Также изучается использование в качестве блокирующего нейтроны материала борсодержащего титанового сплава, который превосходит по коррозионной стойкости нержавеющую сталь. Например, JP1-168833B (патентный документ 10) раскрывает использование горячекатаной плиты из борсодержащего титанового сплава, который содержит 0,1-10 мас.% B, а остальное – титан и неизбежные примеси.
[0023] В дополнение, JP5-142392A (патентный документ 11) раскрывает экранирующий радиоактивное излучение материал, в котором текучая среда из борсодержащего вещества (NaB4O7, B2O3 или PbO, Fe2O3 и т.п.) и смешанных с ним оксидов металлов помещена внутрь полой металлической оболочки и переведена в затвердевшее состояние. В соответствии с патентным документом 11 нейтроны блокируются главным образом бором и водородом, а гамма-лучи блокируются оболочкой, металлом в ней и т.п.
[0024] Титановый материал обычно производят следующим способом. Сначала с использованием процесса Кролла оксид титана в качестве сырья хлорируют с образованием тетрахлорида титана, а затем восстанавливают магнием или натрием, получая массивный и губчатый металлический титан (титановую губку). Титановую губку подвергают прессованию с образованием расходуемого титанового электрода и получают титановый слиток путем вакуумно-дуговой плавки, при которой в качестве электрода используют расходуемый титановый электрод. Во время плавки по мере необходимости добавляют легирующие элементы, чтобы получить слиток титанового сплава. После этого слиток титанового сплава обжимают, куют и прокатывают с образованием титанового сляба, и этот титановый сляб далее подвергают горячей прокатке, отжигу, травлению, холодной прокатке и вакуумной термообработке с получением титанового листа.
[0025] Кроме того, в качестве способа изготовления титанового листа известен также способ, в котором титановый слиток подвергается обжиму, гидрогенизации-измельчению, дегидрогенизации, дроблению и классификации с получением титанового порошка, после чего титановый порошок подвергают порошковой прокатке, спеканию и холодной прокатке с получением титанового листа.
[0026] JP2011-42828A (патентный документ 12) раскрывает способ производства титанового листа, в котором титановый порошок получают прямо из титановой губки, а не из слитка титана, и для того, чтобы произвести титановый лист из полученного титанового порошка, сырую прессовку, в которой вязкая композиция, содержащая порошок металлического титана, связующее, пластификатор и растворитель, сформованы в форме листа, спекают с получением спеченного листа, спеченный лист уплотняют с получением спеченного и уплотненного листа, а спеченный и уплотненный лист затем повторно спекают, причем относительное удлинение при разрыве спеченного листа составляет 0,4% или больше, относительная плотность спеченного листа составляет 80% или больше, а относительная плотность спеченного и уплотненного листа составляет 90% или больше.
[0027] JP2014-19945A (патентный документ 13) раскрывает способ производства титанового сплава превосходного качества с помощью порошкового способа, в котором подходящее количество порошка железа, порошка хрома или порошка меди добавляют к порошку титанового сплава, для которого в качестве сырья используются лом титанового сплава или из титанового сплава, тем самым формируя композитный (составной) порошок, этот композитный порошок экструдируют из капсулы из углеродистой стали, и капсулу плавят и удаляют с поверхности полученного прутка круглого сечения, после чего выполняют обработку на твердый раствор или обработку на твердый раствор и старение.
[0028] JP2001-131609A (патентный документ 14) раскрывает способ производства титановой прессовки, в котором медную капсулу набивают порошком из титановой губки, и после этого подвергают процессу горячего экструдирования при коэффициенте вытяжки 1,5 или больше и температуре экструзии 700°C или меньше и формуют, затем выполняют процесс удаления меди с внешней стороны, тем самым получается титановая прессовка, в которой 20% или больше от полной длины границ зерен прессовки находится в контакте с металлом.
[0029] При горячей прокатке материала, в том случае, когда этот материал является так называемым «труднообрабатываемым материалом», который не обладает пластичностью и имеет высокое сопротивление деформации во время горячей обработки, таким как чистый титан или титановый сплав, известен способ пакетной прокатки в качестве метода прокатки таких материалов в лист. Способ пакетной прокатки представляет собой способ, в котором основной материал, такой как титановый сплав, который имеет низкую обрабатываемость давлением, накрывают покровным материалом, таким как углеродистая сталь, который имеет хорошую обрабатываемость давлением и является недорогим, а затем уже выполняют горячую прокатку.
[0030] В частности, например, на поверхность основного материала наносят разделительное средство, и по меньшей мере две его стороны – верхнюю и нижнюю – закрывают покровным материалом или, в дополнение к верхней и нижней сторонам, закрывают четыре периферийные стороны обкладочным материалом, и окружную периферию заваривают и собирают пакет, после чего выполняют горячую прокатку. При пакетной прокатке основной материал, который является прокатываемым материалом, накрывают покровным материалом и подвергают горячей прокатке. Следовательно, поскольку поверхность основного материала напрямую не соприкасается с холодной средой (атмосферным воздухом или валком) и поэтому уменьшение температуры основного материала может быть подавлено, производство листа возможно даже из такого основного материала, который имеет плохую обрабатываемость давлением.
[0031] JP63-207401A (патентный документ 15) раскрывает способ сборки герметичного закрытого пакета, JP09-136102A (патентный документ 16) раскрывает способ получения герметичного закрытого пакета, который герметизируют покровным материалом при уровне вакуума порядка 10-3 мм рт.ст. или больше, и JP11-057810A (патентный документ 17) раскрывает способ получения герметичного закрытого пакета, который закрывают углеродистой сталью (покровным материалом) и герметизируют путем сварки с высокой плотностью энергии под вакуумом порядка 10-2 мм рт.ст. или меньше.
[0032] С другой стороны, в качестве способа недорогого изготовления материала, обладающего высокой коррозионной стойкостью, известен способ соединения титанового материала с поверхностью материала, который служит основным металлом.
[0033] JP08-141754A (патентный документ 18) раскрывает способ производства плакированной титаном стальной плиты, в котором стальной материал используется в качестве основного металла, а титан или титановый сплав – в качестве плакирующего материала, и в котором собранные для прокатки слябы, которые были собраны путем сварки соединяющихся поверхностей основного металла и плакирующего материала, после откачивания воздуха соединяют с помощью горячей прокатки.
[0034] JP11-170076A (патентный документ 19) раскрывает способ производства покрытого титаном стального материала путем наслаивания и расположения материала титановой фольги на поверхности стального материала в качестве основного металла, который содержит 0,03 мас.% или больше углерода, с расположенным между ними прокладочным материалом, имеющим толщину 20 мкм или больше, который состоит из любой из малоуглеродистых сталей, в которой содержание чистого никеля, чистого железа и углерода составляет 0,01 мас.% или меньше, и после этого облучения лучом лазера с любой стороны в направлении наслаивания для плавления и соединения по меньшей мере области вблизи краев материала титановой фольги и стального материала в качестве основного металла по всей окружной периферии.
[0035] В дополнение, JP2015-045040A (патентный документ 20) иллюстрирует способ производства, с использованием малого количества энергии, плотного титанового материала (титанового слитка), включающего пористую часть, образованную путем формования пористого титанового сырья (титановой губки) в форме слитка, и плотную покрывающую часть, которая образована плотным титаном и покрывает всю поверхность пористой части, получения титанового слитка путем плавления поверхности пористого титанового сырья, сформованного в виде слитка, с использованием электронного пучка под вакуумом для превращения части поверхностного слоя в плотный титан, и подвергания этого титанового слитка горячей прокатке и холодной прокатке.
СПИСОК ДОКУМЕНТОВ УРОВНЯ ТЕХНИКИ
[0036] ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: JP2001-234266A
Патентный документ 2: JP2001-89821A
Патентный документ 3: JP2005-290548A
Патентный документ 4: JP2009-68026A
Патентный документ 5: JP2013-142183A
Патентный документ 6: JP2008-195994A
Патентный документ 7: JP2013-76110A
Патентный документ 8: JP2013-163840A
Патентный документ 9: JP58-6704B
Патентный документ 10: JP1-168833B
Патентный документ 11: JP5-142392A
Патентный документ 12: JP2011-42828A
Патентный документ 13: JP2014-19945A
Патентный документ 14: JP2001-131609A
Патентный документ 15: JP63-207401A
Патентный документ 16: JP09-136102A
Патентный документ 17: JP11-057810A
Патентный документ 18: JP08-141754A
Патентный документ 19: JP11-170076A
Патентный документ 20: JP2015-045040A
НЕПАТЕНТНЫЙ ДОКУМЕНТ
[0037] Непатентный Документ 1: CHITAN NO KAKOU GIJYUTSU, (SHA) NIHON CHITAN KYOUKAI HEN, NIKKAN KOUGYOU SHINBUNSHA, p. 214-230, published Nov. 1992.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0038] Как описано выше, поскольку титановые сплавы с улучшенной коррозионной стойкостью содержат элементы платиновой группы, которые являются дефицитными и дорогостоящими, затраты на производство таких титановых сплавов значительно увеличиваются.
[0039] Патентный документ 1 раскрывает титановый сплав, к которому добавлен Al, что оказывает отрицательное влияние на обрабатываемость при формовании, особенно на формуемость при осадке или вытяжке, когда обработка давлением происходит в направлении, в котором толщина стенки уменьшается.
[0040] Патентный документ 2 раскрывает титановый сплав, суммарное содержание Fe и O которого является большим, прочность при комнатной температуре составляет более чем 800 Н/мм2, что является слишком высоким значением, и, следовательно, формуемость является плохой, а относительное удлинение составляет не более чем 20%.
[0041] Патентный документ 3 раскрывает титановый сплав, к которому добавлен Al, и аналогично описанному выше титановому сплаву, существует риск негативного влияния на холодную обрабатываемость, особенно при формуемость при осадке или вытяжке, когда обработка давлением происходит в направлении, в котором толщина стенки уменьшается.
[0042] Патентный документ 4 раскрывает титановый сплав, имеющий достаточные свойства обрабатываемости давлением и стойкости к окислению, потому что титановый сплав содержит большое количество Nb, который является дорогим, что увеличивает стоимость сплава.
[0043] В дополнение, патентный документ 5 раскрывает титановый сплав, имеющий достаточные свойства высокотемпературного окисления, но при этом стоимость сплава увеличивается, потому что вся поверхность плиты является легированной.
[0044] Патентный документ 6 раскрывает способ, в котором, хотя для образования упрочненного слоя используются C и N, которые обладают высокой способностью к упрочнению твердого раствора, и, следовательно, титан упрочняется и при растворении C и N может быть улучшен предел усталости, это приводит к резкому снижению пластичности, а значит, формуемость оставляет желать лучшего.
[0045] Кроме того, согласно результатам исследований, проведенных авторами настоящего изобретения, патентный документ 7 раскрывает способ поверхностной обработки, с помощью которого нелегко улучшить формуемость.
[0046] В дополнение, патентные документы 6 и 7 раскрывают изобретения, в которых необходимо выполнить специальную поверхностную обработку титанового материала, и увеличение производственных затрат неизбежно.
[0047] В качестве меры противодействия охрупчиванию, вызванному водородом, после обработки давлением до конечного продукта обычно выполняют поверхностную обработку, которая обеспечивает стойкость к поглощению водорода, либо осуществляют электролитическую защиту конечного продукта. Однако оба этих случая связаны с увеличением обработки продукта или трудозатрат на обработку и т.п., и, следовательно, увеличение стоимости неизбежно, и титановый материал, обладающий превосходной стойкостью к водородному охрупчиванию, не может быть поставлен по низкой цене.
[0048] Кроме того, патентный документ 8 раскрывает способ, в котором для того, чтобы сделать 50% или более по объему всего материала β-фазой, необходимо добавлять большое количество дорогих дополнительных элементов, что увеличивает затраты.
[0049] Патентный документ 10 раскрывает горячекатаную плиту, содержание B в которой высоко, что приводит к увеличению затрат, и обрабатываемость давлением также не является благоприятной, и ее использование в качестве экранирующей нейтроны плиты на практике затруднено.
[0050] В дополнение, патентный документ 12 раскрывает экранирующий радиацию материал, в котором материал оболочки из металла набивают борсодержащим веществом, и его обработка давлением является трудной после подачи борсодержащего вещества.
[0051] Обычно при изготовлении титанового материала посредством горячей обработки давлением прессуют титановую губку с образованием расходуемого титанового электрода, получают титановый слиток путем выполнения вакуумной дуговой плавки, при которой расходуемый титановый электрод используют в качестве электрода, затем титановый слиток подвергают обжиму, ковке и прокатке с образованием титанового сляба, и титановый сляб подвергают горячей прокатке, отжигу, травлению и холодной прокатке с получением титанового материала.
[0052] В этом случае неизменно добавляется процесс плавки титана с получением титанового слитка. Хотя также известен способ производства титанового материала путем подвергания титанового порошка порошковой прокатке, спеканию и холодной прокатке, способ получения титанового порошка из титанового слитка также включает в себя процесс плавки титана.
[0053] В способе производства титанового материала из титанового порошка, даже если процесс плавки не используется, полученный титановый материал является чрезвычайно дорогостоящим, поскольку в качестве сырья используется дорогой титановый порошок. Патентные документы 15 и 16 раскрывают способы, к которым применима аналогичная ситуация.
[0054] При пакетной прокатке основной материал, закрываемый покровным материалом, представляет собой просто сляб или слиток, который подвергся процессу плавки, или в качестве сырья используется дорогой титановый порошок, и, следовательно, производственные затраты не могут быть уменьшены.
[0055] В соответствии с патентным документом 20, хотя плотный титановый материал может быть получен с использованием чрезвычайно малого количества энергии, согласно этому способу поверхность титановой губки, сформированной в форме слитка, плавят, и часть поверхностного слоя и внутренние компоненты плотного титана определяются как чистый титан или титановый сплав того же сорта, и, например, невозможно уменьшить производственные затраты за счет формирования слоя титанового сплава равномерно в широком диапазоне только на части поверхностного слоя.
[0056] С другой стороны, что касается материала, получаемого соединением титана или титанового сплава с поверхностью основного металла в качестве способа, который может обеспечить недорогой коррозионностойкий материал, во многих случаях в качестве основного металла выбирается сталь. Следовательно, если слой титана на поверхности будет потерян, то коррозионная стойкость также будет потеряна. Даже если титановый материал используется в качестве основного металла, так как используется титановый материал, который получен с помощью обычного производственного процесса, нельзя ожидать резкого улучшения по затратам.
[0057] Задача настоящего изобретения состоит в том, чтобы недорого получать титановый материал, имеющий желаемые характеристики, путем уменьшения содержания легирующих элементов (используемого количества конкретных легирующих элементов, которые проявляют целевые характеристики), добавляемых для улучшения различных характеристик, требуемых от титанового материала, таких как коррозионная стойкость, стойкость к окислению, сопротивление усталости, стойкость к водородному охрупчиванию и свойства блокирования нейтронов, и уменьшить затраты на производство титанового материала.
РЕШЕНИЕ ПРОБЛЕМ
[0058] Настоящее изобретение было создано для того, чтобы решить описанные выше проблемы, и сутью настоящего изобретения являются титановый композиционный материал и титановый материал для горячей обработки давлением, которые описаны ниже.
[0059] (1) Титановый композиционный материал, содержащий:
первый поверхностный слой;
внутренний слой; и
второй поверхностный слой;
причем:
первый поверхностный слой и второй поверхностный слой состоят из титанового сплава;
внутренний слой состоит из технически чистого титана, включающего поры;
толщина по меньшей мере одного из первого поверхностного слоя и второго поверхностного слоя составляет 2 мкм или больше, а доля этой толщины относительно общей толщины титанового композиционного материала составляет 40% или меньше; и
пористость в сечении, перпендикулярном направлению по толщине листа, составляет больше 0% и не более 30%.
[0060] (2) Титановый композиционный материал по пункту (1), в котором по меньшей мере один из первого поверхностного слоя и второго поверхностного слоя имеет химический состав, содержащий, в мас.%:
элементы платиновой группы: 0,01-0,25%,
редкоземельные элементы: 0-0,2%,
Co: 0-0,8%,
Ni: 0-0,6%, а
остальное: титан и примеси.
[0061] (3) Титановый композиционный материал по пункту (2), в котором элементы платиновой группы представляют собой Pd и/или Ru.
[0062] (4) Титановый композиционный материал по пункту (2) или (3), в котором химический состав содержит, в мас.%:
редкоземельные элементы: 0,001-0,2%.
[0063] (5) Титановый композиционный материал по любому из пунктов (2) - (4), в котором химический состав содержит, в мас.%, один или более элементов, выбранных из:
Co: 0,05-0,8%, и
Ni: 0,05-0,6%.
[0064] (6) Титановый композиционный материал по любому из пунктов (1) - (5), в котором технически чистый титан имеет химический состав, содержащий, в мас.%:
C: 0,1% или менее,
H: 0,015% или менее,
O: 0,4% или менее,
N: 0,07% или менее,
Fe: 0,5% или менее, а
остальное: титан и примеси.
[0065] (7) Титановый материал для горячей обработки давлением, содержащий:
упаковку; и
один или более типов, выбранных из титановой губки, брикета, получаемого сжатием титановой губки, и лома технически чистого титана, которые упакованы в упаковку,
причем
часть упаковки, составляющая наружный слой после горячей обработки давлением, состоит из титанового сплава.
[0066] (8) Титановый композиционный материал по пункту (7), в котором титановый сплав имеет химический состав, содержащий, в мас.%:
элементы платиновой группы: 0,01-0,25%,
редкоземельные элементы: 0-0,2%,
Co: 0-0,8%,
Ni: 0-0,6%, а
остальное: титан и примеси.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0067] Титановый композиционный материал в соответствии с настоящим изобретением включает в себя поверхностный слой, состоящий из титанового сплава, и внутренний слой из технически чистого титана, и, следовательно, хотя и имеет характеристики, эквивалентные характеристикам титанового материала, полностью состоящего из того же самого титанового сплава, титановый композиционный материал в соответствии с настоящим изобретением может быть произведен недорого по сравнению с титановым материалом, который полностью состоит из того же самого титанового сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0068] [Фиг. 1] Фиг. 1 представляет собой пояснительный чертеж, иллюстрирующий один пример структуры титанового композиционного материала в соответствии с настоящим изобретением.
[Фиг. 2] Фиг. 2 представляет собой пояснительный чертеж, иллюстрирующий структуру титанового материала в качестве материала для горячей обработки давлением для титанового композиционного материала в соответствии с настоящим изобретением.
[Фиг. 3] Фиг. 3 представляет собой пояснительный чертеж, иллюстрирующий материал для испытания на усталость при плоском изгибе.
[Фиг. 4] Фиг. 4 иллюстрирует пример фотографий микроструктуры в случае изготовления способом, описанным в настоящем документе.
[Фиг. 5] Фиг. 5 представляет собой схематический рисунок титанового материала, включающего в себя титановую губку и лома, упакованные в упаковку, который выполнена слябовидной путем сборки листов из сплава Ti-B.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0069] Чтобы решить описанные выше проблемы, авторы настоящего изобретения провели интенсивные исследования с целью уменьшения используемого количества конкретных легирующих элементов, которые проявляют целевые характеристики, путем легирования только поверхностного слоя титанового листа конечного продукта и снижения стоимости производства титанового материала. В результате авторы настоящего изобретения открыли способ производства титанового композиционного материала упаковыванием и заключением относительно недорогого материала, такого как титановая губка, в выполненную из изделий из титанового сплава упаковку при пониженном давлении и подверганием этих титановых материалов горячей обработке давлением.
[0070] Настоящее изобретение было создано на основе вышеописанных установленных фактов. Ниже титановый композиционный материал и титановый материал для его горячей прокатки в соответствии с настоящим изобретением описываются со ссылкой на прилагаемые чертежи. Следует отметить, что в следующем описании, если явно не указано иное, «%», относящийся к содержанию каждого элемента, означает «массовый процент».
1. Титановый композиционный материал
1-1. Общая структура
[0071] Как проиллюстрировано на Фиг. 1, титановый композиционный материал 1 в соответствии с настоящим изобретением включает в себя первый поверхностный слой 2, внутренний слой 4 и второй поверхностный слой 3, причем первый поверхностный слой 2 и второй поверхностный слой 3 состоят из титанового сплава, а внутренний слой 4 состоит из технически чистого титана, в котором присутствуют поры. Коррозионная стойкость и другие характеристики титанового композиционного материала обеспечиваются таким образом поверхностными слоями (первым поверхностным слоем 2 и вторым поверхностным слоем 3), которые контактируют с внешней средой. Кроме того, первый поверхностный слой 2 и второй поверхностный слой 3 выполнены из титанового сплава, различные характеристики которого превосходят характеристики технически чистого титана.
[0072] Несмотря на характеристики, эквивалентные характеристикам титанового материала, который полностью состоит из того же самого титанового сплава, титановый композиционный материал 1 может быть произведен недорого по сравнению с титановым материалом, который полностью состоит из того же самого титанового сплава.
1-2. Первый поверхностный слой и второй поверхностный слой
[0073] Как описано выше, первый поверхностный слой 2 и второй поверхностный слой 3 состоят из титанового сплава. В отношении химического состава титанового сплава никаких конкретных ограничений не устанавливается. Известно, что титановые сплавы в целом классифицируются на сплавы α-типа, α+β-типа и β-типа. Кроме того, известно, что Al, O, N и т.п. пригодны как α-стабилизирующие элементы, V, Mo, Cr, Fe, Nb, Ta и т.п. пригодны как β-стабилизирующие элементы, а Zr, Sn, Hf и т.п. пригодны как нейтральные элементы, которые не принадлежат ни к α-стабилизирующим элементам, ни к β-стабилизирующим элементам.
[0074] Таблица 1 показывает элементы, которые, при их содержании в титановом сплаве, известны как вносящие вклад в улучшение характеристик титанового сплава. Титановый сплав в соответствии с настоящим изобретением может придавать целевую функцию поверхности титанового материала за счет содержания, например, в мас.%, более чем 0% одного или более элементов, выбранных из: O: 0-0,5%, N: 0-0,2%, C: 0-2,0%, Al: 0-8,0%, Sn: 0-10,0%, Zr: 0-20,0%, Mo: 0-25,0%, Ta: 0-5,0%, V: 0-30,0%, Nb: 0-40,0%, Si: 0-2,0%, Fe: 0-5,0%, Cr: 0-10,0%, Cu: 0-3,0%, Co: 0-3,0%, Ni: 0-2,0%, элементы платиновой группы: 0-0,5%, редкоземельные элементы: 0-0,5%, B: 0-5,0%, и Mn: 0-10,0%.
[0075] Элементы, которые могут содержаться в титане и которые отличаются от вышеперечисленных элементов, являются элементами, которые могут улучшать прочность за счет упрочнения твердого раствора или дисперсионного твердения (имеются случаи, когда элементы не растворяются, а также случаи, когда элементы вызывают образование выделений), или, в зависимости от содержащегося элемента, могут улучшать характеристики ползучести, которые являются общеизвестными сведениями, относящимися к металлическим материалам. Примерами таких элементов могут служить элементы по атомному номеру от водорода (1) до астата (85) (исключая, однако, элементы – благородные газы, которые являются элементами Группы 18), и допустимо содержание этих элементов вплоть до приблизительно 5% в сумме.
[0076] Остальное, помимо вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси представляют собой примесные элементы, которые примешиваются главным образом из сырья или лома, а также элементы, которые примешиваются во время производства, типичными примерами которых могут служить C, N, O, Fe, H и т.п., и, кроме того, существуют элементы, такие как Mg и Cl, которые примешиваются из сырья, и элементы, такие как Si, Al и S, которые примешиваются во время производства. Считается, что диапазон, в котором эти элементы не мешают целевым характеристикам данной заявки, составляет не более чем приблизительно 2%.
[0077] Кроме того, как показано в Таблице 1, титановый сплав в соответствии с настоящим изобретением предпочтительно содержит, в мас.%, один или более элементов, выбранных из: O: 0,01-0,5%, N: 0,01-0,2%, C: 0,01-2,0%, Al: 0,1-8,0%, Sn: 0,1-10,0%, Zr: 0,5-20,0%, Mo: 0,1-25,0%, Ta: 0,1-5,0%, V: 1,0-30,0%, Nb: 0,1-40,0%, Si: 0,1-2,0%, Fe: 0,01-5,0%, Cr: 0,1-10,0%, Cu: 0,3-3,0%, Co: 0,05-3,0%, Ni: 0,05-2,0%, элементы платиновой группы: 0,01-0,5%, редкоземельные элементы: 0,001-0,5%, B: 0,01-5,0%, и Mn: 0,1-10,0%.
[0078] Более предпочтительно, титановый сплав в соответствии с настоящим изобретением содержит один или более элементов, выбранных из: O: 0,02-0,4%, N: 0,01-0,15%, C: 0,01-1,0%, Al: 0,2-6,0%, Sn: 0,15-5,0%, Zr: 0,5-10,0%, Mo: 0,2-20,0%, Ta: 0,1-3,0%, V: 2,0-25,0%, Nb: 0,15-5,0%, Si: 0,1-1,0%, Fe: 0,05-2,0%, Cr: 0,2-5,0%, Cu: 0,3-2,0%, Co: 0,05-2,0%, Ni: 0,1-1,0%, элементы платиновой группы: 0,02-0,4%, редкоземельные элементы: 0,001-0,3%, B: 0,1-5,0%, и Mn: 0,2-8,0%, а предпочтительнее содержит один или более элементов, выбранных из: O: 0,03-0,3%, N: 0,01-0,1%, C: 0,01-0,5%, Al: 0,4-5,0%, Sn: 0,2-3,0%, Zr: 0,5-5,0%, Mo: 0,5-15,0%, Ta: 0,2-2,0%, V: 5,0-20,0%, Nb: 0,2-2,0%, Si: 0,15-0,8%, Fe: 0,1-1,0%, Cr: 0,2-3,0%, Cu: 0,3-1,5%, Co: 0,1-1,0%, Ni: 0,1-0,8%, элементы платиновой группы: 0,03-0,2%, редкоземельные элементы: 0,001-0,1%, B: 0,2-3,0%, и Mn: 0,2-5,0%.
[0079] [Таблица 1]
|
[0080] Кроме того, также могут использоваться, например, титановые сплавы, определяемые в Японских промышленных стандартах (JIS), которые описываются ниже.
Классы JIS 11-23 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): включают в себя Pd, Ru, Ni, Co и т.п., и обладают превосходной коррозионной стойкостью и стойкостью к щелевой коррозии.
Класс JIS 50 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет собой сплав Ti-1,5Al, который обладает превосходной коррозионной стойкостью, стойкостью к поглощению водорода и термостойкостью.
Класс JIS 60 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет собой сплав Ti-6Al-4V, который является высокопрочным титановым сплавом с высокой степенью универсальности.
Класс JIS 61 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет собой сплав Ti-3Al-2,5V, который обеспечивает благоприятную свариваемость и формуемость, а также благоприятную обрабатываемость резанием.
Класс JIS 80 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет собой сплав Ti-4Al-22V, который является высокопрочным титановым сплавом, обладающим превосходной холодной обрабатываемостью давлением.
[0081] Кроме того, помимо вышеописанных титановых сплавов, также может использоваться титановый сплав, имеющий химический состав, который не определен в стандартах JIS. Примеры таких титановых сплавов перечислены ниже.
Титановые сплавы, обладающие термостойкостью: Ti-6Al-2Sn-4Zr-2Mo-0,08Si, Ti-6Al-5Zr-0,5Mo-0,2Si, Ti-8Al-1Mo-1V и т.п.
Низколегированные, высокопрочные титановые сплавы: Ti–1-1,5Fe–0,3-0,5O–0,01-0,04N и т.п.
Низколегированные титановые сплавы, обладающие термостойкостью: Ti-1Cu, Ti-1Cu-0,5Nb, Ti-1Cu-1Sn-0,35Si-0,5Nb и т.п.
Титановые сплавы, обладающие превосходной стойкостью к ползучести: Ti-6Al-2Sn-4Zr-6Mo и т.п.
Титановые сплавы, имеющие высокую прочность и хорошую холодную обрабатываемость давлением: Ti-15V-3Cr-3Sn-3Al, Ti-20V-4Al-1Sn и т.п.
Титановые сплавы, имеющие высокую прочность и высокую вязкость разрушения: Ti-10V-2Fe-3Al и т.п.
Титановые сплавы, обладающие превосходной износостойкостью: Ti-6Al-4V-10Cr-1,3C и т.п.
[0082] Предпочтительно, по меньшей мере один из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере тот поверхностный слой, который контактирует с внешней средой) содержит легирующие элементы, которые проявляют целевую характеристику, а остальное – Ti и примеси. Следующие элементы служат примерами тех легирующих элементов, которые проявляют целевую характеристику, хотя настоящее изобретение не ограничивается этими элементами.
[0083] (a) Легирующие элементы, проявляющие коррозионную стойкость, в мас.%: 0,01-0,25% элементов платиновой группы (Pd и/или Ru) и, по мере необходимости, 0,2% или меньше редкоземельных элементов, и, кроме того, один или более элементов, выбранных из Co: 0,8% или меньше, и Ni: 0,6% или меньше, и т.п.
(b) Легирующие элементы, проявляющие стойкость к окислению: один или более элементов, выбранных из: 0,10-0,6% Si, 0,1-2,0% Nb, 0,3-1,0% Ta и 0,3-1,5% Al, и, по мере необходимости, один или более элементов, выбранных из: 1,5% или меньше Sn, 1,5% или меньше Cu и 0,5% или меньше Fe (однако в суммарном количестве 2,5% или менее).
(c) Легирующие элементы, проявляющие сопротивление усталости: один или более элементов, выбранных из Fe, Cr, Ni, Al и Zr в суммарном количестве 0,08-1,0%.
(d) Легирующие элементы, проявляющие стойкость к водородному охрупчиванию: один или более элементов, выбранных из Mo, V и Nb в диапазоне 8,0 < молибденовый эквивалент < 20,0 (где молибденовый эквивалент = содержание Mo (мас.%) + содержание V (мас.%)/1,5 + содержание Nb (мас.%)/3,6).
(e) Легирующие элементы, проявляющие свойства блокирования нейтронов: 0,1-3,0% В.
[0084] Соответствующие случаи, описанные выше в пунктах (a) - (e), будут описаны далее по отдельности.
(a) Случай содержания легирующих элементов, проявляющих коррозионную стойкость
(Толщина)
[0085] Если толщина поверхностного слоя, контактирующего с внешней средой, среди первого поверхностного слоя 2 и второго поверхностного слоя 3 является слишком тонкой, то коррозионная стойкость не будет получена адекватным образом. Хотя толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 изменяется в зависимости от толщины того материала, который используется для производства, а также в зависимости от степени обработки давлением, достаточный эффект проявляется в том случае, если толщина составляет 2 мкм или больше. Следовательно, толщина по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой) предпочтительно составляет 2 мкм или больше, а более предпочтительно 5 мкм или больше.
[0086] С другой стороны, хотя нет никакой проблемы с коррозионной стойкостью, если первый поверхностный слой 2 и второй поверхностный слой 3 являются толстыми, экономическая выгода будет уменьшаться, поскольку та доля, которую титановый сплав занимает относительно всего титанового композиционного материала, будет увеличиваться. Следовательно, толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины титанового композиционного материала 1 предпочтительно составляет 40% или меньше, соответственно, а более предпочтительно 30% или меньше.
[0087] Толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 титанового композиционного материала 1 зависит от толщины изделия из титанового сплава, составляющего описываемую позже упаковку 6, а также от степени обработки при горячей обработке давлением, выполняемой после этого. Например, когда титановый композиционный материал 1, имеющий толщину 5 мм, производят горячей обработкой давлением титанового материала 5 для горячей обработки давлением, имеющего толщину 75 мм (упоминаемого просто как «титановый материал 5» в дальнейшем описании), включая упаковку 6, составленную из титановых материалов, имеющих толщину 10 мм, толщина каждой из первого поверхностного слоя 2 и второго поверхностного слоя 3 в титановом композиционном материале 1 равна примерно 667 мкм, составляя примерно 13% от общей толщины титанового композиционного материала 1.
(Химический состав)
[0088] Титановый композиционный материал 1 в соответствии с настоящим изобретением может содержать различные легирующие элементы, описываемые ниже, для увеличения коррозионной стойкости по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой).
Элементы платиновой группы: 0,01-0,25%
[0089] Элемент платиновой группы оказывает эффект понижения напряжения гидрирования титанового сплава и поддерживает спонтанный потенциал в неподвижной зоне, а также может содержаться в качестве легирующего элемента, проявляющего коррозионную стойкость. Коррозионная стойкость будет недостаточной, если содержание элемента платиновой группы (суммарное содержание в том случае, когда содержится множество элементов платиновой группы) будет меньше чем 0,01%. Даже если это содержание составляет более 0,25%, нельзя ожидать значительного улучшения коррозионной стойкости, а содержание более 0,25% приводит к резкому увеличению стоимости сырья. В случае присутствия элементов платиновой группы их содержание должно составлять 0,01-0,25%. Предпочтительно, содержание элементов платиновой группы составляет 0,03% или больше, более предпочтительно 0,05% или больше, и предпочтительным является содержание 0,20% или меньше, а более предпочтительным – 0,15% или меньше.
[0090] Хотя все элементы платиновой группы, которые могут использоваться в настоящем изобретении, являются полезными элементами, которые оказывают эффект увеличения коррозионной стойкости титанового сплава, особенно предпочтительным является Pd, у которого высок выгодный эффект улучшения коррозионной стойкости в расчете на один процент содержания. Кроме того, в качестве замены палладия (Pd) может использоваться рутений (Ru), который является относительно недорогим.
[0091] Если редкоземельные элементы добавлены к титановому сплаву, содержащему элемент платиновой группы, то Ti и элемент платиновой группы будут быстро вымываться под воздействием коррозионной среды, и концентрация элемента платиновой группы в растворе поблизости от титанового сплава будет увеличиваться. В результате это будет способствовать выделению элемента платиновой группы в титановом сплаве, и элемент платиновой группы может эффективно выделяться, даже если растворенное количество титанового сплава мало, и это приводит к улучшению коррозионной стойкости.
Редкоземельный элемент: 0-0,2%
[0092] Редкоземельные элементы (РЗЭ) включают Sc, Y, легкие редкоземельные элементы (от La до Eu) и тяжелые редкоземельные элементы (от Gd до Lu), и вышеописанного эффекта можно ожидать в случае, когда добавлены любые из этих редкоземельных элементов. Тот же самый эффект может также ожидаться в том случае, когда используют смесь или соединение редкоземельных элементов, например, смешанные редкоземельные элементы перед разделением и рафинированием (мишметалл, в дальнейшем просто называемый «Mm») или сплав дидим (сплав Nd-Pr).
[0093] Принимая во внимание описанные выше обстоятельства, нет необходимости в добавлении редкоземельного элемента только одного вида, и считается, что коррозионная стойкость будет улучшена за счет вышеописанного эффекта даже в том случае, если множество элементов будет содержаться одновременно. В таком случае суммарное содержание редкоземельных элементов означает суммарное содержание вышеупомянутых элементов.
[0094] Если содержание редкоземельных элементов является чрезмерным, вышеописанный эффект насыщается, а значит, при этом не только не будет получаться дополнительный выгодный эффект улучшения коррозионной стойкости, но и экономическая эффективность будет уменьшаться. Следовательно, в случае присутствия редкоземельных элементов их содержание предпочтительно составляет 0,2% или меньше, а более предпочтительно 0,02% или меньше. С другой стороны, для того, чтобы адекватно получить выгодный эффект вымывания Ti и элементов платиновой группы в области активного состояния титанового сплава и способствовать выделению элементов платиновой группы на поверхности сплава, предпочтительно, чтобы содержание редкоземельных элементов составляло 0,001% или больше.
Co: 0-0,8%
Ni: 0-0,6%
[0095] Co и Ni являются элементами, которые улучшают коррозионную стойкость титанового сплава, изменяя напряжение гидрирования, и чрезвычайно высокая коррозионная стойкость получается при добавлении Co и Ni в сочетании с элементом платиновой группы и/или редкоземельным(и) элементом(ами). Однако даже если содержание Co составляет больше, чем 0,8%, или содержание Ni составляет больше, чем 0,6%, этот эффект насыщается, и это нежелательно также с точки зрения экономической эффективности. Следовательно, когда эти элементы присутствуют, содержание Co составляет 0,8% или меньше, а содержание Ni составляет 0,6% или меньше. Содержание Co предпочтительно составляет 0,7% или меньше, а содержание Ni предпочтительно составляет 0,5% или меньше. Для того, чтобы надежно получить вышеописанный эффект, предпочтительно, чтобы содержание каждого элемента из Co и Ni составляло 0,05% или больше, а еще более предпочтительно, чтобы содержание каждого элемента из Co и Ni составляло 0,2% или больше.
[0096] Остальное, помимо вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Cr, Ta, Al, V, Cr, Nb, Si, Sn, Mn, Mo, Cu и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, Fe, O и H, которые являются обычными примесными элементами, составляет 0,5% или меньше.
(b) Случай содержания легирующих элементов, проявляющих стойкость к окислению
(Толщина)
[0097] Если толщина поверхностного слоя, контактирующего с внешней средой, среди первого поверхностного слоя 2 и второго поверхностного слоя 3 является слишком тонкой, то стойкость к окислению не будет получена адекватным образом. Хотя толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 изменяется в зависимости от толщины того материала, который используется для производства, а также в зависимости от степени обработки давлением, достаточный эффект проявляется в том случае, если толщина составляет 5 мкм или больше. Следовательно, толщина по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой) предпочтительно составляет 5 мкм или больше, а более предпочтительно 10 мкм или больше.
[0098] С другой стороны, хотя нет никакой проблемы со стойкостью к окислению, если первый поверхностный слой 2 и второй поверхностный слой 3 являются толстыми, экономическая выгода будет уменьшаться, поскольку та доля, которую титановый сплав занимает относительно всего титанового композиционного материала, будет увеличиваться. Следовательно, толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины титанового композиционного материала 1 предпочтительно составляет 40% или меньше соответственно, а более предпочтительно 30% или меньше.
[0099] Толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 титанового композиционного материала 1 зависит от толщины изделия из титанового сплава, составляющего описываемую позже упаковку 6, а также от степени обработки при горячей обработке давлением, выполняемой после этого. Например, когда титановый композиционный материал 1, имеющий толщину 5 мм, производится горячей обработкой давлением титанового материала 5 для горячей обработки давлением, имеющего толщину 250 мм и включающего в себя упаковку 6, составленную из титановых материалов, имеющих толщину 1 мм, толщина слоя титанового сплава каждой из первого поверхностного слоя 2 и второго поверхностного слоя 3 в титановом композиционном материале 1 равна примерно 20 мкм, составляя примерно 0,4% от общей толщины титанового композиционного материала 1.
(Химический состав)
[0100] Окисление титана принимает форму окисления так называемой диффузии внутрь, при которой кислород диффундирует в окисленной пленке, связываясь с титаном на поверхности. Следовательно, если диффузия кислорода подавлена, подавляется и окисление. Для титанового сплава, в случае улучшения стойкости к окислению при высокой температуре 600-800°C, добавляется легирующий элемент, такой как Si и Nb.
[0101] Добавление Si вызывает образование оксидов кремния в наружном слое, создавая барьер при воздействии атмосферы при высокой температуре, диффузия кислорода вовнутрь титана подавляется, и стойкость к окислению улучшается. Кроме того, в то время как Ti четырехвалентен, Nb является пятивалентным. Следовательно, Nb, растворяющийся в окисленном покрытии титана, уменьшает концентрацию кислородных дырок в окисленной пленке, и диффузия кислорода в окисленной пленке подавляется.
[0102] Титановый композиционный материал 1 в соответствии с настоящим изобретением может содержать различные легирующие элементы, описываемые ниже, для увеличения стойкости к окислению по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой).
Si: 0,10-0,60%
[0103] Si обладает действием по улучшению стойкости к окислению при высокой температуре от 600 до 800°C. Если содержание Si составляет менее 0,10%, то степень улучшения стойкости к окислению будет малой. С другой стороны, если содержание Si составляет более 0,60%, то влияние на стойкость к окислению будет насыщаться, а обрабатываемость давлением заметно уменьшится не только при комнатной температуре, но и при высокой температуре. Следовательно, в том случае, когда Si должен содержаться, его содержание должно составлять 0,10-0,60%. Содержание Si в 0,15% или больше является предпочтительным, а более предпочтительным является содержание Si 0,20% или больше, и содержание Si предпочтительно составляет 0,50% или меньше, а более предпочтительно – 0,40% или меньше.
Nb: 0,1-2,0%
[0104] Nb также обладает действием по улучшению стойкости к окислению при высокой температуре. Для того чтобы улучшить стойкость к окислению, содержание Nb должно составлять 0,1% или больше. С другой стороны, если содержание Nb в титановом сплаве составлять больше чем 2,0%, то этот эффект будет насыщаться, и это также вызовет увеличение стоимости сплава, поскольку Nb является дорогостоящим дополнительным элементом. Поэтому в случае, когда Nb должен содержаться, его содержание должно составлять 0,1-2,0%. Содержание Nb предпочтительно составляет 0,3% или больше, более предпочтительно – 0,5% или больше, и предпочтительно содержание Nb в 1,5% или меньше, а более предпочтительно – 1,2% или меньше.
Ta: 0,3-1,0%
[0105] Ta также обладает действием по улучшению стойкости к окислению при высокой температуре. Для того, чтобы улучшить стойкость к окислению, содержание Ta должно составлять 0,3% или больше. С другой стороны, если содержание Ta в титановом сплаве составляет больше чем 1,0%, мало того, что это вызовет увеличение стоимости сплава, поскольку Ta является дорогостоящим дополнительным элементом, но еще и образование β-фазы при температуре термообработки будет также вызывать опасения. Следовательно, в том случае, когда Ta должен содержаться, его содержание должно составлять 0,3-1,0%. Содержание Ta предпочтительно составляет 0,4% или больше, более предпочтительно – 0,5% или больше, и содержание Ta предпочтительно составляет 0,9% или меньше, п более предпочтительно – 0,8% или меньше.
Al: 0,3-1,5%
[0106] Al также является тем элементом, который улучшает стойкость к окислению при высокой температуре. С другой стороны, если Al содержится в большом количестве, пластичность при комнатной температуре заметно уменьшается. Свойство стойкости к окислению проявляется в достаточной степени, если содержание Al составляет 0,3% или больше. Кроме того, если содержание Al составляет 1,5% или меньше, обработка давлением, выполняемая в качестве холодной обработки, может быть гарантирована в достаточной степени. Следовательно, в том случае, когда Al должен содержаться, его содержание должно составлять 0,3-1,5%. Содержание Al предпочтительно составляет 0,4% или больше, более предпочтительно – 0,5% или больше, и содержание Al предпочтительно составляет 1,2% или меньше.
[0107] Следует отметить, что хотя стойкость к окислению улучшается, если содержится какой-либо из элементов Si, Nb, Ta и Al в отдельности, стойкость к окислению при высокой температуре может быть дополнительно улучшена, если сплав будет содержать сочетание этих элементов.
[0108] В дополнение к вышеупомянутым элементам могут содержаться один или более элементов, выбранных из Sn, Cu и Fe.
Sn: 0-1,5%
[0109] Sn является стабилизирующим α-фазу элементом и, аналогично Cu, является тем элементом, который увеличивает жаропрочность (высокотемпературную прочность). Однако, если содержание Sn составляет более 1,5%, оно ингибирует двойниковую деформацию и уменьшает обрабатываемость давлением при комнатной температуре. Следовательно, в том случае, когда Sn должно содержаться, его содержание должно составлять 1,5% или меньше. Содержание Sn предпочтительно составляет 1,2% или меньше. Когда желательно получить вышеупомянутый эффект, содержание Sn предпочтительно составляет 0,2% или больше, а более предпочтительно – 0,4% или больше.
Cu: 0-1,5%
[0110] Cu является элементом, который увеличивает жаропрочность. Кроме того, поскольку Cu растворяется до фиксированной степени в α-фазе, Cu не образует β-фазу, даже когда она используется при высокой температуре. Однако, если содержание Cu составляет более 1,5%, Cu может образовывать β-фазу в зависимости от температуры. Следовательно, в том случае, когда Cu должна содержаться, ее содержание должно составлять 1,5% или меньше. Содержание Cu предпочтительно составляет 1,4% или меньше, а более предпочтительно – 1,2% или меньше. Когда желательно получить вышеупомянутый эффект, содержание Cu предпочтительно составляет 0,2% или больше, а более предпочтительно – 0,4% или больше.
Fe: 0-0,5%
[0111] Хотя Fe является стабилизирующим β-фазу элементом, если Fe содержится в небольшом количестве, β-фаза образуется в малом количестве, и Fe не будет значительно влиять на стойкость к окислению. Однако, если содержание Fe составляет больше, чем 0,5%, образующееся количество β-фазы будет велико, вызывая ухудшение стойкости к окислению. Следовательно, в том случае, когда Fe должно содержаться, его содержание должно составлять 0,5% или меньше. Предпочтительно содержание Fe составляет 0,4% или меньше, а более предпочтительно – 0,3% или меньше.
[0112] Если суммарное содержание Sn, Cu и Fe составляет больше чем 2,5%, то эти элементы уменьшат обрабатываемость давлением при комнатной температуре, и в зависимости от температуры может образовываться β-фаза. Следовательно, в том случае, когда должен содержаться один или более элементов, выбранных из Sn, Cu и Fe, их суммарное содержание предпочтительно составляет не более 2,5%.
[0113] Остальное, помимо вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Cr, V, Mn, Mo и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, O и H, которые являются обычными примесными элементами, составляет 5,0% или меньше.
(c) Случай содержания легирующих элементов, проявляющих сопротивление усталости
(Толщина)
[0114] Если толщина того из первого поверхностного слоя 2 и второго поверхностного слоя 3, который контактирует с внешней средой, среди наружных слоев является слишком тонкой, сопротивление усталости не будет получено адекватным образом. Хотя толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 изменяется в зависимости от толщины того материала, который используется для производства, а также в зависимости от степени обработки давлением, достаточный эффект проявляется в том случае, если толщина составляет 5 мкм или больше. Следовательно, толщина по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой) предпочтительно составляет 5 мкм или больше, а более предпочтительно 10 мкм или больше. Кроме того, толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины титанового композиционного материала 1 предпочтительно составляет 1% или больше соответственно.
[0115] С другой стороны, хотя нет проблемы с сопротивлением усталости, если первый поверхностный слой 2 и второй поверхностный слой 3 являются толстыми, формуемость будет уменьшаться. Кроме того, вследствие того, что та доля, которую титановый сплав занимает относительно всего титанового композиционного материала, будет увеличиваться, экономическая выгода будет уменьшаться. Следовательно, толщина каждой из первого поверхностного слоя 2 и второго поверхностного слоя 3 предпочтительно составляет 100 мкм или меньше, а более предпочтительно – 50 мкм или меньше. Кроме того, толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины титанового композиционного материала 1 предпочтительно составляет 20% или меньше соответственно, а более предпочтительно – 10% или меньше.
(Химический состав)
[0116] Титановый композиционный материал 1 в соответствии с настоящим изобретением может содержать различные легирующие элементы, описываемые ниже, для увеличения сопротивления усталости по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой).
Один или более элементов, выбранных из Fe, Cr, Ni, Al и Zr: 0,08-1,0%
[0117] Поскольку местом зарождения усталостного разрушения является поверхность листового продукта, предпочтительно делать диаметр зерна α-фазы равным 15 мкм или меньше для того, чтобы получить высокое сопротивление усталости при сохранении формуемости. Диаметр зерна α-фазы более предпочтительно составляет 10 мкм или меньше, а еще более предпочтительно – 5 мкм или меньше.
[0118] Для того, чтобы сделать диаметр зерна α-фазы равным 15 мкм или меньше и получить высокое сопротивление усталости, суммарное содержание Fe, Cr, Ni, Al и Zr должно составлять 0,08% или больше. С другой стороны, если суммарное содержание этих элементов составляет больше чем 1,0%, в некоторых случаях значительно уменьшается пластичность, например, относительное удлинение и формуемость. Следовательно, суммарное содержание одного или более элементов, выбранных из Fe, Cr, Ni, Al и Zr, должно составлять 0,08-1,0%.
[0119] Остальное, помимо вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Sn, Mo, V, Mn, Nb, Si, Cu, Co, Pd, Ru, Ta, Y, La, Ce и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, O и H, которые являются обычными примесными элементами, составляет 5,0% или меньше.
(Механические свойства)
[0120] Титановый композиционный материал 1 имеет высокий предел усталости, также сохраняя отличную формуемость, с отношением предела усталости (предел ограниченной выносливости при 107 циклов/предел прочности при растяжении), составляющим 0,65 или больше. Чем выше отношение предела усталости, тем лучше материал по усталостным характеристикам, и поскольку это значение обычно составляет от 0,5 до 0,6 для титанового материала, можно сказать, что если это значение равно 0,65 или больше, то усталостные характеристики превосходны по сравнению с обычным титановым материалом, а если это значение равно 0,70 или больше, то можно сказать, что усталостные характеристики являются еще более превосходными.
[0121] В дополнение, в титановом композиционном материале 1 относительное удлинение при разрыве в направлении, перпендикулярном направлению прокатки, составляет 25% или больше. Относительное удлинение оказывает значительное влияние на формование, и чем больше удлинение, тем лучше проявляемая формуемость.
(d) Случай содержания легирующих элементов, проявляющих стойкость к водородному охрупчиванию
(Толщина)
[0122] Если толщина того первого поверхностного слоя 2 и второго поверхностного слоя 3, который контактирует с внешней средой, среди наружных слоев является слишком тонкой, стойкость к поглощению водорода не будет получена адекватным образом. С другой стороны, хотя нет проблемы со стойкостью к поглощению водорода, если титановые сплавы в первого поверхностного слоя 2 и второго поверхностного слоя 3 являются толстыми, поскольку та доля, которую титановые сплавы в первого поверхностного слоя 2 и второго поверхностного слоя 3 занимают относительно всего материала, будет увеличиваться, производственные затраты будут расти. Следовательно, толщину по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины титанового композиционного материала 1 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой) делают равной 2-20%.
[0123] Толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 титанового композиционного материала 1 зависит от толщины изделия из титанового сплава, составляющего описываемую позже упаковку 6, а также от степени обработки при горячей обработке давлением, выполняемой после этого. Например, когда титановый композиционный материал 1, имеющий толщину 5 мм, производится горячей обработкой давлением титанового материала 5 для горячей обработки давлением, имеющего толщину 60 мм и включающего в себя упаковку 6, составленную из титановых материалов, имеющих толщину 5 мм, толщина слоя титанового сплава каждой из первого поверхностного слоя 2 и второго поверхностного слоя 3 в титановом композиционном материале 1 равна примерно 0,4 мм, составляя примерно 8% от общей толщины титанового композиционного материала 1.
(Химический состав)
[0124] Титановый композиционный материал 1 в соответствии с настоящим изобретением может содержать различные легирующие элементы, описываемые ниже, для увеличения стойкости к поглощению водорода по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой).
8,0 < молибденовый эквивалент < 20,0, где молибденовый эквивалент = содержание Mo (мас.%) + содержание V (мас.%)/1,5 + содержание Nb (мас.%)/3,6.
[0125] Слой, который получает стойкость к водородному охрупчиванию, является слоем титанового сплава, содержащим β-стабилизирующие элементы в фиксированном диапазоне. Причина задания образования β-фазы состоит в том, что хотя α-фаза титана образует гидриды даже при очень малой концентрации водорода, составляющей всего несколько десятков млн-1, β-фаза титанового сплава может растворять водород в количествах приблизительно 1000 млн-1 или больше, а значит, обладает такой характеристикой, что она затрудняет возникновение вызванного водородом охрупчивания.
[0126] В том случае, когда содержатся эвтектоидные β-стабилизирующие элементы (β-эвтектоидные стабилизаторы), такие как Fe и Cr, существует риск того, что титан и эти элементы будут образовывать соединение и вызывать охрупчивание. Однако в том случае, когда среди β-стабилизирующих элементов содержатся Mo, V и Nb в пределах диапазона, который удовлетворяет условию «8,0 < молибденовый эквивалент < 20,0», даже если Fe и Cr или т.п. присутствуют одновременно, охрупчивания не происходит, потому что β-фаза является устойчивой и не образует фазу соединения.
[0127] Здесь нижний предел значения молибденового эквивалента является количеством сплава, необходимым для получения достаточного количества β-фазы. Верхний предел устанавливается на основании того факта, что титановый сплав, в котором велико количество добавленных легирующих элементов, не является подходящим для использования в плане затрат из-за его высокой цены. Следует отметить, что изделия из титанового сплава, используемые в качестве упаковки 6, не обязательно состоят из β-фазы, и достаточно, чтобы β-фаза окружала α-фазу, даже если α-фаза выделяется в β-фазе.
[0128] Существующий титановый сплав β-типа может быть использован в описываемой ниже упаковке 6 для формирования слоев сплава в качестве первого поверхностного слоя 2 и второго поверхностного слоя 3. Его примеры включают сплавы Ti-15V-3Cr-3Al-3Sn, Ti-8V-3Al-6Cr-4Mo-4Zr (BetaC) и Ti-11,5Mo-6Zr-4,5Sn (BetaIII). В случае использования подобного существующего титанового сплава β-типа в упаковке 6 такие элементы допустимы, если их количество вместе с содержанием дополнительных элементов, таких как Cr, Sn, Al и Zr, которые отличны от вышеупомянутых элементов, составляет 15% или меньше. Эти элементы являются элементами, которые содержатся для регулирования термообрабатываемости, прочности и холодной обрабатываемости давлением в существующем титановом сплаве β-типа, и не уменьшают молибденовый эквивалент, определенный в настоящем изобретении. Кроме того, также могут содержаться, например, такие элементы, как Si и Fe.
[0129] Остальное, помимо вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Ta, Si, Mn, Cu и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, Fe, O и H, которые являются обычными примесными элементами, составляет 5% или меньше.
(e) Случай содержания легирующих элементов, проявляющих свойства блокирования нейтронов
(Толщина)
[0130] Если толщина поверхностного слоя, контактирующего с внешней средой, среди первого поверхностного слоя 2 и второго поверхностного слоя 3 является слишком тонкой, то эффект экранирования нейтронов не будет получен адекватным образом. С другой стороны, в том случае, когда первый поверхностный слой 2 и второй поверхностный слой 3 являются толстыми, хотя эффект экранирования нейтронов улучшается, поскольку та доля, которую титановый сплав занимает относительно всего материала, увеличивается, себестоимость производства возрастает. Следовательно, толщину по меньшей мере одной из первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины титанового композиционного материала 1 (по меньшей мере того поверхностного слоя, который контактирует с внешней средой) делают равной 5-40%.
[0131] Эффект экранирования нейтронов коррелирует с толщиной первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно общей толщины описанного выше титанового композиционного материала 1, а также со степенью обработки давлением. Например, когда титановый композиционный материал 1, имеющий толщину 10 мм, производится горячей обработкой давлением титанового материала 5 для горячей обработки давлением, имеющего толщину 100 мм и включающего в себя упаковку 6 с толщиной 20 мм, толщина слоя титанового сплава каждой из первого поверхностного слоя 2 и второго поверхностного слоя 3 в титановом композиционном материале 1 равна 2 мм, составляя 20% (40% в сумме для обеих слоев) от общей толщины титанового композиционного материала 1.
[0132] Следует отметить, что для того, чтобы увеличить толщину первого поверхностного слоя 2 и второго поверхностного слоя 3, может быть увеличена толщина листов сплава, соединяемых вместе при получении упаковки 6. Однако, если толщина листов сплава слишком велика, становится трудно сваривать листы сплава с образованием упаковки 6. Следовательно, доля листов сплава может быть увеличена относительно общей толщины титанового материала 5 путем уменьшения первоначальной толщины титанового материала 5 для горячей обработки давлением.
(Химический состав)
[0133] Титановый композиционный материал 1 в соответствии с настоящим изобретением содержит легирующий элемент для обеспечения эффекта экранирования нейтронов в первого поверхностного слоя 2 и второго поверхностного слоя 3. Далее подробно описываются причины выбора дополнительного элемента и причины ограничения диапазона добавляемого количества этого дополнительного элемента.
B: 0,1-3,0%
[0134] Распространенность изотопа 10B в боре (B) в природе составляет 19,9%, и 10B имеет большое сечение поглощения тепловых нейтронов, и его эффект экранирования нейтронов является большим. Эффект экранирования нейтронов не получается адекватным, если содержание B составляет менее чем 0,1%, а если содержание B составляет более чем 3,0%, имеется риск возникновения трещин и ухудшения обрабатываемости давлением во время горячей прокатки.
[0135] В этом случае можно изготовить B-содержащий титановый сплав путем добавления B или борида, такого как TiB2, к титану. Кроме того, если используется материал, содержащий обогащенный изотопом 10B бор (содержание 10B составляет приблизительно 90% или больше), такой как H310BO3, 10B2O или 10B4C, поскольку эффект экранирования нейтронов велик, даже если содержание в нем B мало, такой титановый сплав будет чрезвычайно полезным.
[0136] В случае использования H310BO3, 10B2O или 10B4C, хотя H и O также концентрируются в слое сплава, H не представляет проблемы, поскольку H выходит из материала во время термической обработки, такой как вакуумный отжиг. Что касается O и C, то может быть без проблем изготовлен материал с содержанием O в 0,4 массового процента или меньше и содержанием C в 0,1 массового процента или меньше, которые не превышают соответствующих верхних пределов содержания в технически чистом титановом материале.
[0137] Остальное, помимо вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Cr, Ta, Al, V, Cr, Nb, Si, Sn, Mn, Mo, Cu и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, Fe, O и H, которые являются обычными примесными элементами, составляет 5% или меньше.
(Применения)
[0138] В установках, в которых выполняется лучевая терапия, такая как радиотерапия частицами и БНЗТ (бор-нейтронзахватная терапия), используется полиэтиленовый материал, в котором содержание B составляет 3,0-4,0 массового процента, а толщина листа составляет 10-100 мм. Кроме того, в установках, относящихся к ядерной энергетике, листы нержавеющей стали, в которых содержание B составляет 0,5-1,5 массового процента, а толщина листа составляет 4,0-6,0 мм, используются в стеллажах для хранения ядерного топлива. При использовании титанового композиционного материала 1, в котором регулируются содержание B и толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 (толщина слоя с концентрацией B), возможно обеспечить характеристики, которые аналогичны характеристикам вышеупомянутых материалов или превосходят их.
1-3. Внутренний слой
(Химический состав)
[0139] Компонент чистого титана во внутреннем слое 4 титанового композиционного материала 1 зависит от компонента титановой губки, используемой в производстве титанового композиционного материала 1, как будет описано ниже. В титановом композиционном материале 1 в соответствии с настоящим изобретением, из числа чистых титанов, определенных в JIS, могут использоваться технически чистые титаны Класса 1 JIS, Класса 2 JIS, Класса 3 JIS, или Класса 4 JIS. То есть, можно использовать технически чистые титаны, содержащие 0,1% или менее C, 0,015% или менее H, 0,4% или менее O, 0,07% или менее N и 0,5% или менее Fe, а остальное – Ti.
[0140] Когда используются эти технически чистые титаны Классов 1-4 JIS, получается титановый материал, который имеет достаточную обрабатываемость давлением, не вызывает появления трещин и т.п. и объединяется с титановым сплавом на своей поверхности после горячей обработки давлением. Однако следует отметить, что поскольку титан является активным металлом, если средний размер частиц титановой губки становится соответствующим тонкому порошку, т.е. 0,1 мм или меньше, удельная по массе площадь поверхности увеличивается, и является при реальной эксплуатации неизбежен захват O (его концентрация).
[0141] Содержание O во внутреннем слое титанового композиционного материала может регулироваться в зависимости от желаемых механических свойств, и в том случае, когда необходима высокая прочность, O может содержаться вплоть до его максимума в 0,4%. Если содержание O составляет более чем 0,4%, образуются трещины или т.п., и появляется риск того, что не будет получен титановый материал, объединенный с титановым сплавом на поверхности после горячей обработки давлением. С другой стороны, в том случае, когда требуется пластичность, а не прочность, предпочтительно уменьшить содержание O, и содержание O предпочтительно составляет 0,1% или меньше, а более предпочтительно 0,05% или меньше.
(Пористость)
[0142] Титановый композиционный материал 1 в соответствии с настоящим изобретением производится путем горячей обработки давлением и холодной обработки давлением с использованием в качестве материала описываемого позже титанового материала 5. При этом поры, сформировавшиеся в части чистого титана в титановом материале 5, сжимаются при горячей и холодной обработке давлением, но удаляются не полностью, и некоторые из пор остаются во внутреннем слое 4. Если пор в этом внутреннем слое 4 слишком много, механические свойства (прочность и пластичность) у объемного металла уменьшаются, и чем меньше пор, тем лучше.
[0143] Однако для того, чтобы заставить поры полностью сжаться, требуется значительное обжатие при прокатке, форма (толщина) производимого титанового композиционного материала 1 ограничена, и, кроме того, это может привести к резкому росту производственных затрат. С другой стороны, в том случае, когда поры содержатся в такой степени, что титановый композиционный материал 1 имеет механические свойства (прочность, пластичность и т.п.), достаточные для сохранения структуры титанового композиционного материала 1, плотность внутреннего титана уменьшается, и поэтому можно ожидать снижения веса производимого титанового композиционного материала 1.
[0144] При этом, если пористость во внутреннем слое 4 составляет 30% или меньше, титановый композиционный материал 1 производится в виде титанового композиционного материала 1, в котором внутренний слой 4 объединена («интегрирована») с первым поверхностным слоем 2 и вторым поверхностным слоем 3. Для того чтобы производить титановый композиционный материал 1 эффективно, горячую и холодную обработки давлением предпочтительно выполняют с превышением некоторой величины, и пористость при этом составляет 10% или меньше.
[0145] Как видно из вышесказанного, пористость может быть выбрана в зависимости от применений, например, пористость уменьшают в том случае, когда важны механические свойства объемного металла, и увеличивают пористость в том случае, когда высокоприоритетным является уменьшение массы материала. Пористость во внутреннем слое 4 при этом предпочтительно составляет более чем 0% и не более 30%, а предпочтительнее – более чем 0% и не более 10%.
(Способ вычисления пористости)
[0146] Долю пор, остающихся во внутреннем слое 4 титанового композиционного материала 1 (пористость), вычисляют следующим образом. Титановый материал заделывают в смолу таким образом, чтобы можно было изучать поперечное сечение титанового материала, и после этого подлежащую наблюдению поверхность титанового материала шлифуют и полируют до зеркального блеска с использованием алмаза или глиноземной суспензии. Используя этот подвергнутый зеркальной полировке образец для наблюдения, снимают оптическую микрофотографию центра по толщине листа с 500-кратным увеличением. Измеряют долю площади пор, наблюдаемых на снятой оптической микрофотографии, и результаты измерения 20 микрофотографий усредняют и принимают за значение пористости. Хотя нет никакой проблемы в плане использования для наблюдения обычного оптического микроскопа, предпочтительно использовать дифференциальную интерференционную контрастную микроскопию, обеспечивающую наблюдение в поляризованном свете, поскольку она дает более четкую картину.
2. Материал для горячей обработки давлением из титанового композиционного материала
[0147] Фиг. 2 представляет собой пояснительный чертеж, иллюстрирующий структуру титанового материала 5 для горячей обработки давлением, то есть материала для горячей обработки давлением из титанового композиционного материала 1. Титановый композиционный материал 1 включает в себя первый поверхностный слой 2 и второй поверхностный слой 3, состоящие из титанового сплава, а также внутренний слой 4, состоящую из чистого титана, и такой титановый композиционный материал 1 получают, например, формируя упаковку 6, как проиллюстрировано на Фиг. 2, путем создания герметичной окружной периферии с помощью изделий из титанового сплава, имеющих различные характеристики, набивая внутреннюю часть упаковки 6 кусковым титаном 7, уменьшения давления внутри упаковки 6 с образованием титанового материала 5, и выполнения горячей обработки давлением этого титанового материала 5 в качестве материала для горячей обработки давлением. Далее подробно описывается вся структура этого материала.
2-1. Кусковой титан
(Химический состав)
[0148] Кусковой титан 7, подаваемый в титановый материал 5 для горячей обработки давлением в соответствии с настоящим изобретением, является обычным кусковым титаном, производимым с помощью обычного процесса выплавки, такого как процесс Кролла, и в качестве компонента обычного кускового титана может использоваться технически чистый титан, который эквивалентен Классу 1 JIS, Классу 2 JIS, Классу 3 JIS или Классу 4 JIS.
(Форма)
[0149] Кусковой титан 7 содержит один или более типов, выбранных из титановой губки, брикета, получаемого сжатием титановой губки, и лома технически чистого титана. Размер кускового титана 7 предпочтительно составляет 30 мм или меньше в терминах среднего размера частиц. Если средний размер частиц составляет более чем 30 мм, возникают проблемы при обращении с ним, такие как трудность в обращении с кусковым титаном 7 при транспортировке и трудность помещения кускового титана 7 в титановый материал, и в результате эффективность работы становится недостаточной. Кроме того, существует вероятность уменьшения коэффициента заполнения, когда упаковку 6 набивают кусковым титаном 7, и больший чем 30 мм средний размер частиц уменьшает плотность титанового композиционного материала 1, производимого с помощью горячей обработки давлением, и может привести к снижению характеристик, таких как пластичность.
[0150] С другой стороны, если размер кускового титана 7 является слишком маленьким, возникает проблема пыли при набивке упаковки 6 кусковым титаном 7, и возникает не только риск затруднения работы, но и риск концентрирования O во время обращения с ним, поскольку удельная по массе площадь поверхности увеличивается. Следовательно, средний размер частиц кускового титана 7 предпочтительно составляет 0,1 мм или больше, а более предпочтительно 1 мм или больше.
[0151] Следует отметить, что считается, что порошок чистого титана, подвергнутый обработке механическим помолом (МП), используется в виде чрезвычайно мелкого порошка, который имеет средний размер частиц 0,1 мм или меньше. Обработка МП представляет собой обработку, при которой порошок и твердые шары помещают в емкость шаровой мельницы и закрывают там и подвергают порошок измельчению частиц при осуществлении вибрации емкости. Поверхность измельченной частицы после обработки МП находится в активном состоянии, и поэтому с мелкими частицами необходимо работать в инертном газе, чтобы присутствующие в атмосферном воздухе O и N не поглощались, когда порошок чистого титана извлекают из емкости.
[0152] Кроме того, если обработке МП подвергают чистый титан с низкими концентрациями O и N, поскольку чистый титан имеет высокую пластичность, порошок слипается при сжатии, либо чистый титан прилипает при сжатии к твердым шарам или поверхности емкости. Следовательно, возникает проблема снижения выхода порошка чистого титана, получаемого в результате выполнения обработки МП. По этой причине производство порошка чистого титана с помощью обработки МП требует огромных усилий и затрат и не подходит для массового производства.
[0153] Существует способ, в котором мелкие частицы титана получают из титановой губки способом гидрирования-дегидрирования. Однако при этом удельная по массе площадь поверхности увеличивается, концентрация O легко увеличивается за счет поверхностного окисления, и поэтому трудно управлять качеством материала. Следовательно, способ по настоящему изобретению, в котором используется титановая губка как она есть, является превосходным с точки зрения качества и стоимости.
[0154] Следует отметить, что в случае использования титановой губки в виде спрессованного брикета часть титановой губки или она вся может быть замещена ломом (ломом чистого титана) или титановым порошком.
2-2. Упаковка
(Химический состав)
[0155] Титановый сплав, имеющий описанные выше компоненты сплава, используют таким образом, что этот титановый сплав составляет титановый сплав первого поверхностного слоя 2 и второго поверхностного слоя 3 титанового композиционного материала 1, который является конечным продуктом.
(Форма)
[0156] Поскольку форма используемого в качестве упаковки 6 изделия из титанового сплава зависит от формы титанового материала 5, используемого в качестве материала для горячей обработки давлением, изделие из титанового сплава не имеет специальной фиксированной формы, и может использоваться листовое изделие (прокат), оболочка или т.п. Однако для того, чтобы титановый композиционный материал 1, произведенный с помощью процесса получения с горячей обработкой давлением, холодной обработкой давлением, отжигом и т.п., имел бóольшую функциональность за счет легирования наружного слоя, а также чтобы обеспечить превосходную текстуру поверхности титанового композиционного материала 1, важна толщина используемого для упаковки 6 изделия из титанового сплава.
[0157] Если изделие из титанового сплава является тонким и имеет толщину менее чем 1 мм, упаковка 6 разрушается в ходе горячей обработки давлением по мере выполнения пластической деформации, вакуум теряется, а потеря вакуума вызывает окисление кускового титана 7 внутри. Кроме того, шероховатость кускового титана 7, упакованного внутри титанового материала 5, передается поверхности титанового материала 5, и во время горячей обработки давлением возникает большая шероховатость поверхности титанового материала 5. Следовательно, это оказывает неблагоприятное влияние на механические свойства получаемого титанового композиционного материала 1, такие как текстура поверхности и пластичность, а также на желаемые характеристики.
[0158] Кроме того, в том случае, когда этот дефект поверхности не возникает во время горячей и холодной обработки давлением, толщина части титанового сплава в полученном титановом композиционном материале 1 локально уменьшается, и существует вероятность того, что достаточные характеристики не смогут проявиться. Кроме того, если упаковка 6 чрезмерно тонка, то она не сможет выдержать вес упакованного внутри кускового титана 7, жесткость титанового материала 5 во время удерживания или обработки при комнатной температуре или при горячей обработке давлением уменьшается, и титановый материал 5 деформируется.
[0159] Если толщина используемого для упаковки 6 изделия из титанового сплава составляет 1 мм или больше, горячая обработка давлением может быть выполнена без возникновения этих проблем, и становится возможным произвести титановый композиционный материал 1, обладающий превосходной текстурой поверхности и желаемыми характеристиками. Следует отметить, что более предпочтительно, чтобы толщина изделия из титанового сплава составляла 2 мм или больше.
[0160] С другой стороны, если толщина изделия из титанового сплава слишком велика, то доля упаковки 6, занимаемая ей по отношению к полученному титановому материалу 5 для горячей обработки давлением, увеличивается, а доля кускового титана 7, занимаемая им по отношению к титановому материалу 5, относительно уменьшается, и поэтому снижается выход, а стоимость возрастает.
2-3. Титановый материал для горячей обработки давлением
[0161] Далее описывается титановый материал 5, полученный с использованием описанных выше кускового титана 7 и упаковки 6.
(Форма)
[0162] Форма титанового материала 5 не ограничена какой-либо конкретной формой, но определяется формой производимого титанового композиционного материала 1. В случае предназначенности для производства листового продукта получают титановый материал 5, имеющий форму прямоугольного параллелепипеда, а в случае предназначенности для производства заготовки (прутка) круглого сечения, катанки или экструдированного материала получают титановый материал 5, имеющий форму многогранной призмы, такую как столбчатая форма и восьмиугольная призма. Размер титанового материала 5 определяется размером продукта (толщина, ширина, длина) и производимым его количеством (весом).
(Внутренняя часть)
[0163] Внутренняя часть титанового материала 5, вся окружная периферия которого герметизирована упаковкой 6, набита кусковым титаном 7. Поскольку кусковой титан 7 представляет собой массивные зерна, существуют пустоты (щели) между зернами. Для улучшения технологичности кускового титана 7 и уменьшения этих щелей кусковой титан 7 может быть помещен в титановый материал 5, будучи подвергнутым заранее компрессионному формованию. Если в щелях в титановом материале 5 остается воздух, кусковой титан 7 окисляется или азотируется во время нагрева перед горячей обработкой давлением, и пластичность произведенного титанового композиционного материала 1 уменьшается. Следовательно, давление внутри титанового материала 5 понижают для того, чтобы увеличить степень вакуума.
(Степень вакуума)
[0164] Для того, чтобы предотвратить окисление или азотирование кускового титана 7 при горячей обработке давлением, степень вакуума во внутренней части титанового материала 5 должна составлять 10 Па или меньше, а предпочтительно 1 Па или меньше. Если внутреннее давление в титановом материале 5 (абсолютное давление) составляет более чем 10 Па, куски титана 7 окисляются или азотируются остаточным воздухом. Хотя нижний предел степени вакуума особо не ограничен, чрезвычайно низкий вакуум вызывает увеличение производственных затрат на повышение герметичности устройства, усовершенствование устройства откачки и т.п., и поэтому нет необходимости делать степень вакуума меньшей, чем 1×10-3 Па.
(Сварка)
[0165] В качестве способа сварки упаковки 6 может использоваться дуговая сварка, такая как сварка неплавящимся (вольфрамовым) электродом в среде инертного газа (TIG), сварка плавящимся электродом в среде инертного газа, сварка электронным лучом, лазерная сварка и т.п., и способ сварки конкретно не ограничен. Однако для того, чтобы предотвратить окисление или азотирование поверхности кускового титана 7 и упаковки 6, сварочная атмосфера представляет собой среду вакуума или атмосферу инертного газа. В том случае, когда швы упаковки 6 сваривают последними, титановый материал 5 сваривается с титановым материалом 5, помещенным в контейнер (камеру) с вакуумной средой, предпочтительно поддерживать вакуум во внутренней части титанового материала 5.
3. Способ производства титанового композиционного материала
[0166] Далее описывается способ производства титанового композиционного материала 1, в котором выполняют горячую обработку давлением титанового материала 5 в соответствии с настоящим изобретением, описанного выше в качестве материала для горячей обработки давлением.
[0167] Титановый композиционный материал (продукт) 1 формируют путем горячей обработки давлением титанового материала 5 в качестве материала для горячей обработки давлением. Способ горячей обработки давлением может быть выбран в зависимости от формы продукта.
[0168] В случае производства листового продукта имеющий форму прямоугольного параллелепипеда титановый материал 5 (сляб) нагревают и подвергают горячей прокатке для формирования из него титанового листа. Как и в случае обычного процесса, при необходимости после горячей прокатки окисленный слой на поверхности титанового листа может быть удален травлением, и после этого титановый лист может быть подвергнут холодной прокатке и обработан для уменьшения его толщины.
[0169] В случае производства заготовки круглого сечения или катанки имеющий цилиндрическую или многоугольную форму титановый материал 5 (биллет) нагревают и подвергают горячей прокатке или горячему прессованию выдавливанием для формирования из него титановой заготовки круглого сечения или катанки. Кроме того, аналогично обычному процессу, при необходимости после горячей обработки давлением окисленный слой на поверхности титановой заготовки круглого сечения или катанки может быть удален травлением, и после этого титановая заготовка круглого сечения или катанка может быть подвергнута холодной прокатке и обработа для уменьшения ее толщины.
[0170] В дополнение, в случае производства прессованного профиля имеющий цилиндрическую или многоугольную форму титановый материал 5 (биллет) нагревают и подвергают горячему прессованию для формирования из него титанового профиля с различной формой поперечного сечения.
[0171] Температура нагрева, аналогичная температуре в случае выполнения горячей обработки давлением обычного титанового сляба или биллета, может использоваться в качестве температуры нагрева перед горячей обработкой давлением. Несмотря на то, что она различается в зависимости от размера титанового материала 5 или степени горячей обработки давлением (коэффициента обработки), температура нагрева перед горячей обработкой давлением предпочтительно составляет 600°C или больше и 1200°C или меньше. Если температура нагрева является слишком низкой, высокотемпературная прочность титанового материала 5 становится слишком высокой, что приводит к образованию трещин во время горячей обработки давлением, и, кроме того, скрепление кускового титана 7 и упаковки (части титанового сплава) 6 становится недостаточным. С другой стороны, если температура нагрева является слишком высокой, микроструктура получаемого титанового композиционного материала 1 становится грубой, достаточные характеристики материала не получаются, и, кроме того, толщина упаковки (части титанового сплава) 6 на поверхности титанового композиционного материала 1 уменьшается за счет окисления. Если температура нагрева составляет 600-1200°C, горячая обработка давлением может быть выполнена без таких проблем.
[0172] Степень обжатия при горячей обработке давлением, то есть коэффициент обработки, может быть выбран(а) для управления пористостью внутренней части титанового композиционного материала 1. Упоминаемый здесь коэффициент обработки является долей (процентной), получаемой делением разности между площадью поперечного сечения титанового материала 5 и площадью поперечного сечения титанового композиционного материала 1 после горячей обработки давлением на площадь поперечного сечения титанового материала 5.
[0173] В том случае, когда коэффициент обработки низкий, щели между кусками титана 7 во внутренней части титанового материала 5 не устраняются при сжатии адекватным образом и остаются порами после горячей обработки давлением. Титановый композиционный материал 1, содержащий много таких пор, становится легким за счет имеющихся в нем пор. Однако из-за того, что поры присутствуют во внутренней части, механические свойства не могут проявиться адекватным образом. С другой стороны, по мере того, как коэффициент обработки увеличивается, пористость уменьшается, а механические свойства улучшаются. Следовательно, в том случае, когда важными являются механические свойства производимого титанового композиционного материала 1, чем выше коэффициент обработки, тем лучше.
[0174] В частности, когда коэффициент обработки составляет 90% или больше, щели на границах между кусками титана 7 во внутренней части титанового материала 5 могут быть адекватным образом устранены при сжатии, и количество пор в титановом композиционном материале 1 может быть уменьшено. Хотя чем выше коэффициент обработки, тем более надежно разрушаются поры в титановом композиционном материале 1, что является предпочтительным, необходимо увеличивать площадь поперечного сечения титанового материала 5 и, кроме того, необходимо снова и снова повторять горячую обработку давлением. В результате возникает проблема длительного времени производства и т.п., и поэтому коэффициент обработки предпочтительно составляет 99,9% или меньше.
[0175] Далее настоящее изобретение более конкретно описывается со ссылками на Примеры, но настоящее изобретение не ограничено этими Примерами.
Пример 1
(Пример 1-1)
[0176] В качестве кускового титана для подачи в титановые материалы использовали полученную с помощью процесса Кролла титановую губку (Класса 1, Класса 2 и Класса 3 JIS, крупность = 0,25-19 мм) и лома чистого титана (Класса 1, Класса 2 и Класса 3 JIS). Далее, используя листовые изделия из сплава Ti-0,06Pd (толщиной 0,5-20 мм), изготовили в качестве упаковок прямоугольные параллелепипеды, имеющие толщину 50-100 мм, ширину 100 мм и длину 120 мм.
[0177] При изготовлении титанового материала сначала пять титановых листов предварительно собирали в форме коробки, после чего в эту коробку подавали титановую губку, и открытую часть предварительно собранной коробки закрывали титановым листом. Для некоторых титановых материалов вместо упомянутых титановых губок использовали сформованные в форме брикета титановые губки (губчатые брикеты) или брикеты, полученные путем смешивания титановой губки и лома чистого титана. Предварительно собранный титановый материал помещали внутрь вакуумной камеры и понижали давление в вакуумной камере до заданного уровня (вакуума), и после этого заваривали и герметизировали швы по всей окружной периферии упаковки электронным лучом. Степень вакуума в камере при этом установили от 8,7×10-3 до 7,6×10-2 Па, как показано в Таблице 2.
[0178] В каждом из нескольких титановых материалов (Испытания №№ 16 и 17 в Таблице 2) приготовили один лист упаковки 1 с открытым в центре листа отверстием и титановую трубку с внутренним диаметром 6 мм, приваренную к этому отверстию TIG-сваркой, и титановый материал временно собирали так, чтобы этот один лист упаковки был сделан обратной поверхностью при подвергании прокатке.
[0179] После того всю окружную периферию временно собранного титанового материала заваривали электронным лучом, а после этого давление внутри титанового материала понижали через титановую трубку до заданной степени вакуума (от 6,9×10-1 до 1,2 Па), а после снижения давления степень вакуума в титановом материале сохраняли путем зажима титановой трубки.
[0180] С помощью описанных выше процессов сформировали упаковку, вся окружная периферия которой была герметизирована выполненными из титанового сплава листами, внутренняя часть упаковки была набита кусковым титаном, а давление во внутренней части упаковки было снижено до заданной степени вакуума.
[0181] Изготовленный титановый материал нагревали в воздушной атмосфере до 850°С, а затем подвергали горячей прокатке для формирования из него горячекатаного листа толщиной 5 мм. После этого обе поверхности титанового материала подвергали очистке от окалины путем выполнения дробеструйной обработки и использования азотной-фтористоводородной кислоты. В дополнение, титановый материал подвергали холодной прокатке для формирования из него титанового листа с толщиной 1 мм, подвергали термической обработке, при которой титановый материал нагревали до 600-750°C и выдерживали 240 минут в вакууме или в атмосфере инертного газа в качестве отжига, и тем самым изготовили образец в соответствии с настоящим изобретением.
[0182] Из этого горячекатаного листа вырезали образец для испытания размерами 1 мм × 30 мм × 40 мм (толщина × ширина × длина), поверхность реза образца для испытания и ту его поверхность, к которой не примыкал лист коррозионностойкого титанового сплава, закрыли противокоррозионными лентами так, чтобы эти поверхности не подвергались воздействию коррозионной среды, после чего образец для испытания погружали в 3%-ю кипящую соляную кислоту (pH ≈ 0 при нормальной температуре) на 96 часов, а после этого вычисляли скорость коррозии по разности масс до и после коррозионного испытания.
[0183] Кроме того, полученный титановый композиционный материал заделывали в смолу с тем, чтобы подвергнуть изучению поперечного сечения, полученный композиционный материал отполировали и протравили, а после этого наблюдали под оптическим микроскопом и измеряли толщину слоя титанового сплава поверхностного слоя. Измеренную толщину слоя титанового сплава поверхностного слоя делили на общую толщину титанового композиционного материала, чтобы вычислить долю поверхностного слоя.
[0184] Для того, чтобы вычислить долю пор, оставшихся в части чистого титана титанового композиционного материала (именуемую в дальнейшем пористостью), образец заделали в смолу так, чтобы можно было проводить изучение поперечного сечения образца, после этого отшлифовали и подвергли зеркальной полировке, а после этого снимали оптические микрофотографии при 500-кратном увеличении. Долю площади пор вычисляли по снятым оптическим микрофотографиям, результаты измерения пяти микрофотографий усредняли и принимали за значение пористости. Текстуру поверхности произведенного титанового композиционного материала оценивали с точки зрения того, присутствуют или отсутствуют дефекты, путем визуальной проверки.
[0185] Для сравнения с титановым композиционным материалом в соответствии с настоящим изобретением использовали технически чистые титаны (Классов 1-3 JIS) и листовое изделие толщиной 1 мм из коммерческого коррозионностойкого титанового сплава (Ti-0,06%Pd, Класс 17 ASTM) для выполнения описанного выше коррозионного испытания.
[0186] Все результаты сведены в Таблице 2.
[0187] [Таблица 2]
|
Знак «*» указывает, что значение находится вне определения по настоящему изобретению.
[0188] Испытания №№ 1-4, являющиеся Сравнительными примерами, представляли материалы технически чистого титана (Классов 1-3 JIS), а также полученный посредством процессов плавки, разбиения и ковки коммерческий коррозионностойкий титановый материал (Ti-0,06Pd, Класс 17 ASTM) соответственно, и эти результаты служат в качестве реперных точек для оценки характеристик титанового композитного материала по настоящему изобретению, описанного позже.
[0189] Испытания №№ 5-14 и 16-19, являющиеся Примерами по изобретению, все показали коррозионные стойкости, которые превосходили коррозионные стойкости полученных посредством процессов плавки, разбиения и ковки материалов технически чистого титана, показанных как испытания №№ 1-3 в вышеприведенной Таблице 2, и имели коррозионные стойкости, эквивалентные коррозионной стойкости полученного посредством процессов плавки, разбиения и ковки коммерческого коррозионностойкого титанового материала, показанного как испытание № 4.
[0190] Однако, несмотря на отсутствие проблем в отношении скорости коррозии, испытание № 5 имело относительно большую долю поверхностного слоя, состоящего из титанового сплава, и стоимость материала была повышенной.
[0191] Испытание № 15 имело лучшую коррозионную стойкость, чем у чистого титана, потому что толщина поверхностного слоя была малой, но результат измерения коррозионной стойкости был хуже, чем у коррозионностойкого титанового сплава.
[0192] Испытания №№ 18 и 19 представляли композиционные титановые материалы, полученные с использованием губчатого брикета или содержавшего лом чистого титана губчатого брикета в качестве чистого титана во внутренней части титанового материала. Испытания №№ 18 и 19 имели превосходные коррозионные стойкости, эквивалентные коррозионной стойкости коррозионностойкого титанового сплава, аналогично тому случаю, в котором титановая губка использовалась в качестве внутренней части.
(Пример 1-2)
[0193] В качестве кускового титана, подаваемого в титановые материалы, использовали полученную с помощью процесса Кролла титановую губку (Класс 1 JIS, крупность = 0,25 мм или больше и 19 мм или меньше). Далее, с использованием титанового сплава, содержащего заданные компоненты (толщина составляла 10 мм), изготовили в качестве упаковок прямоугольные параллелепипеды, имеющие толщину 75 мм, ширину 100 мм и длину 120 мм.
[0194] При изготовлении титанового материала сначала пять титановых листов предварительно собрали в форме коробки, после чего в эту коробку подавали титановую губку, и открытую часть предварительно собранной коробки закрывали титановым листом. Предварительно собранный титановый материал помещали в вакуумную камеру и понижали давление в вакуумной камере до 8,7×10-3 Па, а после этого швы по всей окружной периферии упаковки заварили и герметизировали электронным лучом.
[0195] С помощью описанных выше процессов сформировали упаковку, вся окружная периферии которой герметизирована выполненными из титанового сплава листовыми изделиями, внутренняя часть упаковки была набита титановой губкой, а давление во внутренней части упаковки было снижено до заданной степени вакуума.
[0196] Изготовленный титановый материал нагревали в воздушной атмосфере до 850°С, а затем подвергали горячей прокатке для формирования из него горячекатаного листа толщиной 5 мм. Из этого образца вырезали образец для испытания размерами 5 мм × 30 мм × 40 мм (длина × ширина × толщина), после чего провели оценку, аналогичную Примеру 1-1.
[0197] Для сравнения с титановым композиционным материалом в соответствии с настоящим изобретением использовали листовой продукт толщиной 5 мм из технически чистого титана (Класс 1 JIS) и листовой продукт толщиной 5 мм из коммерческого коррозионностойкого титанового сплава (Ti-0,06%Pd, Класс 17 ASTM) для выполнения описанного выше коррозионного испытания.
[0198] Эти результаты сведены в Таблице 3.
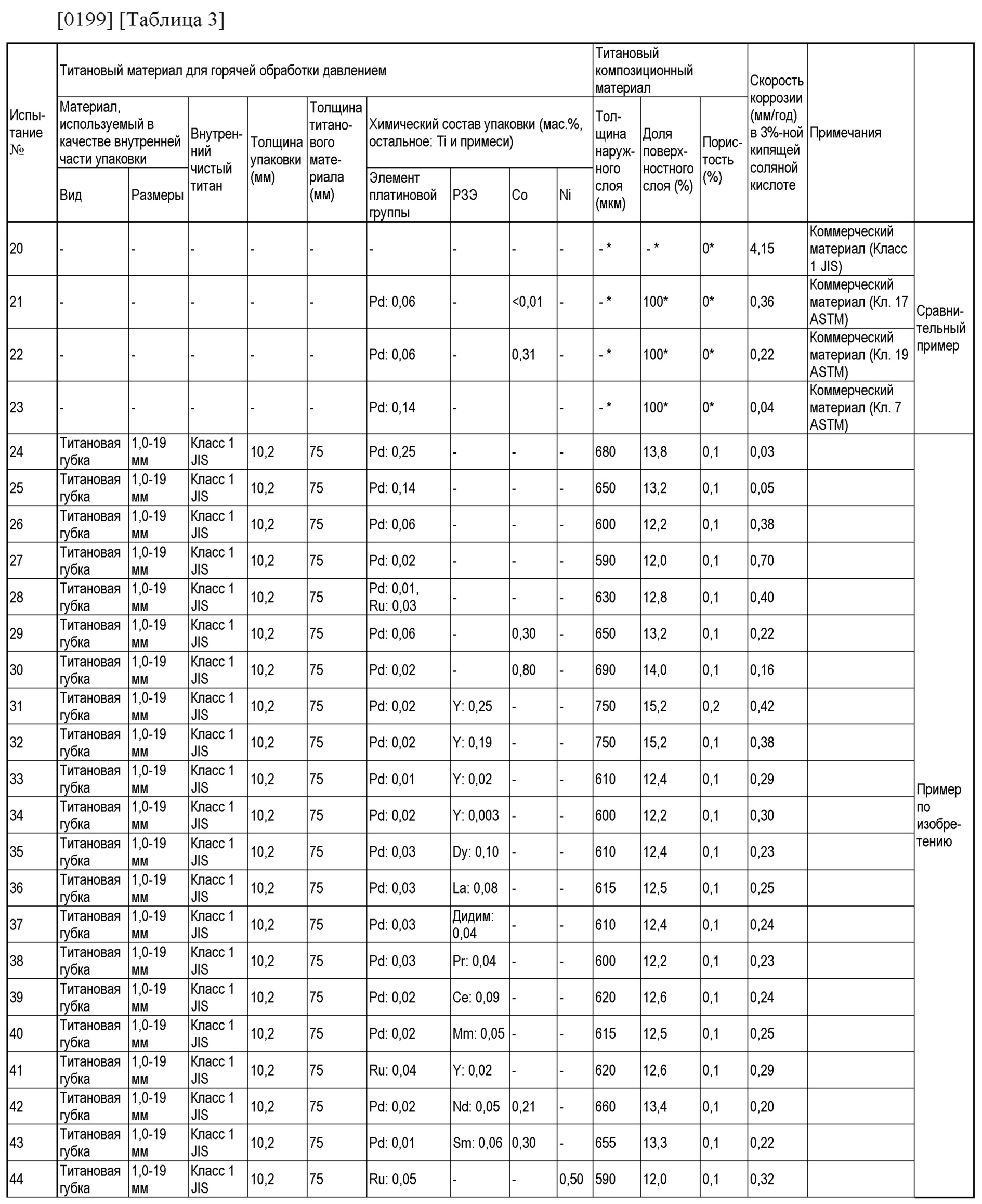

[0200] Испытания №№ 20-23, являющиеся Сравнительными примерами, полученные посредством процессов плавки, разбиения и ковки материалы технически чистого титана (Класса 1 JIS), были полученными посредством процессов плавки, разбиения и ковки коммерческими коррозионностойкими титановыми материалами, и эти результаты служат в качестве реперных точек для оценки характеристик титанового композитного материала по настоящему изобретению, описанного позже.
[0201] Испытания №№ 24-48, являющиеся Примеры по изобретению, все показали коррозионные стойкости, которые были такими же превосходными, как и у полученных посредством процессов плавки, разбиения и ковки коммерческих коррозионностойких титановых материалов, показанных как испытания №№ 21-23, и имели коррозионные стойкости, которые превосходили коррозионные стойкости полученного посредством процессов плавки, разбиения и ковки материала технически чистого титана, показанного как испытание № 20.
[0202] Испытания №№ 24-27 проявили превосходные коррозионные стойкости за счет содержания Pd, являющегося элементом платиновой группы, в титановом сплаве поверхностного слоя.
[0203] Испытание № 28 проявило превосходную коррозионную стойкость за счет содержания Pd и Ru, являющихся элементами платиновой группы, в титановом сплаве поверхностного слоя.
[0204] Испытания №№ 29 и 30 проявили превосходные коррозионные стойкости за счет содержания Pd, являющегося элементом платиновой группы, а также Co, в титановом сплаве поверхностного слоя.
[0205] Испытания №№ 31-41 проявили превосходные коррозионные стойкости за счет содержания Pd или Ru, являющегося элементом платиновой группы, а также Y, Dy, La, дидима, Pr, Ce или Mm, являющихся редкоземельными элементами, в титановом сплаве поверхностного слоя.
[0206] Испытания №№ 42 и 43 проявили превосходные коррозионные стойкости за счет содержания Pd, являющегося элементом платиновой группы, а также Nd и Sm, являющихся редкоземельными элементами, и дополнительно Co, в титановом сплаве поверхностного слоя.
[0207] Испытания №№ 44 и 45 проявили превосходные коррозионные стойкости за счет содержания Ru, являющегося элементом платиновой группы, а также Ni, в титановом сплаве поверхностного слоя.
[0208] Испытание № 46 проявило превосходную коррозионную стойкость за счет содержания Pd, являющегося элементом платиновой группы, а также Y, являющегося редкоземельным элементом, и дополнительно Ni, в титановом сплаве поверхностного слоя.
[0209] Испытание № 47 имел превосходную коррозионную стойкость за счет добавления Pd, являющегося элементом платиновой группы, а также Co и Ni в титановом сплаве поверхностного слоя.
[0210] В дополнение, испытание № 48 проявило превосходную коррозионную стойкость за счет содержания Pd, являющегося элементом платиновой группы, а также Y, являющегося редкоземельным элементом, и дополнительно Co и Ni, в титановом сплаве поверхностного слоя.
(Пример 1-3)
[0211] В качестве кускового титана, подаваемого в титановые материалы, использовали полученную с помощью процесса Кролла титановую губку (Класс 1 JIS, крупность = 0,25 мм или больше и 19 мм или меньше). Кроме того, с использованием листовых изделий из сплава Ti-0,06Pd изготовили в качестве упаковок прямоугольные параллелепипеды, имеющие толщину 25-75 мм, ширину 100 мм и длину 120 мм.
[0212] При изготовлении титанового материала сначала пять титановых листов предварительно собирали в форме коробки, после чего в эту коробку подавали титановую губку, и открытую часть предварительно собранной коробки закрывали титановым листом. Предварительно собранный титановый материал помещали в вакуумную камеру и снижали давление в вакуумной камере до 8,7×10-3 Па, а после этого швы по всей окружной периферии упаковки заваривали и герметизировали электронным лучом.
[0213] С помощью описанных выше процессов сформировали упаковку, вся окружная периферия которой герметизирована выполненными из титанового сплава листами, внутренняя часть упаковки была набита титановой губкой, а давление во внутренней части упаковки было снижено до заданной степени вакуума.
[0214] Изготовленный титановый материал нагревали в воздушной атмосфере до 850°С, а затем подвергали горячей прокатке для формования из него горячекатаного листа толщиной 20 мм. Полученный горячекатаный лист подвергали вакуумному отжигу при 725°С, после этого подвергали дробеструйной обработке и, наконец, травлению с использованием азотной-фтористоводородной кислоты с образованием титанового композиционного материала. Из этого образца вырезали образец для испытания размерами 20 мм × 50 мм × 50 мм (толщина × ширина × длина), после чего выполнили оценку аналогично Примерам 1-1 и 1-2.
[0215] Эти результаты сведены в Таблице 4.
[0216] [Таблица 4]
|
Знак «*» указывает, что значение находится вне определения по настоящему изобретению.
[0217] Испытания №№ 51-55, являющиеся Примерами по изобретению, все показали коррозионные стойкости, которые превосходили коррозионную стойкость полученного посредством процессов плавки, разбиения и ковки материала технически чистого титана, показанного как испытание № 49, и имели коррозионные стойкости, которые были эквивалентны коррозионной стойкости полученного посредством процессов плавки, разбиения и ковки коммерческого коррозионностойкого титанового материала, показанного как испытание № 50.
Пример 2
(Пример 2-1)
[0218] В каждом испытании №№ 1-18, показанном в Таблице 5, изготовили квадратную упаковку 6, имевшую размеры 250 мм × 1000 мм × 4500 мм (толщина × ширина × длина) и состоявшую из листов титанового сплава, содержащих по меньшей мере один элемент из Si, Nb, Ta и Al, после чего во внутреннее пространство упаковки 6 помещали кусковой титан 7, состоящий из технически чистого титана (одного или более типов материала, выбранного из брикета, лома и титановой губки), упаковку 6 закрывали в атмосфере вакуума с давлением примерно 8×10-2 Па, сформировав титановый материал 5, и этот титановый материал 5 использовали в качестве материала для горячей прокатки.
[0219] Затем этот титановый материал 5 нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего обе поверхности титанового материала 5 подвергали очистке от окалины путем выполнения дробеструйной обработки и использования азотной-фтористоводородной кислоты.
[0220] В дополнение, титановый материал 5 подвергали холодной прокатке для формирования из него титанового композиционного материала 1 с толщиной 1 мм, а затем подвергали термической обработке, при которой титановый материал нагревали до 600-750°C и выдерживали 240 минут в вакууме или в атмосфере инертного газа в качестве отжига.
[0221] Из этих образцов взяли образцы для испытания размером 20 мм × 20 мм, поверхности и концевые части этих образцов для испытания отполировали наждачной бумагой #400, после чего эти образцы для испытания подвергли воздействию атмосферного воздуха при температурах 700 и 750°C в течение 200 часов для каждой из температур, измеряли изменение в весе каждого из образцов до и после испытания и вычисляли привес за счет окисления на единицу площади поперечного сечения.
[0222] [Таблица 5]
|
Знак «*» указывает, что значение находится вне определения по настоящему изобретению.
[0223] В Испытании № 1, являющемся Сравнительным примером, внутренний слой 4 состояла из технически чистого титана Класса 2 JIS, а первый поверхностный слой 2 и второй поверхностный слой 3 отсутствовали. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 40 г/м2 или больше, а привес за счет окисления при нагревании с температурой до 750°C в течение 200 часов составил 100 г/м2 или больше, и эти значения были очень большими.
[0224] В Испытании № 2 внутренний слой 4 состояла из технически чистого титана Класса 1 JIS, первый поверхностный слой 2 и второй поверхностный слой 3 содержали Si и имели толщину 5 мкм или больше, и эта толщина была достаточной. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 25 г/м2 или меньше, а привес за счет окисления при нагревании с температурой 750°C в течение 200 часов составил 70 г/м2 или меньше, и испытание № 2 показало превосходную стойкость к окислению. Кроме того, пористость составила менее чем 1%, и механические свойства были хорошими.
[0225] В Испытании № 3 внутренний слой 4 состояла из технически чистого титана Класса 2 JIS, первый поверхностный слой 2 и второй поверхностный слой 3 содержали Si и имели толщину 5 мкм или больше, и эта толщина была достаточной. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 25 г/м2 или меньше, а привес за счет окисления при нагревании с температурой 750°C в течение 200 часов составил 70 г/м2 или меньше, и испытание № 2 показало превосходную стойкость к окислению. Кроме того, пористость составила менее чем 1%, и механические свойства были хорошими.
[0226] В Испытании № 4 внутренний слой 4 состояла из технически чистого титана Класса 3 JIS, первый поверхностный слой 2 и второй поверхностный слой 3 содержали Si и имели толщину 5 мкм или больше, и эта толщина была достаточной. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 25 г/м2 или меньше, а привес за счет окисления при нагревании с температурой 750°C в течение 200 часов составил 70 г/м2 или меньше, и испытание № 2 показало превосходную стойкость к окислению. Кроме того, пористость составила менее чем 1%, и механические свойства были хорошими.
[0227] В испытаниях №№ 5-18 внутренний слой 4 состояла из технически чистого титана Класса 2 JIS, первый поверхностный слой 2 и второй поверхностный слой 3 содержали один или более элементов, выбранных из Si, Nb, Ta и Al, и имели толщину 5 мкм или больше, и эта толщина была достаточной. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 25 г/м2 или меньше, а привес за счет окисления при нагревании с температурой 750°C в течение 200 часов составил 70 г/м2 или меньше, и испытание № 2 показало превосходную стойкость к окислению. Кроме того, пористость составила менее чем 1%, и механические свойства были хорошими.
(Пример 2-2)
[0228] В каждом из испытаний №№ 19 и 20, показанных в Таблице 6, изготовили упаковку 6, имевшую размеры 50 мм × 1000 мм × 4000 мм (толщина × ширина × длина) и состоявшую из листов титанового сплава, содержащего Nb, после чего во внутренне пространство упаковки 6 помещали кусковой титан 7, состоящий из технически чистого титана (брикетов и титановой губки), упаковку 6 закрывали в атмосфере вакуума с давлением примерно 8×10-2 Па, сформировав титановый материал 5, и этот титановый материал 5 использовали в качестве материала для горячей прокатки.
[0229] Этот титановый материал 5 нагревали до 820°C и подвергали горячей прокатке до толщины 20 мм, после чего обе поверхности титанового материала 5 подвергли очистке от окалины путем выполнения дробеструйной обработки и использования азотной-фтористоводородной кислоты. В дополнение, титановый материал 5 подвергали термической обработке, при которой титановый материал нагревали до 600-700°C и выдерживали 240 минут в вакууме или в атмосфере инертного газа в качестве отжига.
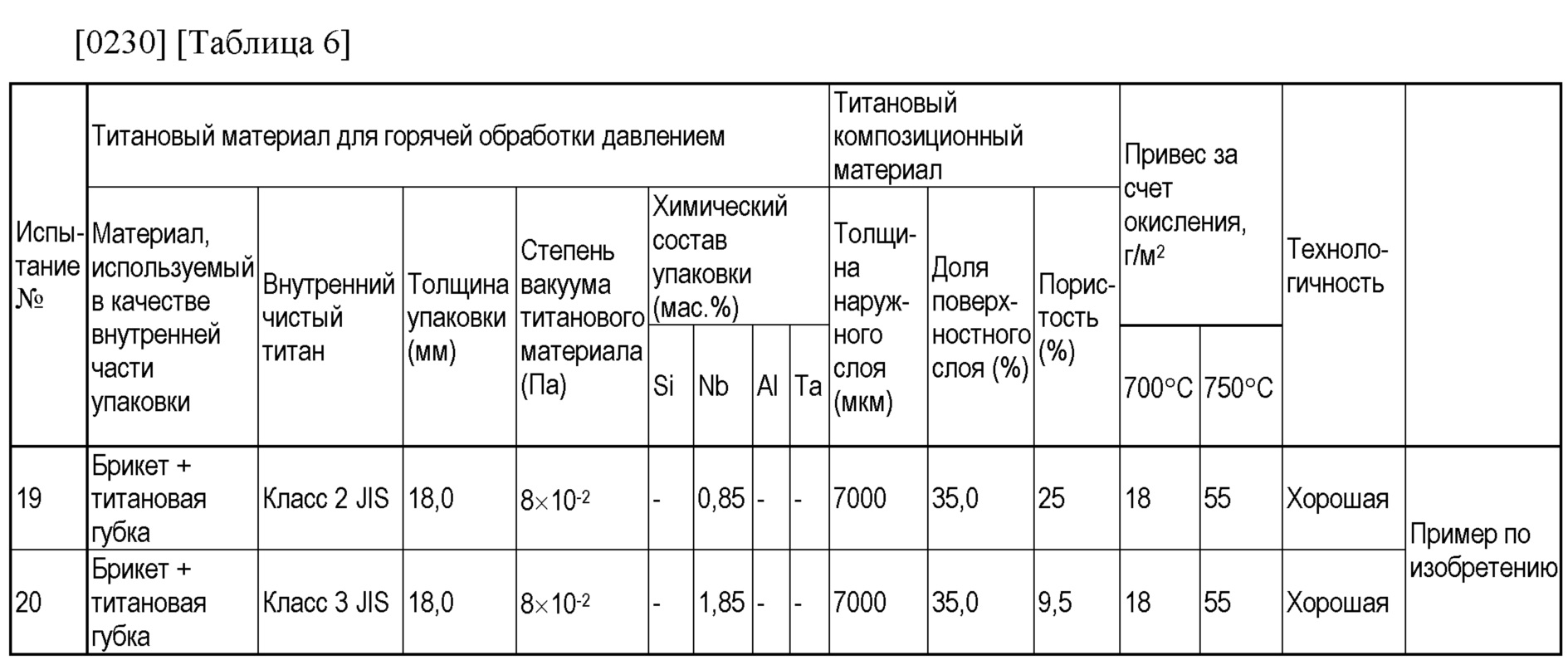
[0231] В испытаниях №№ 19 и 20 внутренний слой 4 состояла из технически чистого титана Класса 2 JIS, и первый поверхностный слой 2 и второй поверхностный слой 3 состояли из титанового сплава, содержащего Nb. Кроме того, пористость внутреннего слоя 4 была меньше чем 30%. В дополнение, первый поверхностный слой 2 и второй поверхностный слой 3 имели толщину 5 мкм или больше, и эта толщина была достаточной. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 25 г/м2 или меньше, а привес за счет окисления при нагревании с температурой 750°C в течение 200 часов составил 70 г/м2 или меньше, и испытание № 2 показало превосходную стойкость к окислению.
(Пример 2-3)
[0232] Как показано в Таблице 7, для испытания № 21 использовали листы из титанового сплава Ti-1,0Cu-1,0Sn-0,35Si-0,25Nb, для испытания № 22 использовали листы из титанового сплава Ti-1,0Cu-0,5Nb, а для испытания № 23 использовали листы из титанового сплава Ti-0,25Fe-0,45Si, изготовили упаковку 6 с размерами 250 мм × 1000 мм × 4500 мм (толщина × ширина × длина), после чего во внутреннее пространство упаковки 6 помещали кусковой титан 7, состоящий из технически чистого титана (брикет и титановая губка), упаковку 6 закрывали в атмосфере вакуума с давлением примерно 8×10-2 Па, сформировав титановый материал 5, и этот титановый материал 5 использовали в качестве материала для горячей прокатки.
[0233] Затем этот титановый материал 5 нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего обе поверхности титанового материала 5 подвергали очистке от окалины, при которой удалили примерно 40 мкм с каждой стороны (80 мкм с обеих поверхностей) с использованием дробеструйной обработки и азотной-фтористоводородной кислоты.
[0234] В дополнение, титановый материал 5 подвергали холодной прокатке для формирования титанового композиционного материала 1 с толщиной 1 мм, а затем подвергали термической обработке, при которой титановый материал нагревали до 600-700°C и выдерживали 240 минут в вакууме или в атмосфере инертного газа в качестве отжига.
[0235]
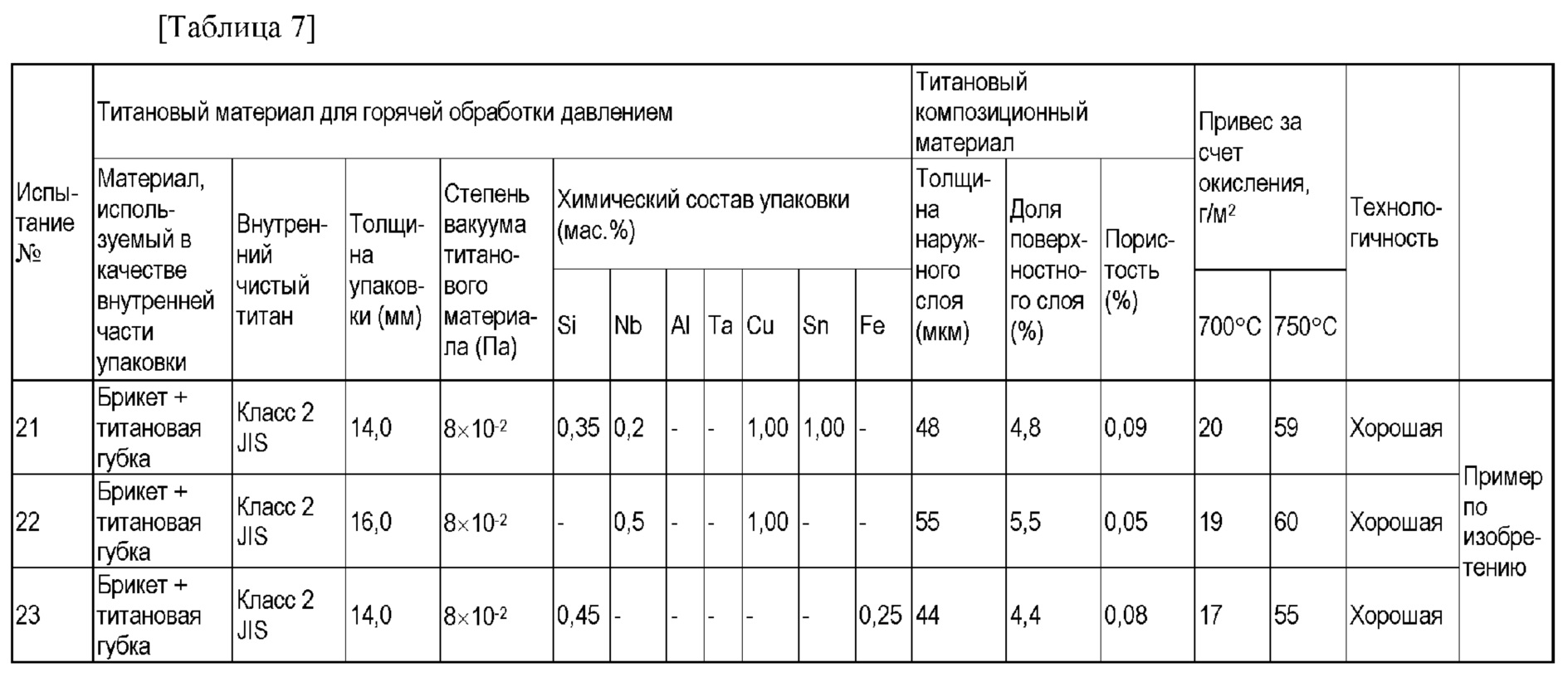
[0236] Во всех испытаниях №№ 21-23 первый поверхностный слой 2 и второй поверхностный слой 3 содержали один или более элементов из Si и Nb. Кроме того, пористость внутреннего слоя 4 была меньшей, чем 0,1%, то есть низкой. В дополнение, первый поверхностный слой 2 и второй поверхностный слой 3 имели толщину 5 мкм или больше, и эта толщина была достаточной. В результате привес за счет окисления при нагревании с температурой 700°C в течение 200 часов составил 25 г/м2 или меньше, а привес за счет окисления при нагревании с температурой 750°C в течение 200 часов составил 70 г/м2 или меньше, и испытание № 2 показало превосходную стойкость к окислению.
Пример 3
(Пример 3-1)
[0237] Как проиллюстрировано на Фиг. 1 и 2, каждый из титановых материалов 5 был изготовлен путем набивки внутренней части выполненной из листов титанового сплава упаковки 6 кусковым титаном 7, затем осуществляли способ прокатки этих титановых материалов 5, и тем самым произвели образцы для испытания.
[0238] Следует отметить, что общая толщина каждого титанового материала 5 составляла 125 мм, суммарное содержание Fe, Cr, Ni, Al и Zr в упаковке 6 составляло 0,03-1,1%, а химический состав кускового титана 7 во внутренней части попадал в пределы диапазонов O: 0,030-0,33% и Fe: 0,028-0,086%, и C: 0,01% или меньше, H: 0,003% или меньше и N: 0,006% или меньше. Для того чтобы сравнить влияние степени горячей прокатки, изготовили несколько титановых материалов 5, имеющих общую толщину 25 мм или 50 мм.
[0239] В частности, для производства упаковки 6 на наружной периферии использовали листы титанового сплава с регулируемыми концентрациями Fe, Cr, Ni, Al и Zr и регулируемой толщиной, а внутреннюю часть этой упаковки 6 заполняли прессованным телом (брикетом), полученным путем подвергания титановой губки компрессионному формованию, а после этого приваривали крышку из титанового материала 5.
[0240] Некоторые из титановых материалов 5 изготовили путем упаковывания титановой губки как она есть, без формования в брикет, а некоторые из титановых материалов 5 изготовили путем упаковывания брикета, включавшего лома, примешанные в количестве 10% или 30% и полученные путем нарезки листа чистого титана, имеющего тот же самый состав, что и титановая губка, на квадраты размером примерно 25 мм.
[0241] Что касается способа сварки, то для того, чтобы предотвратить окисление или азотирование кускового титана 7 при горячей обработке давлением, электроннолучевую сварку выполняли в атмосфере вакуума, в которой степень вакуума во внутренней части титанового материала 5 сделали равной 10 Па или меньше.
[0242] После этого титановый материал 5 подвергали горячей прокатке до толщины 5 мм, а затем удалению окалины (дробеструйной обработкой и травлением), холодной прокатке и отжигу для формирования титанового композиционного материала 1. Следует отметить, что толщина первого поверхностного слоя 2 и второго поверхностного слоя 3, составляющих область концентрирования элементов (титанового сплава), регулировалась в зависимости от толщины наружных листов из титанового сплава и количества удаляемой поверхности при очистке от окалины.
[0243] В отношении каждого испытываемого материала, являющегося титановым композиционным материалом 1, оценивали размер зерна α-фазы, прочность при растяжении, относительное удлинение, предел усталости и формуемость в различных положениях при следующих условиях.
(Размер зерна α-фазы)
[0244] Толщину первого поверхностного слоя 2 и второго поверхностного слоя 3 измеряли методом электронного микрозондового анализа (EPMA). На фотографиях микроструктуры, снятых в оптическом микроскопе, средний размер зерен α-фазы в положениях по толщине листа 1-10% вычисляли во внутреннем слое и в поверхностном слое с помощью метода секущих в соответствии с японским промышленным стандартом JIS G 0551 (2005).
(Прочность при растяжении, удлинение)
[0245] Подготовили материалы для испытания на разрыв, в которых параллельный участок имел размеры 6,25×32 мм, расстояние между точками замера составляло 25 мм, зажимной участок имела ширину 10 мм, и полная длина составляла 80 мм (размер, который был вдвое меньше размера материала для испытания на разрыв в соответствии со стандартом JIS13-B), и осуществляли испытание на разрыв со скоростью упругого напряжения 0,5%/мин между точками замера до измерения условного предела текучести при остаточной деформации 0,2% и 30%/мин от этого момента и далее. В этом случае оценивали предел прочности при растяжении и полное удлинение в направлении, перпендикулярном направлению прокатки.
(Предел усталости)
[0246] Испытание на усталость выполняли при условиях коэффициента асимметрии цикла напряжений R=-1 и частоты 25 Гц с использованием материала для испытания на усталость при плоском изгибе, показанного на Фиг.3, а также машины для проведения испытания на усталость при плоском изгибе производства компании Tokyo Koki Co. Ltd. Определяли число повторений до разлома при соответствующих амплитудах напряжений для построения кривой усталости в зависимости от напряжений и оценивали предел выносливости (предел усталости), при котором разрушение не происходило даже тогда, когда изгиб повторяли 107 раз.
(Формуемость)
[0247] Титановый лист, обработанный до размеров 90 мм × 90 мм × 0,5 мм, подвергали испытанию на сферическую обтяжку с использованием сферического пуансона ∅40 мм на машине для глубокой вытяжки модели SAS-350D производства компании Tokyo Testing Machine Inc. При испытании применяли масло высокой вязкости (#660) производства компании Nihon Kohsakuyu Co., Ltd., и на пуансон помещали полиэтиленовый лист, так что пуансон и титановый лист непосредственно не контактировали, и выполняли оценку путем сравнения глубины вдавливания в момент разрыва испытываемого материала.
[0248] Поскольку на глубину вдавливания в испытании на сферическую обтяжку сильно влияет концентрация кислорода, если глубина вдавливания составляла 21,0 мм или больше в Классе 1 JIS, глубина вдавливания составляла 19,0 мм или больше в Классе 2 JIS, или глубина вдавливания составляла 13,0 мм или больше в Классе 3 JIS, формуемость определялась как хорошая (значок  в таблице). В противном случае формуемость определялась как плохая (значок «×» в таблице).
в таблице). В противном случае формуемость определялась как плохая (значок «×» в таблице).
(Микроструктура металла)
[0249] Фиг. 4 иллюстрирует пример фотографий микроструктуры в случае производства описанным выше способом. Фиг. 4(a) представляет собой фотографию микроструктуры в испытании № 1 (Сравнительный пример, обычный титановый материал), Фиг. 4(b) – фотографию микроструктуры в испытании № 5 (Пример по изобретению), Фиг. 4(c) – фотографию микроструктуры в испытании № 12 (Пример по изобретению), и Фиг. 4(d) – фотографию микроструктуры в испытании № 17 (Пример по изобретению).
[0250] Следует отметить, что Фиг. 4(b) - 4(d) показывают Примеры по изобретению, и толщина первого поверхностного слоя 2 и второго поверхностного слоя 3 различается.
[0251] Результаты испытаний сведены в Таблицах 8 и 9. Таблица 8 показывает случай использования в качестве кускового титана 7 технически чистого титана, эквивалентного Классу 1 JIS, а Таблица 9 – случай использования в качестве кускового титана 7 технически чистых титанов, эквивалентных Классам 2 или 3 JIS. Кроме того, обозначения N1 - N4 в столбце «Уровень вида материала, используемого в качестве внутренней части упаковки» в Таблицах 8 и 9 означают следующие виды и соотношения.
N1: Брикет, включающий 100% титановой губки
N2: 100% титановой губки в ее исходном виде
N3: Брикет, включающий смесь 90% титановой губки и 10% лома с составом, эквивалентным составу титановой губки
N4: Брикет, включающий смесь 70% титановой губки и 30% лома с составом, эквивалентным составу титановой губки
[0252]
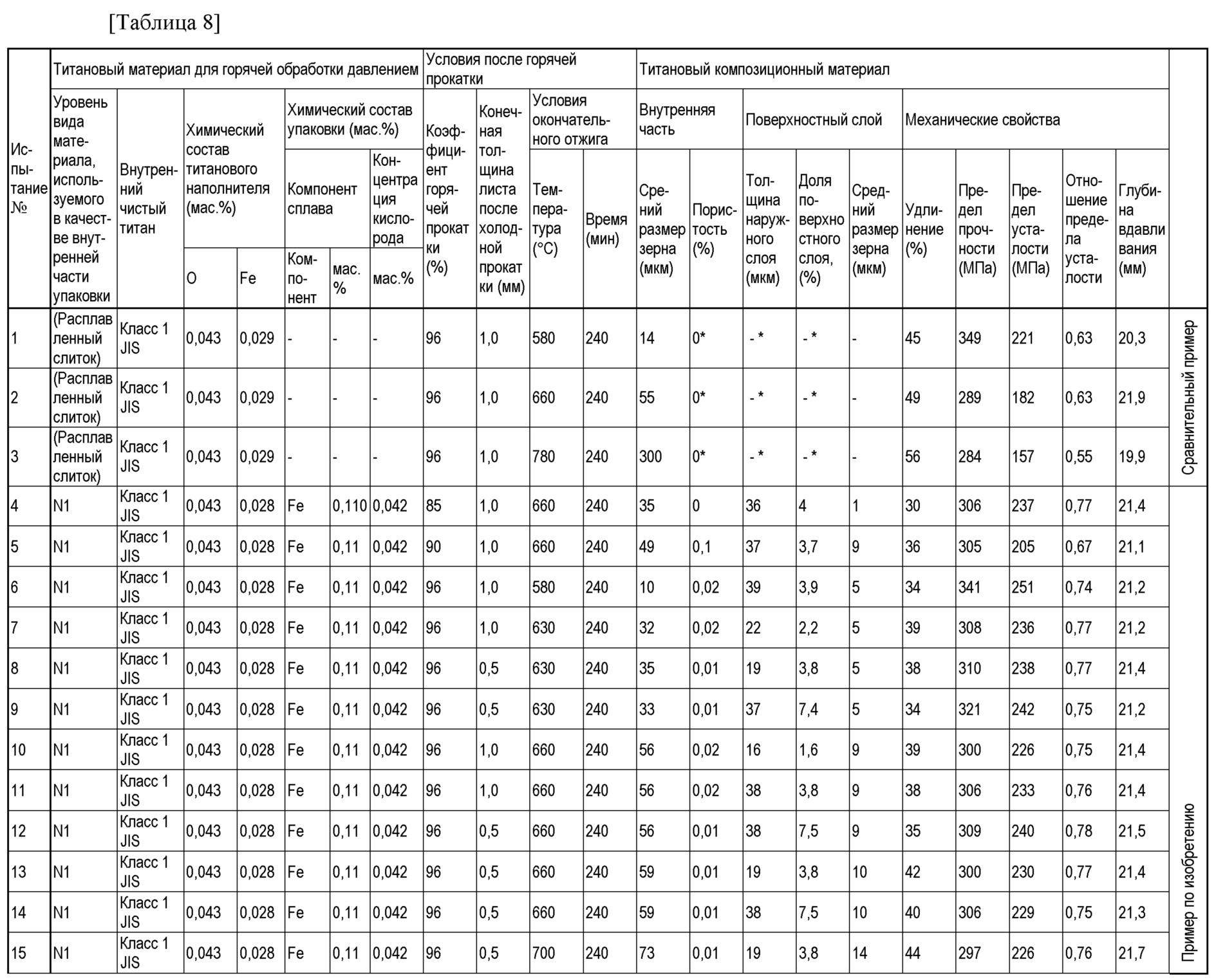
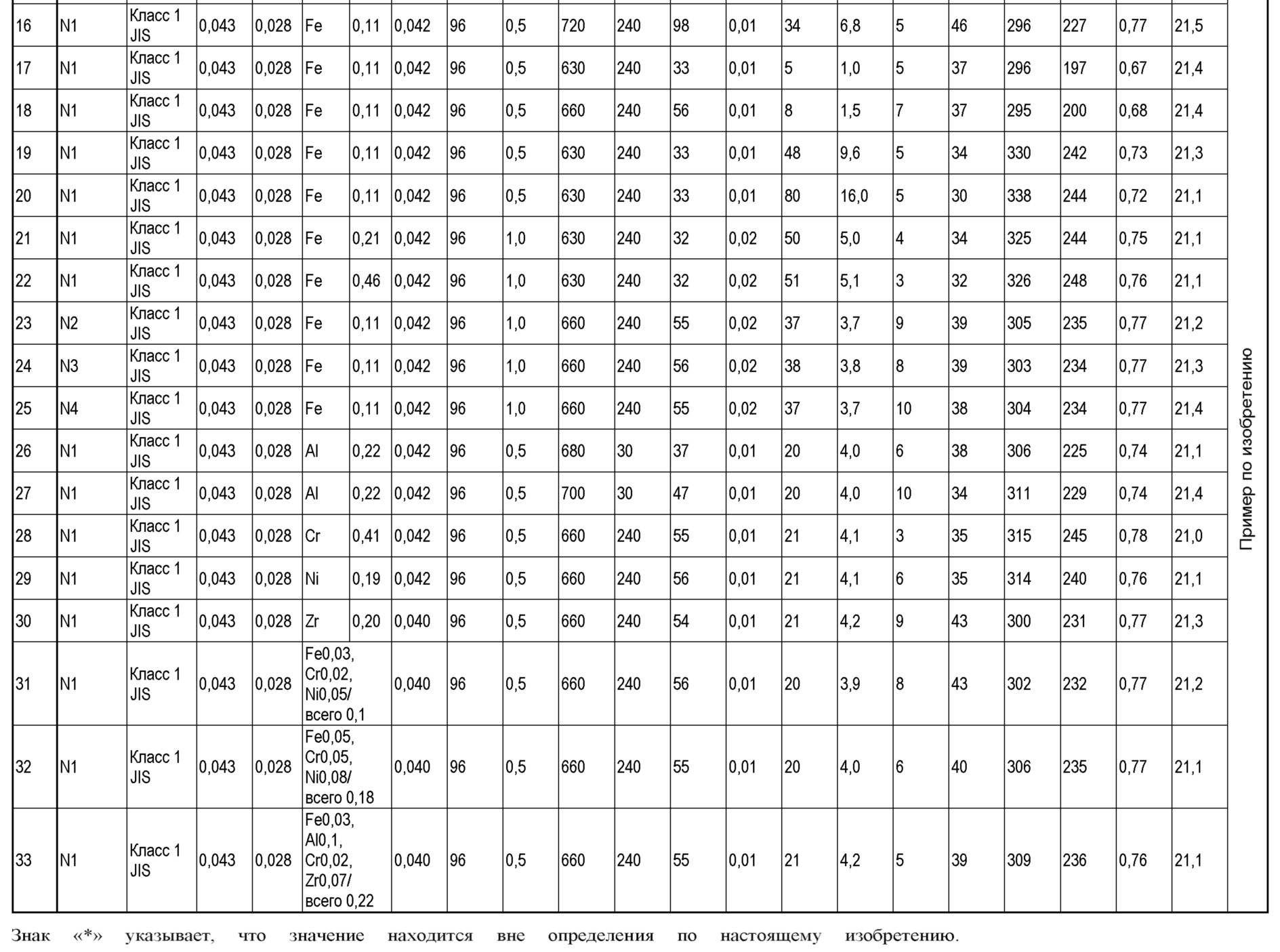
[0253] Испытания №№ 4-33 в Таблице 8 были Примерами по изобретению, которые удовлетворяли всем техническим условиям, указанным в настоящем изобретении, а испытания №№ 1-3 были Сравнительными примерами, которые не удовлетворяли техническим условиям, указанным в настоящем изобретении.
[0254] Испытания №№ 1-3 представляли листы титанового сплава, эквивалентного Классу 1 JIS, и имели формуемости и пределы усталости, которые служат стандартами для оценки формуемостей и пределов усталости Примера по изобретению. Отношения предела усталости в испытаниях №№ 1-3 составили 0,63, 0,63 и 0,55 соответственно, и они имели обычные значения.
[0255] Испытания №№ 4-33 приобрели механические свойства: относительное удлинение 30-46%, предел прочности при растяжении 295-341 МПа, предел усталости 197-251 МПа, отношение предела усталости 0,67-0,78, и глубина вдавливания 21,0-21,7 мм, из чего видно, что испытания №№ 4-33 обладали превосходными формуемостью и пределом усталости.
[0256]
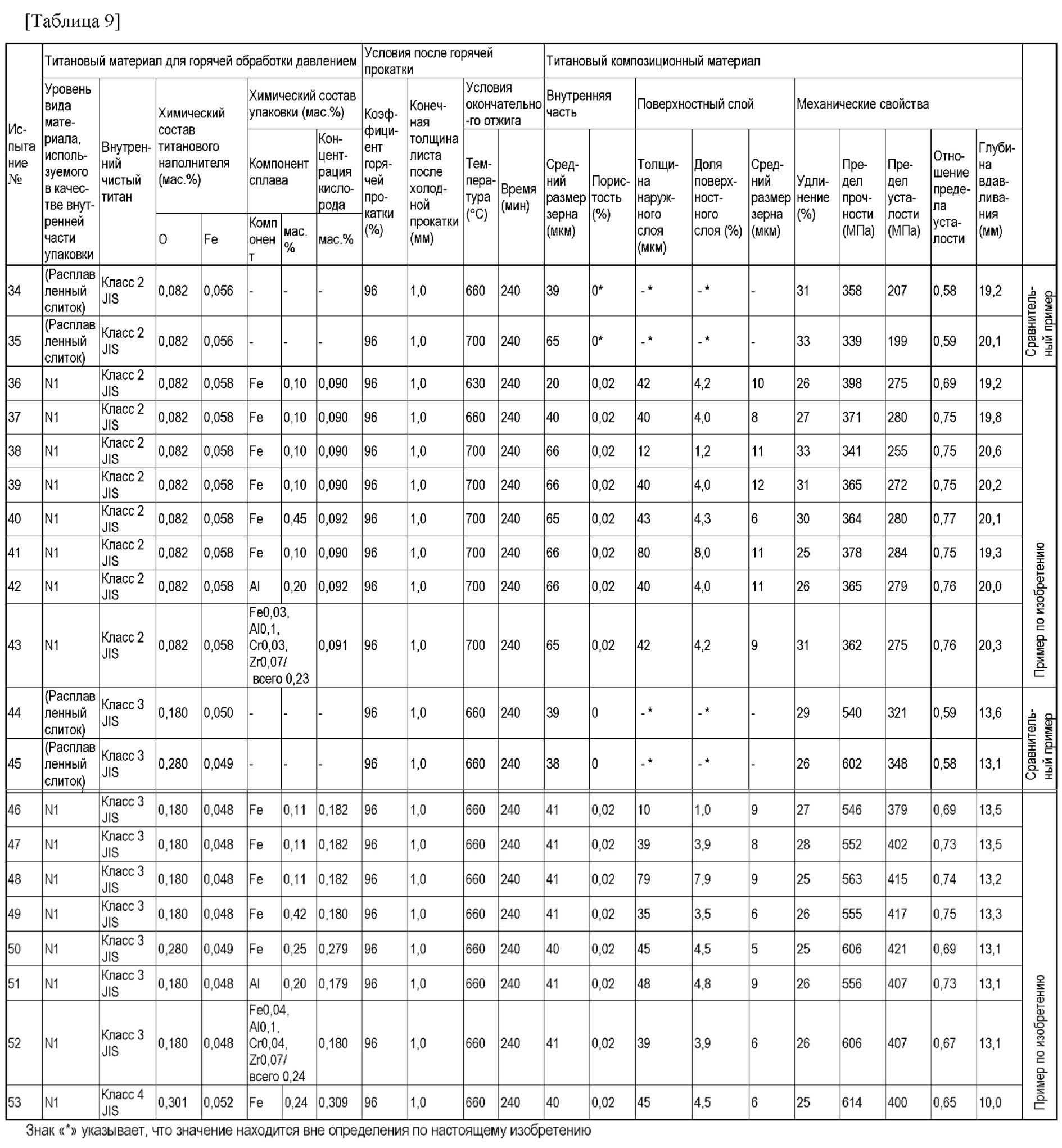
[0257] Испытания №№ 36-43 и 46-53 в Таблице 9 были Примерами по изобретению, которые удовлетворяли всем техническим условиям, указанным в настоящем изобретении, а испытания №№ 34, 35, 44 и 45 были Сравнительными примерами, которые не удовлетворяли техническим условиям, указанным в настоящем изобретении.
[0258] Испытания №№ 34 и 35 представляли листы титанового сплава, эквивалентного Классу 2 JIS, а испытания №№ 44 и 45 представляли листы титанового сплава, эквивалентного Классу 3 JIS. Все испытания №№ 34, 35, 44 и 45 имели формуемости и пределы усталости, которые служат стандартами для оценки формуемости и предела усталости Примера по изобретению. Отношения предела усталости испытаний №№ 34 и 35 составили 0,58 и 0,59 соответственно, а отношения предела усталости испытаний №№ 44 и 45 составили 0,59 и 0,58 соответственно. Это обычные значения.
[0259] Испытания №№ 36-43 и 46-53 приобрели механические свойства: относительное удлинение 25-33%, предел прочности при растяжении 341-614 МПа, предел усталости 255-421 МПа, отношение предела усталости 0,65-0,77, и глубина вдавливания: 10,0-20,6 мм, из чего видно, что испытания №№ 36-43 и 46-53 обладали превосходными формуемостью и пределом усталости.
Пример 4
(Пример 4-1)
[0260] В качестве подаваемого в упаковку кускового титана использовали полученную с помощью процесса Кролла титановую губку (Класса 2 JIS, крупность = 0,25-19 мм). Кроме того, используя листовые изделия из титанового сплава Ti-15V-3Cr-3Sn-3Al β-типа (толщина составляла 1-15 мм), изготовили в качестве упаковок прямоугольные параллелепипеды, имеющие толщину 45-80 мм, ширину 100 мм и длину 120 мм.
[0261] При изготовлении упаковки сначала пять титановых листов предварительно собирали в форме коробки, после чего в эту коробку подавали титановую губку, и открытую часть предварительно собранной коробки закрывали титановым листом. Предварительно собранный титановый материал помещали в вакуумную камеру и снижали давление в вакуумной камере до заданного уровня (вакуума), а после этого швы по всей окружной периферии заваривали и герметизировали электронным лучом. Степень вакуума внутри камеры при этом установили от 8,7×10-3 до 2,2×10-2 Па, как показано в Таблице 10.
[0262] С помощью описанных выше процессов сформировали упаковку, вся окружная периферия которой была герметизирована титановым сплавом β-типа, внутренняя часть упаковки была набита титановой губкой, а давление во внутренней части титанового материала было снижено до заданной степени вакуума.
[0263] Изготовленные упаковки нагревали до 850°C в воздушной атмосфере, после чего подвергали горячей прокатке со степенью обжатия 92-97%, как показано в Таблице 10, сформировав из них горячекатаные листы, имеющие толщину 4,8-5,0 мм. Затем упаковки подвергали отжигу в среде вакуума при 600-650°C в течение 4-10 часов. В дополнение, упаковки подвергали дробеструйной обработке и травлению для удаления слоев окалины.
[0264] Кроме того, чтобы обеспечить возможность изучения поперечного сечения, полученные титановые композитные листы заделывали в смолу и подвергали полировке и травлению, после чего наблюдали в оптический микроскоп и измеряли толщину поверхностного слоя. Эту измеренную толщину поверхностного слоя делили на общую толщину титанового композиционного материала, чтобы вычислить долю поверхностного слоя.
[0265] Для того, чтобы вычислить долю пор, оставшихся в части чистого титана титанового композиционного материала (именуемую в дальнейшем пористостью), образец заделывали в смолу так, чтобы можно было проводить изучение поперечного сечения образца, после этого отшлифовали и подвергли зеркальной полировке, после чего снимали оптические микрофотографии при 500-кратном увеличении. Долю площади пор вычисляли по снятым оптическим микрофотографиям, результаты измерения пяти микрофотографий усредняли и принимали за значение пористости.
[0266] Для сравнения с титановым композиционным материалом в соответствии с настоящим изобретением использовали листовое изделие толщиной 5 мм из технически чистого титана (Класса 2 JIS).
[0267] Титановые листы титановых композиционных материалов в соответствии с настоящим изобретением и Сравнительным примером подвергали воздействию атмосферы 1 об.% H2 + 99 об.% Ar, которая была средой поглощения водорода, при 500°C в течение 5 часов.
[0268] После этого воздействия изготовили образцы для ударного испытания с размерами 4,8-5 мм × 10 мм × 55 мм, имеющие V-образную канавку шириной 2 мм, причем их продольное направление совпадало с направлением прокатки, а их направление проникновения по толщине листа совпадало с направлением канавки. Затем оценивали водородное охрупчивание с использованием ударной вязкости, которая является значением, получаемым делением поглощенной энергии удара в ударном испытании Шарпи на площадь поперечного сечения испытываемого образца. Здесь, поскольку ударная вязкость чистого титанового продукта Класса 2 перед воздействием среды поглощения водорода составляла 2,5×102 Дж/см2, случай, в котором ударная вязкость после этого воздействия уменьшается с 2,5×102 Дж/см2 на 20% или больше, то есть случай, в котором ударная вязкость после этого воздействия была менее чем 2,0×102 Дж/см2, определялся как возникновение водородного охрупчивания.
[0269] Вышеуказанные результаты сведены в Таблице 10.
[0270]

[0271] Испытание № 1 было примером продукта из технически чистого титана Класса 2, полученного без использования упаковки. Под влиянием воздействия водородной среды ударная вязкость стала меньше 2,0×102 Дж/см2, то есть низкой.
[0272] В отличие от этого, испытания №№ 2-6, которые удовлетворяли техническим условиям по настоящему изобретению, показали ударные вязкости в 2,0×102 Дж/см2 или больше, то есть они были высокими.
(Пример 4-2)
[0273] Далее описываются примеры, в которых изменяли вид сплава упаковки относительно Примера 4-1. Толщина использовавшихся для упаковки листов титана составляла 3 мм, общая толщина титановых материалов составляла 60 мм, толщины листов после горячей прокатки составляли 4,8-5,0 мм, и остальное в производстве образцов осуществляли способом, аналогичным Примеру 4-1. Таблица 11 показывает эти примеры.
[0274]
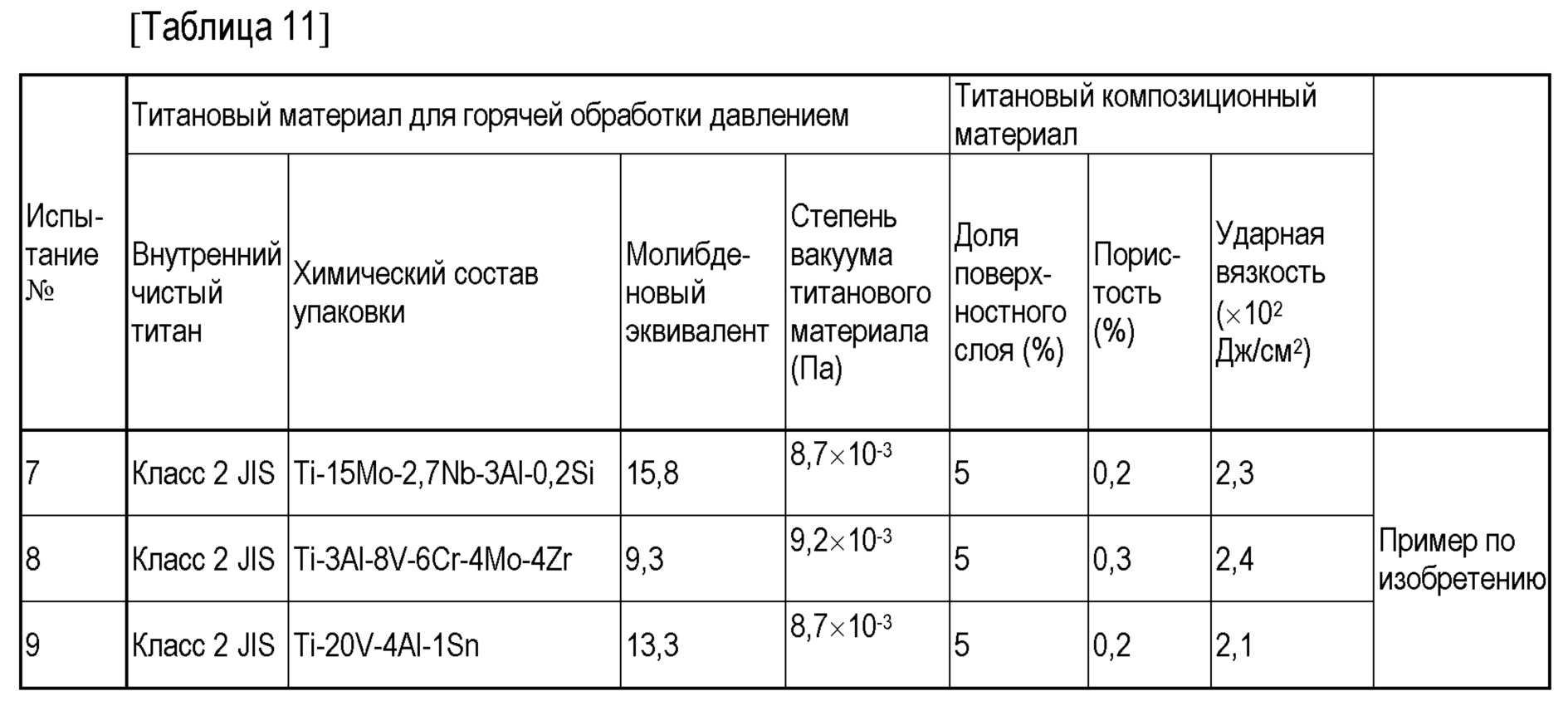
[0275] Испытания №№ 7-9 удовлетворяли техническим условиям по настоящему изобретению и поэтому показали ударные вязкости в 2,0×102 Дж/см2 или больше, то есть они были высокими.
(Пример 4-3)
[0276] Далее описываются примеры, в которых вид подаваемой титановой губки изменяли на Класс 3 JIS относительно Примера 4-1. Толщина использовавшихся для упаковки листов титана составляла 3 мм, общая толщина титановых материалов составляла 60 мм, толщины листов после горячей прокатки составляли 4,8-5,0 мм, а остальное в производстве образцов осуществляли способом, аналогичным Примеру 4-1.
[0277] Поскольку ударная вязкость используемого Класса 3 JIS составляла 0,5×102 Дж/см2, значение ударной вязкости, уменьшающееся от 0,5×102 Дж/см2 на 20% или больше, то есть ударная вязкость 0,4×102 Дж/см2 или меньше, определялось как водородное охрупчивание. Таблица 12 показывает эти примеры.
[0278]
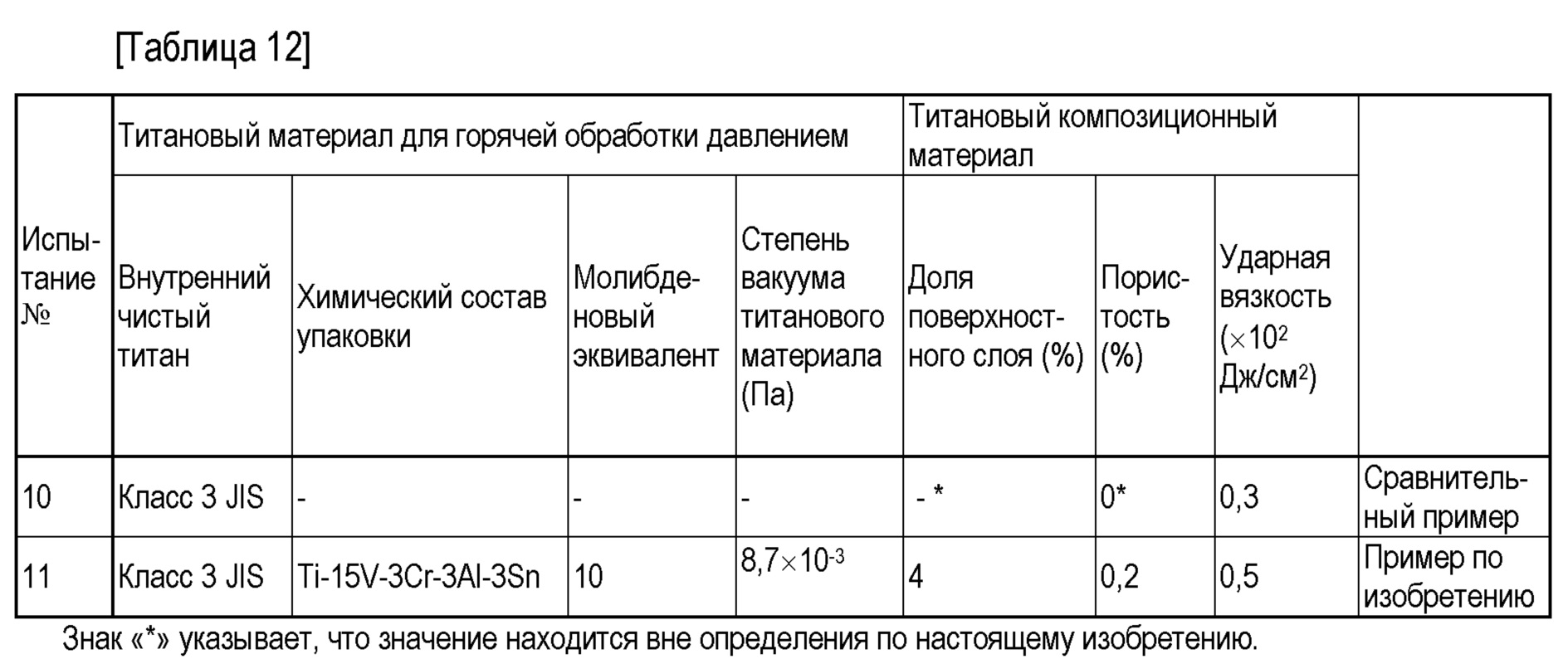
[0279] Испытание № 10 было примером продукта из технически чистого титана Класса 3, полученного без использования упаковки. Под влиянием воздействия водородной среды ударная вязкость стала меньше 0,5×102 Дж/см2, то есть она была низкой.
[0280] Испытание №№ 11 удовлетворяло техническим условиям по настоящему изобретению и поэтому показало ударную вязкость, равную 0,5×102 Дж/см2, то есть высокую.
Пример 5
(Пример 5-1)
[0281] Экранирующие нейтроны листы в испытаниях №№ 1-24, показанных в Таблице 13, получили следующим способом.
[0282] [Таблица 13]
|
Знак «*» указывает, что значение находится вне определения по настоящему изобретению.
[0283] Сначала листы из сплава Ti-B для упаковки 6 изготовили горячей прокаткой слитков, полученных путем добавления B заранее с использованием TiB2 или бора с повышенным содержанием 10B (H310BO3, 10B2O10B4C) и плавки. После горячей прокатки листы из сплава Ti-B подвергали пропусканию полосы через линию непрерывного травления азотной-фтористоводородной кислотой и удаляли оксидную окалину с поверхностей горячекатаных листов.
[0284] Эти листы из сплава Ti-B подвергали электроннолучевой сварке в среде вакуума с давлением примерно 8×10-3 Па таким образом, чтобы листы сплава были сварены в положениях, соответствующих пяти граням сляба, и тем самым изготовили полую упаковку 6.
[0285] Во внутреннее пространство упаковки 6 помещали один или более типов материала, выбранных из титановой губки, брикета из прессованной титановой губки и титановых отходов, нарезанных на куски размерами 30 мм × 30 мм × 30 мм или меньше, и оставшуюся одну грань сляба аналогичным образом подвергали электроннолучевой сварке и тем самым изготовили титановый материал 5, имеющий толщину 100 мм и включающий вакуумированную внутреннюю часть.
[0286] Следует отметить, что путем изменения толщины листов сплава можно регулировать долю поверхностного слоя относительно общей толщины горячекатаного листа.
[0287] Фиг. 5 представляет собой схематический рисунок титанового материала 5, включающего кусковой титан 7, упакованный внутри упаковки 6, который была сделана слябовидной путем сборки листов из сплава Ti-B таким образом.
[0288] Используя оборудование для производства стали, этот титановый материал 5 нагревали при 800°C в течение 240 минут, после чего подвергали горячей прокатке и тем самым получили рулоны полосы с толщинами примерно 4-20 мм.
[0289] Эти рулоны полосы после горячей прокатки подвергали пропусканию полосы через линию непрерывного травления азотной-фтористоводородной кислотой, зачищали приблизительно на 50 мкм с каждой стороны, после чего подвергали визуальному наблюдению на предмет выявления трещин. Следует отметить, что в качестве способа измерения глубины поверхностного слоя (слоя с концентрацией В) вырезали участки горячекатаного листа после травления (в трех точках переднего конца, середины и заднего конца в продольном направлении, извлекаемые из участков по центру ширины соответственно), отполировали их и подвергли анализу методом SEM/EDS, в результате чего определили долю поверхностного слоя относительно толщины листа и содержание B в поверхностном слое (использовалось среднее значение в точке наблюдения).
[0290] Кроме того, из центральной части в направлении по ширине переднего конца, центра и заднего конца в продольном направлении извлекли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба и оценивали присутствие или отсутствие трещин для определения частоты появления трещин.
[0291] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 4-20 мм толщиной в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали в положении на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS в качестве контрольного образца (толщиной 4 мм) и образца для испытания (толщиной 4-20 мм), и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытуемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS берется за единицу).
[0292] Результаты сведены в Таблице 13.
[0293] Сравнительные примеры и Примеры по изобретению испытаний №№ 1-10 представляли собой случай, при котором видом основного металла был технически чистый титан Класса 1 JIS.
[0294] Испытание № 1, являющееся Сравнительным примером, представляло случай, в котором в качестве упаковки 6 использовался технически чистый титан, не содержащий B, а не листы из сплава Ti-B. На горячекатаном листе не было трещин или чего-то подобного, и никаких трещин не появилось при испытании на изгиб.
[0295] Испытание № 2, являющееся Примером по изобретению, представляло случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 20 мм. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 составила 5%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 составило 0,5%, поэтому на горячекатаном листе не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0296] Испытания №№ 3-7 представляли случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 10 мм, и доля, содержание бора и пористость первого поверхностного слоя 2 и второго поверхностного слоя 3 изменились. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаном листе не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0297] Испытания №№ 8-10 представляли случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 4 мм, и доля и содержание бора первого поверхностного слоя 2 и второго поверхностного слоя 3 изменились. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0298] Примеры по изобретению, показанные как испытания №№ 11-17, представляли случай, в котором видом основного металла был технически чистый титан Класса 2 JIS.
[0299] Испытание № 11 представляло случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 20 мм. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0300] Испытания №№ 12-14 представляли случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 10 мм, и доля или содержание бора первого поверхностного слоя 2 и второго поверхностного слоя 3 изменились. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0301] Испытания №№ 15-17 представляли случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 4 мм, и доля или содержание бора первого поверхностного слоя 2 и второго поверхностного слоя 3 изменились. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0302] Примеры по изобретению испытаний №№ 18-24 представляли случай, в котором видом основного металла был технически чистый титан Класса 3 JIS.
[0303] Испытание № 18 представляло случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 20 мм. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0304] Испытания №№ 19-21 представляли случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 10 мм, и доля или содержание бора первого поверхностного слоя 2 и второго поверхностного слоя 3 изменились. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0305] Испытания №№ 22-24 представляли случай, в котором титановый материал 5 с толщиной 100 мм подвергался горячей прокатке до толщины 4 мм, и доля или содержание бора первого поверхностного слоя 2 и второго поверхностного слоя 3 изменились. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на горячекатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0306] В дополнение, в результате оценки по вышеописанной методике, хотя эффект экранирования нейтронов не удалось подтвердить в испытании № 1, являющемся Сравнительным примером, все испытания №№ 2-24, являющиеся Примерами по изобретению, показали эффекты экранирования нейтронов в 1 или больше, и эффект экранирования нейтронов удалось подтвердить.
[0307] Следует отметить, что лист из нержавеющей стали с содержанием B 0,5%, используемый в стеллажах для хранения ядерного топлива (толщиной 4 мм), показал эффект экранирования нейтронов, равный 23,7. Испытания №№ 4-7, 10, 13, 14, 17, 20 и 21 показали более высокий эффект экранирования нейтронов, чем эффект экранирования нейтронов у этого листа из нержавеющей стали.
(Пример 5-2)
[0308] Экранирующие нейтроны листы в испытаниях №№ 25-34, показанных в Таблице 14, получили следующим способом.
[0309] [Таблица 14]
|
Знак «*» указывает, что значение находится вне определения по настоящему изобретению.
[0310] С помощью процедуры, аналогичной Примеру 5-1, собрали упаковки 6 из сплава Ti-B, имеющие различные толщины листа и химические составы, и изготовили титановый материал 5 с толщиной 100 мм и с внутренней частью, заполненной титановой губкой и нарезанными ломами.
[0311] Используя оборудование для производства стали, этот титановый материал 5 нагревали при 800°C в течение 240 минут, после чего подвергали горячей прокатке и тем самым получили рулоны полосы с толщиной примерно 5 мм.
[0312] Эти рулоны полосы после горячей прокатки подвергали пропусканию полосы через линию непрерывного травления азотной-фтористоводородной кислотой, в последующем титановый материал подвергали холодной прокатке для формирования титанового листа с толщиной 1 мм, затем термической обработке, при которой титановый материал нагревали до 600-750°C и выдерживали в течение 240 минут в вакууме или в атмосфере инертного газа в качестве отжига, и тем самым изготовили титановый композиционный материал 1.
[0313] Титановый композиционный материал 1, являющийся холоднокатаным листом, подвергался визуальной проверке на наличие трещин в процессе контроля поверхности после отжига. Следует отметить, что в качестве способа измерения глубины первого поверхностного слоя 2 и второго поверхностного слоя 3 (слоев с концентрацией В) вырезали участки титанового композиционного материала 1 (в трех точках переднего конца, середины и заднего конца в продольном направлении, извлекаемые из участков по центру ширины соответственно), отполировали и подвергли анализу методом SEM/EDS, в результате чего определили долю первого поверхностного слоя 2 и второго поверхностного слоя 3 относительно толщины листа титанового композиционного материала 1 и содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 (использовалось среднее значение в точке наблюдения).
[0314] Кроме того, из центральной части в направлении ширины переднего конца, центра и заднего конца в продольном направлении извлекли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба и оценивали присутствие или отсутствие трещин для определения частоты появления трещин.
[0315] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 1 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS в качестве контрольного образца (толщиной 1 мм) и образца для испытания (толщиной 1 мм), и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытуемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS берется за единицу).
[0316] Результаты сведены в Таблице 14.
[0317] Сравнительные примеры и Примеры по изобретению испытаний №№ 25-28 представляли случай, в котором видом основного металла был чистый титан Класса 1 JIS.
[0318] Испытание № 25, являющееся Сравнительным примером, представляло случай, в котором в качестве упаковки 6 использовался технически чистый титан, не содержащий B, а не листы из сплава Ti-B. На холоднокатаном листе не было трещин или чего-то подобного, и никаких трещин не появилось при испытании на изгиб.
[0319] Испытания №№ 26-28, являющиеся Примерами по изобретению, представляли случай, в котором изменялись доля, содержание бора и пористость первого поверхностного слоя 2 и второго поверхностного слоя 3. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на всех холоднокатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0320] Примеры по изобретению испытаний №№ 29-31 представляли случай, в котором видом основного металла был чистый титан Класса 2 JIS, и доля, содержание бора и пористость первого поверхностного слоя 2 и второго поверхностного слоя 3 изменялись. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на всех холоднокатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0321] Примеры по изобретению испытаний №№ 32-34 представляли случай, в котором видом основного металла был чистый титан Класса 3 JIS, и доля, содержание бора и пористость первого поверхностного слоя 2 и второго поверхностного слоя 3 изменялись. Доля первого поверхностного слоя 2 и второго поверхностного слоя 3 попадала в пределы диапазона 5-40%, содержание B в первого поверхностного слоя 2 и второго поверхностного слоя 3 попадало в пределы диапазона 0,1-3,0%, поэтому на всех холоднокатаных листах не было трещин, и никаких трещин не появилось при испытании на изгиб.
[0322] В дополнение, в результате оценки по вышеописанной методике, хотя эффект экранирования нейтронов не удалось подтвердить в испытании № 25, являющемся Сравнительным примером, все испытания №№ 26-34, являющиеся Примерами по изобретению, показали эффекты экранирования нейтронов в 1 или больше, и эффект экранирования нейтронов удалось подтвердить.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0323] 1 – Титановый композиционный материал
2 – Первый поверхностный слой
3 – Второй поверхностный слой
4 – Внутренний слой
5 – Титановый материал для горячей обработки давлением
6 – Упаковка
7 – Кусковой титан
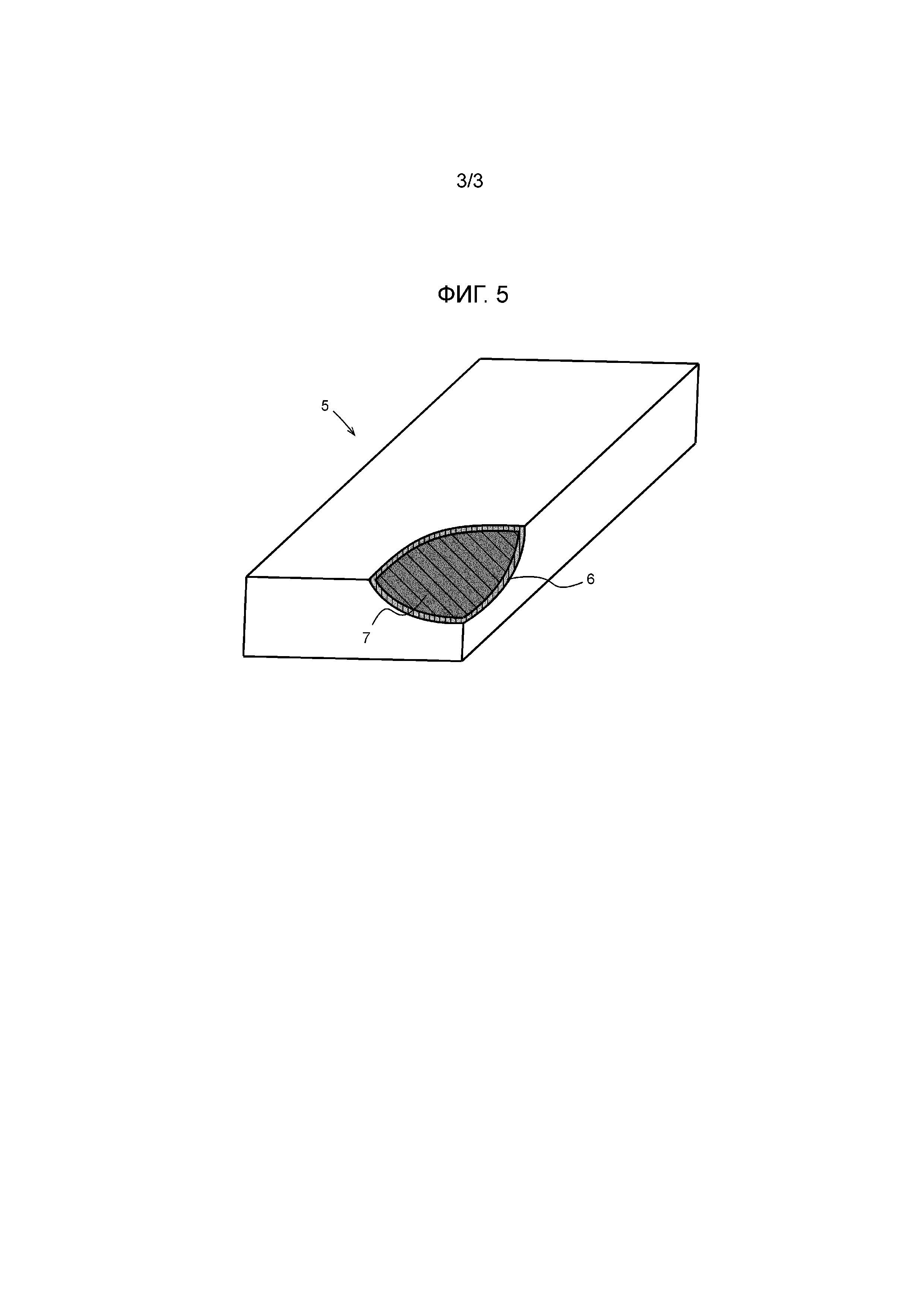
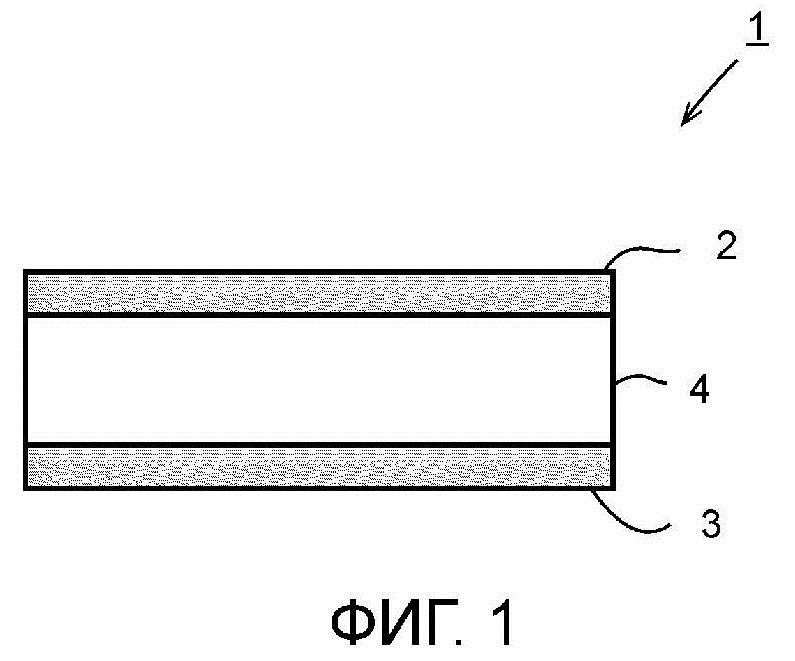
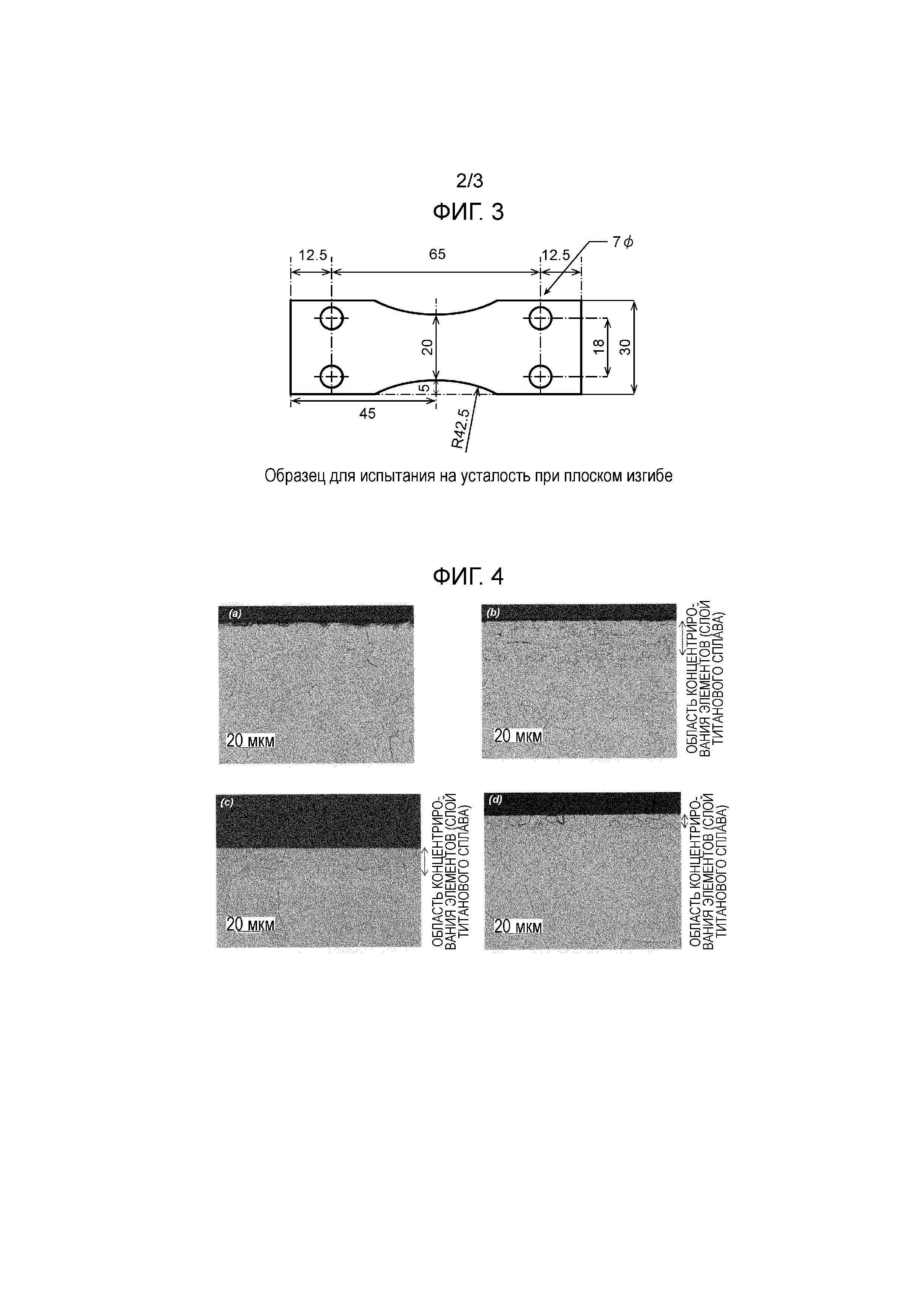
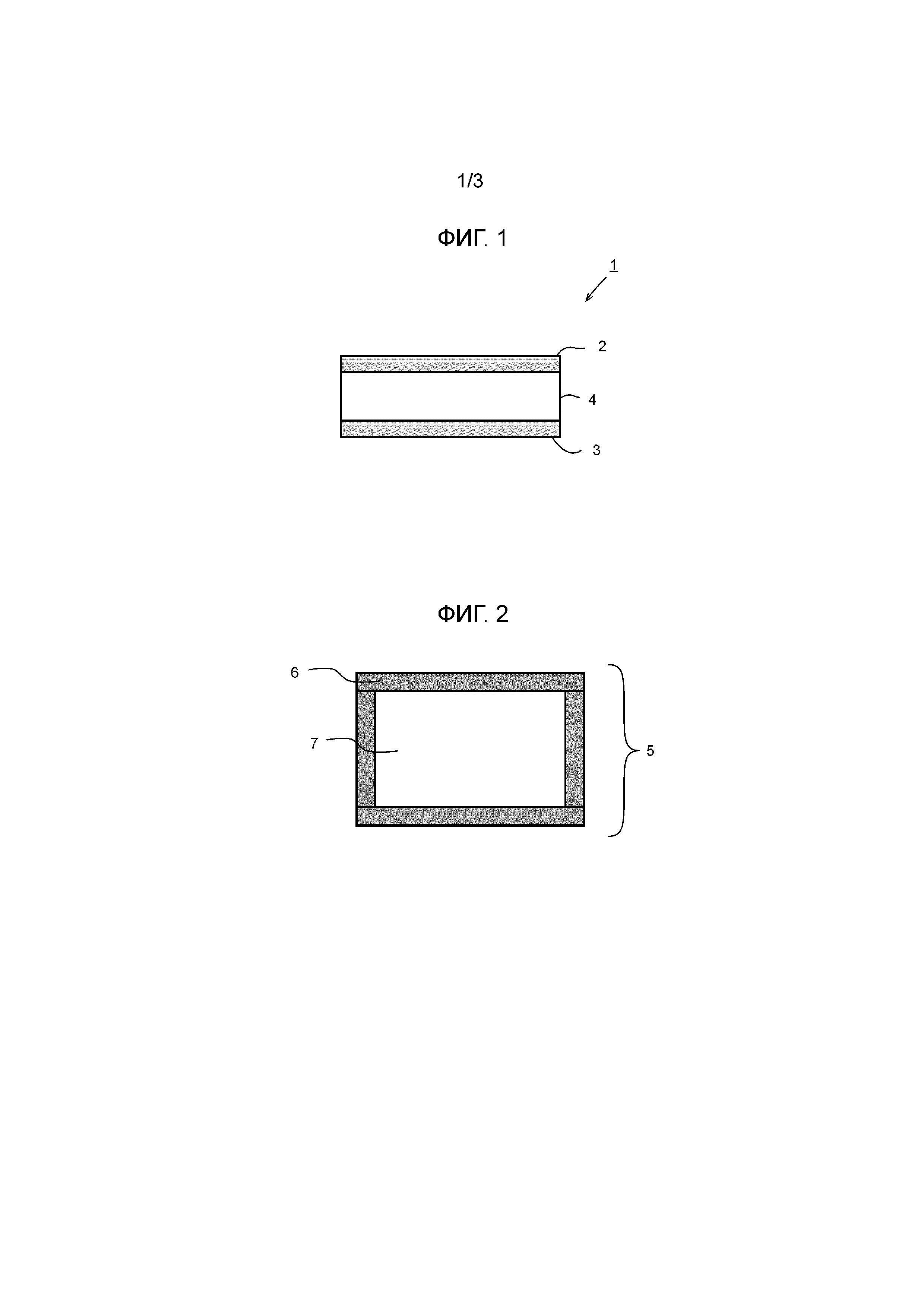
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью
Титановый композиционный материал и титановый материал для горячей прокатки
Титановый продукт и способ его производства
Титансодержащая структура и титановый продукт

