Результат интеллектуальной деятельности: ШТАМПУЕМАЯ СТАЛЬ С НИЗКОЙ УДЕЛЬНОЙ МАССОЙ И ПРЕВОСХОДНОЙ МЕХАНИЧЕСКОЙ ОБРАБАТЫВАЕМОСТЬЮ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к штампуемой стали с низкой удельной массой и превосходной механической обрабатываемостью, применяемой для изготовления автомобильных деталей, конструктивных деталей машин и т.д.
Уровень техники
В последнее время особое внимание уделяется защите окружающей среды, в связи с этим становится неотложной задачей сокращение выхлопных газов автомобилей, являющихся основным фактором загрязнения воздуха и глобального потепления, в частности сокращение количества диоксида углерода в выхлопе автомобилей на единицу пробега. Чтобы снизить количество диоксида углерода в выхлопе автомобилей необходимо уменьшить потребление топлива. Для снижения потребления топлива чрезвычайно эффективным является уменьшение веса транспортных средств.
До настоящего времени для изготовления штампованных деталей и механически обработанных деталей из черных металлов, применяемых в автомобильном двигателе и шасси, наряду с другими назначениями, использовалась углеродистая сталь, легированная сталь и V-содержащая микролегированная сталь. В указанных сталях содержание Fe составляет 97% или более, и в их состав входят другие элементы, такие как Mn, Cr и V, удельная масса которых равна или превышает удельную массу Fe, в связи с чем удельная масса указанных сталей составляет около 7,8.
Вес автомобильных деталей удалось снизить благодаря упрочнению стали, которое позволило уменьшить толщину деталей или изменить их форму, при этом удельная масса материалов осталась неизменной. Однако в последние годы были проведены исследования, направленные на снижение удельной массы стали. В результате исследований было предложено несколько сталей с низкой удельной массой, главным образом, на основе Fe.
Примерами сталей с низкой удельной массой, главным образом, на основе Fe являются описанные в документах PLT 1 и PLT 2 стали с большим содержанием Al, из которых изготавливали стальные листы для использования в автомобильной промышленности. В документе PLT 1 описан высокопрочный стальной лист с низкой удельной массой, содержащий С: от 0,01 до 5%; Si: 3,0% или менее; Mn: от 0,01 до 30,01%; Р: 0,1% или менее; S: 0,01% или менее; Al: от 3,0 до 10,0% и N: от 0,001 до 0,05%, при этом его удельная масса составляет менее 7,20; причем величина TS×El, являющаяся произведением предела прочности TS (МПа) на удлинение El (%) при разрыве, составляет 10000 МПа·% или более. Кроме того, в документе PLT 2 описан высокопрочный стальной лист с низкой удельной массой, имеющий состав, подобный составу стального листа, описанного в документе PLT 1, в котором содержание Al составляет от 10 до 32,0% и который имеет более низкую удельную массу.
Стальные листы согласно документам PLT 1 и PLT 2 изготавливали прокаткой Al-содержащей стали, которая также содержит следы Р и S, уменьшенное количество элементов, которые охрупчивают границу зерна, причем при изготовлении использовался процесс рафинирования, такой как рекристаллизация, устанавливалась температура завершения прокатки от 950 до 960°С и регулировалась температура сматывания полосы в рулон, что позволяет улучшить обрабатываемость стальных листов. В результате обеспечивалась достаточная пластичность стальных листов. Таким образом, в результате регулировки условий прокатки в стальном листе, изготовленном горячей прокаткой, может быть получена более мелкая структура и имеется возможность использовать для изготовления листов сталь, содержащую относительно большое количество Al в качестве сырьевого материала.
С другой стороны, в общем, процесс горячей штамповки включает нагрев стальной болванки до температуры около 1200°С или выше, штамповку стальной болванки, которая завершается при температуре около 1100°С, и последующее охлаждение в соответствии с требуемыми свойствами стального материала. При проведении горячей штамповки стали с большим содержанием Al нельзя обеспечить такую регулировку структуры стали, которая выполнялась при прокатке стального листа, в связи с чем структура стали после проведения штамповки становится грубой, и прочность и ударная вязкость снижаются.
Как указано выше, условия горячей прокатки стального листа отличаются от условий горячей штамповки изделий, в связи с чем не все стали, описанные в документах PLT 1 и PLT 2, могут применяться в качестве материалов для горячей штамповки. Кроме того, даже если сталь пригодна для горячей штамповки, то ее механическая обрабатываемость может быть недостаточной и не соответствует требованиям, предъявляемым к штампуемым сталям.
Например, для штампованных деталей, таких как детали шасси автомобиля, во многих случаях требуется высокий предел прочности, составляющий 800 МПа или более, и в то же самое время превосходная механическая обрабатываемость, соответствующая условиям массового производства. В документах PLT 1 и PLT 2 механическая обрабатываемость описанных сталей вообще не рассматривается. В частности для проведения механической обработки содержание S в стали является недостаточным.
Кроме того, другим примером является сплав на основе железа, описанный в документе PLT 3. Описанный в документе PLT 3 сплав на основе железа имеет низкую удельную массу и содержит Mn: от 5,0 до менее 15,0%; Al: от 0,5 до 10,0%; Si: от 0,5 до 10,0% и С: от 0,01 до 1,5%, и имеет двухфазную структуру γ+а, причем содержание α-фазы составляет от 10 до 95%.
В указанном сплаве на основе железа для снижения удельной массы повышено содержание Al и, кроме того, повышено содержание Mn, главным образом, для того, чтобы стабилизировать в стали γ-фазу и, в конечном счете, сформировать двухфазную структуру γ+α с содержанием α-фазы, составляющем от 10 до 95%. Это позволило получить высокую удельную прочность и хорошую обрабатываемость стали. В частности, превосходная обрабатываемость в холодном состоянии сплава была получена при содержании α-фазы, составляющем около 60% или менее. Твердость и обрабатываемость в холодном состоянии указанной стали в значительной степени зависят от соотношения γ- и α-фаз. При промышленном применении стали необходимо жестко регулировать соотношение γ- и α-фаз. Однако при горячей обработке и различных процессах тепловой обработки стали чрезвычайно трудно точно получить заданное соотношение γ/α. В связи с вышеизложенным сталь, способ получения которой описан в документе PLT 3, не подходит для промышленного применения. Кроме того, согласно документу PLT 3 создавалась сталь с повышенной твердостью. Эта сталь не содержит S и в указанном документе ее механическая обрабатываемость вообще не рассматривается.
Выше были описаны стали, содержащие Al, которые используются при изготовлении различных конструкций. Рассматривая Al-содержащие стали в целом, следует отметить, что основное практическое применение этих сталей связано с их коррозионной стойкостью, стойкостью к окислению при высокой температуре и демпфирующими свойствами. В качестве одного примера стали указанного назначения может служить сталь, описанная в документе PLT 4. В документе PLT 4 описывается сплав Fe-Mn-Al, который является недорогой альтернативой нержавеющей стали.
Перечень цитируемых документов
Патентная литература
PLT 1: публикация патента Японии (А) №2005-15909
PLT 2: публикация патента Японии (А) №2005-120399
PLT 3: публикация патента Японии (А) №2005-325388
PLT 4: публикация патента Японии (А) №57-181363
Раскрытие изобретения
Техническая проблема
Задача настоящего изобретения состоит в том, чтобы создать сталь для горячей штамповки, которая будет обладать высокой прочностью и превосходной механической обрабатываемостью после формообразования при горячей штамповке и последующего охлаждения с соответствующей скоростью и которая будет иметь более низкую удельную массу по сравнению с обычной штампуемой сталью.
Решение проблемы
Ранее в качестве штампуемого материала, который должен обладать высокой прочностью и высокой ударной вязкостью, сталь, содержащая относительно большое количество Al, не использовалась, в связи с тем, что в стали, в которую добавлено большое количество Al с целью получения более низкой удельной массы, по сравнению с обычными сталями, не происходит аустенитное превращение, поэтому при нагреве под штамповку и последующем охлаждении нельзя получить более мелкую структуру стали, которая достигается при аустенитном превращении, в результате чего структура стали является грубой ферритной структурой как при высокой температуре, так и при комнатной температуре. В указанной стали с грубой ферритной структурой во время горячей штамповки образуются штамповочные трещины и поверхностные дефекты, и при комнатной температуре указанная сталь имеет низкие механические свойства, в связи с чем сталь не может использоваться для горячей штамповки.
В связи с вышеизложенным изобретатели изучили составы Al-содержащих сталей, в структуре которых стабильно формируется аустенит в интервале температур горячей штамповки.
В результате изобретатели обнаружили оптимальный химический состав стали, содержащей Al, которая имеет достаточно низкую удельную массу по сравнению с обычной штампуемой сталью, и в структуре указанной стали в диапазоне температур нагрева под горячую штамповку стабильно формируется аустенитная фаза, к тому же не происходит ухудшение механических свойств штампованных деталей.
Кроме того, изобретатели изучили механическую обрабатываемость, которая является важной характеристикой штампованных деталей, и установили, что детали, изготовленные из стали, содержащей относительно большое количество Al, обладают превосходной механической обрабатываемостью, в связи с этим ресурс стойкости инструмента очень высок. Сущность настоящего изобретения, выполненного на основании вышеупомянутых исследований, представлена ниже.
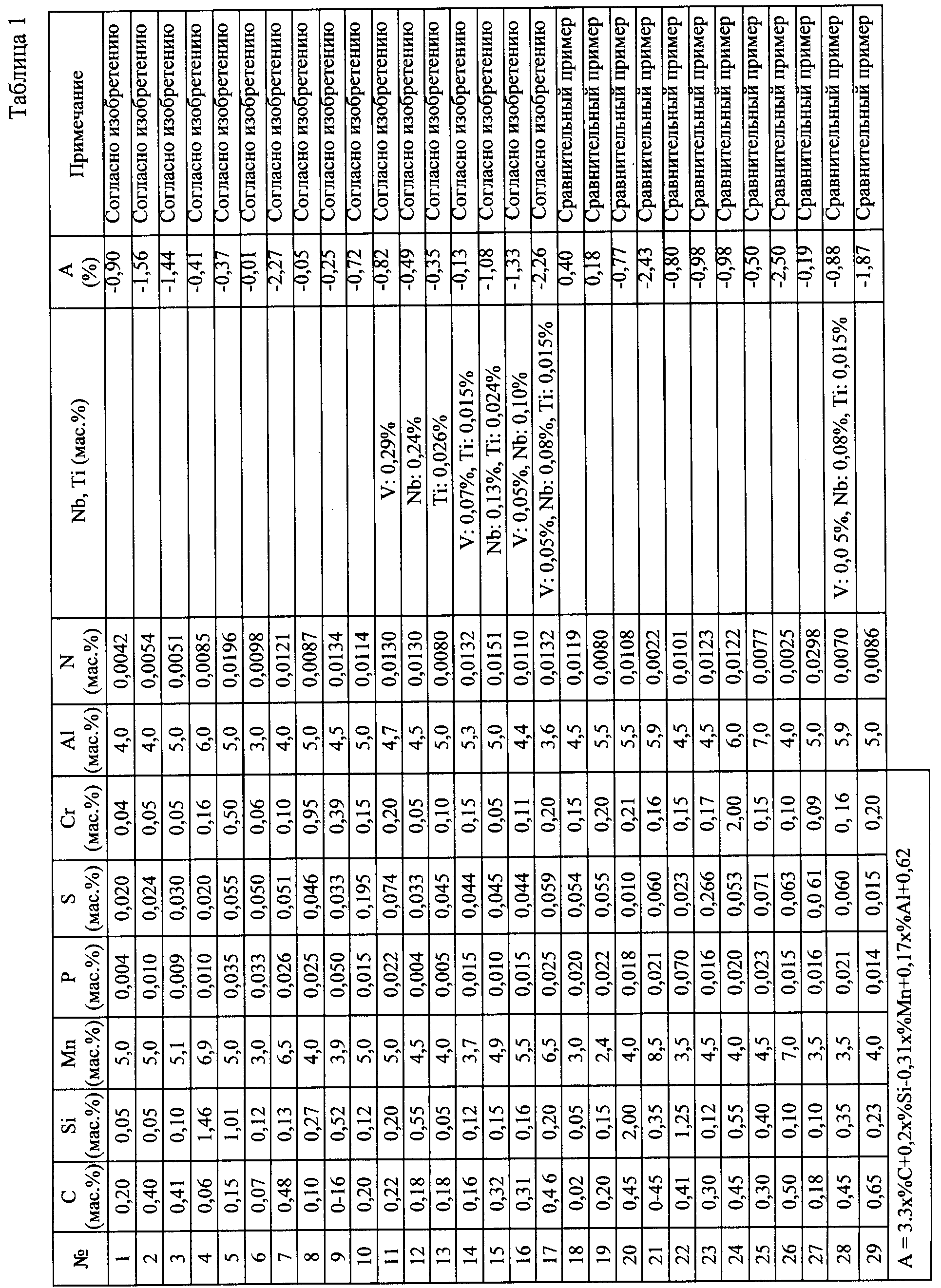
(1) Штампуемая сталь с низкой удельной массой, обладающая превосходной механической обрабатываемостью, отличается тем, что содержит (в мас.%): С: от 0,05 до 0,50%; Si: от 0,01 до 1,50%; Mn: от 3,0 до 7,0%; Р: от 0,001 до 0,050%; S: от 0,020 до 0,200%; Al: от 3,0 до 6,0%; Cr: от 0,01 до 1,00%; N: от 0,0040 до 0,0200% и остальное: Fe и неизбежные примеси.
(2) Штампуемая сталь с низкой удельной массой, обладающая превосходной механической обрабатываемостью, согласно пункту (1), дополнительно содержит один или более из следующих элементов (в мас.%): V: от 0,05 до 0,30%; Nb: от 0,05 до 0,30% и Ti: от 0,005 до 0,050%.
Преимущество изобретения
Согласно настоящему изобретению предлагаемая штампуемая сталь имеет низкую удельную массу, обладает достаточной прочностью и ударной вязкостью и может применяться для изготовления автомобильных деталей и других конструктивных деталей машин, обладая, к тому же, превосходной механической обрабатываемостью.
Варианты осуществления изобретения
Авторы настоящего изобретения изучили состав стали с точки зрения получения γ-фазы в процессе нагрева стали до обычной температуры штамповки, составляющей 1200°С, и в процессе охлаждения от температуры 1200°С, и с точки зрения механической обрабатываемости. В результате изобретатели установили оптимальное содержание С, Mn и Al для получения аустенитной фазы, и оптимальное содержание S и т.д. для обеспечения механической обрабатываемости. Ниже будут объясняться условия, ограничивающие состав и содержание компонентов стали согласно настоящему изобретению. Следует отметить, что % содержание элементов в составе стали означает мас.%).
С: от 0,05 до 0,50%
С является существенным элементом для повышения прочности штампованных изделий и для расширения температурного диапазона однофазного аустенитного превращения при нагреве стали под горячую штамповку и, таким образом, обеспечивает стабильность процесса штамповки. С этой целью содержание С в стали должно составлять 0,05% или более, но при его содержании в стали более 0,50% чрезмерно повышается прочность и падает пластичность, что нежелательно. Наиболее предпочтительным является содержание С: от 0,15 до 0,45%.
Si: от 0,01 до 1,50%
Si является элементом, который упрочняет твердый раствор при его содержании в стали, составляющем 0,01% или более. Высокое содержание Si в стали также способствует снижению удельной массы. Однако при содержании Si более 1,50% происходит падение ударной вязкости и пластичности стали. Наиболее предпочтительным является содержание Si: от 0,05 до 0,50%.
Mn: от 3,0 до 7,0%
Mn известен как аустенитообразующий элемент и вводится в сталь согласно настоящему изобретению также с целью превращения структуры стали при нагреве под штамповку в аустенит. Для превращения всей структуры стали или ее части в аустенит необходимо содержание Mn в стали, составляющее 3,0% или более. При повышении содержания Mn также увеличивается количество аустенитной фазы при нагреве под штамповку, но при содержании Mn, превышающем 7,0%, происходит чрезмерное упрочнение стали и ухудшается механическая обрабатываемость, таким образом, верхний предел содержания Mn в стали установлен 7,0%.
Р: от 0,001 до 0,050%
Р, даже при небольшом его содержании, снижает степень аустенитного превращения при нагреве. Как правило, в промышленной стали содержание Р составляет 0,050% или менее, его влияние является небольшим, таким образом, верхний предел содержания Р установлен от 0 до 0,050%. Кроме того, из-за ограничений, связанных со сталелитейной технологией, установлен нижний предел содержания Р в стали, составляющий 0,001%.
S: от 0,020 до 0,200%
S в стали согласно настоящему изобретению полностью диспергируется и осаждается в виде MnS, улучшая механическую обрабатываемость. Кроме того, осаждение частиц MnS способствует подавлению огрубления структуры при высокотемпературном нагреве и улучшает прочность и пластичность стали. Чтобы обеспечить требуемое количество частиц MnS, способствующих улучшению механической обрабатываемости, содержание S в стали должно составлять 0,020% или более. С другой стороны, при содержании S в стали свыше 0,200% происходит огрубление частиц MnS и падение ударной вязкости. Наиболее предпочтительным является содержание S в стали от 0,030 до 0,100%.
Al: от 3,0 до 6,0%
Al является элементом, вызывающим снижение удельной массы стали и улучшающим механическую обрабатываемость. При увеличении количества введенного Al, соответственно, снижается удельная масса стали. Однако при чрезмерном содержании Al в стали при нагреве вообще не происходит аустенитное превращение, структура стали является ферритной при нагреве от комнатной температуры до температуры ликвидуса, и ферритная структура после горячей штамповки становится чрезвычайно грубой. Таким образом, в процессе штамповки легко происходит растрескивание и образование поверхностных дефектов, и ударная вязкость и пластичность штампованного изделия становятся чрезвычайно низкими.
V-содержащая микролегированная сталь, используемая для горячей штамповки, должна содержать по меньшей мере 3,0% Al, чтобы обеспечить снижение удельной массы стали по меньшей мере на 4% или более. Кроме того, чтобы после горячей штамповки была получена достаточно мелкая структура и обеспечена превосходная ударная вязкость и пластичность, при нагреве до обычной температуры штамповки, составляющей 1200°С, должно произойти превращение по меньшей мере части структуры в аустенит. По этой причине, содержание Al в стали должно составлять 6,0% или менее. Таким образом, содержание Al в стали установлено от 3,0 до 6,0%.
Кроме того, при механической обработке стали, содержащей Al в вышеупомянутом диапазоне, повышается ресурс стойкости инструмента. Известно, что в процессе механической обработки на инструмент налипает обрабатываемый материал и затем отделяется от него, что приводит к износу режущего инструмента, однако Al, содержащийся в стали согласно настоящему изобретению, способствует формированию стабильной защитной пленки, предотвращающей во время механической обработки налипание обрабатываемого материала на инструмент. Предполагается, что благодаря этому увеличивается ресурс стойкости инструмента.
Cr: от 0,01 до 1,00%
Cr является элементом, упрочняющим твердый раствор в составе стали согласно настоящему изобретению. Для упрочнения стали содержание Cr должно составлять 0,01% или более. Однако для снижения стоимости стали установлен верхний предел содержания Cr, составляющий 1,0% или менее.
N: от 0,0040 до 0,0200%
N формирует соединение AlN и при нагреве предотвращает огрубление структуры, повышая, таким образом, ударную вязкость и пластичность. Для предотвращения огрубления структуры содержание N в стали должно составлять, по меньшей мере, 0,0040% или более. Однако для получения бездефектной литой структуры с отсутствием пустот, верхний предел содержания N в стали установлен 0,0200%.
Сущностью настоящего изобретения является сталь, которая содержит вышеупомянутые компоненты и неизбежные примеси, однако в состав стали могут дополнительно входить по выбору один или более из следующих элементов: V: от 0,05 до 0,30%; Nb: от 0,05 до 0,30% и Ti: от 0,005 до 0,050%.
Элементы V, Nb и Ti формируют карбонитриды и предотвращают огрубление структуры стали при нагреве. Для формирования необходимого количества карбонитридов, предотвращающих огрубление структуры, в сталь нужно вводить: V: 0,05% или более; Nb: 0,05% или более и Ti: 0,005% или более. Однако при введении в сталь большого количества указанных элементов огрубляются сами карбонитриды, что вызывает снижение ударной вязкости и пластичности, в связи с чем верхние пределы содержания элементов в стали установлены для V: 0,30%; для Nb: 0,30% и для Ti: 0,050%.
Следует отметить, что для повышения процентной доли области аустенитной фазы в структуре стали при обработке стальной отливки, нагретой до обычной температуры, составляющей около 1200°С, и в процессе охлаждения от температуры около 1200°С соотношение компонентов С, Si, Mn и Al в стали, предпочтительно, должно удовлетворять следующей формуле (формула 1):

Коэффициенты и константы элементов в указанной формуле определялись экспериментальным путем.
Примеры
Стали на основе Fe, содержащие легирующие элементы, приведенные в таблице 1, а также неизбежные примеси, были отлиты в слитки массой 150 кг в вакуумной плавильной печи. Указанные слитки были нагреты до температуры 1230°С и вытянуты посредством штамповки в стальные болванки с квадратным поперечным сечением 30×30 мм, которые служили исходным материалом для испытаний. Стальные болванки с квадратным поперечным сечением 30×30 мм, используемые в качестве исходных материалов, разрезали на заготовки длиной 200 мм, которые помещали в печь с температурой 1200°С и выдерживали в течение 20 мин для воспроизведения условий изготовления горячештампованных изделий, затем заготовки извлекали из печи, охлаждали в масле, подвергали отпуску при температуре 600°С в течение 1 часа, и из охлажденных заготовок изготавливали образцы для проведения испытаний.
После этого из испытываемых материалов вырезали образцы для измерения твердости по Виккерсу, изготавливали шлифы и измеряли твердость по Виккерсу на глубине 7,5 мм от поверхности образца. В продольном направлении испытываемых материалов вырезали образцы для испытания на растяжение и образцы для испытания на ударную вязкость (поперечное сечение 10×10 мм, глубина надреза 2,0 мм, R=1 мм) и проводили испытания для определения предела прочности на растяжение и ударной вязкости при комнатной температуре.
Кроме того, для проведения испытания на сверление из испытываемых материалов были изготовлены образцы размером 28×28×21 мм. Поверхности 28×28 мм, которые использовались для сверления, были горизонтальными и соответствовали продольному направлению штампованной болванки. При испытании на сверление использовалось сверло диаметром 3,0 мм, скорость сверления составляла от 1 до 100 м/мин, скорость подачи составляла 0,25 мм/об, глубина просверленного отверстия составляла 9 мм, при этом сверло выступало над поверхностью образца на 45 мм. Смазочно-охлаждающей жидкостью при сверлении служила водная эмульсия машинного масла.
Ресурс стойкости сверлильного инструмента оценивался на основании максимальной скорости сверления VL1000 (м/мин), при которой сверление возможно до совокупной глубины отверстия, составляющей 1000 мм. Ресурс стойкости инструмента при сверлении испытываемых сталей согласно настоящему изобретению сравнивался с ресурсом стойкости инструмента при сверлении закаленной и отпущенной углеродистой стали (S=0,050%), имеющей тот же предел прочности, что и испытываемые стали, при этом отношение двух сравниваемых величин являлось оценочным показателем. К примеру, величина отношения «1/20» показывает, что при сверлении отверстия, совокупная глубина которого составляет указанные 1000 мм, скорость сверления испытываемой стали согласно настоящему изобретению может на 20% превышать скорость сверления обычной термообработанной стали, имеющей ту же твердость.
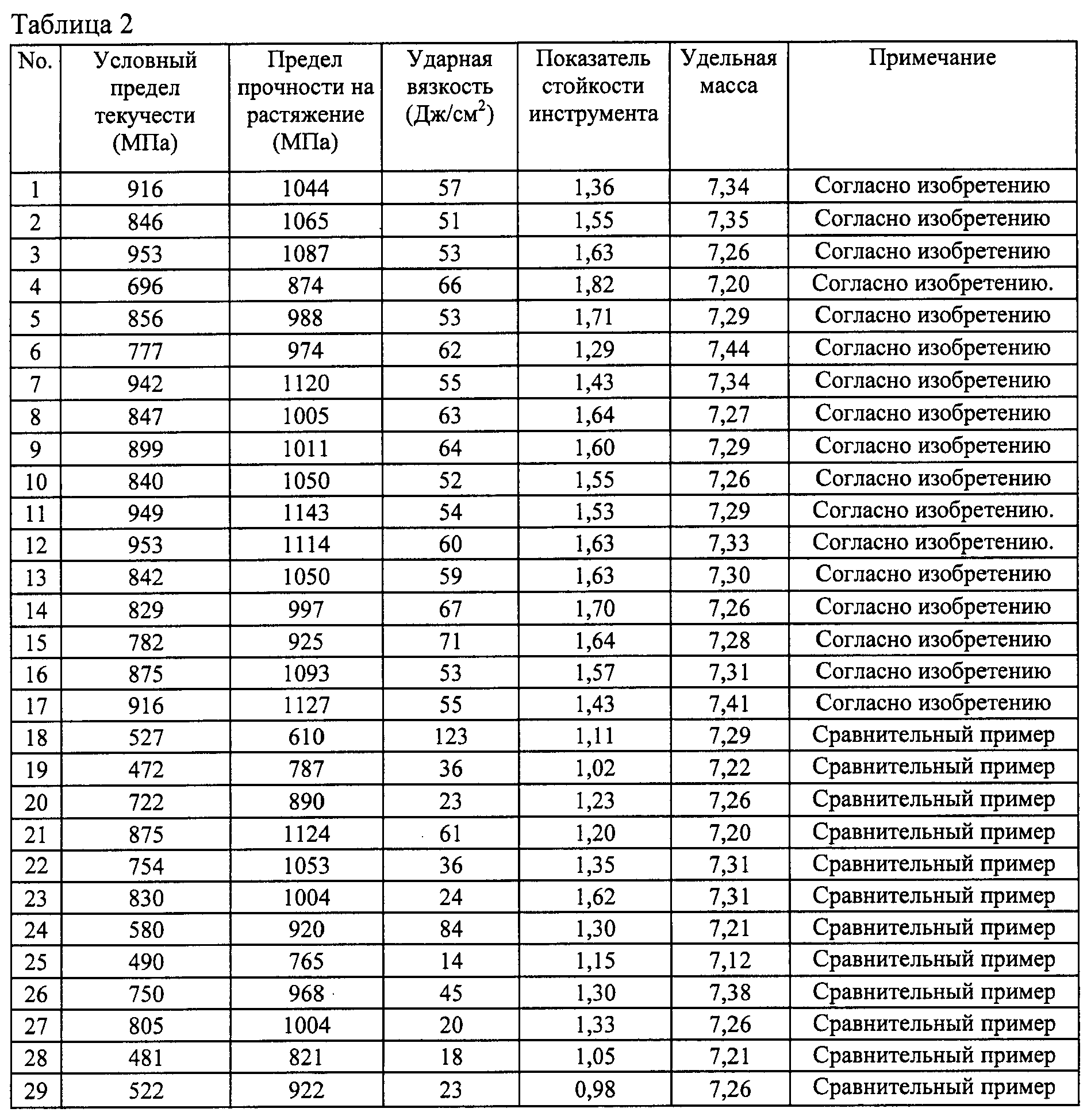
Результаты вышеупомянутых измерений представлены в таблице 2. Из таблицы 2 следует, что стали согласно настоящему изобретению имеют удельную массу от 7,20 до 7,44. Указанная удельная масса примерно от 5 до 7% ниже удельной массы обычной V-содержащей микролегированной стали, например удельная масса стали S55CV составляет 7, 79. Кроме того, что касается механических свойств стали после обработки, моделирующей штамповку, то получены следующие результаты: предел прочности составляет более 800 МПа и условный предел текучести (при остаточной деформации 0,2%) составляет 700 МПа. Испытания показали, что получена достаточная величина ударной вязкости по Шарпи, позволяющая использовать сталь согласно изобретению для изготовления автомобильных деталей шасси. К тому же, при сравнении механической обрабатываемости на основании показателя VL1000 установлено, что механическая обрабатываемость стали согласно настоящему изобретению по меньшей мере на 29% лучше механической обрабатываемости обычной термообработанной стали, имеющей ту же твердость.
В противоположность этому, механические свойства сталей сравнительных примеров, как показано в таблице 2, не соответствуют требованиям. В стали №18 с малым содержанием С и в стали №19 с малым содержанием Mn отмечалось снижение как предела текучести, так и предела прочности. Кроме того, их механическая обрабатываемость не отличалась от механической обрабатываемости обычных сталей. В стали №20 с большим содержанием Si отмечалась более низкая ударная вязкость. Сталь №21 с большим содержанием Mn обладала превосходными механическими свойствами, однако при таком содержании Mn затраты на легирование стали были достаточно большими. В стали №22 с большим содержанием Р и в стали №23 с большим содержанием S отмечалось снижение ударной вязкости.
В стали №24 с большим содержанием Cr отмечалось снижение условного предела текучести. В стали №25 с большим содержанием А1 отмечалось снижение условного предела текучести и ударной вязкости. В стали №26 с малым содержанием N и в стали №27 с большим содержанием N отмечалось падение величины ударной вязкости. В стали №29 с большим содержанием С и с малым содержанием S отмечалось падение предела текучести и не наблюдалось какое-либо улучшение механической обрабатываемости.
Штампуемая сталь согласно настоящему изобретению с низкой удельной массой позволяет уменьшить вес конструктивных деталей машин и обладает достаточной прочностью и ударной вязкостью, а также превосходной обрабатываемостью, в связи с чем, может широко применяться в промышленности.
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Неориентированная магнитная листовая сталь и способ ее изготовления
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Неориентированная магнитная листовая сталь и способ ее изготовления

