Результат интеллектуальной деятельности: Электрод с хвостовиком для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для образования арматурной сетки. Известно внутреннее продольное охлаждение передней части электрода путем непрерывной циркуляции вдоль полости его хвостовика (см. ГОСТ14111-90, с. 16). Его недостатки: из-за удаленности зон охлаждения-дна его полости и нагрева- переднего торца электрода- его температура при сварке сталей достигает до 1073К, чем ускоряется его износ; при его диаметре не более 40 мм образуется только одна сварная точка, и поэтому низкая производительность одноточечных сварочных машин.
Известно и внутреннее поперечное охлаждение электрода диаметром более 40 мм, когда в его глухом поперечном канале размещена с боковым и осевым зазорами трубка, закрепленная в штуцере, соединенным с этим каналом для циркуляции хладагента в нем (см. патент РФ №2652929 С1 от 27.04.2017). Его недостатки: неэффективное и не симметричное охлаждение рабочего торца электрода из-за малой боковой охлаждаемой поверхности такого канала; усложнение конструкции электрода трубкой и сложным штуцером под хладагент; теплообмен между подводимым и отводимым нагретым хладагентом через стенки трубки; выбрасывание хвостовика и прилегающее к нему уширения после предельного износа рабочей части электрода.
Задача предлагаемого: повышение эффективности охлаждения электрода диаметром более 40 мм и уменьшение расхода материала на него. Технический результат от предлагаемого электрода: повышение стойкости его и снижение производственных затрат на него.
Это достигается тем, что у электрода с хвостовиком для контактной точечной сварки арматурной сетки, содержащего хвостовик для крепления в гнезде хобота и рабочую часть с поперечным глухим каналом под циркулирующий хладагент, новым является то, что он выполнен из верхней полой части, содержащей хвостовик, переходящий в уширение, с нижнего торца которого образована цилиндрическая полость, на дне которой выполнено поперечные и закрытые с краев канавки, разделенные перегородками, причем в середины крайних канавок открыто по поперечному окну уширения, а их края своими проемами соединены с краями соседних канавок, каждая из которые проемом по середине открыта в следующие канавки, которые проемами по краям открыты в центральную канавку с выходящим в нее продольным каналом этой части, соединенной болтами с нижней частью электрода, верх которой размещен в полости уширения, загерметизированной уплотнительным элементом кольцевой канавки, образованной на боковой поверхности этой полости; при этом в продольных каналах под болты сформированы проточки под уплотнительные элементы, контактирующие с задними торцами головок этих болтов, упертых в торцовую поверхность уширения. Выполнением электрода из верхней с продольной полостью части, содержащей хвостовик, переходящий в уширение, с нижнего торца которого образована цилиндрическая полость, и нижней части электрода, верх которой размещен в этой полости, соединенных между собой болтами, уменьшается расход материала на него, т.к при его износе удаляется только нижняя не пригодная для дальнейшей работы часть, а оставшаяся часть используется с новой нижней частью.
Размещением уплотнительного элемента в кольцевой канавке, выполненной на боковой поверхности полости уширения герметизируется зона контакта последнего с боковой поверхностью нижней части электрода. Установкой в проточках продольных каналов уширения уплотнительных элементов, контактирующих с задними торцами головок болтов, упертых в торцовую поверхность уширения, обеспечивается дополнительная герметизация зоны циркуляции хладагента.
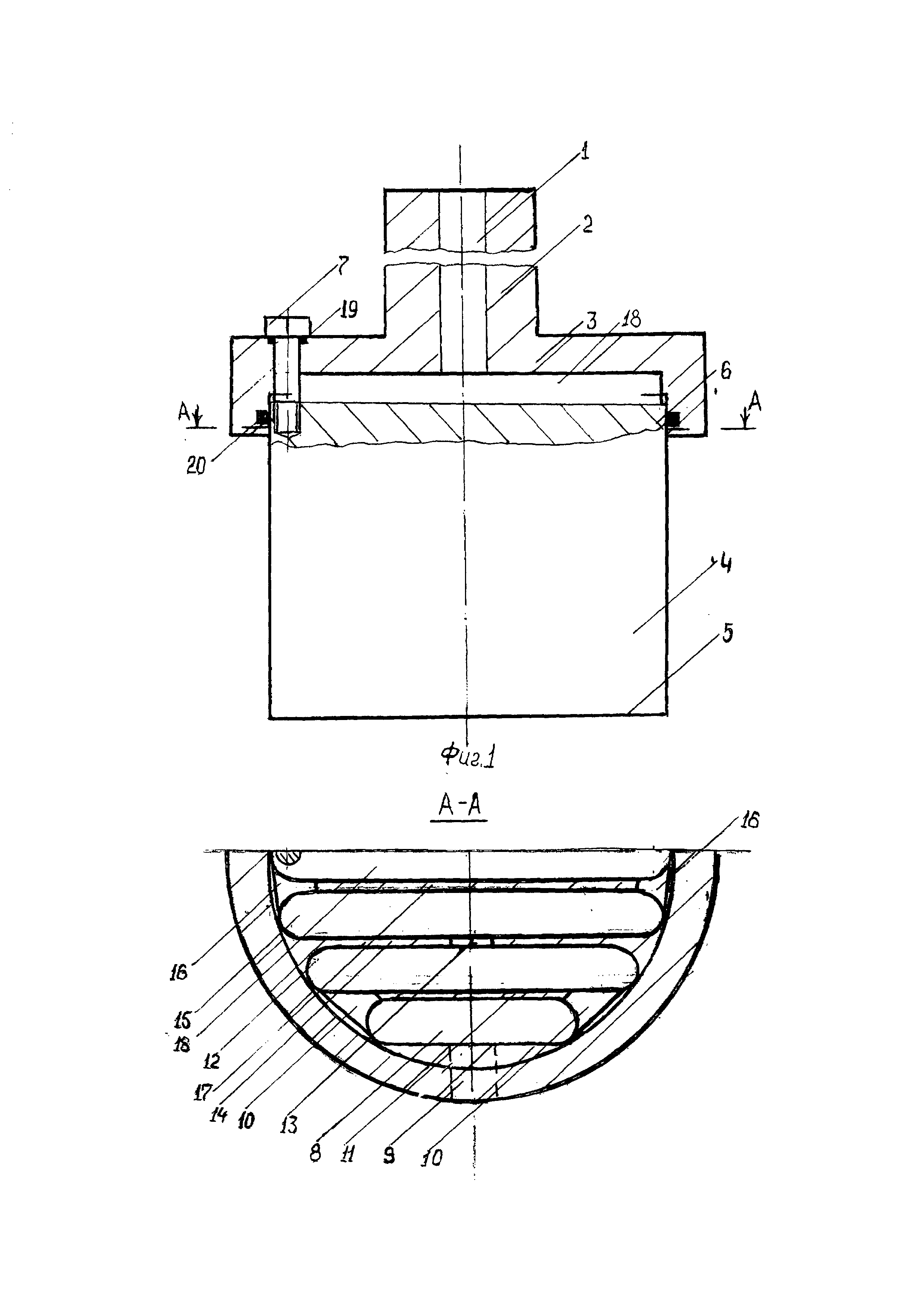
Образованием на дне цилиндрической полости поперечных канавок, разделенных перегородками, причем в середины крайних канавок открыто по поперечному окну уширения, а их края своими проемами соединены с краями соседних канавок, каждая из которые проемом по середине открыта в следующие канавки, которые проемами по краям открыты в центральную канавку с открытым в нее продольным каналом верхней части, обеспечивается подвод хладагента в зону охлаждения с этими канавками, перегородками и проемами в них и отвод нагретого теплом нижней части электрода по продольной полости верхней части с симметричным охлаждением его нижней части.
Использованием болтов, размещенных в продольных полостях уширения и гнездах нижней части электрода обеспечивается соединение последней с верхней частью электрода.
Сравнительный анализ предлагаемого решения с известными сейчас показывает, что оно ново, с существенными отличиями, промышленно пригодно и поэтому соответствует критерию изобретение. Предлагаемое представлено на чертеже фиг. 1 и половиной симметричного поперечного сечения А-А и содержит сборный электрод, имеющий верхнюю с осевой полостью 1 часть с хвостовиком 2, заканчивающимся внизу уширением 3, большим поперечного размера нижней части 4 его с рабочим торцом 5; с торца уширении 3 выполнена цилиндрическая полость под переднюю меньшую по размеру часть 6 нижней части 4; эти части соединены между собой продольно расположенными болтами 7 с контактом их торцевых поверхностей; при этом на дне полости уширения 3 выполнено, например, семь поперечных канавок, разделенных между собой шестью перегородками с проемами: в середину крайней канавки 8 открыто поперечное окно 9 уширения 3 для подвода(отвода) хладагента; ее края соединены проемами 10 перегородки 11 с соседней канавкой 12 соединенной срединным проемом 13 перегородки 14 со следующей канавкой 15, открытой крайними проемами 16 перегородки 17 в края центральной канавки 18, куда открыт продольный канал 1 верхней части электрода; в продольных каналах под болты 7 выполнены понижения под уплотнительные элементы 19, с которыми контактируют нижние торцы их головок, а в кольцевой канавке боковой поверхности полости уширения размен уплотнительный элемент 20 для герметизации зоны охлаждения. Рабочий торец электрода охлаждается так: хладагент подводится по окну 9 уширения 3 в середину крайней канавки 8 и устремляется к ее краям с проемами 10 перегородки 11, открытыми в края канавки 12; по ней хладагент устремляется к ее середине, куда открыт проем 13 перегородки 14, отделяющей ее от следующей канавки 15, где оказывается хладагент, устремляющийся к ее краям, соединенным проемами 16 перегородки 17 с краями центральной канавки 18; от этих краев хладагент устремляется к ее середине и по продольной полости 1 верхней части электрода отводится за пределы хвостовика 2; аналогично циркулирует хладагент по поперечным канавкам не показанной половины поперечного сечения А-А. Переменой направлений потоков хладагента в этих поперечных канавках благодаря проемам в разделяющих их перегородках обеспечивается его турбулизация и, следовательно, интенсификация отвода тепла от рабочего торца 5 электрода в осевом направлении к торцу верхней части 6 и далее по перегородкам 11, 14, 17 и др., переходящим в донья выше указанных канавок, омываемых хладагентом. При этом наибольший эффект охлаждения электрода верхней торцевой поверхности нижней части находится в зоне расположения поперечных канавок и проемов перегородок верхней части электрода.
При очередном предельном износе он восстанавливается подрезкой рабочего торца 5 нижней части 4 с уменьшением каждый раз ее осевой толщины, чем повышается эффективность охлаждения и стойкость данного торца. Такой схемой циркуляции хладагента создается симметричное охлаждение торцов электрода, обеспечивающее равномерные охлаждение и износ его рабочего торца, чем повышается стойкость последнего. Использованием сборного электрода такой конструкции сокращается в несколько раз расход металла по сравнению с цельным электродом-прототипом.
Электрод для контактной точечной сварки арматурной сетки, содержащий верхнюю часть с хвостовиком для закрепления в гнезде хобота сварочной машины и нижнюю рабочую часть, отличающийся тем, что его верхняя часть имеет продольную полость и выполнена с уширением, с нижнего торца которого образована цилиндрическая полость, в которой с помощью болтов закреплена рабочая часть электрода с упором ее торца в дно упомянутой полости, на котором выполнены поперечные закрытые с краев канавки, разделенные перегородками, образующие зону циркуляции хладагента, в середину каждой крайней канавки открыто поперечное окно, предназначенное для подвода хладагента с возможностью направления его потока к центральной канавке, при этом крайние канавки соединены с соседними канавками проемами, выполненными по краями перегородок, каждая из этих канавок соединена со следующей канавкой проемом, выполненным посередине перегородки, а с центральной канавкой соседние канавки соединены проемами, выполненными по краям перегородок, причем в центральную канавку открыта продольная полость верхней части электрода, предназначенная для отвода нагретого хладагента, при этом зона циркуляции хладагента загерметизирована уплотнительным элементом, размещенным в кольцевой канавке, выполненной на боковой поверхности цилиндрической полости уширения, а упомянутые болты размещены в продольных каналах, выполненных с проточками под уплотнительные элементы, которые контактируют с поверхностью задних торцов головок болтов, размещенных с упором в торцовую поверхность уширения.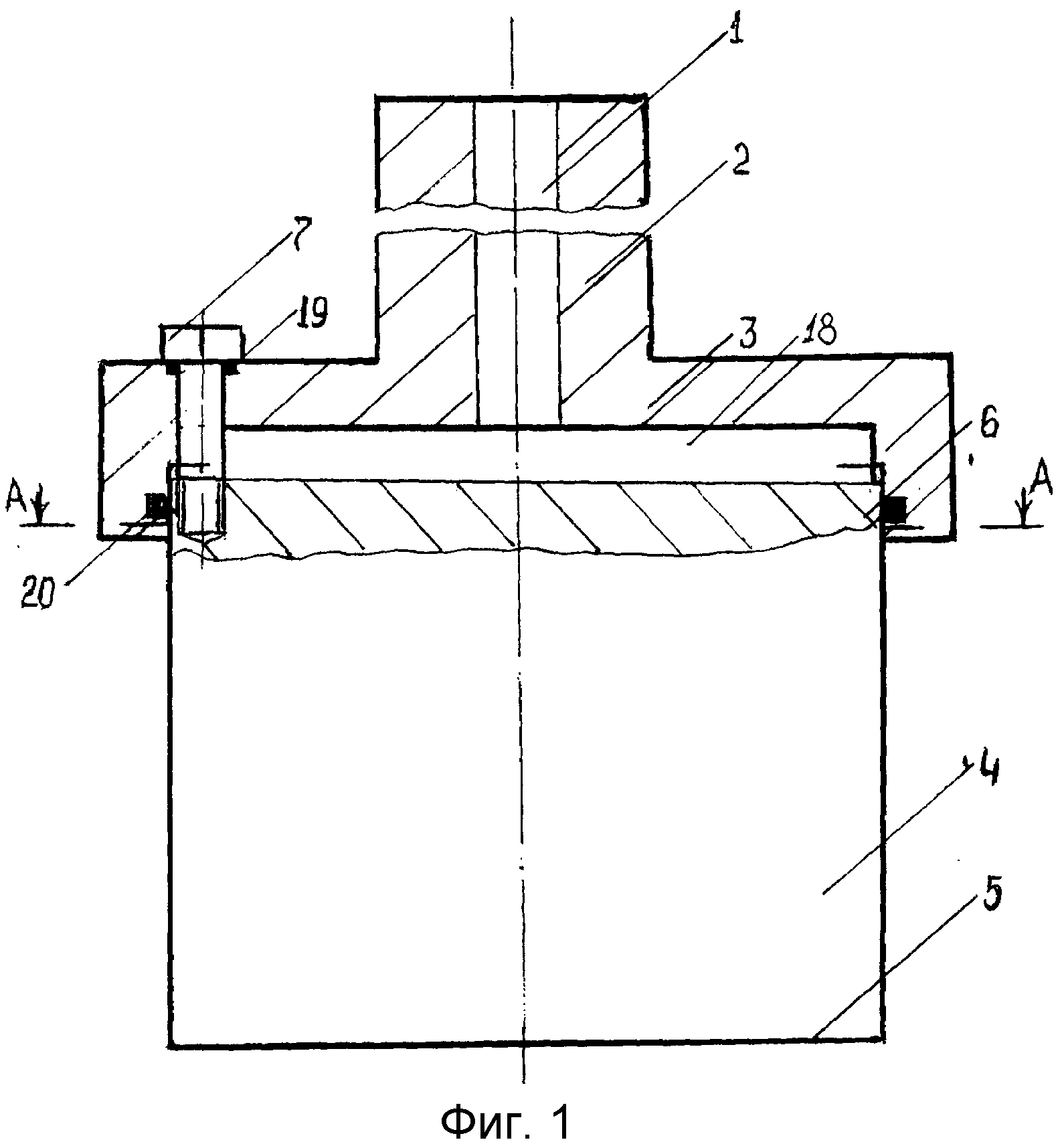
Держатель с электродом-грибком для контактной точечной сварки
Держатель электрода-ролика
Устройство для контактной точечной сварки
Устройство для контактной точечной сварки
Способ изготовления ствола
Электрод для контактной точечной сварки
Устройство для контактной точечной сварки
Устройство для охлаждения электрода-колпачка контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Устройство для контактной точечной сварки
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)

