Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и пригодно для изготовления стволов с нарезными направляющими частями.
Известен способ изготовления стволов: заготовку-поковку предварительно обрабатывают по наружной поверхности, подрезают ее торцы, выполняют центрирующие шейки и контрольные пояски и осуществляют глубокое сверление. Далее ее термообрабатывают, растачивают глубокое отверстие, выполняют в нем нарезы, затем патронник и окончательно обрабатывают по наружной поверхности, получая готовый ствол (см. книгу Троицкого Н.Д. Глубокое сверление. - М.: Машиностроение, 1971, с. 140-141).
При таком способе длина исходной заготовки больше длины ствола с учетом подрезки торцов и отделения темплета с дульной части под образцы-свидетели. Поэтому объемы предварительной и окончательной механической обработки значительны, а коэффициент использования металла (КИМ - отношение массы ствола к массе исходной заготовки - η) не более 30%.
Известен другой способ изготовления стволов (см. патент на изобретение №2069594 RU от 27.11.1996 г), принятый за прототип, содержащий получение и термообработку исходной заготовки (проката или поковки). Затем ее механически обрабатывают до 1-го радиального обжатия, после него ее поковку, и после 2-го радиального обжатия окончательно обрабатывают поковку ствола, а также осуществляют промежуточную термообработку поковки после 1-го радиального обжатия.
Преимущество этого способа-прототипа перед аналогом: из-за меньшей примерно в 2 раза длины исходной заготовки по сравнению с длиной ствола уменьшаются объемы металла и предварительной механической обработки для получения заготовки-трубы под радиальное обжатие и возрастает до 67-70% коэффициент использования металла благодаря рациональному распределению его по длине поковки ствола и получению некоторых окончательно обработанных участков наружной поверхности и готовой под хромирование внутренней поверхности (направляющей части) его.
Недостатки прототипа: удаление технологической прибыли в казенной части поковки ствола; больший требуемого диаметр исходной заготовки для устранения образующейся от сквозного сверления разностенности получаемой из нее трубы из-за несовпадения продольных осей заготовки и разнотвердости ее металла, а также из-за погрешности зацентровки торца (ось центровочного отверстия не совпадает с продольной осью заготовки); повышенные энергозатраты на вращение исходной заготовки при сквозном сверлении ее до механической обработки; наличие чистовой обработки наружной и внутренней поверхностей поковки ствола после промежуточной термообработки.
Задачей предлагаемого изобретения является уменьшение материальных, трудовых и энергозатрат на изготовление ствола.
Технический результат от реализации изобретения по сравнению с прототипом заключается в уменьшении до 18% расхода металла на ствол, снижение его трудоемкости порядка одного нормо-часа за счет сокращения количества операций и объема механической обработки исходной заготовки и получаемых поковок после 1-го и 2-го радиального обжатия, понижение энергозатрат при образовании сквозного отверстия в поковке ствола.
Указанный технический результат достигается тем, что в способе изготовления ствола, включающем образование и термообработку исходной заготовки, механическую обработку ее и поковки до 1-го радиального обжатия, после него и после 2-го радиального обжатия, а также промежуточную термообработку поковки между ними НОВЫМ является то, что до 1-го радиального обжатия заготовку обрабатывают только по наружной поверхности, а после промежуточной термообработки у поковки выполняют сквозное отверстие и обрабатывают наружную поверхность.
Механической обработкой исходной заготовки до 1-го радиального обжатия получают в ее торцах центровочные отверстия для последующего образования ее наружных заходной, поводковой частей и боковых поверхностей, а также уменьшают ее массу, поэтому и энергозатраты на вращение при сквозном сверлении полученной 1-ым радиальным обжатием поковки и чистовой обработке образованного отверстия.
1-ым радиальным обжатием увеличивается длина механически обработанной заготовки, но уменьшаются ее поперечные параметры и размеры зерен металла, и повышается его твердость, чем сводится к минимуму у поковки несовпадение продольных осей ее и разнотвердости металла и обеспечивается минимальный или нулевой увод оси сквозного отверстия, образуемого в поковке.
Последующей механической обработкой наружной поверхности полученной поковки-трубы (после 1-го радиального обжатия) сводится к минимуму или нулю разностенность ее перед 2-м радиальным обжатием и гарантируется качество направляющей части получаемой поковки ствола.
Выполнением в поковке сквозного отверстия после промежуточной термообработки исключаются операции чистки его и наружной поверхности перед 2-ым радиальным обжатием для удаления окисных пленок металла, образующихся от этой термообработки.
Техническое решение с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом не следуют из уровня техники. Это позволяет считать, что заявляемое решение является промышленно применимым, новым и поэтому обладает изобретательским уровнем.
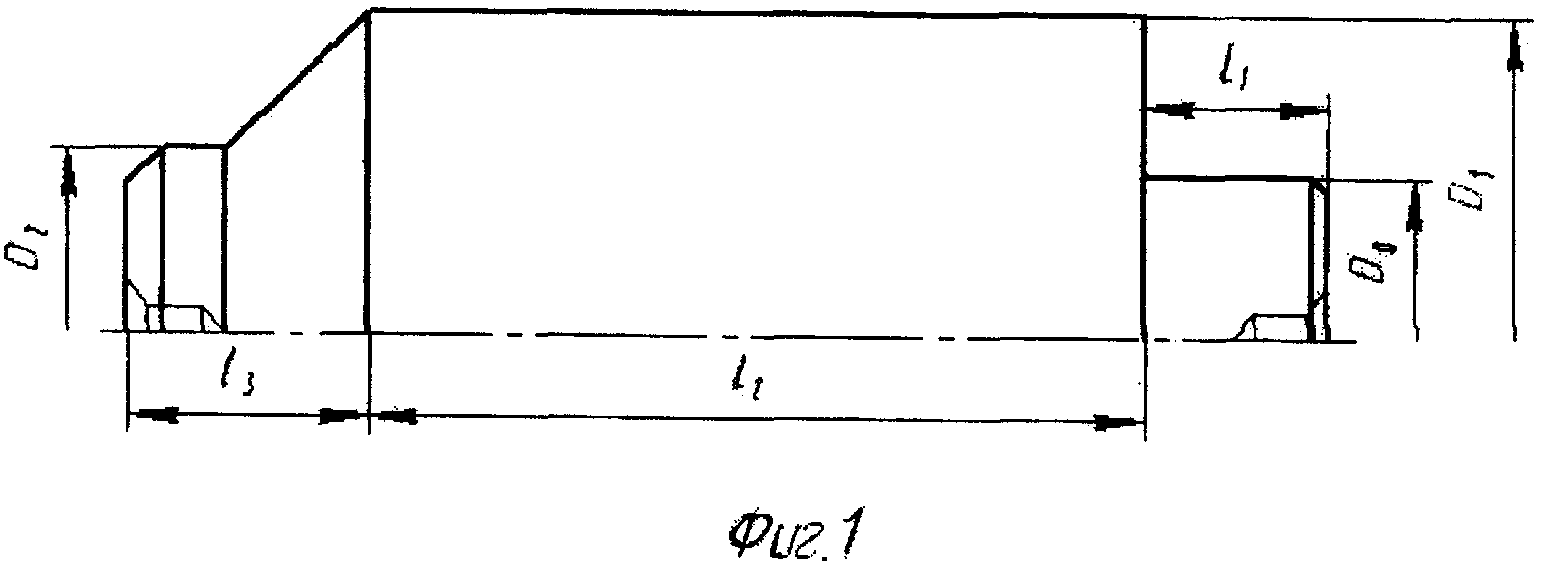
Предлагаемый способ поясняется чертежами (фиг. 1-4).
На фиг. 1 изображен пример выполнения заготовки под первое радиальное обжатие. Она имеет базовые поверхности - центровочные отверстия на торцах - для механической обработки исходной заготовки в центрах токарного станка, которой получают заходную часть с параметрами D2, l3 и D1 в дульной части и поводковую часть с параметрами D0, l1 и D1 казенной части, а также боковую цилиндрическую поверхность длиной l2 и диаметром D1.
На фиг. 2 представлена поковка ствола, полученная первым радиальным обжатием, у которой остались неизменными D0, D1, l1, D2 и изменялись  , D4<D1, D3<D1 и
, D4<D1, D3<D1 и  , после чего она подверглась промежуточной термообработке.
, после чего она подверглась промежуточной термообработке.
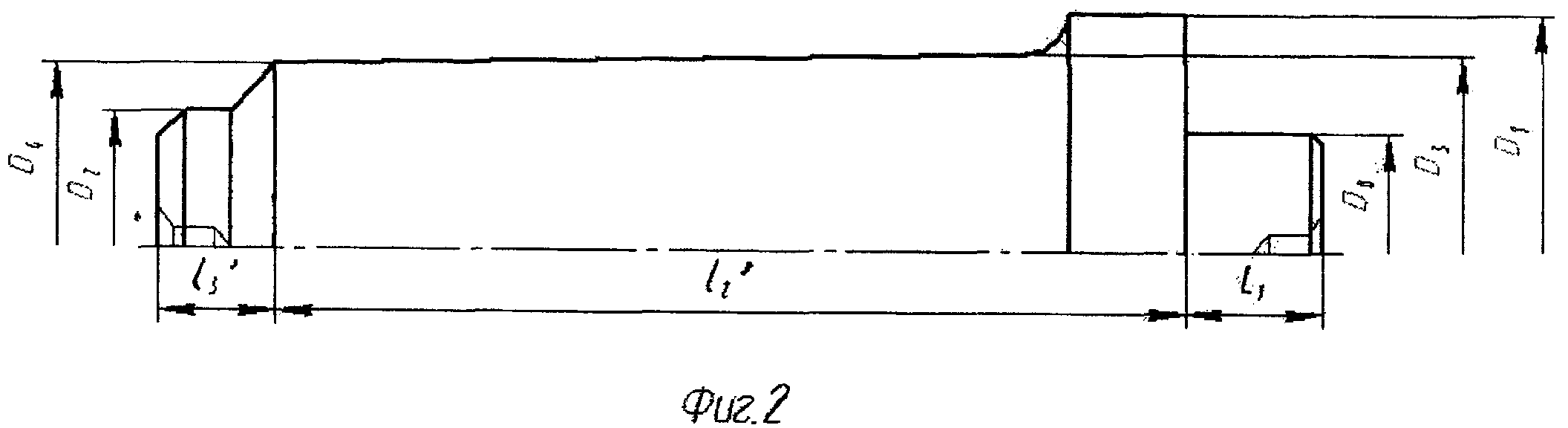
На фиг. 3 показана поковка-труба, полученная из поковки с выполнением в ней сквозного осевого отверстия d0 и затем наружной обработки ее, при которой  ,
,  ,
,  ,
,  ,
,  .
.
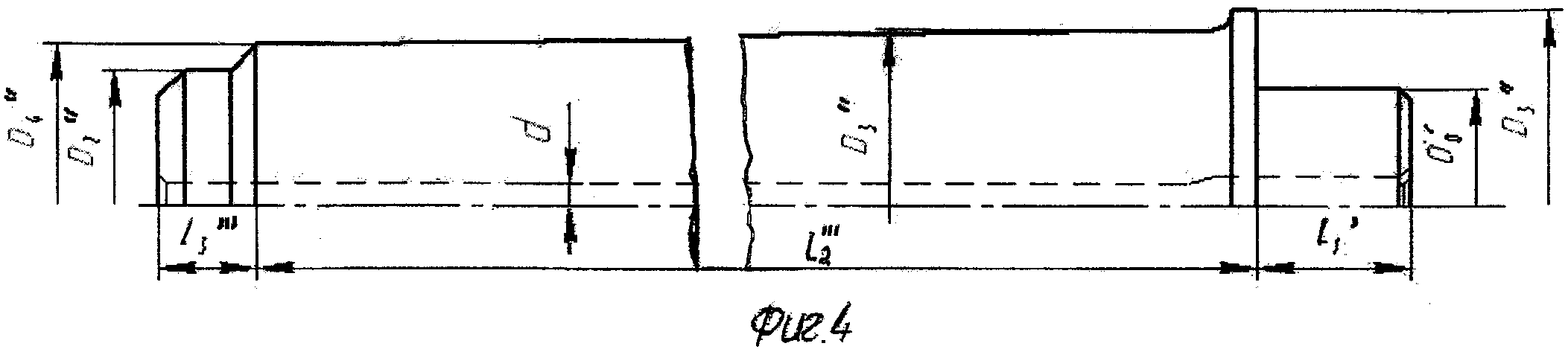
На фиг. 4 изображена поковка ствола, полученная вторым радиальным обжатием, у которой образовали направляющую часть диаметром d и наружную поверхность с готовыми параметрами  ,
,  ,
,  ,
,  ствола или максимально приближенным к ним.
ствола или максимально приближенным к ним.
Предлагаемый способ реализуется следующим образом. На металлургическом предприятии изготавливают и термообрабатывают исходную заготовку-прокат или поковку. Затем на заводе-изготовителе оружия ее разрезают на заготовки длиной, меньшей примерно в 2 раза длины ствола (например, у пулемета «Корд» калибра 12,7 мм последняя равна 1100 мм.). Далее у этой заготовки подрезают и зацентровывают торцы, обрабатывают боковую поверхность в диаметр D1 и длиной l2, а также выполняют заходную часть длиной l3 и диаметрами D2 и D1 и поводковую часть диаметрами D0 и D1 и длиной l1 (см. фиг. 1), причем поводковая может быть в виде цилиндра с технологической фаской в осевом отверстии со стороны казенного торца (см. патент на изобретение №2429102 RU от 20.08.2010 г) или в виде большого цилиндра или малого диаметром ≥ диаметра казенной части ствола (см. патент на изобретение №2156670 RU от 27.09.2000 г.), причем эти варианты поводковой части исключают ее удаление в технологический отход после радиального обжатия (одно- или двукратного) заготовки и используют ее как казенную часть ствола, представленную на фиг. 1.
После этого заготовку подвергают 1-му радиальному обжатию и получают промежуточную коническую поковку ствола с поперечными размерами D3 и D4, меньшими D1, но большей длины  (см. фиг. 2) и повышенной твердости металла (для вышеуказанного ствола она равна HB=350-380 единиц). Затем поковку подвергают промежуточной термообработке - отпуску, чем понижают эту твердость до НВ<340 единиц. 1-м радиальным обжатием и этой термообработкой сводится к минимуму или к нулю несовпадение продольных осей ее и разнотвердости металла.
(см. фиг. 2) и повышенной твердости металла (для вышеуказанного ствола она равна HB=350-380 единиц). Затем поковку подвергают промежуточной термообработке - отпуску, чем понижают эту твердость до НВ<340 единиц. 1-м радиальным обжатием и этой термообработкой сводится к минимуму или к нулю несовпадение продольных осей ее и разнотвердости металла.
После термообработки в поковке предпочтительней со стороны заходной части выполняют и затем обрабатывают сквозное отверстие до требуемой чистоты и точности диаметром d0>d (калибром ствола) и, базируя на нем, обрабатывают поковку-трубу по наружной поверхности, устраняя образовавшийся при сверлении увод оси отверстия от продольной оси ее, если он есть из-за разнотвердости металла поковки (допустимая норма увода этой оси ≤0,6 мм/м, см. книгу Минкова М.А. Технология изготовления глубоких точных отверстий. - М.: Машиностроение, 1964, с. 11).
Кроме того, у полученной поковки-трубы точат в  , устраняя увод от отверстия, и подрезают в поводковой части торец, образованный диаметрами D0 и
, устраняя увод от отверстия, и подрезают в поводковой части торец, образованный диаметрами D0 и  , для удаления отпечатков торцевых зубьев поводкового центра, образовавшихся при первом радиальном обжатии (при этом длина
, для удаления отпечатков торцевых зубьев поводкового центра, образовавшихся при первом радиальном обжатии (при этом длина  ; так как снимается слой металла толщиной 1-1,5 мм) и, если это необходимо, в заходной части противоположный торец поковки для удаления остатков его центровочного отверстия, и тогда
, а также протачивая в
; так как снимается слой металла толщиной 1-1,5 мм) и, если это необходимо, в заходной части противоположный торец поковки для удаления остатков его центровочного отверстия, и тогда
, а также протачивая в  . При этом длина конической части поковки-трубы будет
. При этом длина конической части поковки-трубы будет  .
.
Затем ее подвергают второму радиальному обжатию и получают поковку ствола с соответствующими размерами  ,
,  ,
,  ,
,  по наружной поверхности и направляющую часть калибром d (см. фиг. 4). Далее у нее удаляют только дульную часть длиной, большей
по наружной поверхности и направляющую часть калибром d (см. фиг. 4). Далее у нее удаляют только дульную часть длиной, большей  , при использовании решений вышеуказанных изобретений.
, при использовании решений вышеуказанных изобретений.
Пример реализации данного способа при изготовлении ствола пулемета «Корд».
Его штатную заготовку диаметром ⌀ 60 мм и длиной 1180 мм разрезают на заготовки длиной l2≈590 мм, подрезают и зацентровывают торцы, обтачивают в центрах токарного станка в диаметр D1=57 мм, а также выполняют соответствующие заходную и поводковую части длинами l3>20 мм, l1≤10 мм, D2>32 мм и D0>38 мм, причем диаметр казенной части этого ствола равен 38 мм.
Затем первым радиальным обжатием получают промежуточную поковку в виде усеченного конуса с диаметрами D3=50 мм и D4=40 мм, длиной  и непроковом металла заготовки на участке между D1 и D3, удаляемым последующей механической обработкой. Далее ее подвергают промежуточной термообработке для снятия напряжений и понижения твердости металла до НВ<340 единиц. После этого в ней выполняют предпочтительнее с заходной части сверлением и чистовой обработкой сквозное отверстие диаметром d0=15 мм и, базируя на нем, в центрах такую поковку-трубу обтачивают по наружной поверхности, получая
и непроковом металла заготовки на участке между D1 и D3, удаляемым последующей механической обработкой. Далее ее подвергают промежуточной термообработке для снятия напряжений и понижения твердости металла до НВ<340 единиц. После этого в ней выполняют предпочтительнее с заходной части сверлением и чистовой обработкой сквозное отверстие диаметром d0=15 мм и, базируя на нем, в центрах такую поковку-трубу обтачивают по наружной поверхности, получая  ,
,  , дорабатывают заходную часть в размеры
, дорабатывают заходную часть в размеры  и
и  , а также поводковую часть в размеры
, а также поводковую часть в размеры  и
и  для устранения увода оси отверстия и удаления отпечатков зубьев поводкового центра, оставшихся на торце при первом радиальном обжатии. Механической обработкой ее также удаляют и окисленный поверхностный слой металла от промежуточной термообработки после первого радиального обжатия, а также устраняют увод оси просверленного отверстия, если это имело место из-за несовпадения этой оси и продольной оси разнотвердости металла поковки.
для устранения увода оси отверстия и удаления отпечатков зубьев поводкового центра, оставшихся на торце при первом радиальном обжатии. Механической обработкой ее также удаляют и окисленный поверхностный слой металла от промежуточной термообработки после первого радиального обжатия, а также устраняют увод оси просверленного отверстия, если это имело место из-за несовпадения этой оси и продольной оси разнотвердости металла поковки.
Далее такую поковку-трубу подвергают второму радиальному обжатию, получая поковку ствола длиной  с
с 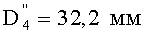 ,
,  и размером d=13,03 мм по полям направляющей части.
и размером d=13,03 мм по полям направляющей части.
Последующей механической обработкой удаляют технологическую прибыль только в дульной части (чем также сокращают время обработки ствола) и получают поковку ствола длиной  , а на токарных станах с ЧПУ ее обрабатывают окончательно по наружной поверхности и выполняют патронник, изготовив в итоге ствол под хромирование, сборку, испытания и эксплуатацию.
, а на токарных станах с ЧПУ ее обрабатывают окончательно по наружной поверхности и выполняют патронник, изготовив в итоге ствол под хромирование, сборку, испытания и эксплуатацию.
Вышеприведенный способ пригоден и для других калибров стволов (5,45; 7,62; 14,5; 23 и др.), заготовки и поковки которых обжимаются на радиально-обжимных станках в холодном состоянии.
При использовании предлагаемого способа возрастает до 85% коэффициент использования металла исходной заготовки за счет отсутствия технологической прибыли массой более 0,5 кг в поводковой части поковки и уменьшения диаметра с ⌀ 60 до ⌀ 58 мм исходной заготовки ствола пулемета «Корд» благодаря сведению к минимуму или нулю увода оси сквозного отверстия, образованного после 1-го радиального обжатия; уменьшаются: трудоемкость ствола до 1-го нормо-часа вследствие отсутствия операций чистки сквозного отверстия и наружной поверхности поковки после промежуточной термообработки, а также энергозатраты на обработку поковки массой, меньшей массы исходной заготовки, на операциях сверления в ней сквозного отверстия и его чистовой обработки, а также обтачивания ее наружной поверхности с минимальной или нулевой разностенностью, что обеспечивает качество направляющей части канала ствола.
Таким образом, предлагаемым решением повышается коэффициент использования металла исходной заготовки, снижаются трудоемкость ствола и энергозатраты на операциях, выполняемых после 1-го радиального обжатия поковки, а также обеспечивается качество его направляющей части.
Способ изготовления ствола, включающий изготовление и термообработку исходной заготовки, первое радиальное обжатие заготовки с получением поковки, второе радиальное обжатие поковки, механическую обработку, которую осуществляют после термообработки исходной заготовки до первого радиального обжатия, после него и после второго радиального обжатия, и промежуточную термообработку поковки между первым и вторым радиальными обжатиями, отличающийся тем, что механическую обработку заготовки до первого радиального обжатия осуществляют по ее наружной поверхности, а в процессе механической обработки поковки между первым и вторым радиальными обжатиями, которую осуществляют после промежуточной термообработки, в поковке выполняют сквозное отверстие и обрабатывают ее наружную поверхность.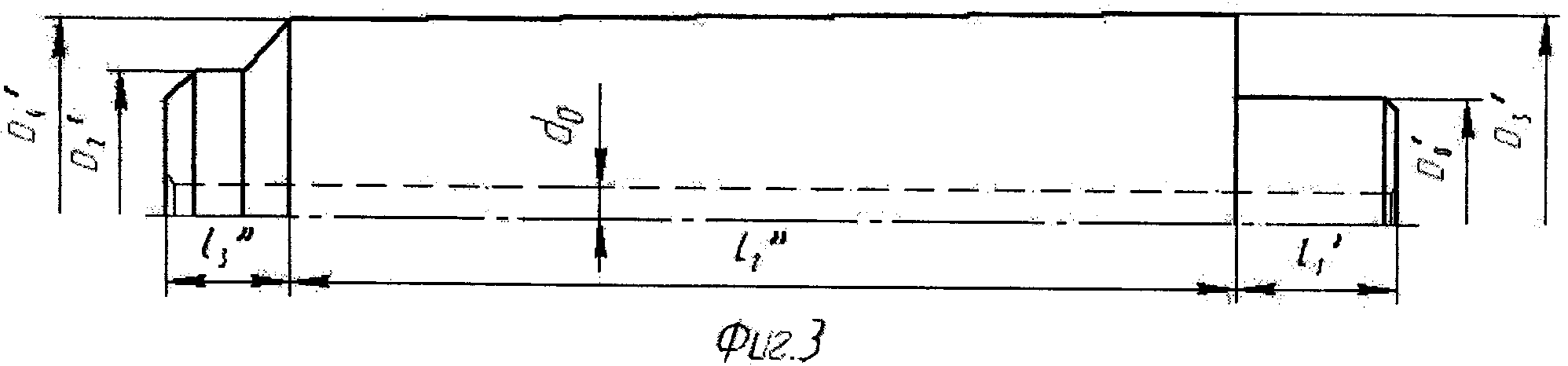
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

