Результат интеллектуальной деятельности: Способ лазерной обработки прозрачного хрупкого материала и устройство его реализующее
Вид РИД
Изобретение
Область техники
Изобретение относится к области лазерной техники, а именно к сканирующим импульсным лазерам применяемым к резке хрупких подложек.
Предшествующий уровень техники
Импульсные лазеры широко используются в полупроводниковой технике для скрайбирования тонких, до 1 мм, подложек из кремния, германия, арсенида галлия и др. полупроводников, а также для керамических и стеклянных подложек. Существуют различные способы формирования линии раскола, начиная от V-образной канавки при лазерном скрайбировании, в результате абляции или плавления материала на поверхности, или на его тыльной стороне US 20190169062 A1. Однако после такой операции требуется либо механический деформационный долом материала или создание термической деформационной волны нагревом (или локальным охлаждением), что не всегда приводит к положительному результату - разделению без сколов, микротрещин и дефектов.
Для подготовки подложки к раскалыванию, в том числе и толстых из стекла, используют фемто- и пикосекундные лазеры. Известен способ US 10233112 B2 перфорации стеклянных тонких подложек, используемых в качестве экранов смартфонов, дисплеев, пикосекундным лазером путем перфорации стекла и последующим прогревом линии перфорации вторым лазером - СО2 лазером, для зарождения трещины и раскола стекла. Для толстых стекол этот метод не применяют. А использование дополнительного мощного лазера усложняет процесс. Эти проблемы резки возрастают при обработке толстых витринных стекол, многослойных, закаленных автомобильных стекол, стекол с защитным покрытием, бронированных стекол.
Известен способ резки стекла за счет создания решетки из филаментов (треков) в результате самофокусировки лазерного излучения из-за наличия нелинейных эффектов в стекле. При филаментации пучка, создается протяженный на несколько сотен микрон полый трек в сечении подложки - RU 2013102422 A (в международной публикации WO 2012006736 А2, также US 9757815 B2), что дает возможность создать серию треков, в том числе и вблизи тыльной поверхности для подготовки к разлому. Метод филаментации, также вносит ограничения на резку толстых номиналов стекол, уже начиная с толщины 6 мм он не применим из-за геометрии оптики (нужен микрообъектив с малыми фокусным расстоянием или специальная оптика для формирования длинного фокуса и интерференционной картины в толще стекла - луча Бесселя). Необходимо заглублять перетяжку лазерного пучка в подложку, чтобы исключить пробой в приповерхностной области. Ввиду того, что массив треков не сплошной, есть принципиальные фундаментальные ограничения при его образование - при фокусировке и самофокусировке не должно быть пограничных помех от соседних неоднородностей и филаментов. Также остаются ограничения по толщине стекла - требуется многопроходное сканирование вдоль поверхности подложки для заполнения сечения далеко отстоящими друг от друга (из-за условий формирования) филаментов, а это накладывает ограничение на точность совпадения массивов решеток филаментов. Контурная точность должна быть не хуже, чем 4 мкм. Метод требует применения сложной и высокоточной системы слежения за траекторией движения и повторяемостью траекторий, при многопроходной резке, отрицательно сказывается на качестве резки, могут возникать сколы при обязательном доломе подложки стекла после резки методом филаментации. Все это в целом приводит к невозможности разделить материал без механических усилий и накладывает ограничение на промышленную применимость метода.
Описание изобретения
В настоящем изобретении предлагается способ разделения хрупких материалов подложки, прозрачных для лазерного излучения и слабо поглощающих его, по сформированной в результате оптического пробоя материала практически сплошной напряженной грани в сечении подложки. Особенно наглядно действие метода можно проследить на примере резки толстого стекла толщиной 20 мм и более - до 30 мм. Состоит эта разделяющая, по существу сплошная, напряженная грань из микрополостей. Они образованы в результате оптического пробоя за счет фокусировки лазерного излучения в объеме материала при наклонном падении лазерного пучка и его поступательном смещении вдоль поверхности подложки. При этом осуществляют непрерывное быстрое колебание пучка в той же плоскости, что и поступательное движение. В результате достигают непрерывное сканирование лучом всего сечения подложки. Метод безразличен к направлению движения луча в сечении от верхней или тыльной поверхности подожки. Важно, что сфокусированный лазерный пучок циклически пересекает всю толщину подложки в сечении, и что особенно важно, при единожды выбранном длиннофокусном (150-350 мм) расстоянии объектива оптической системы, которое остается неизменным на протяжении всего процесса формирования напряженной грани для раскола подложки по его окончании.
Техническим результатом является повышение качества прямой или косой грани разделения подложки при отсутствии неконтролируемых сколов и микротрещин, высокая скорость формирования напряженной разделяющей грани, а значит и лазерной резки, благодаря отсутствию:
- перестройки оптической системы для фокусировки пучка лазера при его сканировании по всей глубине сечения подложки,
- технологических пауз для перестройки глубины формирования слоя напряженной грани по глубине сечения подложки, независимо от направления движения луча от верхней или тыльной поверхности подожки,
и благодаря наличию максимально возможного количества полостей оптического пробоя в сечении материала подложки, при поступательном непрерывном движении сканирующей системы вдоль подложки, что в целом ведет к повышению прочностных характеристик изделий из разделенных по предлагаемому способу подложек.
Другие преимущества и отличительные особенности предложенного изобретения станут очевидными из нижеследующего подробного описания его существа со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
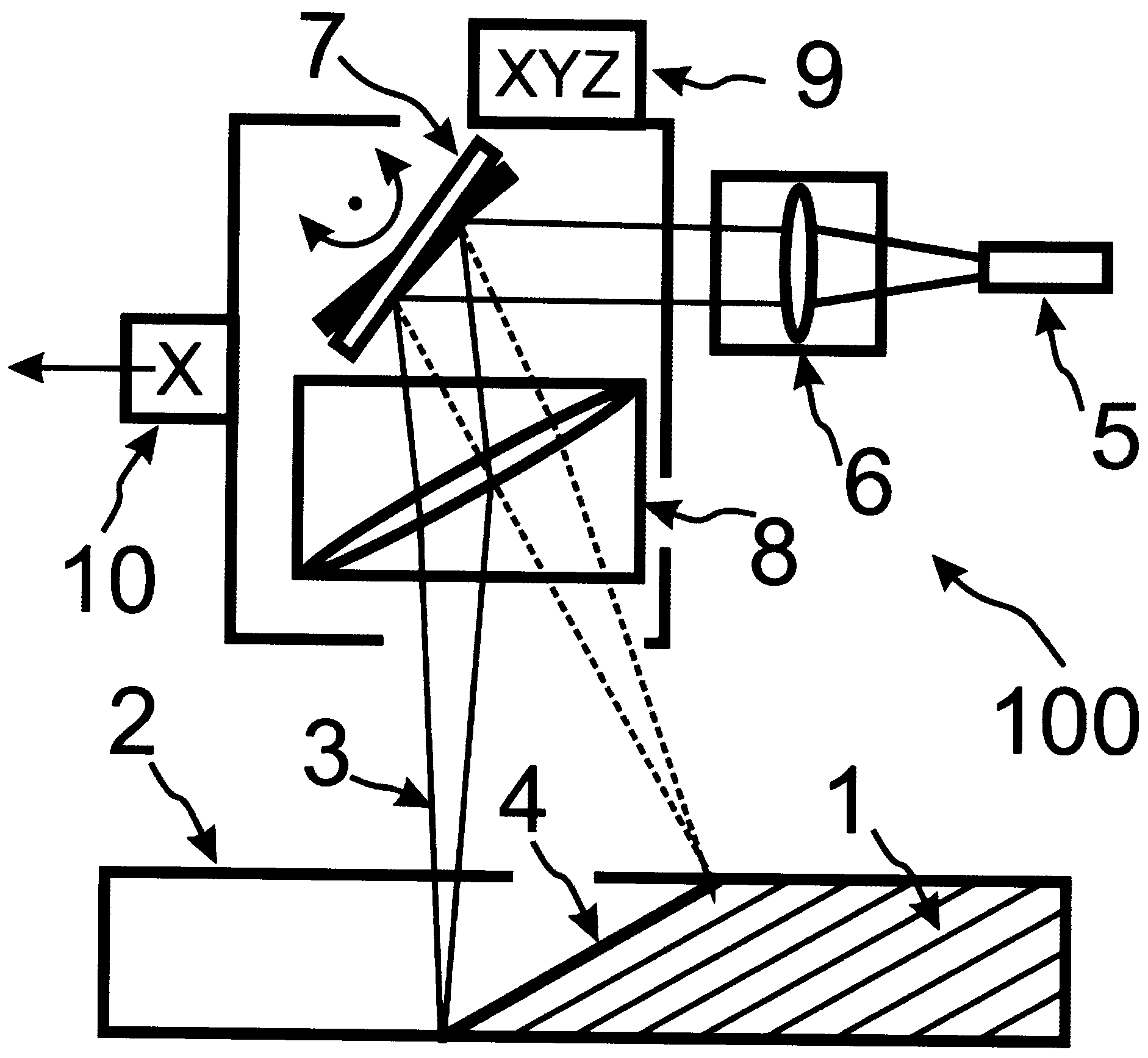
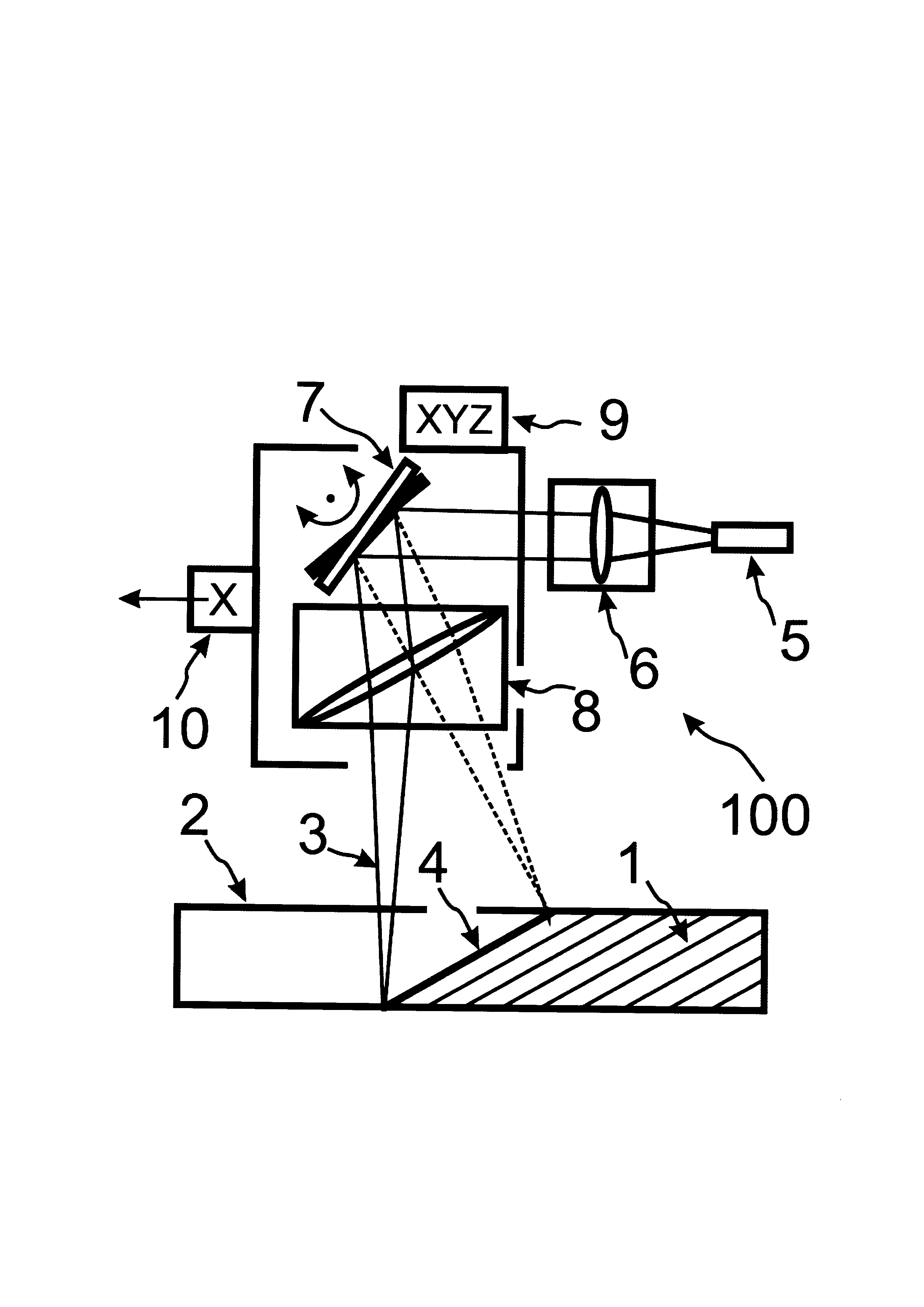
Чертеж. Схема процесса формирования разделяющей напряженной грани в сечении положки при наклонной установке пучка лазера, фронтальный вид.
Осуществление изобретения
Сущность заявляемого изобретения отражается в нижеследующих признаках и положениях.
Основные положения изобретения иллюстрирует чертеж и относятся к способу и устройству, вид 100, его воплощающему. Формируют напряженную грань 1 для разделения подложки 2 из прозрачного для лазерного излучения материала, для чего в сечении подложки формируют массив полостей в результате локального оптического пробоя материала при его облучении сфокусированным лазерным пучком с фиксированным фокусным расстоянием в процессе наклонной развертки лазерного луча 3, при продольном смещении вдоль подложки, причем:
- формируют за один проход луча 3 по направлению от одной поверхности подложки до противоположной наклонную по существу линейную цепочку 4 близких полостей в объеме материала, по меньшей мере, одну полость от каждого импульса, а
- при другом проходе луча, в результате относительного поступательного продольного смещения луча и подложки, формируют следующую близкую цепочку полостей и
в конце такого поступательного продольного смещения и наклонной циклической развертки луча в одной плоскости, получают по существу сплошной протяженный участок оптических полостей в виде внутренней пузырчатой напряженной грани 1, по которой и осуществляют разделение подложки без дефектных сколов по окончании процесса продольной смещения луча вдоль всей подложки 2.
Существенно, что устройство формирования напряженной грани в заданной плоскости в объеме прозрачного материала для последующего его разделения по указанному выше способу, содержит источник импульсного лазерного излучения 5, который может быть представлен твердотельным лазером или волоконным с излучателем коллимирующего излучения - коллиматором 6, после которого пучок падает на отклоняющую систему 7, обеспечивающее циклическое сканирование луча от одной поверхности подложки 2 до другой противоположной (направление не имеет значения - прямое или обратное). Фокусировка пучка обеспечивается фокусирующей оптической системой 8, настройка ее не изменяется на протяжении всего процесса обработки. При этом лазерный пучок падает на поверхность под острым углом. Угол падения луча по отношению к нормали поверхности при формирования напряженной грани может быть меньше 60 градусов в ортогональной плоскости (для формирования прямого скола) или лежать в любой другой наклонной плоскости под углом до 45 градусов к нормали (для формирования косого скола - фаски, при больших углах растут потери на отражение), т.е. угол наклонной плоскости, плоскости реза, лежит в пределах 45÷90 градусов к поверхности подложки и задается системой ориентации луча в пространстве 9 (по осям пространства XYZ) по отношению к поверхности подложки. А продольное поступательное смещение луча 3 вдоль поверхности подложки 2 обеспечивает привод 10 для его однонаправленного вдоль оси X поступательного смещения, которое осуществляют по неподвижно закрепленной подложке с опережением относительно области формирования напряженной грани.
Существенно отметить, что сканирующая в одной плоскости, по меньшей мере одноосная, отклоняющая система 7 для скоростной развертки луча 3 в поперечном направлении к подложке 2 может быть выполнена как на основе гальвано-сканера, так и на основе полигона, предпочтительно последнее решение, поскольку полигон обеспечивает равномерное распределение полостей оптического пробоя.
Существенно отметить, что участок напряженной толщиной вплоть до 30 мм грани образуется по существу во всем сечении толстой подложки с расстоянием между полостями оптического пробоя в микронном диапазоне, что определяется размером полостей и скоростями разверток как в поперечном наклонном направлении так и в продольном.
Существенно отметить, что для оптического пробоя используют импульсный фемто-, или пико-, или нано-секундный источник фокусируемого лазерного излучения с мощностью в импульсе достаточной для оптического пробоя материала, с длиной волны в диапазоне от ультрафиолетовых до инфракрасных волн, но с условием их слабого поглощения в обрабатываемом материале.
При этом важно, что прозрачный для лазерного излучения материал может содержать один и более слоев материалов из ряда: стекло, кварц, полупроводник, диэлектрик, полимерный материал, кристалл, сапфир, алмазно-подобные пленки. В технике подложку прозрачного материала выбирают для целей формирования приборов отображения информации - плоских дисплеев или телевизионных экранов, или для раскроя оконного стекла, зеркал, многослойных автомобильных стекол, бронированных стекол или прозрачной керамики.
Настоящее изобретение апробировано при резке стекол с толщинами от 4 до 20 мм, в том числе многослойных, с использованием пикосекундного волоконного иттербиевого лазера YLPP-50-10-100-R (ИРЭ-Полюс, https://www.ipgphotonics.com/ru). Длительность импульса 10-20 пс, мощность в импульсе до 100 мкДж, частота следования до 2 МГц. Для резки стекла толщиной 20 мм применена сканирующая система на основе гальваносканера, угол падения луча 40,5 градусов, угол отклонения ±4,5 градусов, фокусное расстояние фокусирующей системы на основе Ф-тета линзы 260 мм, коэффициент отражения от поверхности стекла лежит в пределах от 4,6 до 5,2%, скорость продольного смещения до 40 мм/с.
Для специалистов в данной области техники должно быть очевидным, что изобретение не ограничено вариантами осуществления, представленными выше, и что в него могут быть включены изменения в пределах объема притязаний представленной формулы изобретения. Отличительные особенности, представленные в описании совместно с другими отличительными особенностями, в случае необходимости, могут также быть использованы отдельно друг от друга.
Высокоскоростная оптическая линия, защищенная от прослушивания квантовым шумом
Способ рассечения биоткани лазерным излучением и устройство для его осуществления
Цельно-волоконная лазерная система и способ автогенерации лазерных импульсов
Способ и устройство для стабилизации оптической мощности и спектрального состава излучения волоконного лазера ультракоротких импульсов
Прижимной фиксатор профилированной конструкции для лазерной металлообработки
Перестраиваемый оптический формирователь масштабируемого плоского однородного лазерного пучка
Стеклоизделие с электрообогреваемой поверхностью и способ его изготовления
Способ притупления острых кромок стеклоизделий
Эжекционный пылегазовый затвор
Способ формирования токоведущей шины на низкоэмиссионной поверхности стекла
Способ лазерной резки изделий из хрупких неметаллических материалов и устройство для его осуществления

