Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ИЗДЕЛИЙ ИЗ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способу лазерной резки изделий из хрупких неметаллических материалов, частично поглощающих лазерное излучение, и устройству для его осуществления. Изобретение может быть использовано в авиационной, космической, автомобильной и других отраслях промышленности для резки крупногабаритных плоских и гнутых стеклоизделий сложной формы.
Известен способ лазерной резки хрупких материалов путем сквозного управляемого термораскалывания, включающий управление технологическими параметрами резки, в частности мощностью лазера и скоростью реза (Авторское свидетельство СССР №1231813 A1, С03В 33/04, опубл. 23.04.1991).
Резку стекла производят на установке, включающей лазер, оптическую фокусирующую систему, механизм подачи хладагента, координатный стол для перемещения стеклянных пластин. С целью обеспечения резки по криволинейному контуру и повышения надежности процесса резки установка оснащена устройством совмещения, которое состоит из канала визуального наблюдения, блока управления координатным столом и устройства контроля трещины, состоящего из источника света и фоточувствительного элемента, а координатный стол выполнен с дополнительным поворотным столом.
Оптическая фокусирующая система выполнена с линзой, сферической с одной стороны и цилиндрической с другой. Лазер ИК диапазона расположен на основании горизонтально. Лазерный пучок направлен в фокусирующую систему поворотным зеркалом, а в промежутках между рабочими циклами прерывается заслонкой с помощью электромагнита.
Недостатками данного способа являются: непригодность его для резки гнутых изделий сложной формы, большие энергетические потери на зеркалах, возникновение отклонений лазерного луча от заданной траектории на поворотных зеркалах оптического тракта.
Наиболее близкими по технической сущности к настоящему изобретению являются способ лазерной резки хрупких неметаллических материалов и устройство для его осуществления (Патент РФ №2528287, МПК С03В 33/04, В23K 26/38, опубл. 10.09.2014 - прототип).
В данном способе изделие из хрупких неметаллических материалов, частично поглощающих лазерное излучение, вырезают излучением лазера (λ=1,065 мкм), перемещая пучок с помощью робота-манипулятора.
С целью получения стабильного реза и предотвращения разрушения стеклозаготовки при резке, осуществляют предварительное оконтуривание заготовки изделия с помощью лазера, стеклореза или иным способом, оставляя технологический припуск к габаритным размерам изделия, равный 20-40 мм, который затем отрезают лазером по контуру.
При больших длинах припуска его отделенная часть действует как рычаг, что может привести к неконтролируемому разрушению стекла в точке реза, а в некоторых случаях (когда припуск находится над деталью) происходит прекращение образования рабочей трещины вследствие зажима трещины отделенным припуском, что недопустимо.
В известном техническом решении отделенный припуск периодически отрезают (укорачивают) этим же пучком лазера в следующей последовательности: отделение припуска - остановка реза - возвращение объектива роботом назад на расстояние 50-80 мм - отрезание припуска путем перемещения лазерного пятна поперек отделенного припуска - возвращение пятна в точку остановки основного реза - продолжение перемещения лазерного пятна вдоль траектории резки в прежнем режиме. При этом размер отделяемой части припуска составляет 200-700 мм.
Недостатком данного способа является то, что в местах остановки реза остается небольшой выступ стекла, который затем приходится устранять механической обработкой (шлифовкой).
Задачей настоящего изобретения является осуществление лазерной резки изделий с технологическим припуском из хрупких неметаллических материалов, частично поглощающих лазерное излучение, с обеспечением высокого качества торца изделия.
Технический результат, достигаемый настоящим изобретением, выражается в получении торца изделия с отсутствием дефектов.
Указанный технический результат достигается тем, что в способе лазерной резки изделий с технологическим припуском из хрупких неметаллических материалов, частично поглощающих лазерное излучение, путем отделения припуска лазерным пучком и последующего периодического укорачивания отделенного припуска путем перемещения лазерного пучка от края припуска до линии реза, отделение припуска осуществляют без остановки процесса резки, а периодическое укорачивание отделенного припуска осуществляют сфокусированным лазерным пучком, прошедшим через изделие, и направляемым на отделенный припуск с противоположной поверхности изделия.
Описанный выше способ осуществляется при использовании устройства, включающего источник лазерного излучения, фокусирующую систему и устройство управления пространственным расположением лазерного пучка, направляющее лазерный пучок на поверхность изделия для отделения припуска и его последующего периодического укорачивания. При этом оно дополнительно содержит узел управления лазерным пучком, прошедшим через изделие, включающий крепежный элемент, объектив и оборачивающую систему, а устройство управления пространственным расположением лазерного пучка выполнено с возможностью перемещения прошедшего лазерного пучка по отделенному припуску от его края до линии реза с противоположной поверхности изделия.
Существует вариант, в котором оборачивающая система выполнена в виде призмы.
Существует вариант, в котором оборачивающая система выполнена в виде двух зеркал, расположенных под углом друг к другу.
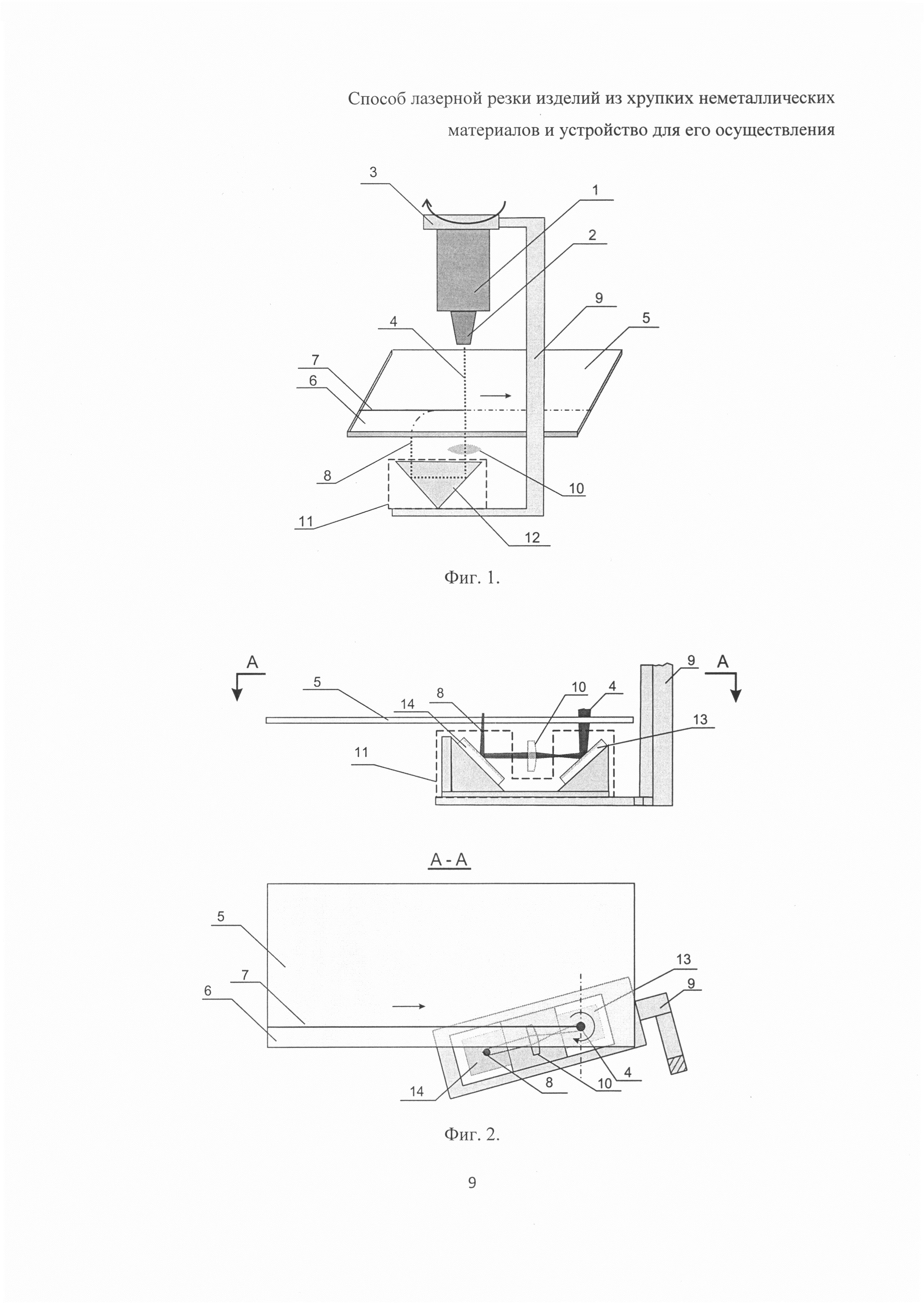
На фиг. 1 изображено в общем виде устройство для осуществления способа лазерной резки изделий с технологическим припуском из хрупких неметаллических материалов, в котором оборачивающая система выполнена в виде призмы.
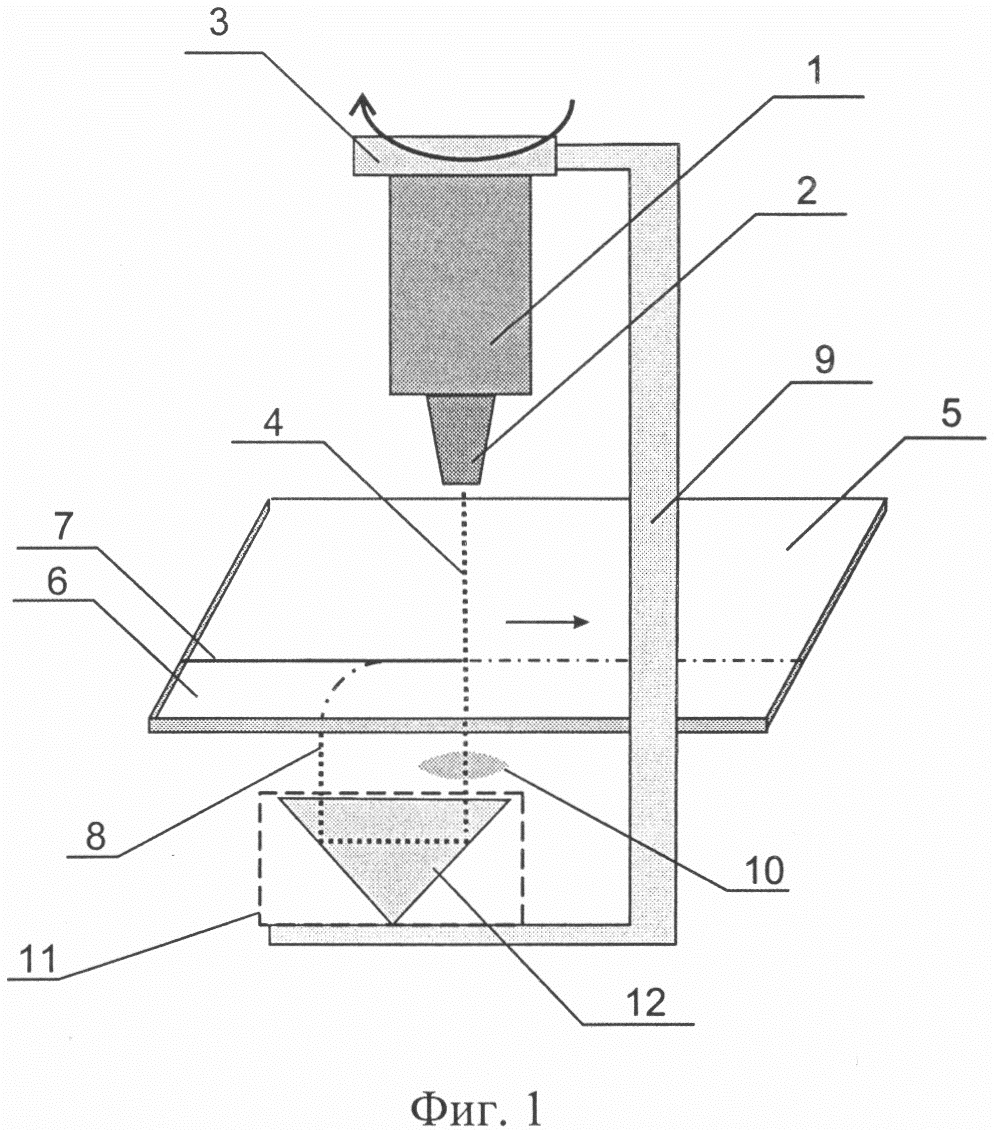
На фиг. 2 изображены изделие и узел управления лазерным пучком, прошедшим через изделие, в котором оборачивающая система выполнена в виде двух зеркал, расположенных под углом друг к другу.
Устройство (фиг. 1) содержит источник лазерного излучения 1, фокусирующую систему 2, устройство 3 управления пространственным расположением лазерного пучка 4, направляющее его на поверхность изделия 5 для отделения припуска 6 и его последующего периодического укорачивания от края отделенного припуска 6 до линии реза 7. Узел управления лазерным пучком 8, прошедшим через изделие, соединен с устройством 3 и включает крепежный элемент 9, объектив 10 и оборачивающую систему 11, выполненную в виде призмы 12.
Устройство для осуществления способа лазерной резки изделий с технологическим припуском из хрупких неметаллических материалов действует следующим образом.
Лазерный пучок 4 от источника лазерного излучения 1 попадает в фокусирующую систему 2 и направляется на изделие 5. Устройство 3 осуществляет перемещение фокусирующей системы 2 вдоль линии реза 7 для отделения припуска 6.
Устройство периодически совершает цикл укорачивания отделенного припуска 6. Для этого включается вращение устройства 3 без остановки его перемещения вдоль линии реза 7, что, в свою очередь, приводит к вращению узла управления лазерным пучком 8, прошедшим через изделие. При этом лазерный пучок 8, фокусируемый объективом 10 и направляемый оборачивающей системой 11 на отделенный припуск 6 с противоположной стороны изделия 5, перемещается по его поверхности от края отделенного припуска 6 до линии реза 7, тем самым укорачивая отделенный припуск 6. После этого, путем обратного вращения узла управления лазерным пучком 8, этот пучок возвращается в исходное положение (рядом с отделенным припуском 6) и находится в нем до начала следующего цикла укорачивания.
Узел управления лазерным пучком 8 (фиг. 2) включает оборачивающую систему 11, выполненную в виде двух зеркал 13, 14, расположенных под углом друг к другу. Такое выполнение с возможностью изменения расстояния между зеркалами позволяет укорачивать отделенный припуск 6 большей ширины, ограниченной в случае призмы 12 ее размерами.
Ниже приведены примеры осуществления способа лазерной резки изделий с технологическим припуском из хрупких неметаллических материалов, частично поглощающих лазерное излучение, с использованием вышеописанного устройства.
Пример 1
Лазерную резку крупногабаритного изделия сложной формы из силикатного стекла, напоминающего усеченный цилиндр размером 1200×1000×800 мм, толщиной 5 мм с припуском к размерам в 20 мм осуществляется следующим образом.
Отделение припуска лазерным пучком 4 путем перемещения устройства 3 вдоль линии реза 7 осуществляется без остановки.
После прохождения устройством 3 расстояния 700 мм вдоль линии реза, путем его вращения, осуществляется периодическое укорачивание отделенного припуска 6 сфокусированным лазерным пучком 8, прошедшим через изделие, и направляемым на отделенный припуск с противоположной поверхности изделия 5.
В данном примере оборачивающая системы 11 выполнена в виде призмы 12.
Изделие вырезано в автоматическом режиме, требуемой формы и без образования дефектов на торце.
Пример 2
Лазерную резку изделия сложной формы из силикатного стекла, напоминающего усеченный цилиндр размером 800×600×400 мм, толщиной 4 мм с припуском к размерам в 40 мм, осуществляется следующим образом.
Отделение припуска лазерным пучком 4 путем перемещения устройства 3 вдоль линии реза 7 осуществляется без остановки.
После прохождения устройством 3 расстояния 200 мм вдоль линии реза путем его вращения осуществляется периодическое укорачивание отделенного припуска 6 сфокусированным лазерным пучком 8, прошедшим через изделие, и направляемым на отделенный припуск 6 с противоположной поверхности изделия 5.
В данном примере оборачивающая система 11 выполнена в виде двух зеркал 13, 14, расположенных на расстоянии 120 мм друг от друга, выставленных под углом 45° к лазерному пучку 8 и под углом 90° друг к другу.
Изделие вырезано в автоматическом режиме, требуемой формы и без образования дефектов на торце.
Таким образом, отделение припуска без остановки процесса резки, а также периодическое укорачивание отделенного припуска сфокусированным лазерным пучком, прошедшим через изделие, и направляемым на отделенный припуск с противоположной поверхности изделия делают возможным достижение заявленного технического результата.
Узел управления лазерным пучком, прошедшим через изделие, включающий крепежный элемент, объектив и оборачивающую систему, соединенный с устройством управления пространственным расположением лазерного пучка, перемещающим прошедший пучок по отделенному припуску от его края до линии реза с противоположной поверхности изделия, позволяют осуществить вышеописанный способ с достижением заявленного технического результата.
Изобретение позволяет проводить в автоматизированном режиме лазерную резку изделий (в т.ч. крупногабаритных изделий сложной формы) с технологическим припуском из хрупких неметаллических материалов, в частности из стекла, повысив их качество. При этом ввиду отсутствия дефектов на линии реза не требуется подвергать торцы изделия дополнительной механической обработке.
Устройство для гнутья листового стекла
Способ приготовления стекольной шихты
Стекло, упрочняемое ионным обменом
Технологический объектив для лазерной обработки
Способ лазерной резки хрупких неметаллических материалов и устройство для его осуществления
Способ моллирования стеклоизделий
Способ лазерной резки стекла
Способ моллирования изделий из стекла и антиадгезионный состав для его осуществления
Способ лазерной обработки прозрачного хрупкого материала и устройство его реализующее
Способ лазерной маркировки изделий

