Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УПРАВЛЯЕМОЙ ПОДАЧИ ПРИСАДОЧНОГО СТЕРЖНЯ ПРИ ДУГОВОЙ СВАРКЕ И КОМПЛЕКС ДЛЯ ДУГОВОЙ СВАРКИ
Вид РИД
Изобретение
Настоящее изобретение относится к управляющему устройству для получения шва с помощью дуговой сварки вольфрамовым электродом в среде инертного газа, и к комплексу для выполнения дуговой сварки, а именно к комплексу инструментов, который используется для выполнения ручной дуговой сварки.
Известный комплекс для выполнения дуговой сварки содержит сварочную маску и сварочный инструмент. Сварочный инструмент содержит электрод. Во время сварочных работ между электродом и областью сварки возникает электрическая дуга.
При дуговой сварке первого типа SMAW (дуговая сварка металлическим плавящимся электродом) сам электрод расплавляется из-за тепла, вырабатываемого электрической дугой, и, тем самым, становится наполнителем в сварном шве. При дуговой сварке второго типа TIG (сварка вольфрамовым электродом в среде инертного газа) электрод является твердым, а материал наполнителя подается отдельно.
Более подробно, комплекс содержит набор датчиков, которые могут определять основные рабочие параметры сварочного процесса, а именно: напряжение (V), ток (A), скорость (W) сварки и их комбинацию для расчета подводимого количества тепла. Сварочная маска может иметь устройство отображения, чтобы эти параметры могли быть показаны сварщику, что обеспечивало бы ему возможность корректировать сварку в реальном времени. Примером этой сварочной маски является та, что показана в патенте США № 6242711 B1.
Недостатком известного сварочного комплекса является то, что он просто предоставляет сварщику параметры сварки. Однако это не гарантирует, что сварщик способен адаптировать и откорректировать сварку, которая выполняется неправильно. Другими словами, сама операция сварки по-прежнему в значительной степени зависит от квалификации сварщика. Это особенно справедливо в отношении напряжения сварки, поскольку оно в основном определяется расстоянием от электрода до области сварки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, первый вариант выполнения изобретения относится к управляющему устройству для выполнения сварки TIG. Такое управляющее устройство содержит основной корпус для удержания присадочного стержня. Управляющее устройство также содержит подающее устройство, присоединенное к основному корпусу и выполненное с возможностью продвижения присадочного стержня во время сварки. Блок управления выполнен с возможностью воздействия на подающее устройство и регулировки скорости присадочного стержня.
Преимущественно, это помогает сварщику более равномерно распределять материал наполнителя во время сварки TIG. Поэтому это больше помогает сварщику в случае сварки TIG, которая обеспечивает один из самых сложных типов сварных швов.
Второй вариант выполнения настоящего изобретения относится к комплексу для дуговой сварки. Комплекс содержит описанное выше управляющее устройство. В комплекс также входит сварочный инструмент с основным корпусом и с рукояткой, присоединенной к основному корпусу, так что корпус может удерживаться сварщиком. Комплекс также содержит неплавящийся электрод для выполнения сварки TIG. Электрод присоединен к основному корпусу. Регулирующее устройство связано с электродом для перемещения электрода вперед / назад относительно основного корпуса сварочного инструмента. Блок управления также подключен к регулирующему устройству и выполнен с возможностью воздействия на регулирующее устройство для поддержания по существу постоянного расстояния между электродом и областью сварки.
Дополнительные подробности и конкретные варианты выполнения будут описаны со ссылкой на прилагаемые чертежи, на которых:
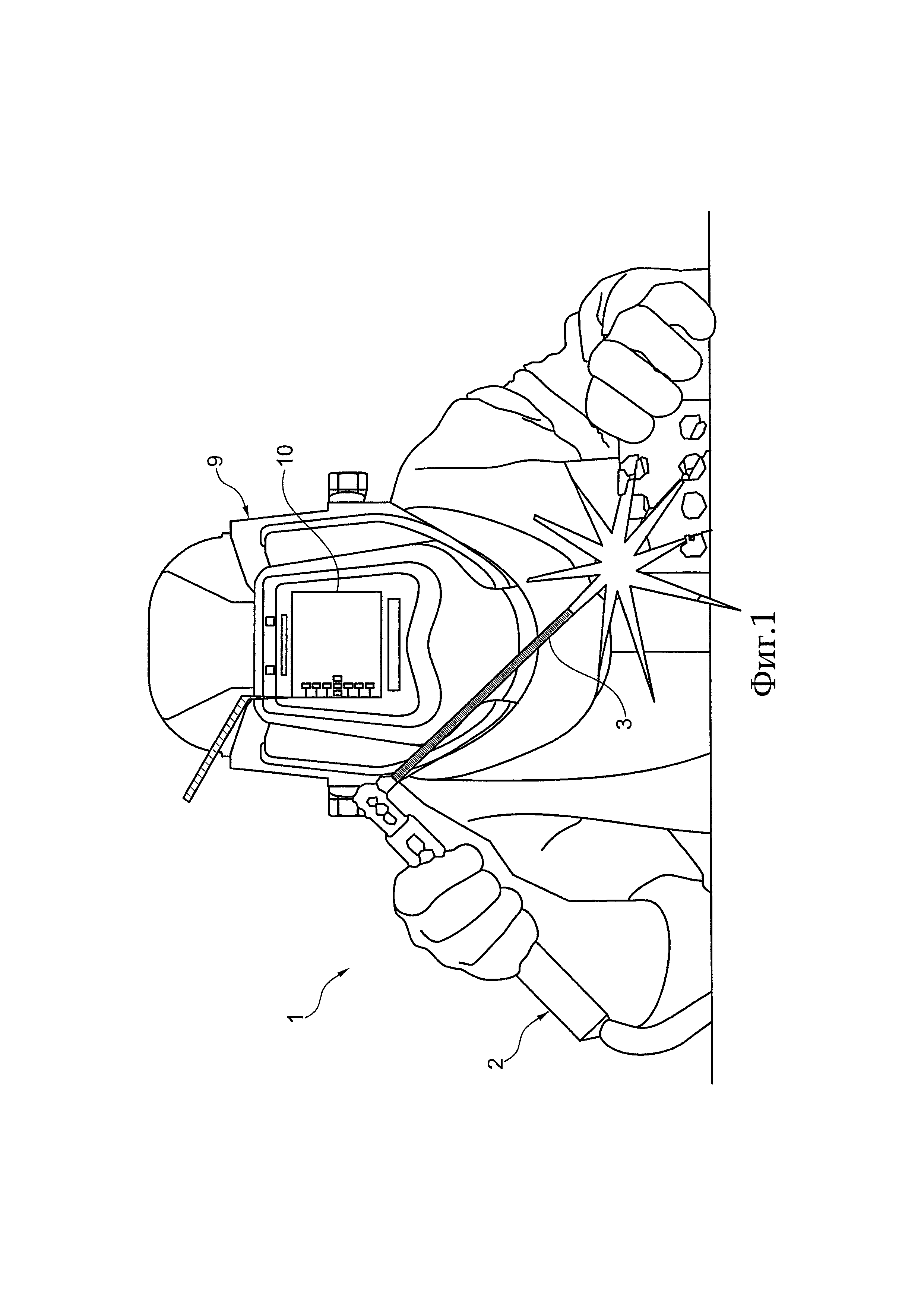
Фиг.1 изображает схематический вид комплекса для дуговой сварки, в соответствии с вариантом выполнения настоящего изобретения;
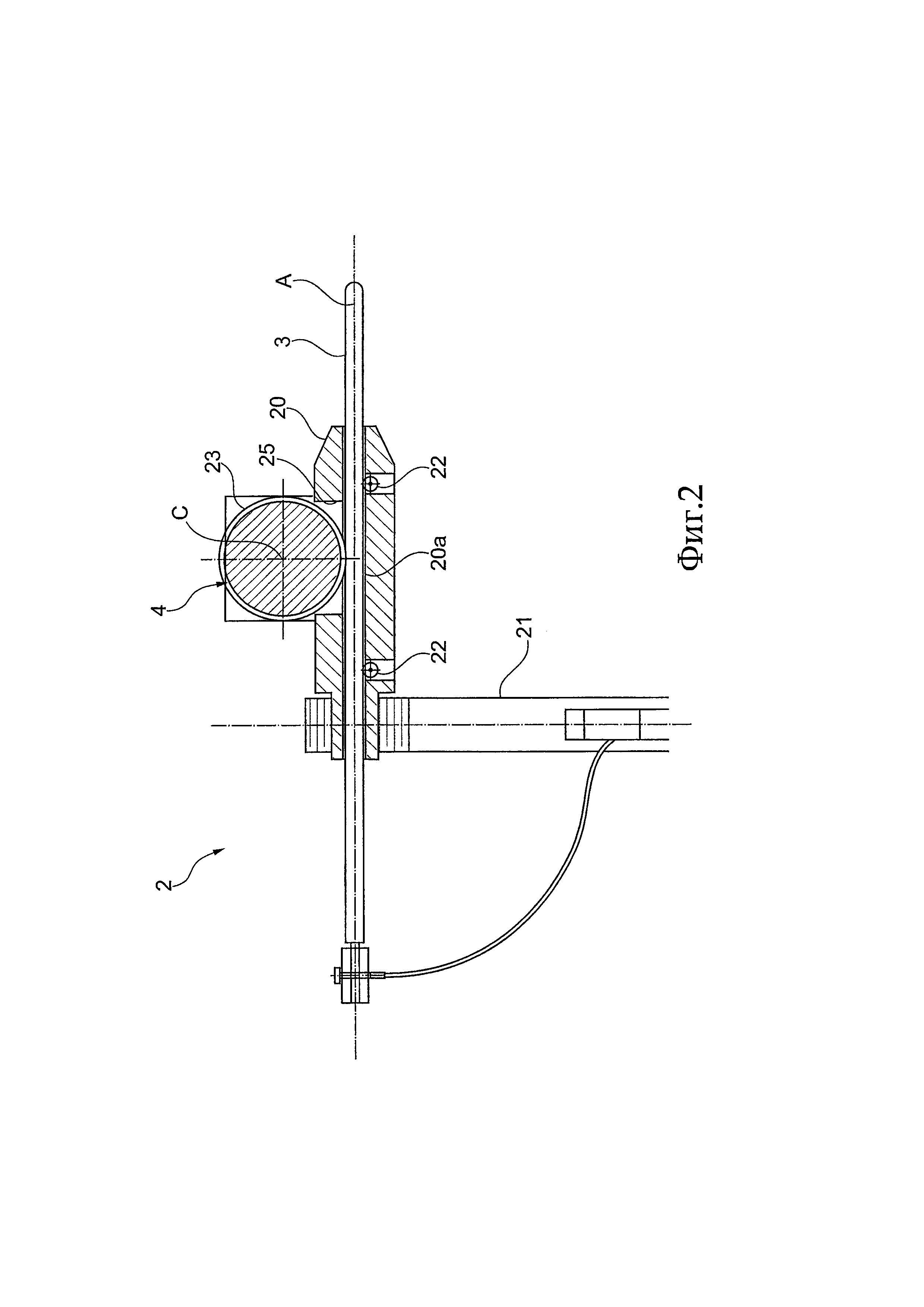
Фиг.2 изображает вид сбоку в разрезе компонента комплекса, показанного на Фиг.1;
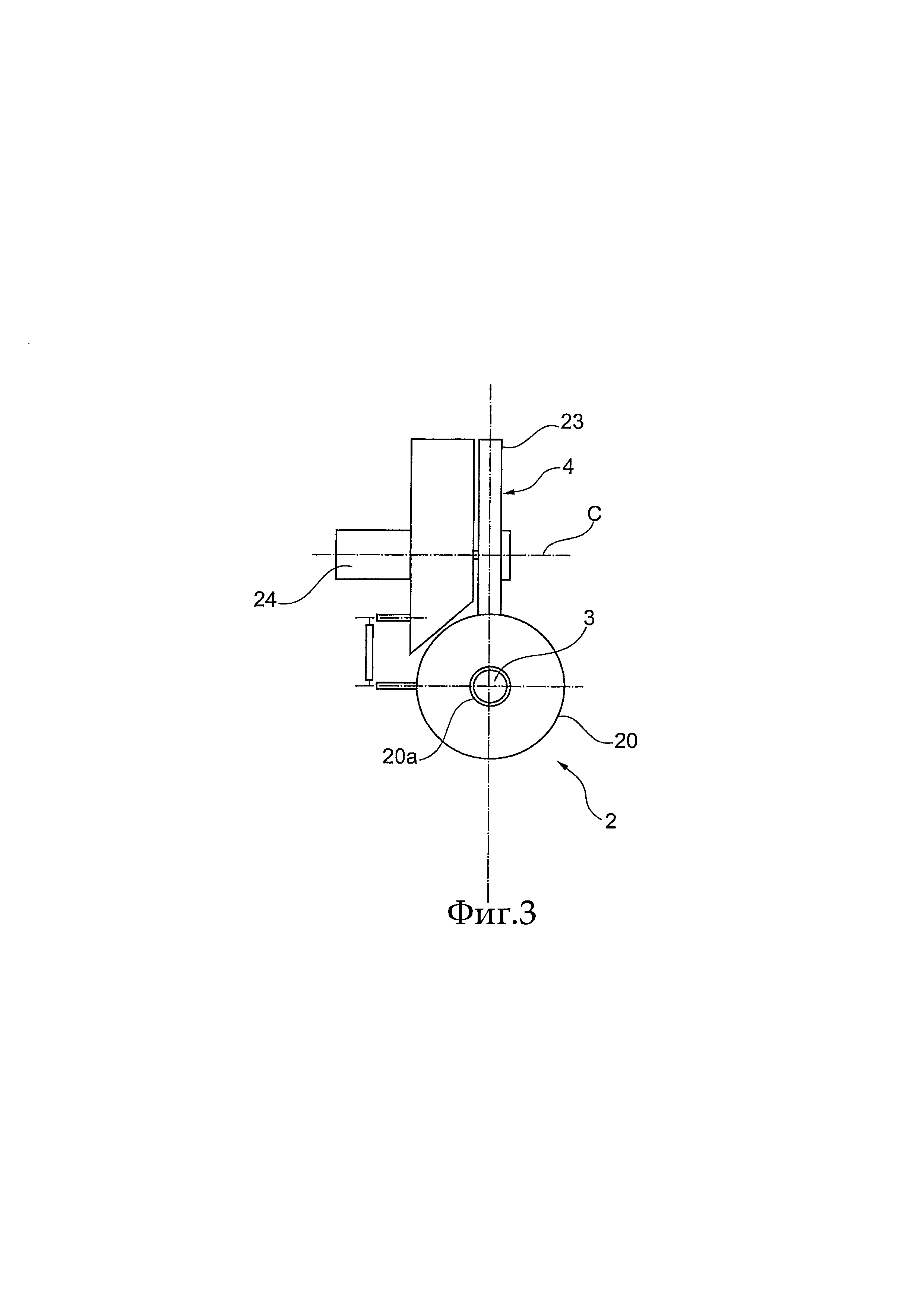
Фиг.3 изображает вид спереди в разрезе компонента, показанного на Фиг.2;
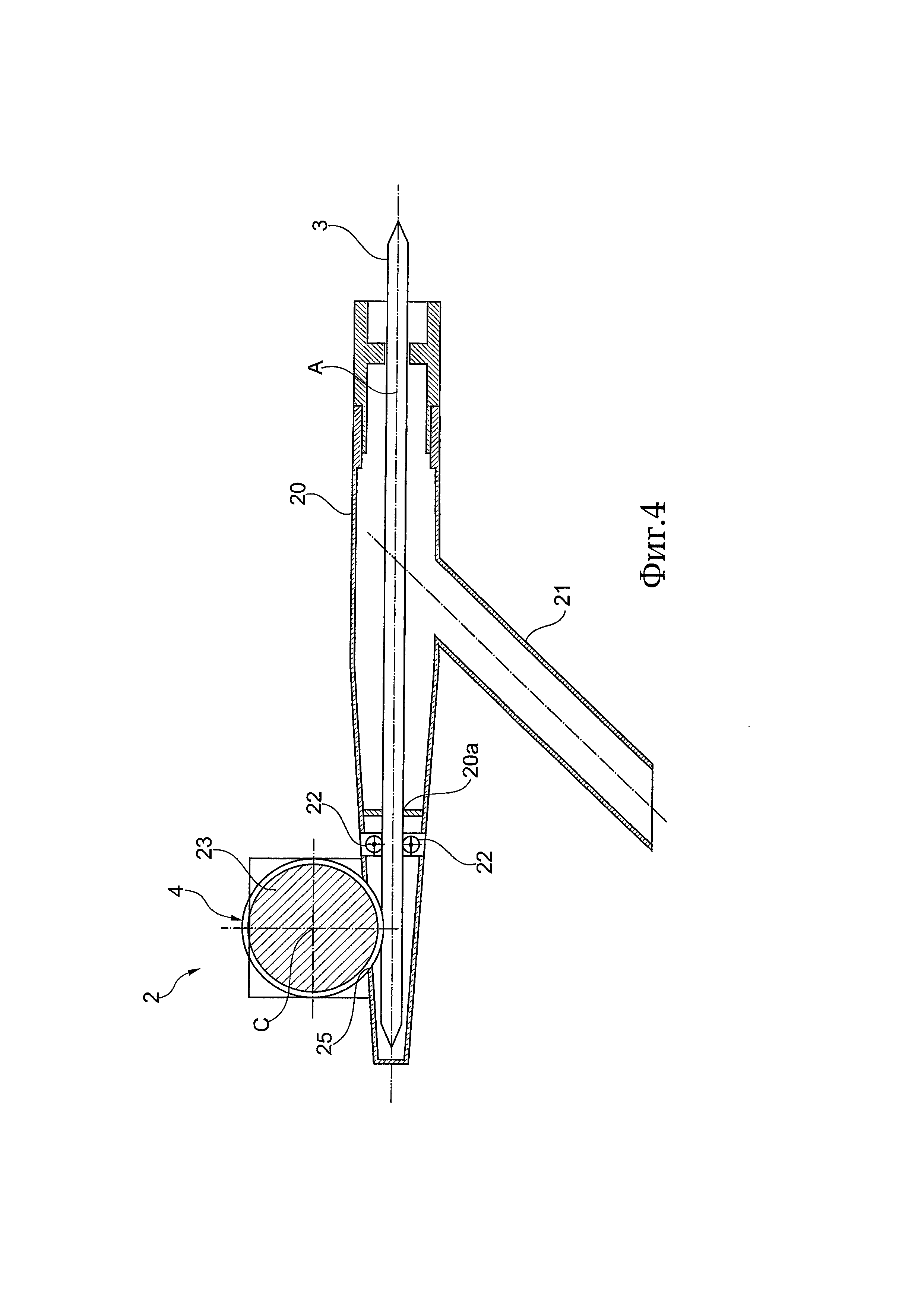
Фиг.4 изображает вид сбоку в разрезе компонента комплекса, показанного на Фиг.1, выполненного в соответствии с другим вариантом выполнения;
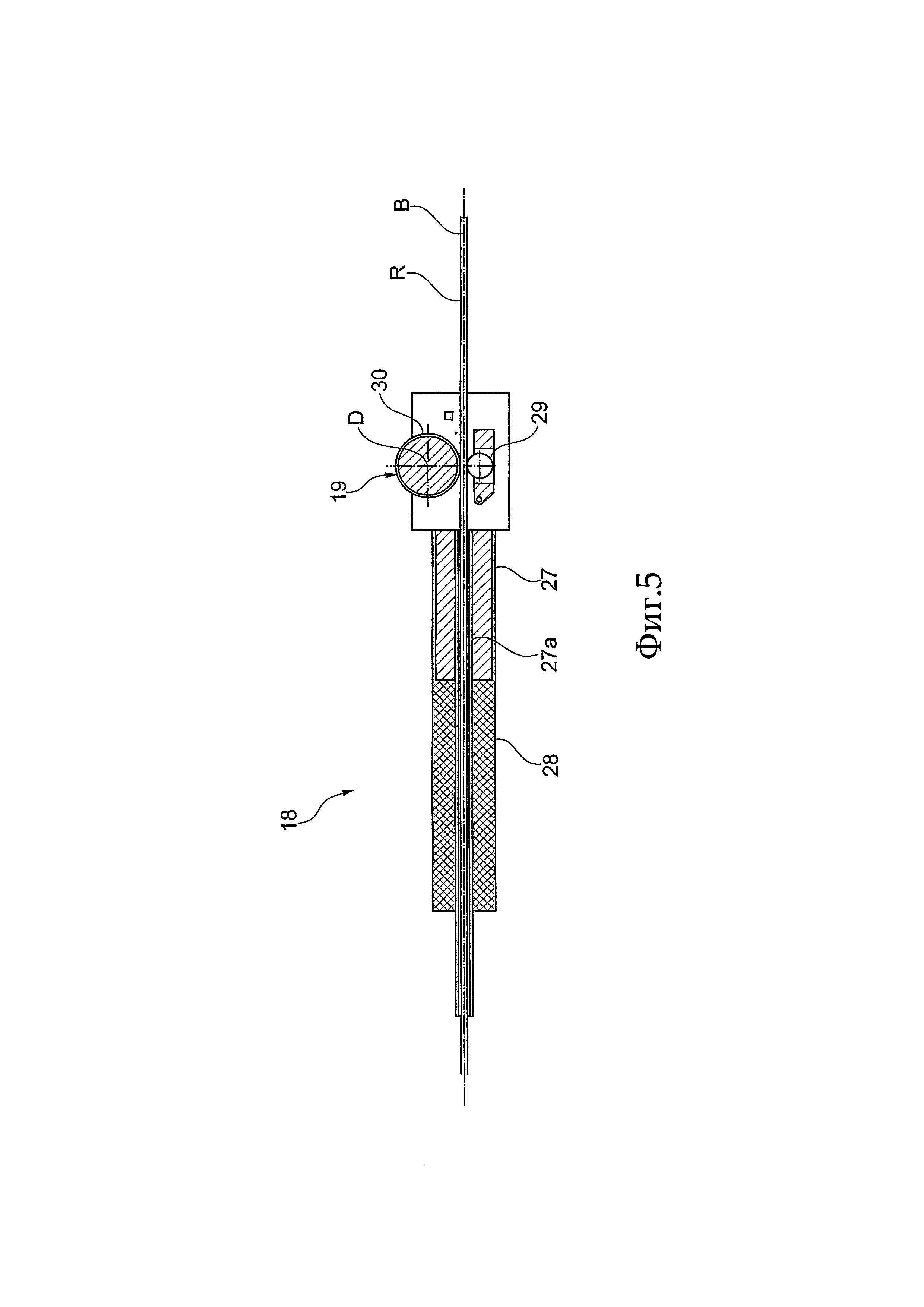
Фиг.5 изображает вид сбоку в разрезе управляющего устройства для выполнения сварки TIG, в соответствии с вариантом выполнения настоящего изобретения;
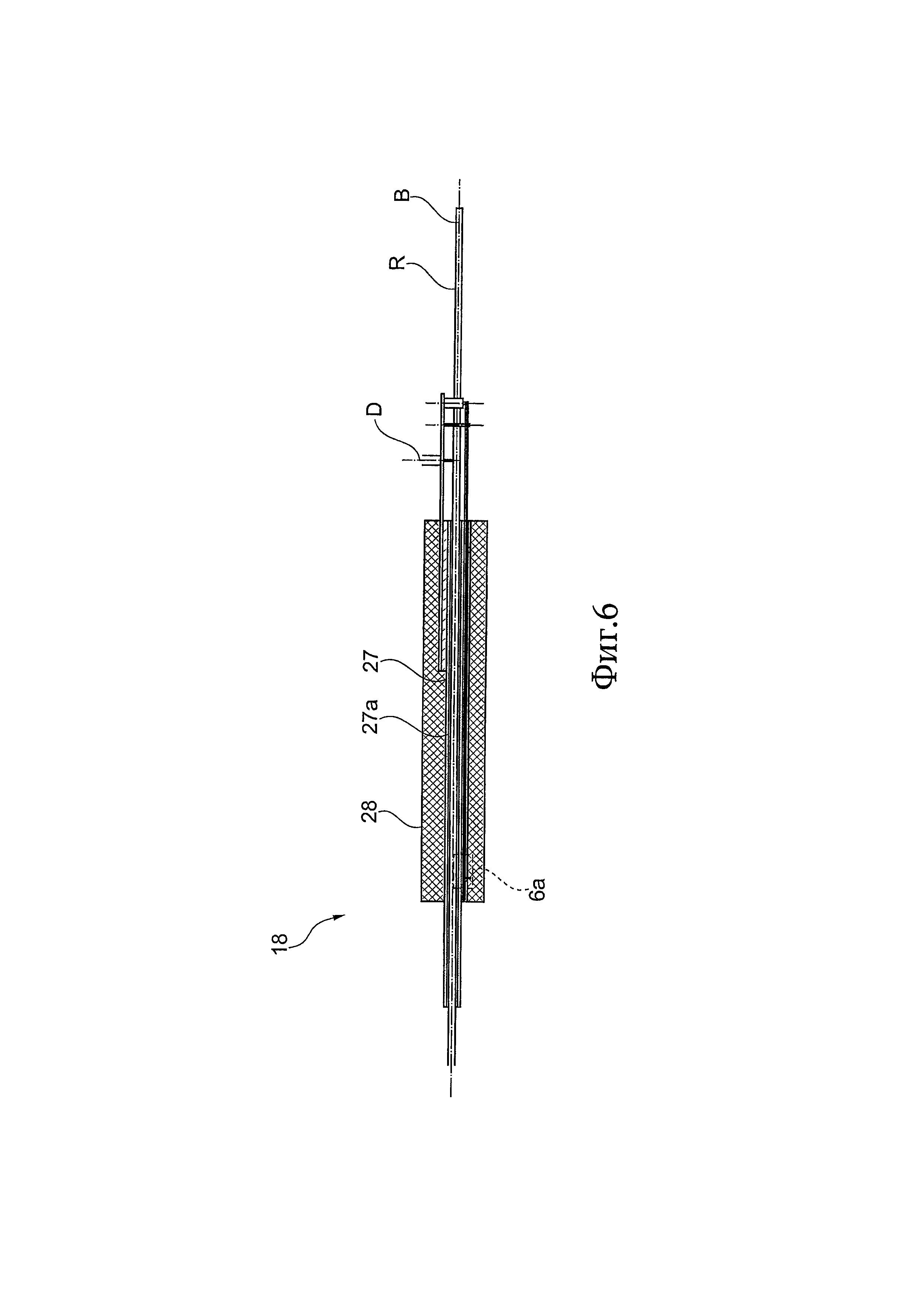
Фиг.6 изображает вид в разрезе управляющего устройства, показанного на Фиг.5;
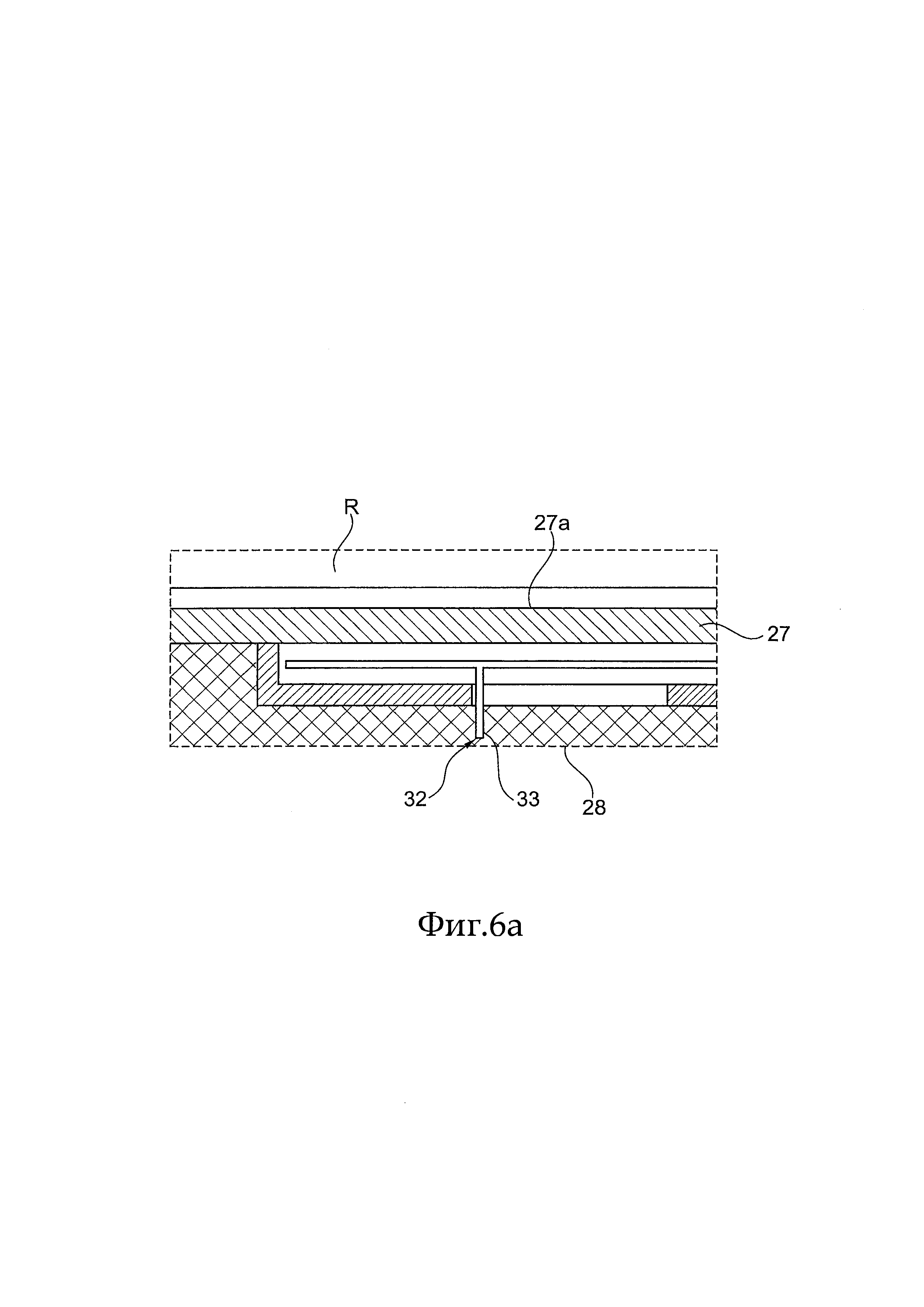
Фиг.6а изображает увеличенный вид детали, показанной на Фиг.6;
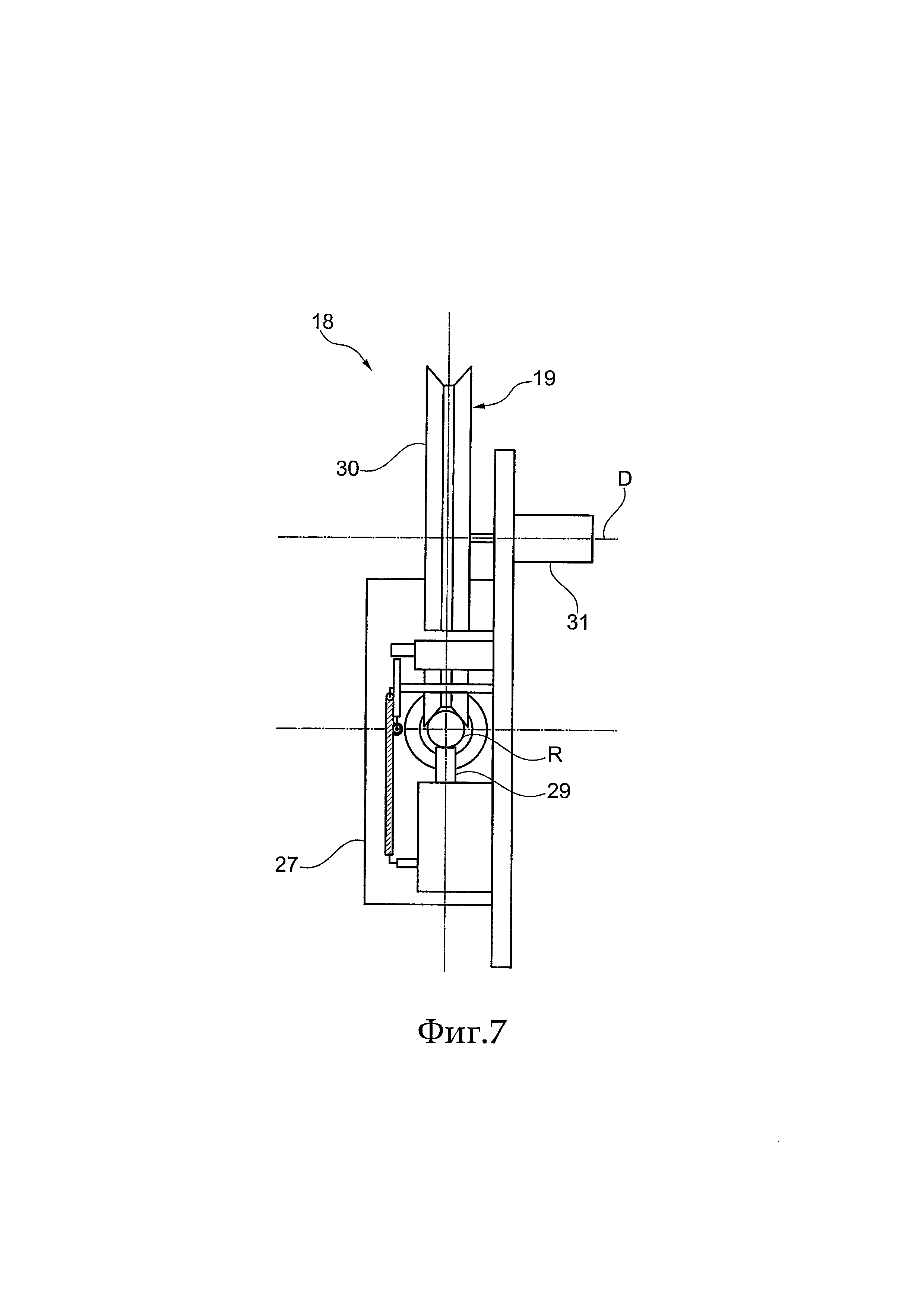
Фиг.7 изображает вид спереди управляющего устройства, показанного на Фиг.5 и 6;
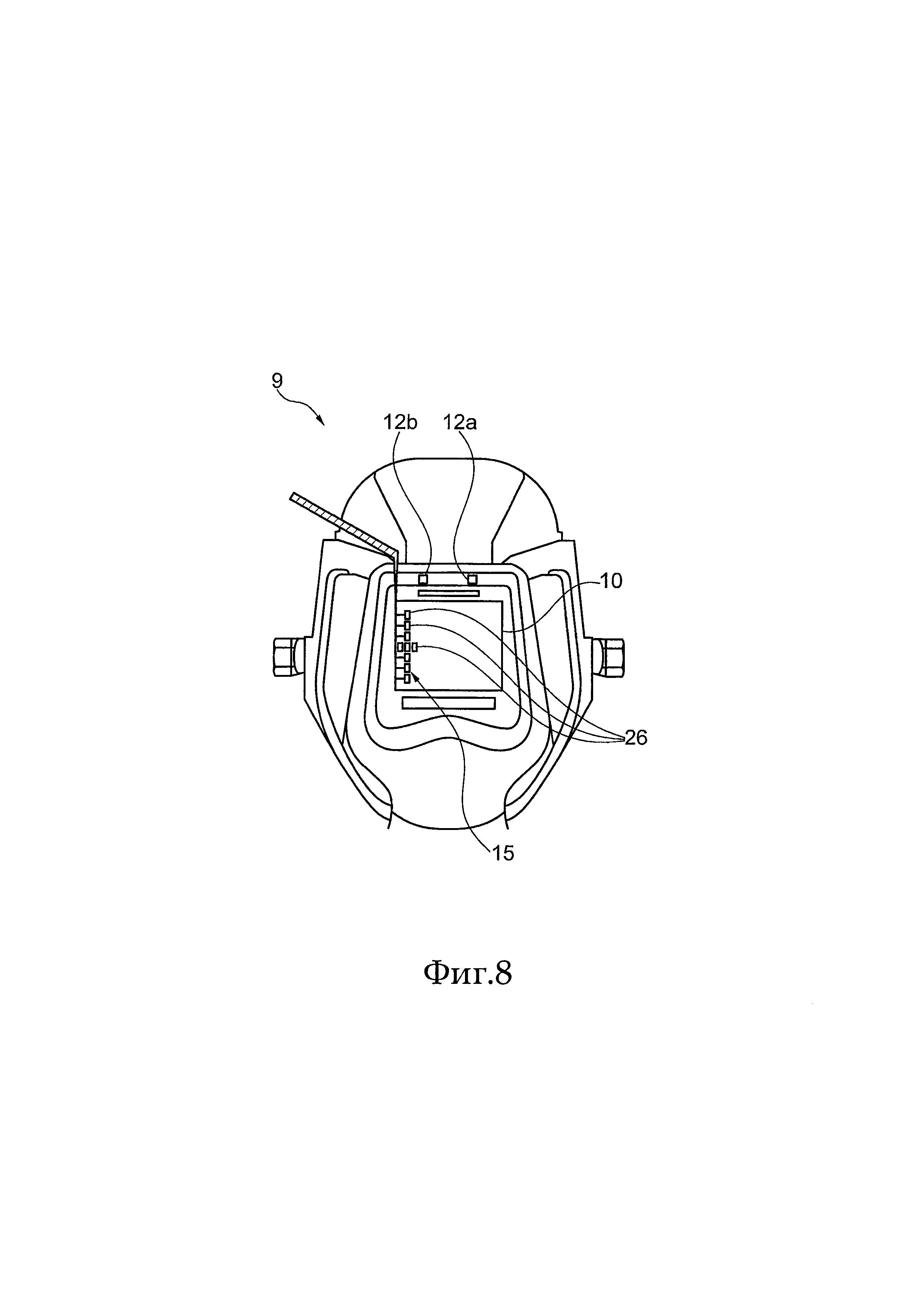
Фиг.8 изображает вид спереди другого компонента комплекса, показанного на Фиг.1; и
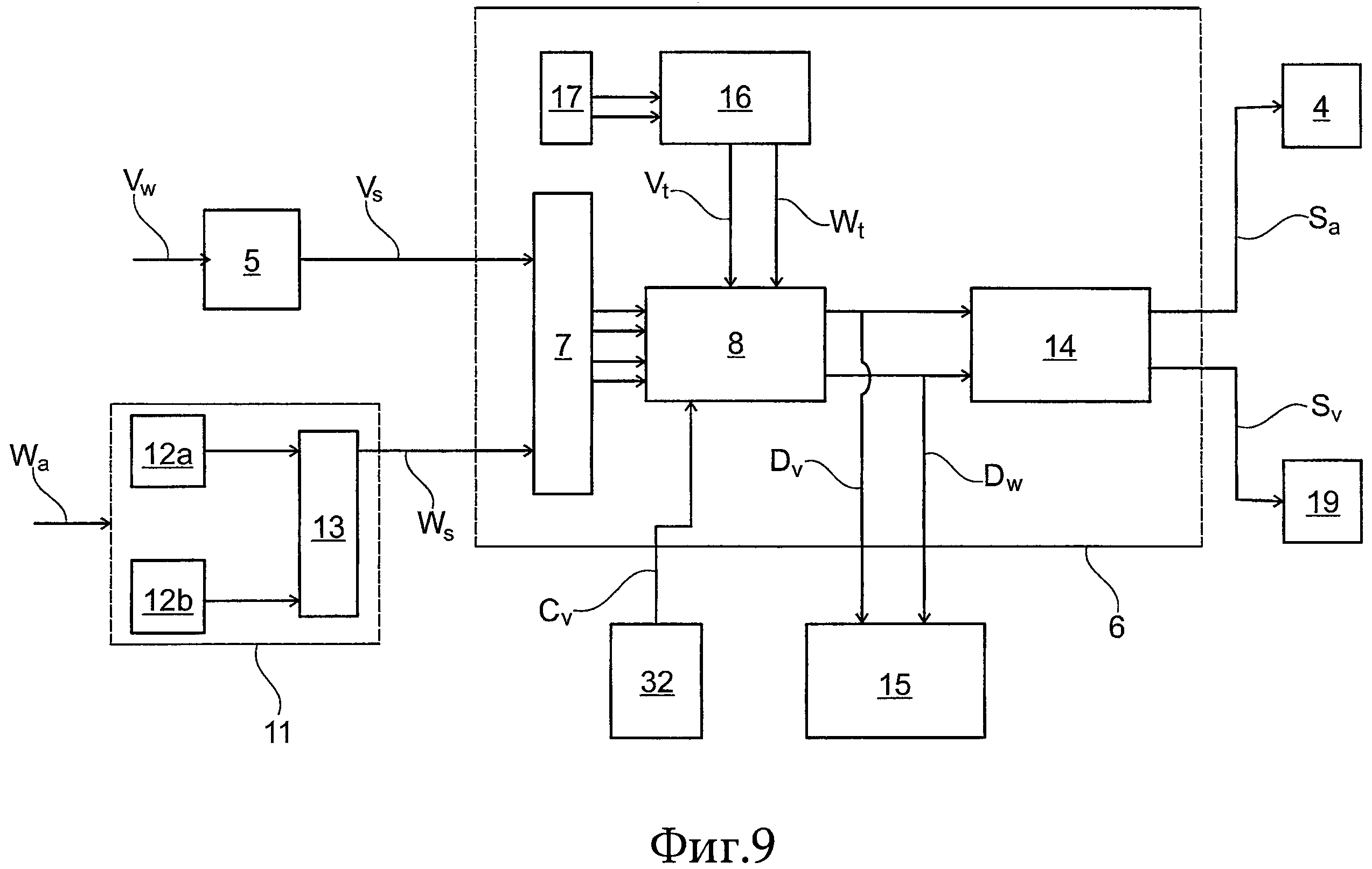
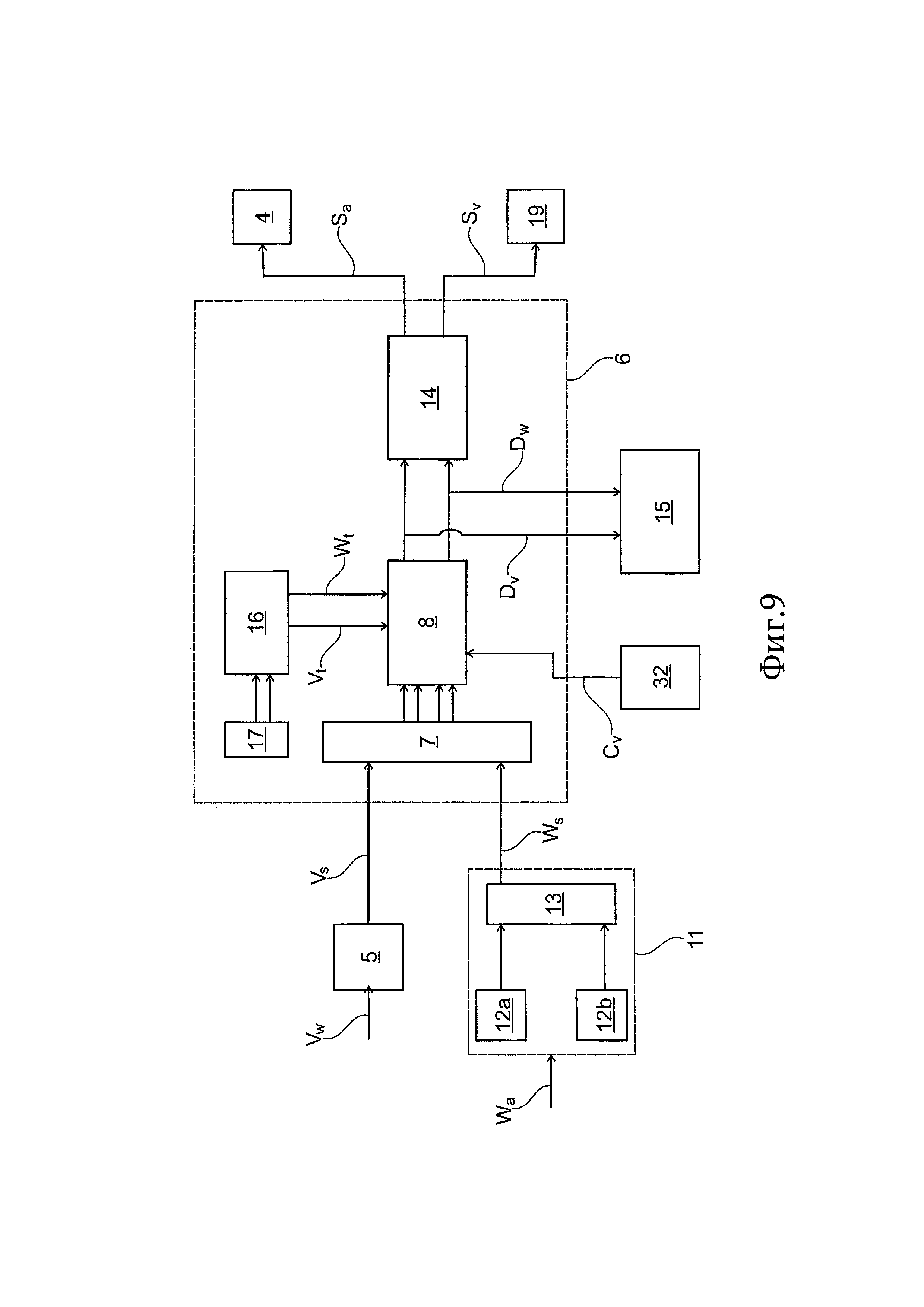
Фиг.9 иллюстрирует схематический вид, демонстрирующий работу комплекса, изображенного на Фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ
Нижеследующее описание иллюстративных вариантов выполнения относится к прилагаемым чертежам. Одни и те же номера позиций на разных чертежах обозначают одни и те же или похожие элементы. Нижеследующее подробное описание не ограничивает изобретение. Вместо этого, объем изобретения определяется прилагаемой формулой изобретения.
Ссылка во всем описании на «один вариант выполнения» или «вариант выполнения» означает, что конкретный признак, конструкция или характеристика, описанные в связи с вариантом выполнения, включены по меньшей мере в один вариант выполнения раскрытого объекта изобретения. Таким образом, появление фраз «в одном варианте выполнения» или «в варианте выполнения» в разных местах по всему описанию необязательно относится к одному и тому же варианту выполнения. Кроме того, конкретные признаки, конструкции или характеристики могут быть объединены любым подходящим способом в одном или нескольких вариантах выполнения.
Со ссылкой на прилагаемые чертежи, номером 1 позиции обозначен комплекс для дуговой сварки, выполненный в соответствии с вариантом выполнения настоящего изобретения.
Сварочный комплекс 1 содержит сварочный инструмент 2, который удерживается сварщиком.
Сварочный инструмент 2 содержит электрод 3. В первом варианте выполнения, который используется для выполнения сварки SMAW (дуговая сварка металлическим плавящимся электродом), как показано на Фиг.2 и 3, электрод 3 является плавящимся. Другими словами, в этом варианте выполнения электрод 3 становится наполнителем сварного шва. Во втором варианте выполнения, показанном на Фиг.4, электрод 3 является неплавящимся, поэтому он используется для выполнения сварки TIG (сварка вольфрамовым электродом в среде инертного газа).
С дополнительными деталями, сварочный инструмент 2 содержит основной корпус 20, выполненный с возможностью удержания электрода 3. Основной корпус 20 предпочтительно является аксиально-симметричным и проходит главным образом вдоль продольной оси «А». Рукоятка 21 для сварщика поддерживает основной корпус 20.
Основной корпус 20 имеет гнездо 20a, в котором установлен электрод 3. Как показано на Фиг.2 и 4, сварочный инструмент 2 имеет подшипники 22, которые присоединены к основному корпусу и расположены вблизи гнезда 20а так, что они могут поддерживать электрод 3 и позволяют ему перемещаться вперед и назад. Другими словами, электрод 3 может перемещаться вперед и назад внутри гнезда 20а путем скольжения на подшипниках 22.
Кроме того, сварочный инструмент 2 содержит регулирующее устройство 4, связанное с электродом 3, предназначенное для перемещения электрода вперед / назад относительно основного корпуса 20. Регулирующее устройство 4 содержит колесо 23, имеющее центральную ось «С», расположенную поперечно и, предпочтительно, перпендикулярно продольной оси «А» электрода 3, которая параллельна оси основного корпуса 20. Действительно, основной корпус 20 имеет отверстие 25, в которое вставлено колесо 24.
При работе обод колеса 23 находится в контакте с электродом 3, так что электрод 3 может перемещаться вдоль продольной оси «А» вращением колеса вдоль центральной оси «С». Регулирующее устройство 4 также содержит двигатель 24. Такой двигатель 24 предпочтительно является электрическим, более предпочтительно электромагнитным двигателем и установлен на колесе 23, чтобы приводить в действие колесо 23 и через него электрод 3.
С особой ссылкой на сварочный инструмент 2 SMAW, изображенный на Фиг.2, следует обратить внимание, что при использовании колесо 23 с течением времени продвигается вперед, так как электрод 3 во время сварки плавится. Следовательно, скорость вращения двигателя 24 обеспечивает общее движение вперед к электроду и изменяет скорость вращения, чтобы регулировать расстояние кончика электрода 3, как будет пояснено в следующей части описания.
С другой стороны, в сварочном инструменте 2 TIG, изображенном на Фиг.4, электрод 3 во время сварки не плавится. Поэтому колесо 23 перемещается только для регулировки расстояния от электрода 3.
Кроме того, в варианте выполнения, показанном на Фиг.4, имеется источник инертного газа (не показан на чертежах) для защиты рабочего конца электрода 3 и области сварки от атмосферного кислорода. Этот источник инертного газа сам по себе известен специалисту в данной области техники, поэтому он не будет подробно описан далее. Комплекс 1 содержит датчик 5 напряжения, который выполнен с возможностью измерения сварочного напряжения «Vw» между электродом 3 и областью сварки, которое зависит от расстояния между концом электрода, обращенным к заготовке, и областью сварки заготовки. Датчик 5 напряжения также выполнен с возможностью испускать сигнал «Vs» напряжения, который представляет собой значение сварочного напряжения «Vw». Такой датчик 5 напряжения может иметь любой тип, известный специалисту в данной области техники и, поэтому, не будет подробно описан далее.
Комплекс 1 также содержит блок 6 управления. В следующей части описания блок 6 управления описан путем его разделения на множество модулей. Такое подразделение выполняется исключительно для удобства описания и никоим образом не следует рассматривать как отражающее физическую конструкцию самого блока 6 управления. Скорее, каждый модуль может быть реализован в виде электронной схемы с подходящей аппаратной реализацией, в виде программной процедуры, подпрограммы или библиотеки или и того и другого. Каждый модуль может находиться на локальном устройстве или может быть распределен по сети. Кроме того, модули могут сообщаться друг с другом либо с помощью соответствующего проводного или беспроводного протокола.
Блок 6 управления содержит модуль 7 сбора данных, который выполнен с возможностью приема вышеупомянутого сигнала «Vw» напряжения.
Блок 6 управления также содержит модуль 16 памяти, который выполнен с возможностью хранения заданного значения «Vt» напряжения.
Блок 6 управления также содержит модуль 17 ввода, выполненный с возможностью установки заданного значения «Vt» напряжения в указанном модуле 16 памяти. В конкретном варианте выполнения изобретения модуль 17 ввода может быть считывателем QR-кода. Таким образом, напряжение «Vt», а также любой другой параметр, относящийся к процессу сварки, может считываться модулем 17 ввода в виде закодированного QR-кода с соответствующим кодированием.
Блок 6 управления также содержит процессорный модуль 8, который выполнен с возможностью вывода функции управляющего сигнала «Sa», по меньшей мере сигнала «Vs» напряжения. Кроме того, процессорный модуль 8 выполнен с возможностью получения установочного значения «Vt» напряжения и сравнения его со значением «Vw» напряжения сварки. Управляющий сигнал «Sa», следовательно, по меньшей мере частично, связан с результатом такого сравнения. С дополнительными деталями процессорный модуль 8 может быть запрограммирован с помощью логики PID (пропорциональная, интегральная и производная). Поэтому управляющий сигнал «Sa» может быть суммой части, прямо пропорциональной разности между «Vw» и Vt », части, пропорциональной производной такой разности, и части, пропорциональной интегралу от такой разности. В зависимости от выбранной стратегии управления, может использоваться любая возможная комбинация. Процессорный модуль 8 также может быть выполнен с возможностью подачи сигнала «Dv» разности напряжений, представляющего собой результат разности между «Vw» и «Vt».
Блок 6 управления также содержит исполнительный модуль 14, подключенный к регулирующему устройству 4. Исполнительный модуль 14 выполнен с возможностью управления регулирующим устройством 4, как указывается управляющим сигналом «Sa». В частности, исполнительный модуль 14 управляет двигателем 24, который вращает колесо 23. Необязательно, сварочный комплекс также содержит сварочную маску 9. Такая сварочная маска 9 выполнена с возможностью ношения сварщиком во время процесса сварки, в качестве стандартной защитной маски. В частности, сварочная маска 9 содержит затемненное окно 10, через которое сварщик может наблюдать процесс сварки, не ослепляясь ярким светом.
Кроме того, сварочная маска 9 имеет датчик 11 скорости сварки. Датчик 11 скорости сварки выполнен с возможностью определения скорости «Wa» сварки и для испускания сигнала «Ws» скорости сварки, представляющего собой значение скорости «Wa» сварки.
В соответствии с предпочтительным вариантом выполнения изобретения, датчик 11 скорости сварки содержит первый оптический датчик 12а. Первый оптический датчик 12а, в частности, выполнен так, что во время сварки он обращен к области сварки. Как показано на Фиг.8, первый оптический датчик предпочтительно расположен на наружной поверхности сварочной маски 9, предпочтительно над затемненным окном 10. Датчик 11 скорости сварки предпочтительно также содержит датчик 12b системы отсчета. Этот датчик 12b системы отсчета может быть любым датчиком, который способен обнаруживать движение в пределах фиксированной системы отсчета. Например, датчик 12b системы отсчета может быть инерционным датчиком, расположенным в любой точке сварочной маски 9.
Более подробно, в варианте выполнения, показанном на Фиг.8, датчик 12b системы отсчета является вторым оптическим датчиком. Таким образом, датчик 12b системы отсчета предпочтительно расположен так, что он обращен к фиксированной системе отсчета в окружающей среде, например, к части заготовки из области сварки, и предпочтительно расположен рядом с первым оптическим датчиком 12а. В предпочтительном варианте выполнения изобретения датчики 12a, 12b представляют собой передающие изображение камеры.
С дополнительными деталями, первый оптический датчик 12а выполнен с возможностью измерения скорости сварочной ванны относительно себя. Кроме того, датчик 12b системы отсчета выполнен с возможностью измерения скорости вышеупомянутой фиксированной системы отсчета. В соответствии с первым вариантом выполнения, датчик 11 скорости сварки также содержит модуль 13 вычисления скорости, который выполнен с возможностью вычисления скорости «Wa» сварки как разности между скоростями, измеренными вторым 12b и первым 12а оптическими датчиками. В качестве альтернативы, как первый оптический датчик 12a, так и датчик 12b системы отсчета передают соответствующие скорости в блок 6 управления, в частности, в модуль 14 сбора данных.
Процессорный модуль 8 также выполнен с возможностью вычисления разности скоростей между скоростью «Wa» сварки и заданным значением «Wt» скорости, причем указанный процессорный модуль 8 выполнен с возможностью излучения сигнала «Dw» разности скоростей, представляющего собой результат разности скоростей.
Необязательно, сварочная маска 9 содержит устройство 15 визуализации. Такое устройство 15 визуализации выполнено с возможностью легкой визуализации сварщиком во время процесса сварки. Как показано на Фиг.1 и 8, устройство 15 визуализации предпочтительно помещают внутри сварочной маски 9, предпочтительно на одной стороне затемненного окна 10.
Более подробно, устройство 15 визуализации выполнено с возможностью получения вышеупомянутого сигнала «Dw» разности скоростей, демонстрируя, тем самым, разность скоростей сварщику. Аналогичным образом, устройство 15 визуализации может быть выполнено с возможностью получения упомянутого выше сигнала «Dv» разности напряжений и отображения разности напряжений сварщику.
Предпочтительно, устройство 15 визуализации может быть выполнено с возможностью отображения рабочего параметра процесса сварки, такого как напряжение (V), ток (A), скорость (W) сварки, соответственно, между электродом и областью сварки, или их комбинацию. Как схематично показано на Фиг.8, устройство визуализации содержит несколько светодиодов 26. Эти светодиоды предпочтительно расположены в крестообразной конфигурации и выполнены таким образом, чтобы указывать, должен ли сварщик продвигаться быстрее или медленнее, или должен ли он приближаться или удаляться от области сварки.
Со ссылкой конкретно на Фиг.5 и 6, комплекс 1 также может содержать управляющее устройство 18 для присадочного стержня «R». Управляющее устройство 18 содержит подающее устройство 19, выполненное с возможностью продвижения присадочного стержня «R» во время сварки.
С дополнительными деталями, управляющее устройство 18 содержит основной корпус 27, выполненный с возможностью поддержки присадочного стержня «R». Основной корпус 27 предпочтительно является аксиально-симметричным и проходит главным образом вдоль продольной оси «В». Рукоятка 28 для сварщика присоединена к основному корпусу 27. Предпочтительно, рукоятка 28 окружает основной корпус 27 управляющего устройства 18.
Основной корпус 27 имеет центральное гнездо 27а, в которое помещен присадочный стержень «R». Как показано на Фиг.5, управляющее устройство 18 имеет подшипники 29, которые присоединены к основному корпусу 27 и расположены вблизи центрального гнезда 27а для поддержки присадочного стержня «R» и обеспечения его перемещения вперед / назад. Другими словами, стержень «R» может перемещаться вперед / назад внутри гнезда 27a путем скольжения на подшипниках 29.
Подающее устройство 19 содержит колесо 30, имеющее центральную ось «D», расположенную поперек и, предпочтительно, перпендикулярно продольной оси «B» основного корпуса 27.
При работе обод колеса 30 находится в контакте с присадочным стержнем «R» так, что он может перемещаться вдоль продольной оси «B» путем вращения колеса 30 вдоль центральной оси «D». Подающее устройство 19 также содержит двигатель 31. Такой двигатель 31 предпочтительно является электрическим и установлен на колесе 30, чтобы приводить в действие присадочный стержень «R».
В альтернативном варианте выполнения, не показанном на чертежах, подающее устройство 19 содержит электромагнитное приводное устройство для присадочного стержня «R» вместо колеса 30 и двигателя 31.
Если используется управляющее устройство 18, процессорный модуль 8 может быть выполнен с возможностью излучения сигнала «Sv» скорости подачи к исполнительному модулю 14. Сигнал «Sv» скорости подачи предпочтительно пропорционален значению «Fv» скорости подачи. Таким образом, исполнительный модуль 14 также выполнен с возможностью управления работой подающего устройства 19 управляющего устройства 18, как предписывается сигналом «Sv» скорости подачи.
Кроме того, как показано на Фиг.6а управляющее устройство 18 содержит управляющий интерфейс 32, связанный с процессорным модулем 8. Управляющий интерфейс 32 выполнен с возможностью испускания командного сигнала «Cv» в процессорном модуле 8 так, что сварщик может увеличивать или уменьшить сигнал «Sa» скорости подачи.
Дополнительно, управляющий интерфейс 32 содержит кнопку 33, расположенную на рукоятке 28. В частности, кнопка 33 позволяет сварщику непрерывно регулировать скорость подачи. Однако, кнопка 33 выполнена так, чтобы обеспечивать осязательную обратную связь в виде «щелчков» с заданными интервалами, чтобы сварщик мог быть осведомлен с определенной точностью о том, что скорость подачи увеличивается или уменьшается вручную.
Лопастное колесо с защитными элементами и центробежный компрессор
Рабочее колесо центробежного компрессора, лопатки которого имеют непрямолинейную переднюю кромку, и соответствующий способ проектирования
Центробежные компрессоры со встроенным промежуточным охлаждением
Способ предотвращения коррозии узла вала с рабочим колесом турбомашины
Внутренний корпус с активной и реактивной ступенями для паротурбинного двигателя
Уплотнительное устройство для турбомашин
Способ изготовления компонента турбомашины
Многоточечная система крепления для вращающихся машин
Способ полировки деталей аэродинамических устройств
Лопатка для турбомашины, содержащая аэродинамическую часть, способ изготовления такой лопатки и турбомашина, содержащая такие лопатки
Сварочный инструмент для выполнения дуговой сварки металлическим плавящимся электродом (smaw) или дуговой сварки металлическим плавящимся электродом в среде инертного газа (mig) с поддержанием постоянного расстояния между электродом и областью сварки

