Результат интеллектуальной деятельности: Способ предотвращения коррозии узла вала с рабочим колесом турбомашины
Вид РИД
Изобретение
Изобретение относится к способу предотвращения коррозии узла вала с рабочим колесом турбомашины. Способ по изобретению можно с успехом применять для предотвращения коррозии в компоненте турбомашины, работающей под водой, на суше или в прибрежных водах. В последующем описании изобретения ссылка конкретно на центробежный компрессор будет сделана исключительно для простоты описания; таким образом, не предполагают каких-либо ограничений в отношении возможности применения данного изобретения.
При создании компонентов, работающих под водой, на суше или в прибрежных водах, обычно применяют такие материалы, как углеродистая сталь, низколегированная сталь и нержавеющая сталь. Если такая окружающая среда включает влажный диоксид углерода (СО2) и/или влажный сульфид водорода (H2S), углеродистая сталь и низколегированная сталь будут подвергаться коррозионным разрушениям. Кроме того, если такие среды содержат хлориды, то нержавеющая сталь будет подвергаться воздействию питтинговой коррозии.
Способ предотвращения коррозии узла вала с рабочим колесом турбомашины известен на существующем уровне техники. Действительно, узел вала с рабочим колесом турбомашины может быть изготовлен из коррозионностойкого сплава, например, из нержавеющей стали или никелевого сплава. Это делают, если предполагают, что турбомашина будет работать в коррозионной среде.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Недостаток вышеописанного существующего уровня техники заключается в том, что он влечет за собой значительные затраты, поскольку коррозионностойкие сплавы являются значительно более дорогими, чем низколегированная сталь.
Таким образом, первый аспект изобретения направлен на способ предотвращения коррозии узла вала с рабочим колесом турбомашины, который включает стадию посадки рабочего колеса на вал, с образованием узла вала с рабочим колесом. На первую заданную поверхность рабочего колеса и вторую заданную поверхность вала наносят покрытие. После этой стадии нанесения покрытия на узел наносят металлическое покрытие, путем погружения его в ванну для нанесения металлического покрытия. Это позволяет успешно нанести, методом напыления или нанесения металлического покрытия электролитическим способом, покрытие на поверхность, которая является труднодоступной, когда рабочее колесо посажено на вал.
Этот способ обладает также тем преимуществом, что он позволяет создать узел вала с рабочим колесом для эксплуатации в коррозионной среде, не прибегая к дорогостоящим сплавам. Действительно, на детали наносят покрытие, помещая их в ванну для нанесения металлического покрытия. Компоненты покрывают также по поверхностям, которые в собранном состоянии находятся внутри зазоров или в других местах, труднодоступных для раствора для нанесения покрытия, находящегося в ванне. Таким образом, между нанесением покрытия и нанесением металлического покрытия узел в целом защищен от коррозии, и его можно изготовить из низколегированной или углеродистой стали.
В другом аспекте изобретения стадию нанесения металлического покрытия проводят посредством нанесения никелевого покрытия химическим путем. Предпочтительно, чтобы такое нанесение металлического покрытия проводили на узле в целом, так как в случае вышеупомянутого способа предотвращают нарушение металлического покрытия в ходе сборки. Такое нарушение могло бы произойти, если бы нанесение металлического покрытия проводили на рабочем колесе и валу по-отдельности, поскольку для проведения стадии сборки одну из этих деталей необходимо нагреть.
С дополнительными подробностями и конкретными примерами воплощения можно ознакомиться на прилагаемых чертежах, в которых:
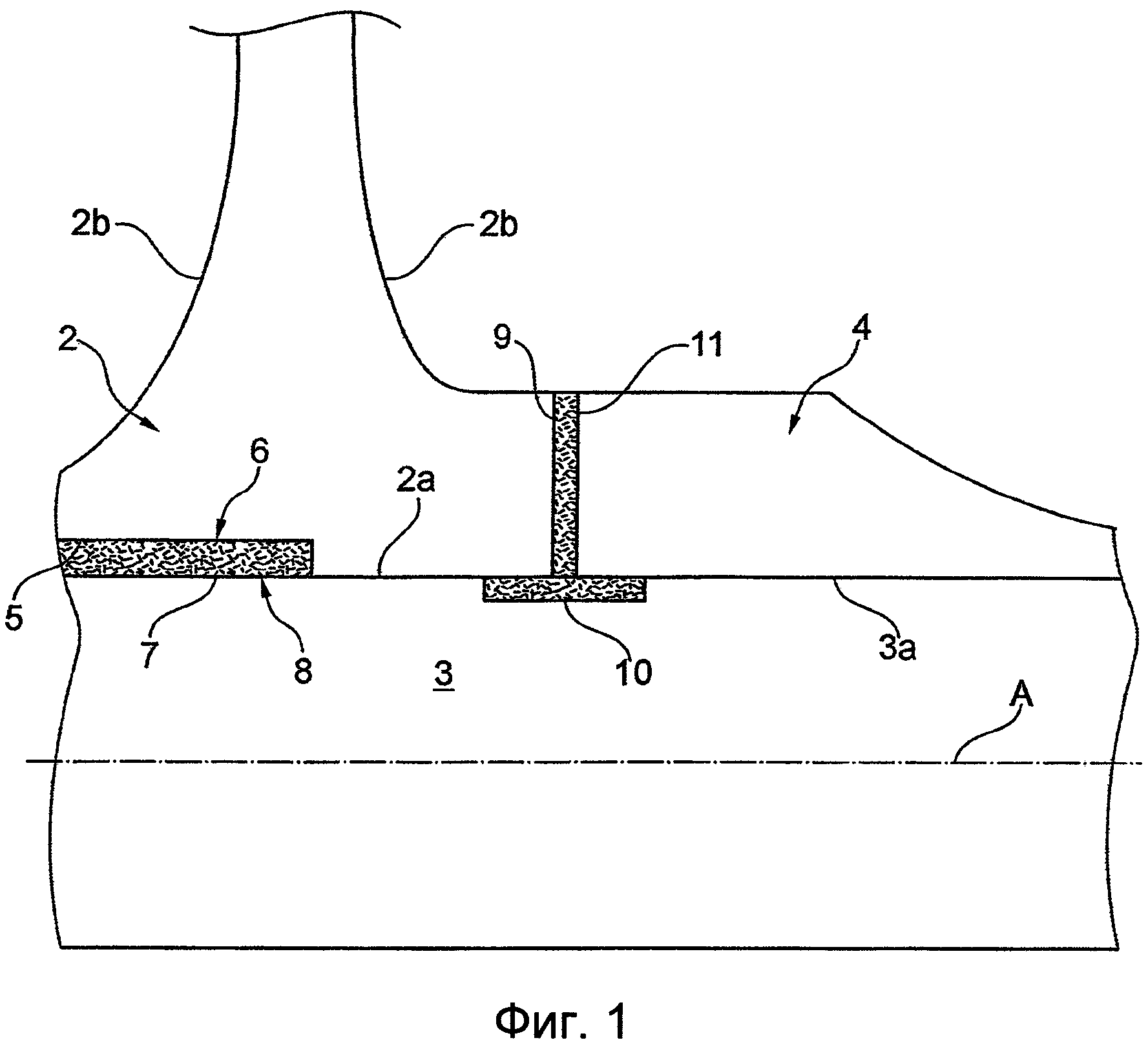
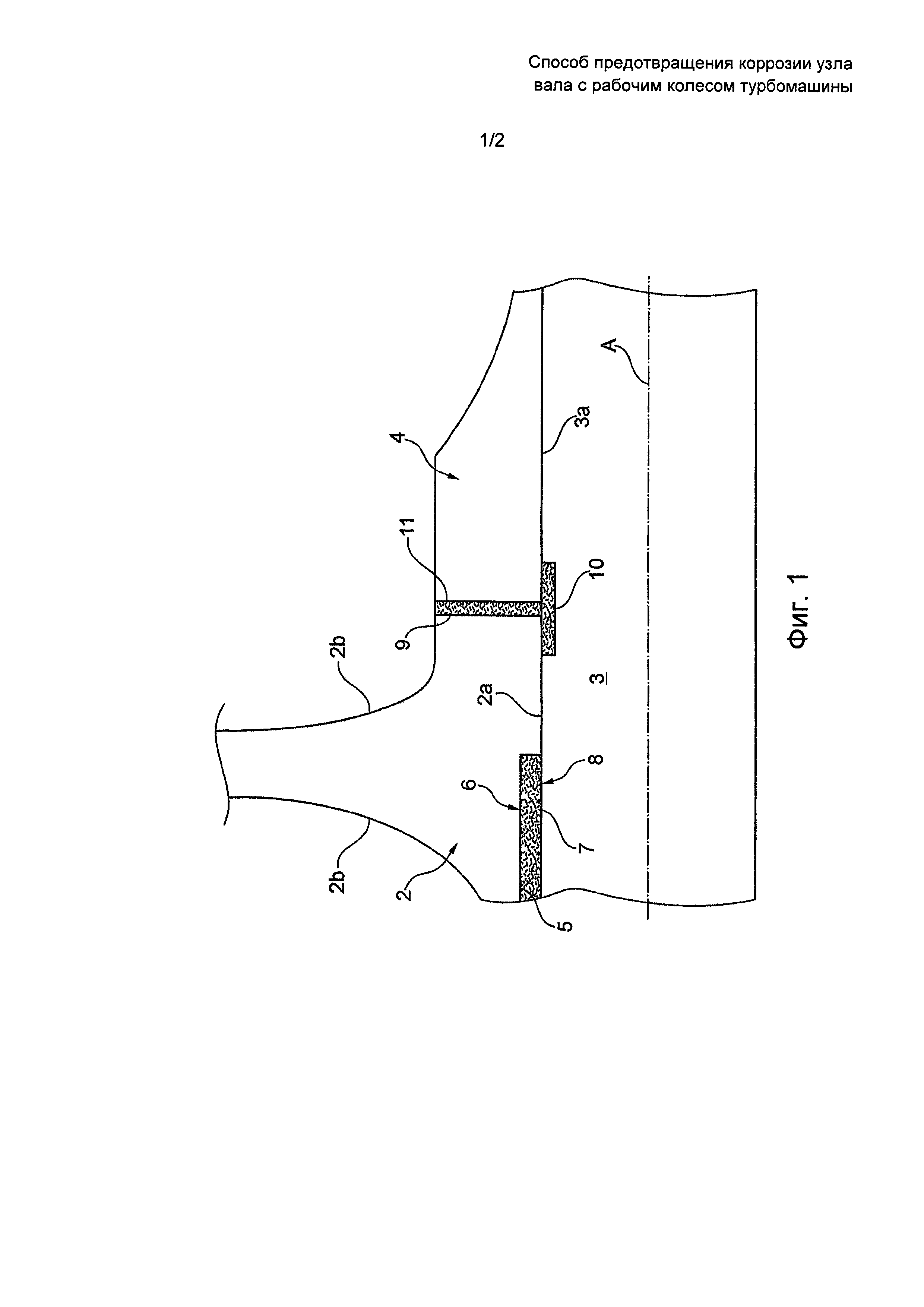
- Фиг. 1 представляет собой схематичное изображение вида сбоку в разрезе узла вала с рабочим колесом согласно одному из примеров воплощения изобретения; и
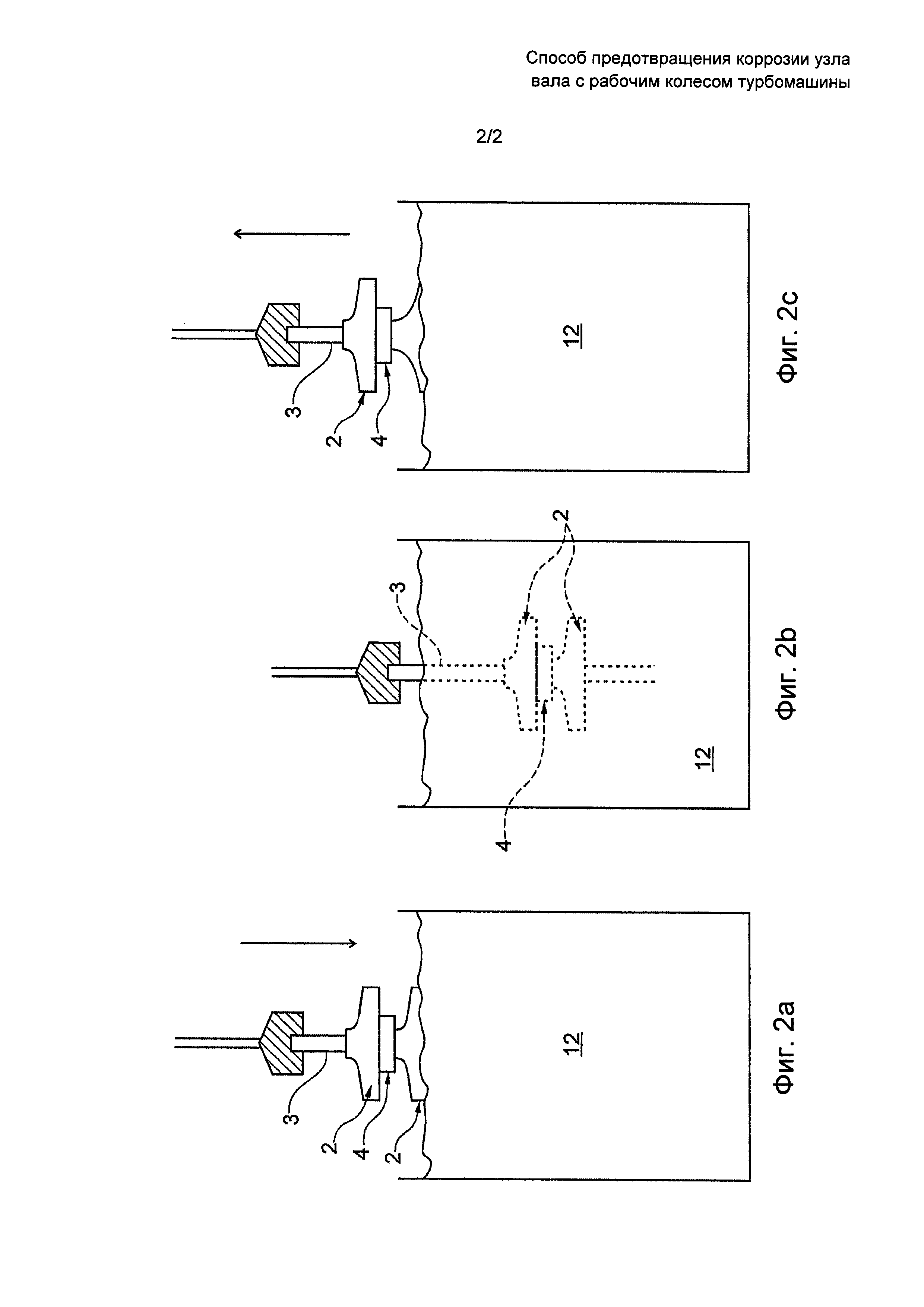
- Фиг. 2а, 2b и 2с представляют собой схематичные виды соответствующих стадий способа предотвращения коррозии узла вала с рабочим колесом согласно одному из примеров воплощения изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В последующем описании примеров воплощения ссылаются на прилагаемые чертежи. Одинаковые численные позиции на разных чертежах обозначают одни и те же или сходные элементы. Последующее подробное описание не ограничивает изобретение. Напротив, объем изобретения определяет прилагаемая формула изобретения.
Сделанная по ходу описания ссылка на «один из примеров воплощения» или «какой-либо пример воплощения» означает, что какая-то конкретная отличительная особенность, структура или характеристика, описанная в связи с одним из примеров воплощения, включена по меньшей мере в один пример воплощения раскрытого объекта изобретения. Таким образом, появление фраз «в одном из примеров воплощения» или «в каком-либо примере воплощения» в различных местах по ходу описания не обязательно относится к одному и тому же примеру воплощения. Кроме того, конкретные отличительные особенности, структуры или характеристики можно комбинировать любым подходящим образом, в одном или в большем количестве примеров воплощения.
Таким образом, способ предотвращения коррозии узла вала с рабочим колесом турбомашины будет описан со ссылкой на прилагаемые чертежи, в которых узел вала с рабочим колесом обозначены номером 1.
Узел 1 вала с рабочим колесом включает вал 3. Вал является по существу цилиндрическим и имеет боковую поверхность 3а.
Узел 1 вала с рабочим колесом включает также рабочее колесо 2, посаженное на вал 3. Более конкретно, рабочее колесо 2 расположено соосно относительно вала 3. Таким образом, узел 1 вала с рабочим колесом имеет центральную ось «А», которая определяет ось вращения для вала 3 и для рабочего колеса 2. Кроме того, рабочее колесо 2 имеет внутреннюю поверхность 2а, которая при эксплуатации обращена к валу 3. Действительно, большая часть внутренней поверхности 2а рабочего колеса 2 фактически находится в контакте с валом 3. Рабочее колесо 2 также имеет внешнюю поверхность 2b, обращенную наружу по отношению к валу 3. В случае работы в химически агрессивной среде как внутреннюю 2а, так и внешнюю 2b поверхность можно обработать для предотвращения повреждения самого рабочего колеса 2. Дополнительные подробности будут приведены в последующей части настоящего описания.
В качестве дополнительного варианта, узел 1 вала с рабочим колесом включает множество рабочих колес 2. Между двумя последовательно расположенными рабочими колесами 2 узел 1 включает втулку 4, которая посажена на вал 3. Согласно примеру воплощения, показанному на Фиг. 1, центральную ось «А» вала 3 можно рассматривать как ось симметрии втулки 4.
Таким образом, один из примеров воплощения изобретения относится к способу предотвращения коррозии узла 1 вала с рабочим колесом. Указанный способ включает стадии нанесения покрытия по меньшей мере на первую заданную поверхность 5 на указанном рабочем колесе 2. Такая первая заданная поверхность предпочтительно представляет собой часть внутренней поверхности 2а, обращенной к валу. Более предпочтительно рабочее колесо 2 включает шпоночный паз 6, для разъемного соединения самого рабочего колеса 2 с валом 3. Таким образом, первая заданная поверхность 5 является частью внутренней поверхности 2а рабочего колеса 2, которая определяет шпоночный паз 6.
На вторую заданную поверхность 7 также наносят покрытие, таким же образом, как и на первую заданную поверхность 6. Предпочтительно вторая заданная поверхность является частью боковой поверхности 3а вала 3. Более предпочтительно, вторая заданная поверхность 7 является поверхностью канавки 8 под шпонку, выполненной с возможностью принимать шпонку, которую вставляют также в шпоночный паз 6 рабочего колеса 2 для соединения рабочего колеса 2 с валом 3.
Согласно описанным примерам воплощения изобретения, стадию нанесения покрытия на первую 5 и вторую 7 заданные поверхности проводят путем напыления или нанесения металлического покрытия электролитическим способом. В предпочтительном примере воплощения изобретения на первую 5 и вторую 7 заданные поверхности покрытие напыляют методом холодного напыления. При таком холодном напылении могут использовать, например, порошки твердых веществ, изготовленные из сплавов на основе никеля, сплавов на основе кобальта или из нержавеющей стали.
Холодное напыление действует за счет кинетического эффекта, что означает, что частицы, составляющие распыляемый поток, могут сами внедряться в слой заданных поверхностей 5, 7 за счет их кинетической энергии. Преимущество заключается в том, что это позволяет избежать любой нежелательной термообработки заданных поверхностей 5, 7.
В альтернативном случае стадию нанесения покрытия на заданные поверхности 5, 7 можно осуществить методом термического напыления. При этом температура самого распыляемого потока также воздействует на заданные поверхности 5, 7.
В альтернативном случае стадию нанесения покрытия на заданные поверхности 5, 7 можно осуществить путем нанесения металлического покрытия электролитическим способом. Нанесение металлического покрытия электролитическим способом можно осуществить, например, с электролитическим хромом или никелем.
Если в узел 1 должна быть включена втулка 4, то стадия нанесения покрытия может также включать нанесение покрытия на третью заданную поверхность 9 на рабочем колесе 2. Такая третья заданная поверхность 9 является частью поверхности рабочего колеса 2, которая при работе обращена к втулке 4.
Стадия нанесения покрытия может также включать нанесение покрытия на четвертую заданную поверхность 10. Такая четвертая заданная поверхность 10 также находится на валу 3. Конкретно, четвертая заданная поверхность 10 представляет собой часть боковой поверхности 3а вала 3, которую перекрывают рабочее колесо 2 и втулка 4.
Стадия нанесения покрытия может также включать стадию нанесения покрытия на пятую заданную поверхность 11. Такая пятая заданная поверхность расположена на втулке 4, а конкретно - на поверхности втулки 4, которая обращена к рабочему колесу 2. Другими словами, третья 9 и пятая 11 заданные поверхности обращены друг к другу. Четвертые заданные поверхности 10 перекрывают зазор между третьей 9 и пятой 11 заданными поверхностями.
Нанесение покрытия на третью 9, четвертую 10 и пятую 11 заданные поверхности проводят таким же образом, как и нанесение покрытия на первую 5 и вторую 7 заданные поверхности. Что касается вышеописанных методов нанесения покрытия (холодное напыление, термическое напыление или нанесение металлического покрытия электролитическим способом), то их можно применять в любой комбинации, которая является приемлемой для конкретной цели. Другими словами, нанесение покрытия на первую 5, вторую 7, третью 9, четвертую 10 и пятую 11 заданные поверхности можно осуществить одним и тем же конкретным способом нанесения покрытия, или посредством любого их сочетания.
После стадии нанесения покрытия осуществляют посадку рабочего колеса 2 на вал 3. Конкретно, рабочее колесо 2 фиксируют на валу 3, вставляя шпонку (не показана на чертежах) в шпоночный паз 6 рабочего колеса 2. Шпонку помещают также в канавку 8 под шпонку на валу 3. Если применяют втулку 4, ее также вставляют на этой стадии, фиксируя ее между двумя рабочими колесами 2. Вышеописанные операции повторяют для каждого рабочего колеса 2 и каждой втулки 4, которые должны быть установлены на валу 3.
Согласно предпочтительному примеру воплощения изобретения, после этого на узел 1 наносят металлического покрытие. Предпочтительно это осуществляют, помещая узел 1 в ванну для нанесения металлического покрытия и извлекая ее оттуда через заданный промежуток времени.
Предпочтительно указанную стадию нанесения металлического покрытия проводят путем нанесения никелевого покрытия химическим путем. В действительности стадия нанесения металлического покрытия включает первую подстадию осаждения, на котором на основу - узел 1 - первый металлический слой наносят с помощью нанесения металлического покрытия электролитическим способом. После этого проводят вторую стадию осаждения, в ходе которой на первый слой наносят по меньшей мере второй слой из никелевого сплава с помощью нанесения металлического покрытия химическим путем. Затем, после стадий осаждения, можно осуществить стадию термообработки. Температура и длительность термообработки зависят от общей толщины слоев и от конечных свойств, которые должны быть получены.
Опционально, стадия нанесения металлического покрытия может включать третью стадию осаждения, в ходе которой на второй слой наносят третий слой металла с помощью нанесения металлического покрытия электролитическим способом. Также можно провести четвертую стадию осаждения четвертого слоя никелевого сплава на третий слой с помощью нанесения металлического покрытия химическим путем.
Компрессор, система для подвода уплотнительного газа и способ
Компрессор влажного газа и способ
Компенсатор давления
Лабиринтное уплотнение со спиральной и смешанной спирально-цилиндрической конфигурацией с высокой демпфирующей способностью
Компрессор с высокой степенью сжатия и с более чем одним промежуточным охлаждением и связанный с ним способ
Регулирование времени открытия клапана с кулачковым приводом, поршневой компрессор и способ
Охлаждение рабочего колеса центробежного компрессора
Поршневой компрессор, герметичное при повышенном давлении уплотнение и способ
Электромагнитный привод для поршневого компрессора
Магнитный упорный подшипник, турбомашина и способ
Способ определения склонности к образованию трещин при повторном нагревании
Способ и устройства (варианты) для уменьшения износа в системе сгорания газовой турбины
Рабочее колесо, применяемое в компрессоре, и способ его изготовления
Система и способ определения толщины исследуемого слоя в многослойной структуре
Заключенный в кожух магнитный подшипник и ротационная установка, содержащая такой подшипник
Магнитный подшипник, ротационная установка, содержащая упомянутый подшипник, и способ изготовления такого подшипника
Ремонтный элемент для лопаточного узла газовой турбины и способ ремонта поврежденной лопатки лопаточного узла газовой турбины
Способ получения компонента турбомашины, компонент, полученный этим способом, и турбомашина, содержащая этот компонент

