Результат интеллектуальной деятельности: ФОРМА ДЛЯ ГАЛЬВАНОПОКРЫТИЯ И СПОСОБ ЕЕ ПРОИЗВОДСТВА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к форме, предназначенной для производства микромеханической детали путем гальванопокрытия и к способу ее производства.
Уровень техники
Гальванопокрытие применяют и знают в течение длительного времени. Процессы LIGA (LIGA - известная аббревиатура немецкого выражения "Röntgen Lithographie, Galvanoformung & Abformung") были разработаны в 80-х годах и оказались очень полезными для изготовления высокоточных металлических микроструктур.
Принцип технологии LIGA заключается в осаждении слоя фоторезиста на проводящую подложку или подложку, покрытую проводящим слоем; рентгеновском облучении с помощью синхротрона через маску, соответствующую контуру желаемой микроструктуры; раскрытии, то есть удалении с помощью физических или химических средств, части слоя фоторезиста, которая не была открыта, для задания формы, имеющей контур указанной микроструктуры; гальваническом осаждении металла, обычно никеля, в форме из фоторезиста; и затем в удалении формы для высвобождения микроструктуры.
Качество микроструктур вряд ли можно подвергнуть критике, но необходимость использования дорогостоящего оборудования (синхротрона) делает этот метод несовместимым с массовым производством микроструктур, которые должны иметь низкую удельную стоимость.
По этой причине были разработаны аналогичные процессы, основанные на процессе LIGA, но с использованием фоторезистов, чувствительных к ультрафиолету. Такой процесс, например, описан в публикации А. Б. Фрейзера (A. B. Frazier) и др. под названием "Металлические микроструктуры, изготовленные с использованием фоточувствительных полиимидных форм для гальванопокрытия", журнал "Микроэлектромеханические системы", том. 2, № 2, июнь 1993 г., для изготовления металлических структур путем гальванопокрытия металла в резистивных формах, выполненных из фоторезиста на основе полиимида. Этот способ включает следующие стадии:
- обеспечивают подложку, имеющую проводящую поверхность для выполнения последующей стадии гальванопокрытия,
- наносят на упомянутую проводящую поверхность слой (полиимидного) фоторезиста,
- облучают слой фоторезиста ультрафиолетом через маску, соответствующую контуру желаемой микроструктуры,
- раскрывают участки слоя фоторезиста, которые не облучались, путем их растворения, чтобы получить форму из фоторезиста,
- гальванически осаждают никель на открытую часть формы до высоты последней,
- отделяют полученную металлическую структуру от подложки, и
- удаляют форму из фоторезиста.
Этот процесс широко используют в области изготовления часов и наручных часов при изготовлении прецизионных компонентов. Тем не менее, оказывается, что среди многочисленных компонентов часов многие имеют "пружинную" функцию, пружину, работающую в плоскости компонента или движения. Комбинация параметров "постоянная толщина компонента - требуемой пружины" может, таким образом, приводить к очень узким геометриям пружинной проволоки (в несколько десятков микрон или даже меньше) при толщинах в несколько сотен микрон.
Аналогично, иногда для компоновки компонентов требуются узкие щели, которые должны быть выполнены между двумя частями компонента, например, между подвижной частью и неподвижной частью.
В этих двух случаях обычная технология UV-LIGA достигает своих пределов, как с точки зрения соотношения сторон (соотношение высоты/ширины) зазора, подлеащего заполнению металлом во время операции роста, так и с точки зрения соотношения сторон резиста, разделяющего две близлежащие геометрии.
Кроме того, трудно гарантировать, что фоторезист сохранит свою геометрию (вертикальность, размер и т.д.) в гальванической ванне, что затрудняет надежное производство этих специфических компонентов часов.
Поэтому, существует потребность в способе, позволяющем преодолеть такие недостатки.
Раскрытие изобретения
Цель настоящего изобретения заключается в том, чтобы устранить недостатки, связанные с обычным процессом UV-LIGA, посредством предоставления альтернативной формы, позволяющей преодолеть риски деформации резиста, образующего форму, используемую в упомянутом обычном процессе UV-LIGA.
Другая цель изобретения заключается в том, чтобы предложить форму, позволяющую производить посредством гальванопокрытия микромеханические детали, обладающие геометрией с высоким соотношением сторон.
Для этого, изобретение относится к способу изготовления формы, включающему следующие стадии:
a) обеспечивают первую подложку, выполненную из светочувствительного стекла, с толщиной по меньшей мере равной высоте формы;
b) освещают упомянутую первую подложку ультрафиолетовыми лучами через маску, отверстия в которой соответствуют углублению формы, чтобы создать освещенные зоны;
c) осуществляют тепловую обработку первой подложки, полученной на стадии b), чтобы кристаллизовать освещенные зоны;
d) обеспечивают вторую подложку, имеющую по меньшей мере один проводящий слой на своей поверхности;
e) соединяют первую подложку, полученную на стадии с), со второй подложкой так, чтобы проводящий слой был расположен между первой подложкой и второй подложкой;
f) удаляют освещенные и кристаллизованные зоны первой подложки так, чтобы открыть проводящий слой для формирования по меньшей мере одной полости, боковые стенки которой и дно которой, занятое проводящим слоем, образуют упомянутую форму.
Такой способ позволяет производить форму, выполненную из стекла, которая является более жесткой и нечувствительной к воздействию ванны для гальванического наращивания, используемой для образования микромеханической детали с использованием упомянутой формы.
Изобретение также относится к способу изготовления металлической микромеханической детали посредством гальванопокрытия, включающему следующие стадии:
g) изготавливают форму для упомянутой микромеханической детали с использованием способа изготовления формы, приведенного выше;
h) заполняют форму металлом путем гальванического наращивания от проводящего слоя для формирования упомянутой микромеханической детали;
i) высвобождают микромеханическую деталь, полученную на стадии h), из формы.
Изобретение также относится к пластине с множеством форм, предназначенной для изготовления по меньшей мере одной микромеханической детали посредством гальванопокрытия, содержащей первую подложку, выполненную из светочувствительного стекла, с толщиной по меньшей мере равной высоте микромеханической детали, вторую подложку, надежно прикрепленную к первой подложке, по меньшей мере один проводящий слой, расположенный между первой подложкой и второй подложкой, причем первая подложка содержит по меньшей мере одну форму для микромеханической детали, причем эта форма образована полостью, сформированной в упомянутой первой подложке, дно которой занято проводящий слоем, позволяя осаждать металл путем гальванического наращивания в упомянутой полости для образования упомянутой микромеханической детали.
Краткое описание чертежей
Другие особенности и преимущества изобретения станут более ясными из описания, приведенного ниже в виде полностью неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
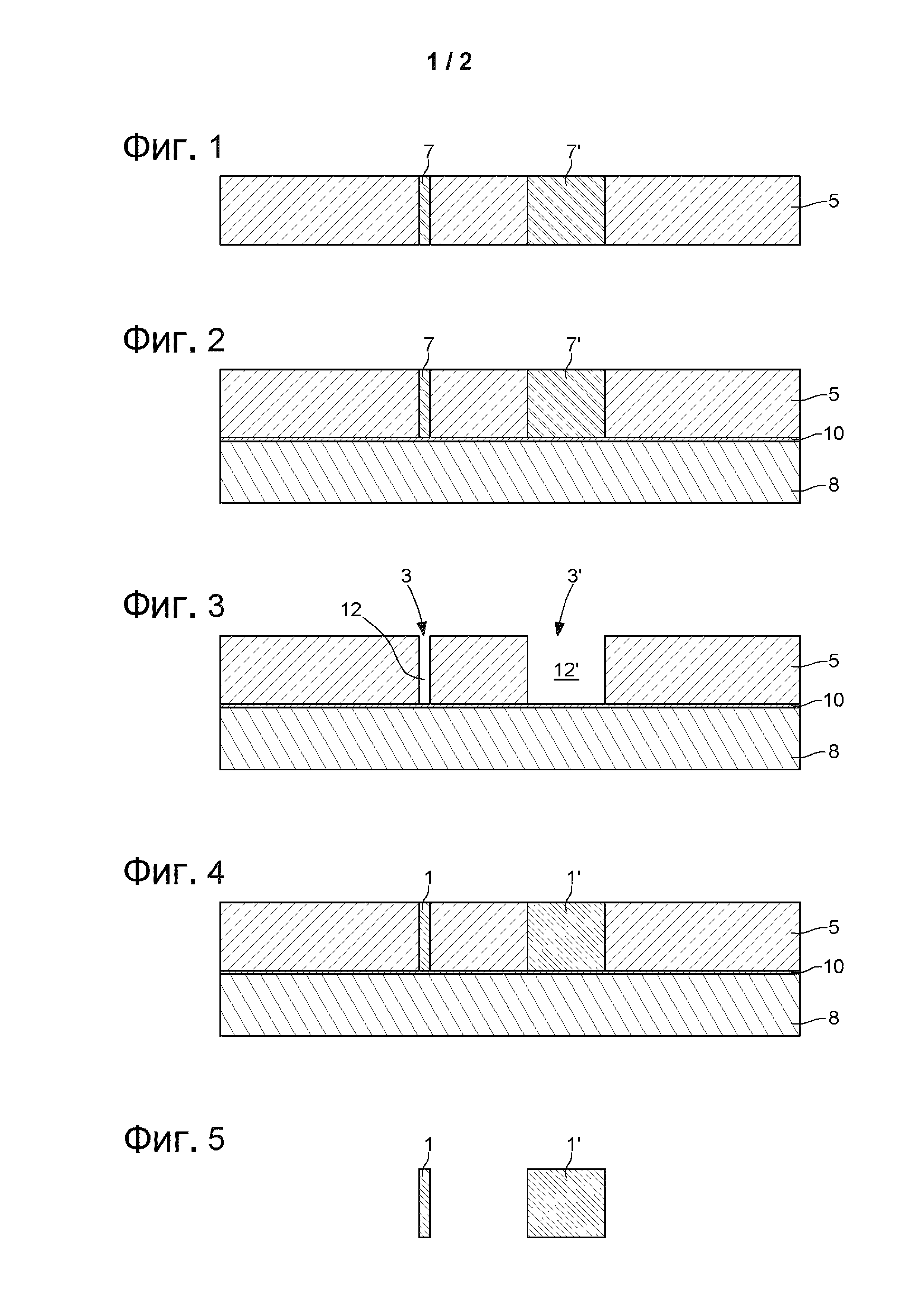
- на фиг. 1-5 представлены последовательные стадии способа изготовления микромеханической детали в соответствии с первым вариантом осуществления изобретения; и
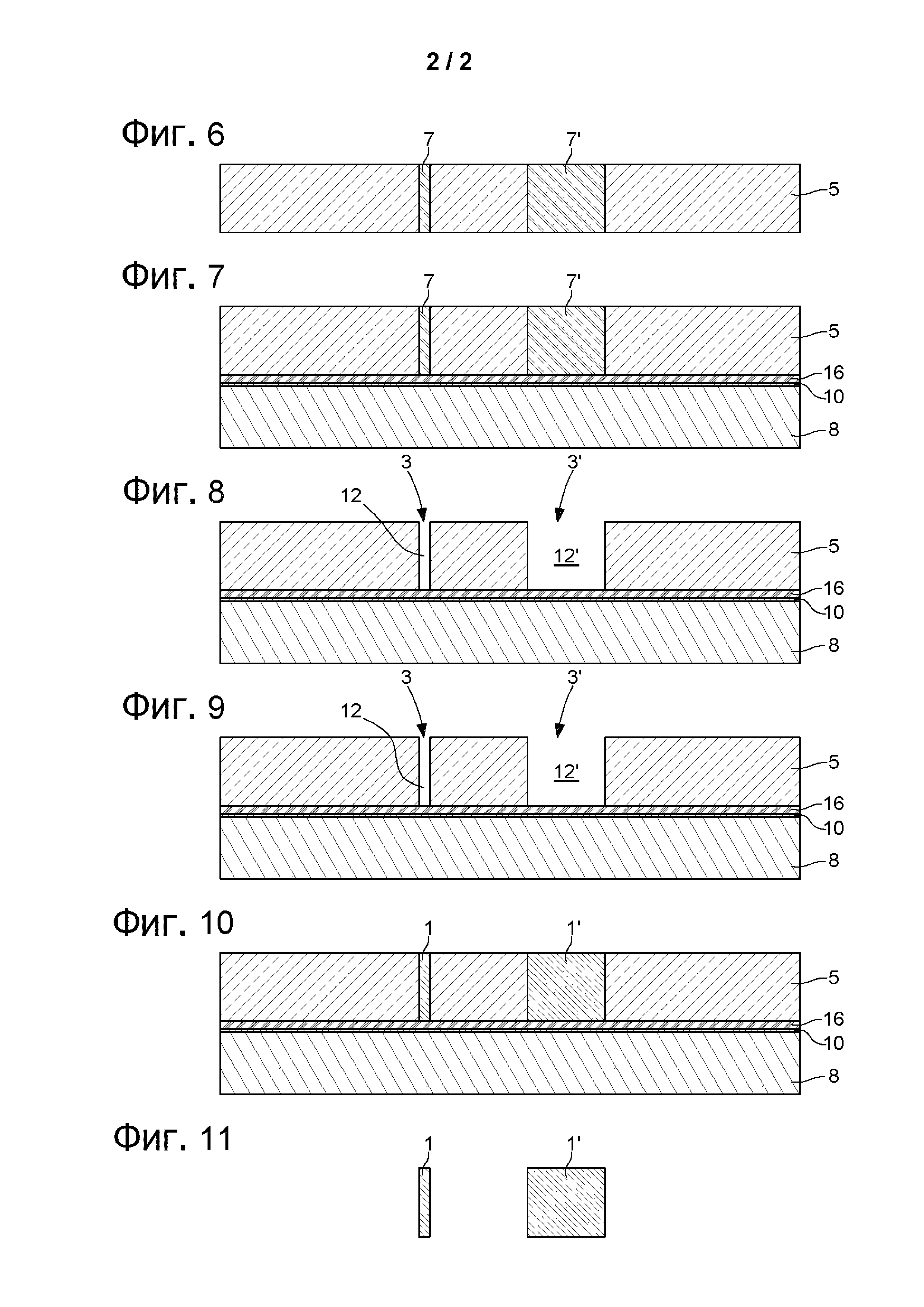
- на фиг. 6-11 представлены последовательные стадии способа изготовления микромеханической детали в соответствии со вторым вариантом осуществления изобретения.
Подробное описание предпочтительных вариантов осуществления изобретения
Со ссылкой на фиг. 1-5, настоящее изобретение относится к способу изготовления микромеханической детали 1, 1' посредством гальванопокрытия. Способ предпочтительно включает в себя способ изготовления формы 3, 3', после которого следует стадия гальванопокрытия и стадия высвобождения детали 1, 1' из упомянутой формы 3, 3' соответственно.
Способ изготовления формы 3, 3' в соответствии с изобретением включает в себя последовательные стадии, предназначенные для изготовления формы 3, 3':
первая стадия а) способа изготовления формы 3, 3' состоит в обеспечении первой подложки 5, выполненной из светочувствительного стекла, с толщиной по меньшей мере равной высоте формы.
Такое светочувствительное стекло, например, можно приобрести у компании Schott A.G. под торговым названием Foturan®, или у компании Hoya Corp. под названием PEG3®, или у компании LifeBioScience Inc. под торговым названием Apex™.
Выгодным образом, в соответствии с изобретением использование светочувствительного стекла позволяет создать в стекле самые разнообразные геометрии, по сравнению с травлением материалов на основе кремния или керамики.
Вторая стадия b) способа изготовления формы 3, 3' состоит в освещении первой подложки 5 ультрафиолетовыми лучами на длине волны, соответствующей светочувствительному стеклу, через маску, которая непрозрачна на указанной длине волны, а отверстия которой соответствуют углублениям форм, которые подлежат изготовлению, чтобы создать освещенные зоны 7, 7'. Таким образом, в зависимости от количества, ориентации и распределения освещенности только те зоны 7, 7' первой подложки 5, которые подвергнуты воздействию ультрафиолетового излучения, структурированы так, чтобы образовывать углубления форм, подлежащих изготовлению. Источником освещения может быть, например, ультрафиолетовая лампа, пик спектрального распределения которой находится между 200 и 400 нм.
Третья стадия с) способа изготовления формы 3, 3' состоит в осуществлении тепловой обработки первой подложки 5, полученной на стадии b), чтобы кристаллизовать освещенные зоны 7, 7', как показано на фиг. 1. Эту тепловую обработку осуществляют при высокой температуре, предпочтительно от 500 до 600°С. Эта тепловая обработка позволяет сделать освещенные зоны 7, 7' более селективными с точки зрения их удаления на стадии f), как будет показано ниже.
Четвертая стадия d) способа изготовления формы 3, 3' состоит в обеспечении второй подложки 8, причем упомянутая подложка содержит на своей поверхности по меньшей мере один проводящий слой 10. Преимущественно проводящий слой образован путем осаждения на второй подложке 8 слоя 10 металла, выбранного из группы, состоящей из хрома, титана и золота, причем предпочтительным является золото. Проводящий слой 10 предпочтительно имеет толщину от 0,1 до 0,5 мкм.
Металлический слой 10 обладает двойным преимуществом, которое заключается в том, что, с одной стороны, он является проводящим, чтобы обеспечить возможность выполнения стадии h) гальванопокрытия, а с другой стороны, обеспечивает возможность присоединения второй подложки к первой подложке посредством пайки на стадии e), как будет описано ниже.
Вторая подложка 8 предпочтительно выполнена из материала, который устойчив к воздействию кислот. Выгодным образом вторая подложка 8 представляет собой подложку на основе кремния.
Пятая стадия e) способа изготовления формы 3, 3' состоит в соединении первой подложки 5, содержащей освещенные и кристаллизованные зоны 7, 7', то есть подложки, полученной на стадии e), со второй подложкой 8 так, чтобы проводящий слой 10 был расположен между первой подложкой 5 и второй подложкой 8, как показано на фиг. 2.
В этом первом варианте изобретения две подложки 5 и 8 соединены пайкой посредством проводящего металлического слоя 10.
Шестая стадия f) способа изготовления формы 3, 3' состоит в удалении зон 7, 7' первой подложки 5, освещенных на стадии b) и кристаллизованных на стадии с), чтобы открыть проводящий слой 10, чтобы сформировать по меньшей мере одну полость 12, 12', вертикальные боковые стенки которой и дно которой, занятое проводящим слоем 10, образуют форму 3, 3', как показано на фиг. 3.
Предпочтительно, стадию f) удаления освещенных и кристаллизованных зон 7, 7' первой подложки 5 осуществляют посредством химического травления и предпочтительно путем растворения фтористоводородной кислотой. Например, это химическое травление может быть проведено в ультразвуковой ванне с содержанием фтористоводородной кислоты около 10% при комнатной температуре.
Таким образом, получают форму 3, 3', боковые стенки которой выполнены из светочувствительного стекла.
Следует отметить, что, в отличие от обычной практики, способ в соответствии с изобретением не содержит финальной стадии кристаллизации при более высокой температуре (600-700°С) для полной кристаллизации оставшегося светочувствительного стекла.
Настоящее изобретение также относится к способу изготовления металлической микромеханической детали 1, 1' путем гальванопокрытия. Упомянутый способ включает стадию g), которая состоит в изготовлении формы 3, 3' для упомянутой микромеханической детали 1, 1' с использованием способа изготовления формы 3, 3', описанного выше. Следующая стадия h) состоит в заполнении формы 3, 3' металлом посредством гальванического наращивания от проводящего слоя 10 для образования упомянутой микромеханической детали 1, 1', как показано на фиг.4.
Металл предпочтительно выбран из группы, состоящей из никеля, меди, золота или серебра, и их сплавов, таких как золото-медь, никель-кобальт, никель-железо и никель-фосфор.
Предпочтительно высота формы немного больше высоты подлежащей изготовлению детали и равна толщине первой подложки 5. Высота микромеханической детали составляет от 50 до 500 мкм. Использование подложки из светочувствительного стекла позволяет, в зависимости от толщины, получить детали, минимальная ширина определенных геометрий которых может составлять от 10 мкм до 30 мкм, и, следовательно, такая конкретная геометрия микромеханических деталей, полученных с использованием способа в соответствии с изобретением, может иметь высокое соотношение сторон от 1 до 20. Например, такая микромеханическая деталь 1, 1' могла бы быть возвратной пружиной, пружиной-перемычкой, гибкой направляющей системой из одной детали, соответствующей геометрией для уменьшения люфта и т.д.
Условия электроформования, в частности состав ванн, геометрия системы, напряжения и плотность тока, выбирают для каждого металла или сплава, подлежащего гальванизации, с использованием технологий, хорошо известных в области электроформования (см., например, Ди Бари Г.А. (Di Bari G.A.) "Гальванопластика", Руководство по гальванизации, 4-е издание под редакцией Л. Дж. Дурни (L. J. Durney), опубликованное Van Nostrand Reinhold Company Inc., Нью-Йорк, США, 1984).
На последующей стадии h') можно исправить осажденный металл, полученный посредством электроформования с использованием первой подложки 5. Эта стадия может быть выполнена путем шлифования и полировки для непосредственного получения микроструктур, имеющих плоскую верхнюю поверхность, в частности, с поверхностной отделкой, удовлетворяющей требованиям часовой промышленности, касающихся производства премиального сегмента механизмов.
Следующая стадия i), которая показана на фиг. 5, состоит в высвобождении микромеханической детали 1, 1', полученной на стадии h) или h'), из формы 3, 3'. С этой целью могут быть использованы процессы химического травления (например, процессы с использованием HF для светочувствительного стекла, процессы с использованием КОН для кремния).
Высвобожденная таким образом микромеханическая деталь 1, 1' может быть использована непосредственно или, при необходимости, после соответствующей механической обработки.
На фиг. 6-11 показан второй вариант осуществления способа изготовления формы в соответствии с изобретением. Этот способ практически идентичен первому варианту, описанному выше, за исключением стадий e) и f). Первую подложку 5, содержащую освещенные и кристаллизованные зоны 7, 7', как показано на фиг. 6, получают на стадиях а)-с), как описано выше. В этом втором варианте первую подложку 5 и вторую подложку 8 соединяют на стадии е) путем временного припаивания первой подложки 5 ко второй подложке 8 посредством слоя 16 резиста, расположенного между упомянутой первой подложкой 5 и проводящим слоем 10, как показано на фиг. 7. Для этого можно использовать такой же тип резиста, который используют в способах изготовления полупроводников для стадий временной пайки. Рассматриваемый слой 16 резиста имеет толщину от 2 до 10 мкм.
Кроме того, в этом втором варианте стадия f) включает удаление освещенных и кристаллизованных зон 7, 7' первой подложки 5, чтобы открыть слой 16 резиста, как показано на фиг. 8. Затем стадия f) включает подстадию f') удаления непокрытого слоя 16 резиста со дна полости 12, 12' после того, как освещенные и кристаллизованные зоны 7, 7' первой подложки 5 были удалены, чтобы открыть проводящий слой 10, как показано на фиг. 9.
Затем, микромеханическую деталь 1, 1' производят так же, как в описанном выше способе изготовления посредством гальванопокрытия, как показано на фиг. 10 и 11. Стадию i) высвобождения детали 1, 1' из формы 3, 3' осуществляют с использованием процессов химического травления (например, процессов с использованием HF для светочувствительного стекла и процессов с использованием KOH для кремния).
Способы в соответствии с настоящим изобретением позволяют серийно получать микромеханические детали с узкой и жесткой геометрией с высокой точностью.
В частности, особенно предпочтительно, чтобы в одной и той же первой подложке 5, 5' изготавливали несколько форм 3, 3'. Эти формы не обязательно идентичны друг другу. Получают пластину 14 с множеством форм, как показано на фиг. 3.
Эта пластина 14 с множеством форм предназначена для использования при изготовлении по меньшей мере одной микромеханической детали 1, 1' путем гальванопокрытия. В соответствии с изобретением она содержит первую подложку 5, выполненную из светочувствительного стекла, с толщиной по меньшей мере равной высоте микромеханической детали 1, 1', вторую подложку 8, надежно прикрепленную к первой подложке 5, по меньшей мере один проводящий слой 10, расположенный между первой и второй подложками 5, 8 и, при необходимости, резистивный слой 16, расположенный между первой подложкой 5 и проводящим слоем 10. Первая подложка 5 содержит по меньшей мере одну форму 3, 3' для микромеханической детали 1, 1', причем форма образована полостью 12, 12', сформированной в упомянутой первой подложке 5, дно которой занято проводящим слоем 10, что позволяет осаждать металл в упомянутой полости 12, 12' путем гальванического наращивания с целью формирования упомянутой микромеханической детали 1, 1'. Первая и вторая подложки 5 и 8, проводящий слой 10 и слой 16 резиста являются такими, как описано выше.
Кроме того, формы, полученные в соответствии с изобретением, изготовлены из светочувствительного стекла, которое является более жестким, чем резисты, обычно используемые для формирования таких форм, и которое нечувствительно к воздействию ванн гальванического наращивания. Поэтому способ изготовления микромеханических деталей в соответствии с изобретением особенно надежен, в частности, для изготовления деталей с высоким соотношением сторон.
Способы в соответствии с изобретением также позволяют легко инициировать гальваническое наращивание на стадии h) посредством использования проводящего слоя 10 хорошего качества на дне формы 3, 3'.
Кроме того, способ изготовления микромеханических деталей в соответствии с изобретением прост в применении, поскольку он не требует сложного и локализованного осаждения металла (трафаретной маски) для образования слоя, используемого для инициирования гальванического наращивания.
Наконец, способ изготовления микромеханических деталей в соответствии с изобретением позволяет избежать геометрии, получаемые травлением с помощью Bosch® DRIE. Следовательно, не происходит возникновения неровностей, что позволяет избежать необходимости в дополнительной стадии выравнивания.
Сборное устройство, использующее деформацию упругих рычагов
Препятствующий отсоединению механизм часов
Ходовая пружина для часов
Ходовая пружина часов
Часовая пружина из аустенитной нержавеющей стали
Поворотный узел для часов
Паллетный рычаг для анкерного устройства часового механизма
Компонент часового механизма
Устройство для сборки и фиксирования соединения
Бесконтактный цилиндрический спусковой механизм для часов
Деталь часового механизма
Резонатор с пониженной чувствительностью к климатическим изменениям
Спиральная пружина для часового механизма
Спусковое колесо, инструмент для изготовления спускового колеса и способ изготовления спускового колеса
Барабанный узел для часового механизма
Спиральная пружина для часового механизма и способ ее изготовления

