Результат интеллектуальной деятельности: СПУСКОВОЕ КОЛЕСО, ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ СПУСКОВОГО КОЛЕСА И СПОСОБ ИЗГОТОВЛЕНИЯ СПУСКОВОГО КОЛЕСА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к часовому делу, в частности к механическим часовым механизмам.
В частности, изобретение относится к спусковому колесу, инструменту для изготовления спускового колеса и способу для изготовления спускового колеса.
Уровень техники
Спусковое колесо известно в часовом деле и предназначено для соединения с главной пружиной, которая снабжает его энергией для поддержания колебания баланса посредством палет.
В частности, спусковое колесо имеет зубья, распределенные по периферии обода, соединенного со ступицей радиальными спицами. Палеты включают в себя камни палет, предназначенные для взаимодействия с зубьями спускового колеса.
Такое взаимодействие порождает трение, интенсивность которого на протяжении многих лет должна быть минимальна, чтобы увеличить срок службы спускового колеса и точность измерения времени.
Большинство стандартных решений связано с созданием скоса на конце каждого зуба спускового колеса для уменьшения поверхности контакта между упомянутыми зубьями и контактирующими с ними палетами. Такая конструкция связана с необходимостью смазывания конца упомянутых зубьев.
Хотя эти решения являются удовлетворительными, изготовление спускового колеса связано с некоторыми трудностями. В частности, скос каждого зуба выполняется индивидуально посредством специальной механической обработки.
В дополнение к тому, что этот способ изготовления является относительно медленным, он порождает проблемы соблюдения жестких допусков, требуемых в часовом деле.
Раскрытие сущности изобретения
Настоящее изобретение решает вышеупомянутые проблемы, предлагая решение, позволяющее легко и быстро получать спусковое колесо, в котором гарантируется соблюдение габаритных требований.
С этой целью настоящее изобретение относится к способу изготовления спускового колеса, включающего следующие этапы:
- создание заготовки спускового колеса, предназначенной для приведения во вращение вокруг оси вращения и содержащей ступицу, соединенную с ободом радиальными спицами, и зубья, равномерно распределенные по периферии обода,
- одновременная механическая обработка для уменьшения сечения свободного конца каждого зуба с помощью режущего инструмента, расположенного соосно с заготовкой спускового колеса.
Термин "соосно" означает, что ось вращения режущего инструмента совпадает с осью вращения заготовки спускового колеса.
Благодаря этому признаку удаление материала на свободном конце зубьев выполняется за одну операцию резки, которая позволяет гарантировать соблюдение габаритных требований к спусковому колесу, в то же время уменьшая сложность и длительность изготовления упомянутого спускового колеса.
В частных вариантах осуществления изобретение может дополнительно характеризоваться одним или более из следующих признаков, взятых по отдельности или во всех технически возможных комбинациях.
В частных вариантах осуществления изобретения уменьшение поперечного сечения обеспечивается уменьшенным концевым участком, имеющим скос.
В частных вариантах осуществления изобретения уменьшение обрабатываемого поперечного сечения включает в себя уменьшенный концевой участок, имеющий форму поверхности вращения, ортогональной плоскости, в которой лежит заготовка спускового колеса.
В частных вариантах осуществления изобретения уменьшение поперечного сечения обеспечивается уменьшенным концевым участком, имеющим плоскую поверхность, по существу параллельную плоскости, в которой лежит заготовка спускового колеса.
В частных вариантах осуществления изобретения этап создания заготовки спускового колеса выполняют методом LIGA (литографии, гальванопластики, литья).
В частных вариантах осуществления изобретения этап механической обработки выполняют посредством фрезерования.
В частных вариантах осуществления изобретения этап механической обработки включает следующие последовательные операции:
- расположение режущего инструмента таким образом, чтобы его ось вращения совпадала с осью вращения заготовки спускового колеса;
- прямолинейное перемещение режущего инструмента к заготовке спускового колеса в направлении, совпадающем с осью вращения заготовки спускового колеса, и вырезание части конца каждого зуба заготовки спускового колеса таким образом, чтобы создать уменьшенный концевой участок, за одну операцию резки;
- отведение инструмента.
Согласно другому аспекту, настоящее изобретение также относится к режущему инструменту, например, для осуществления описанного выше способа изготовления спускового колеса, включающему в себя по существу цилиндрический корпус, предназначенный для приведения его во вращение вокруг оси вращения и имеющий на одном из своих концов по меньшей мере один режущий зуб с режущей кромкой, продолжающийся в диаметральной плоскости корпуса, причем упомянутая режущая кромка имеет участок, предназначенный для создания на обрабатываемой детали по меньшей мере одной поверхности вращения, ось вращения которой совпадает с осью вращения инструмента.
Точнее, режущая кромка предназначена для вырезания части свободного конца каждого зуба заготовки спускового колеса, чтобы создать уменьшенный концевой участок.
В частных вариантах осуществления изобретение может, кроме того, характеризоваться одним или более из следующих признаков, взятых по отдельности или во всех технически возможных комбинациях.
В частных вариантах осуществления изобретения режущая кромка включает в себя участок, называемый "наклоненным участком", который образует тупой или острый угол с осью вращения инструмента.
В частных вариантах осуществления изобретения режущая кромка включает в себя участок, называемый "вертикальным участком", который параллелен оси вращения инструмента.
В частных вариантах осуществления изобретения режущая кромка включает в себя участок, называемый "перпендикулярным участком", который образует прямой угол с упомянутой осью.
В частных вариантах осуществления изобретения режущая кромка имеет профиль, предназначенный для функционального или декоративного структурирования обрабатываемой поверхности.
Согласно еще одному аспекту, настоящее изобретение может относиться к спусковому колесу, например, полученному в результате осуществления описанного выше способа изготовления спускового колеса, включающему в себя ступицу, соединенную с ободом радиальными спицами, и зубья, равномерно распределенные по периферии обода, причем каждый из зубьев имеет уменьшенный концевой участок, соединенный с ободом промежуточным участком. Уменьшенный концевой участок каждого из зубьев имеет уменьшенную толщину по сравнению с толщиной промежуточного участка и включает в себя поверхность вращения, при этом поверхности вращения каждого из зубьев имеют одну и ту же ось вращения.
Предпочтительно, ось вращения является осью вращения спускового колеса.
В частных вариантах осуществления изобретение может, кроме того, характеризоваться одним или более из следующих признаков, взятых по отдельности или во всех технически возможных комбинациях.
В частных вариантах осуществления изобретения уменьшенный концевой участок каждого зуба имеет скос, причем скосы формируются таким образом, что они имеют наклоненные криволинейные поверхности, образующие, соответственно, участки одного и того же усеченного конуса.
В частных вариантах осуществления изобретения уменьшенный концевой участок каждого зуба включает в себя концевую поверхность, определяющую плоскость подъема зуба, при этом упомянутая концевая поверхность, имеет форму прямоугольной трапеции.
В частных вариантах осуществления изобретения уменьшенный концевой участок каждого зуба имеет плоскую поверхность, по существу параллельную плоскости, в которой лежит спусковое колесо, причем упомянутая плоская поверхность соединена со скосом.
В частных вариантах осуществления изобретения уменьшенный концевой участок каждого зуба включает в себя поверхность вращения и плоскую поверхность, по существу параллельную плоскости, в которой лежит спусковое колесо, причем поверхности вращения расположены таким способом, что они образуют, соответственно, участки одного и того же цилиндра вращения.
В частных вариантах осуществления изобретения поверхности вращения и/или плоские поверхностей зубьев могут иметь состояние поверхности, создающее липофобный или липофильный эффект.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения станут очевидными после прочтения нижеследующего подробного описания, приведенного в качестве не носящего ограничительного характера примера со ссылкой на прилагаемые к описанию чертежи.
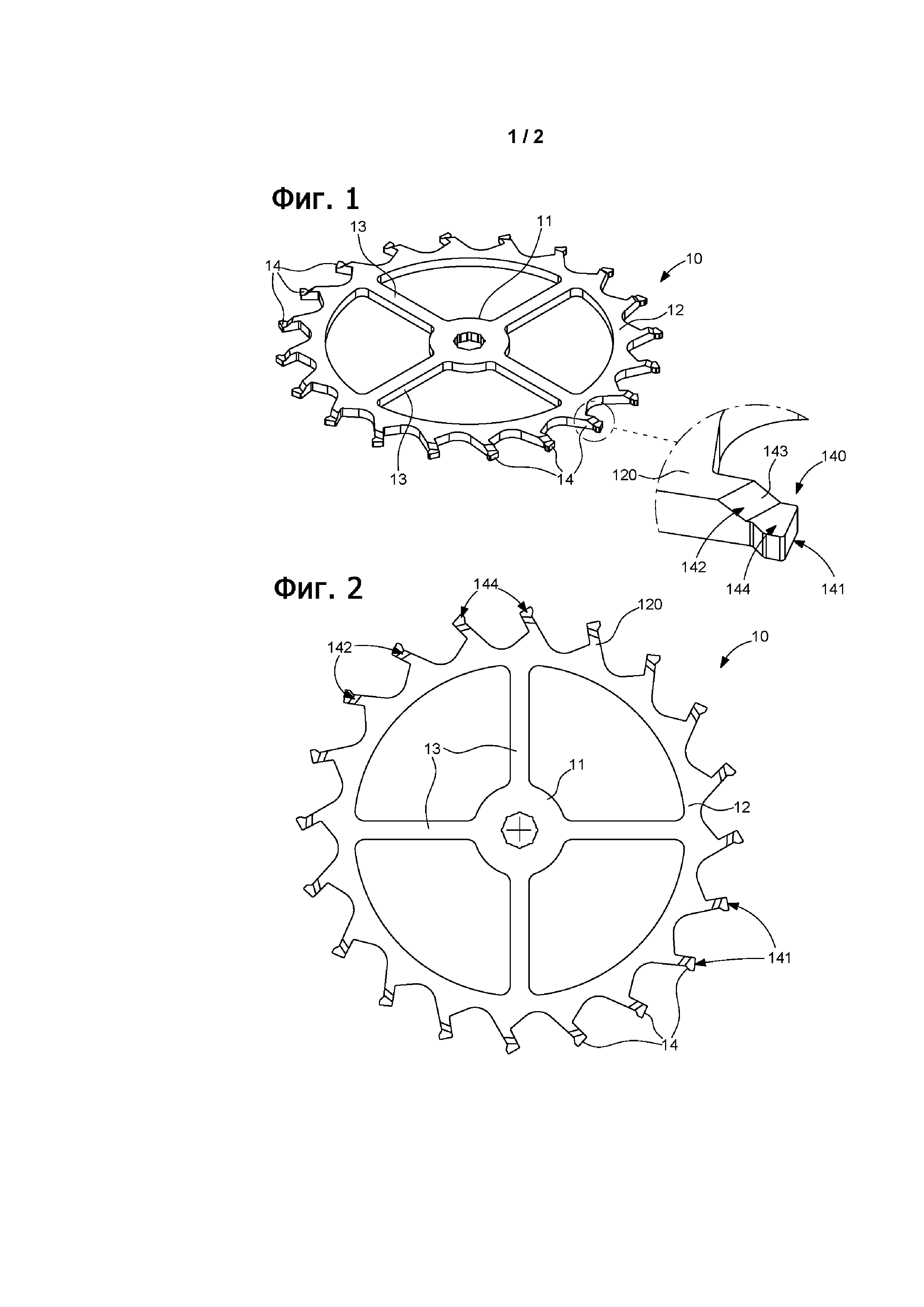
На фиг. 1 показан вид в перспективе спускового колеса согласно одному из примеров вариантов осуществления изобретения и подробный вид зуба этого спускового колеса;
на фиг. 2 – подробный вид спускового колеса, показанного на фиг. 1;
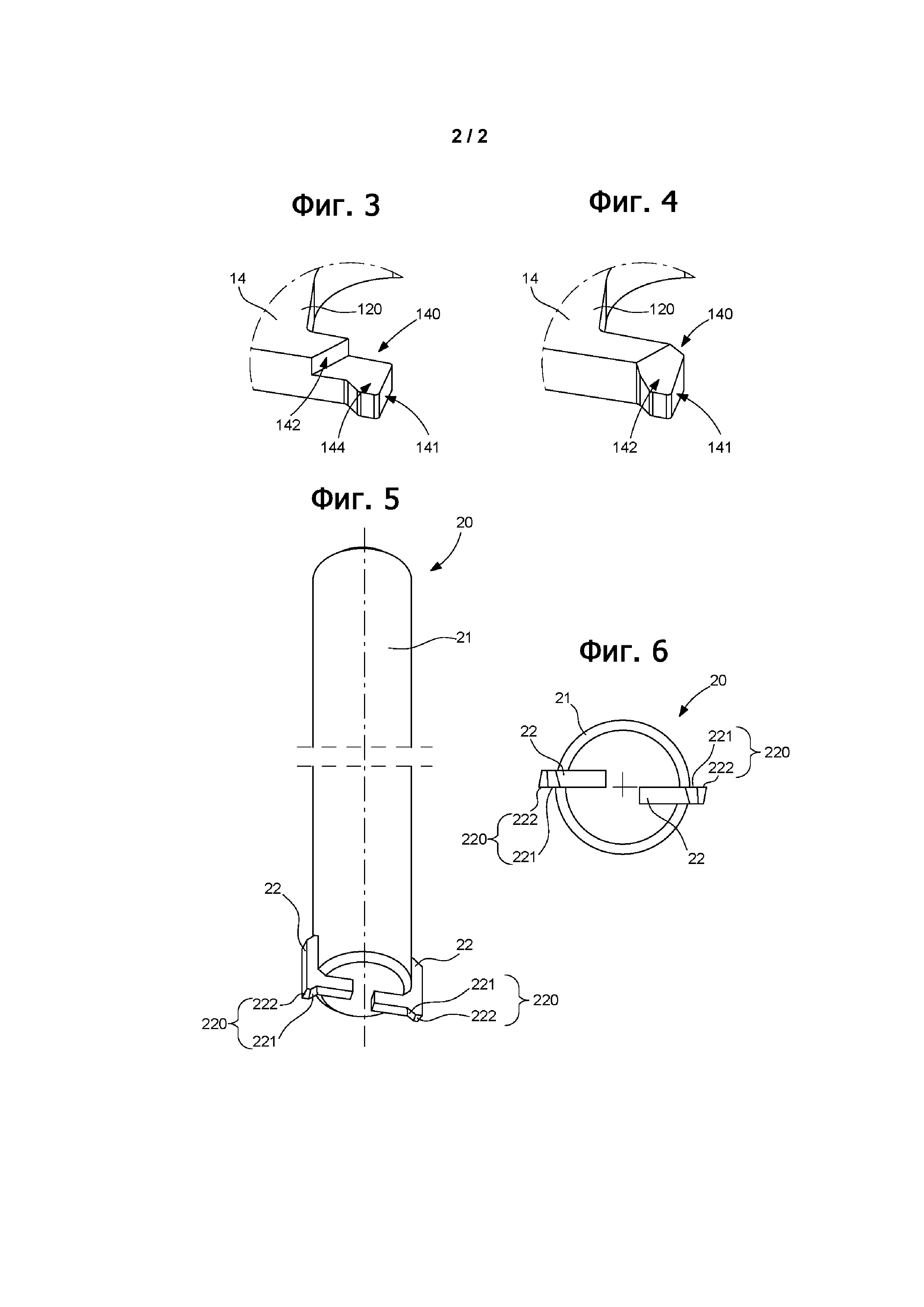
на фиг. 3 – подробный вид зуба спускового колеса согласно другому примеру варианта осуществления изобретения;
на фиг. 4 – подробный вид зуба спускового колеса согласно еще одному примеру варианта осуществления изобретения;
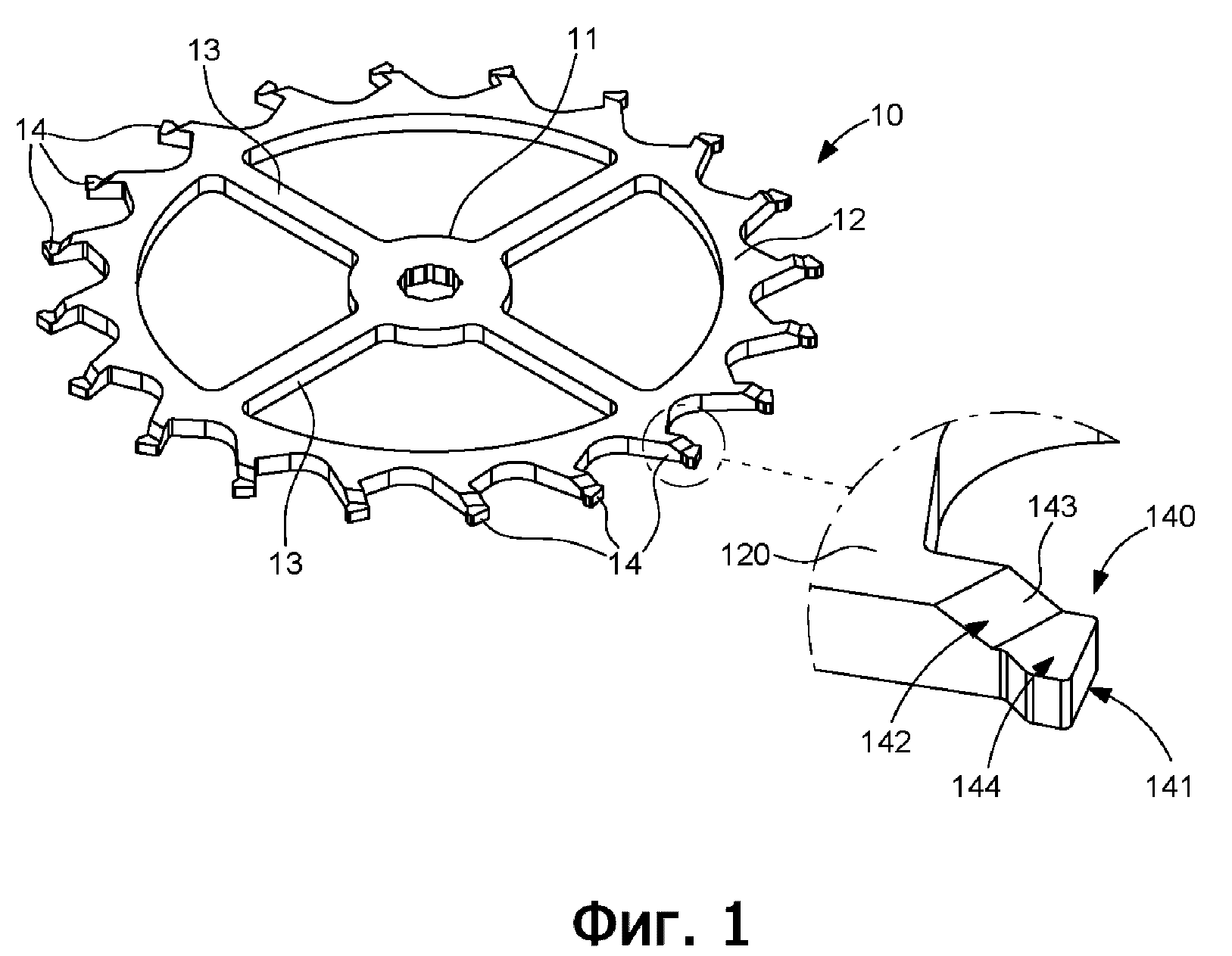
на фиг. 5 – вид в перспективе режущего инструмента, предназначенного для изготовления спускового колеса согласно настоящему изобретению;
на фиг. 6 – вид снизу инструмента, показанного на фиг. 5.
Осуществление изобретения
На фиг. 1 показано спусковое колесо 10 согласно настоящему изобретению, которое обычно содержит ступицу 11, соединенную с ободом 12 радиальным спицами 13, и зубья 14, равномерно распределенные по периферии обода 12 и продолжающиеся ортогонально оси вращения спускового колеса 10.
В данном тексте используется плоскость P (на чертежах не показана), в которой лежит спусковое колесо 10, причем плоскость Р перпендикулярна оси вращения упомянутого спускового колеса 10. Кроме того, термин "толщина", используемый в остальной части текста, относится к измерению, рассматриваемому в направлении, параллельном оси вращения спускового колеса 10.
Как показано на подробном виде на фиг. 1, каждый из зубьев 14 включает в себя уменьшенный концевой участок 140, соединенный с ободом 12 промежуточным участком 120. Предпочтительно, чтобы уменьшенный концевой участок 140 каждого из зубьев 14 имел уменьшенную толщину по сравнению с толщиной промежуточного участка 120.
Каждый зуб 14 имеет концевую поверхность 141 на свободном конце уменьшенного концевого участка 140, причем упомянутая концевая поверхность 141 определяет плоскость подъема зуба 14. Понятие "плоскость подъема" используется специалистами в данной области техники для определения поверхности, предназначенной для входа в контакт с палетами, чтобы передавать им усилия.
Кроме того, уменьшенный концевой участок 140 каждого из зубьев 14 включает в себя поверхность 142 вращения, расположенную таким образом, что все поверхности 142 вращения каждого из зубьев 14 имеют одну и ту же ось вращения. Ось вращения, предпочтительно, является той же самой, что и ось вращения спускового колеса 10, как проиллюстрировано на фиг. 2.
В частности, в примере варианта осуществления изобретения, показанном на фиг. 1 и 2, поверхность 142 вращения каждого зуба 14 образует скос 143, при этом скосы 143 расположены таким способом, что они имеют наклоненные криволинейные поверхности, формирующие, соответственно, участки одного и того же усеченного конуса, ось вращения которого совпадает с осью вращения колеса. Очевидно, что упоминание усеченного конуса относится здесь к виртуальной геометрической фигуре, которую образуют наклоненные криволинейные поверхности, и целью такого упоминания является только указание на расположение скосов 143.
Как точно показано на фиг. 1, уменьшенный концевой участок 140 каждого зуба 14 может включать в себя помимо поверхности 142 вращения плоскую поверхность 144, по существу параллельную плоскости P. Точнее, с одной стороны плоская поверхность 144 соединена с поверхностью 142 вращения криволинейным краем, образующим дугу окружности, центр которой совпадает с осью вращения спускового колеса 10, а с другой стороны – с концевой поверхностью 141 краем, перпендикулярным ортогональному направлению зуба 14 и противоположным криволинейному краю.
Альтернативно скосам 143, в примере варианта осуществления изобретения, показанном на фиг. 3, поверхности 142 вращения могут располагаться таким образом, что они, соответственно, образуют участки одного и того же цилиндра вращения, ось вращения которого совпадает с осью вращения спускового колеса 10.
Другими словами, поверхность 142 вращения ортогональна плоскости P и не имеет наклона, в отличие от примера варианта осуществления изобретения, показанного на фиг. 1 и 2.
В еще одном примере варианта осуществления настоящего изобретения, показанном на фиг. 4, каждый уменьшенный концевой участок 140 имеет только одну поверхность 142 вращения, образованную скосом 143. Упомянутые уменьшенные концевые участки 140, таким образом, больше не включают в себя плоскую поверхность 144, по существу параллельную плоскости P.
Скосы 143 всех зубьев 14 имеют наклонные криволинейные поверхности, образующие, соответственно, участки одного и того же усеченного конуса, ось вращения которого совпадает с осью вращения колеса.
Наклоненная криволинейная поверхность каждого скоса 143 пересекается с концевой поверхности 141, так что последняя имеет форму прямоугольной трапеции. Отсюда понятно, что толщина свободного конца каждого зуба 14, таким образом, является переменной.
Предпочтительно, чтобы поверхности 142 вращения и/или плоские поверхности 144 зубьев 14 могли иметь состояние поверхности, характеризующееся липофобным или липофильным эффектом.
Согласно другому аспекту, настоящее изобретение относится к режущему инструменту 20 для механической обработки заготовки спускового колеса с целью получения вышеописанного спускового колеса 10.
Режущий инструмент 20 выполнен в виде фрезы, предназначенной для приведения во вращение. Как показано на фиг. 5, в одном из примеров варианта осуществления изобретения режущий инструмент 20 имеет по существу цилиндрический корпус 21 с первым концом, предназначенным для крепления к держателю инструмента, и вторым концом, противоположным первому концу. Корпус 21 режущего инструмента 20 продолжается вдоль продольной оси, являющейся его осью вращения.
Корпус 21 режущего инструмента 20 имеет на своем втором конце по меньшей мере один режущий зуб 22, продолжающийся за пределы упомянутого второго конца.
В примере варианта осуществления изобретения, показанном на фиг. 5 и 6, инструмент имеет два режущих зуба 22, каждый из которых имеет режущую кромку 220, продолжающуюся в диаметральной плоскости корпуса 21 режущего инструмента 20.
Как показано, в частности, на фиг. 6, два режущих зуба 22 диаметрально противоположны друг другу и расположены, соответственно, в диаметральной плоскости корпуса 21 с обеих сторон режущего инструмента 20. Другими словами, два режущих зуба 22 идентичны друг другу и расположены симметрично друг другу относительно оси вращения режущего инструмента 20.
Режущая кромка 220 каждого режущего зуба 22 имеет участок, способный создавать на обрабатываемой детали поверхность вращения, ось вращения которой совпадает с осью вращения инструмента.
Точнее, упомянутый участок называется "наклоненным участком" 221, при этом он образует тупой или острый угол с осью вращения инструмента.
В частности, на фиг. 5 в показаны режущие кромки 220, наклоненный участок 221 которых наклонен к корпусу 21 режущего инструмента 20. Другими словами, расстояние, отделяющее наклоненные участки 221 этих двух режущих кромок 220 друг от друга увеличивается по мере удаления кромок от второго конца корпуса 21 режущего инструмента 20.
Этот признак позволяет выполнять во время механической обработки удаление материал на зубьях 14 заготовки спускового колеса 10, чтобы создавать поверхность 142 вращения, имеющую форму скоса 143, описанного выше и подробно показанного на фиг. 1 и 4. Во время такого удаления материала корпус 21 режущего инструмента 20 расположен соосно с заготовкой спускового колеса, как более подробно описано ниже.
В альтернативном варианте осуществления изобретения режущая кромка 220 может содержать участок, называемый "вертикальным участком", который параллелен оси вращения инструмента и не показан на чертежах. Прямолинейный участок, предпочтительно, предназначен для создания поверхности 142 вращения на каждом из зубьев 14 спускового колеса во время их механической обработки посредством вращения режущего инструмента 20 вокруг его оси вращения, причем все поверхности 142 вращения представляют собой участки одного и того же цилиндра.
В дополнение к наклоненному участку 221 или вертикальному участку режущая кромка 220 может включать в себя участок, называемый "перпендикулярным участком" 222, который образует прямой угол с осью вращения режущего инструмента 20. Перпендикулярный участок 222, предпочтительно, расположен на конце каждого режущего зуба 22 и удален от оси вращения инструмента дальше, чем наклоненный участок 221 или вертикальный участок.
Предпочтительно, перпендикулярный участок 222 позволяет создавать плоскую поверхность 144 описанного выше уменьшенного концевого участка 140.
Кроме того, наклоненный участок 221 или вертикальный участок и/или перпендикулярный участок 222 могут иметь профиль, позволяющий осуществлять функциональное или декоративное структурирование поверхностей 142 вращения и/или плоских поверхностей 144 зубьев 14 спускового колеса 10.
Профиль, в частности, может включать в себя ряд гребней и впадин.
Термин "функциональное структурирование" относится здесь к состоянию поверхности, позволяющему обработанной поверхности обладать липофобным или липофильным эффектом.
За счет известных специалисту в данной области техники методов режущие зубья 22 могут иметь рельефные углы и изготавливаться из любого подходящего материала, такого как поликристаллический кубический нитрид бора, монокристаллический или поликристаллический алмаз или твердый металл, или соединение, имеющее металлическую матрицу, например, из карбида вольфрама-кобальта или из карбида вольфрама-никеля, на которую осаждают подходящее покрытие, такое как поликристаллический алмаз, алмазоподобный углерод, нитрид титана, карбид титана и т.д.
Согласно другому аспекту, настоящее изобретение также относится к способу изготовления описанного выше спускового колеса.
Такой способ изготовления включает предварительный этап создания заготовки спускового колеса, содержащей обод 12, ступицу 11, соединенную с ободом 12 радиальными спицами 13, и зубья 14, равномерно распределенные по периферии обода 12.
После этого этапа заготовка спускового колеса соответствует обычному спусковому колесу, которое представляет собой известное спусковое колесо. Более того, во время этого предварительного этапа можно получать заготовку спускового колеса любым способом, известным специалисту в данной области техники, например вырубкой или фрезерованием.
Однако предпочтительно получать заготовку спускового колеса способом LIGA по причинам, подробно рассматриваемым ниже.
Следующий этап представляет собой этап механической обработки, одновременно уменьшающей сечение свободного конца каждого зуба 14 с помощью описанного выше режущего инструмента 20, расположенного соосно с заготовкой спускового колеса, чтобы получить для каждого из зубьев 14 уменьшенный концевой участок 140. Таким образом, после осуществления способа получают описанное выше спусковое колесо 10.
Здесь термин "соосное расположение" означает, что ось вращения инструмента и ось вращения заготовки спускового колеса совпадают. Таким образом, уменьшение сечения соответствует уменьшению толщины зубьев 14 заготовки спускового колеса.
Этап механической обработки может выполняться таким образом, что уменьшение обрабатываемого сечения приводит к получению уменьшенного концевого участка 140, имеющего форму поверхности 142 вращения, формирующую скос 143.
В качестве альтернативы этап механической обработки может выполняться таким способом, что обработка с целью уменьшения сечения приводит к уменьшенному концевому участку 140, имеющему форму поверхности 142 вращения, ортогональной плоскости P.
Кроме того, этап механической обработки может выполняться таким образом, что в результате уменьшения сечения получают уменьшенный концевой участок 140, образованный плоской поверхностью 144, по существу параллельной плоскости P, в которой лежит упомянутое спусковое колесо.
В другом примере варианта осуществления способа этап механической обработки может выполняться так, что в результате механической обработки с целью уменьшения сечения получают уменьшенный концевой участок 140, образованный только скосом 143.
Этап механической обработки, предпочтительно, выполняют посредством фрезерования, при этом он включает следующие последовательные операции:
- установка режущего инструмента 20 так, чтобы его ось вращения совпадала с осью вращения заготовки спускового колеса;
- прямолинейное перемещение режущего инструмента 20 к заготовке спускового колеса в направлении, совпадающем с осью вращения заготовки спускового колеса, и вырезание части конца каждого зуба 14 заготовки спускового колеса, чтобы уменьшить толщину упомянутой части, за одну операцию резки; эта операция позволяет получать уменьшенные концевые участки каждого зуба 14;
- отведение режущего инструмента 20.
За счет особого расположения режущего инструмента 20 относительно заготовки спускового колеса уменьшенные концевые участки, полученные после операции резки, с одной стороны, идентичны для всех зубьев 14 упомянутого спускового колеса и, с другой стороны, получены за одну операцию механической обработки.
Предпочтительно, если заготовка спускового колеса получена способом LIGA, она изготавливается из множества других заготовок спускового колеса, точно распределенных по подложке. Упомянутая подложка имеет оптические метки, точно расположенные относительно заготовки спускового колеса и адаптированные для считывания оптическими датчиками, чтобы указать режущему инструменту 20 точное положение каждой из упомянутых заготовок. Таким образом, благодаря использованию оптических средств, операция позиционирования режущего инструмента 20 может выполняться быстро и точно для каждой обрабатываемой заготовки спускового колеса.
Кроме того, в качестве альтернативы или дополнительно во время выполнения операций направленного перемещения режущего или фрезеровального инструмента 20, способ может включать выполнение операции оптической верификации положения режущего инструмента относительно обрабатываемой или подлежащей обработке заготовки спускового колеса, чтобы в случае необходимости исправить положение режущего инструмента 20.
Цельная стабилизирующая деталь и способ ее производства
Составной микромеханический компонент из кремния с металлом и способ изготовления компонента
Способ изготовления биметаллической микроструктуры
Способ изготовления многослойных металлических элементов с помощью процессов, использующих ультрафиолетовое излучение
Способ изготовления микромеханического компонента
Система шестерен для часов
Устройство для радиального зажима детали в часах
Устройство для радиального зажима детали в часах
Способ изготовления металлической микроструктуры и микроструктура, полученная указанным способом
Термокомпенсированная пружина и способ ее изготовления
Деталь часового механизма
Форма для гальванопокрытия и способ ее производства
Спиральная пружина для часового механизма
Спиральная пружина для часового механизма и способ ее изготовления

