Результат интеллектуальной деятельности: Способ получения износостойкого покрытия режущего инструмента
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к способам нанесения наноструктурированных и износостойких покрытий методом ионно-плазменного напыления на поверхность режущих инструментов.
Аналогом изобретения является способ нанесения износостойкого покрытия из нитрида титана, кремния и алюминия TiSiAIN вакуумно-плазменным методом на поверхность режущего инструмента [Табаков В.П. Формирование износостойких ионно-плазменных покрытий режущего инструмента В.П. Табаков. - М.: Машиностроение, 2008-312 с.].
Недостатком данного способа является низкая твердость получаемого покрытия, в результате чего происходит его быстрое изнашивание, а также низкая пластичность, приводящая к быстрому зарождению и распространению трещин, и как следствие, к разрушению покрытия и низкая коррозионная стойкость, связанная с окислением титана при повышении температуры.
Прототипом изобретения является способ получения износостойкого покрытия для режущего инструмента (пат. №2648814, МПК С23С 14/02, С23С 14/24, В23В 27/14, опубл. 28.03.2018 г., бюл. №10), включающий вакуумно-плазменное нанесение износостойкого покрытия из нитрида титана, алюминия, кремния, ниобия и молибдена, взятых в следующем соотношении, мас. %: титан 63,56, алюминий 10,11, кремний 0,94, ниобий 21,47, молибден 3,92, при этом нанесение покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют из сплава титана и кремния, второй - из сплава титана и алюминия и располагают противоположно первому, а третий изготавливают составным из ниобия и молибдена и располагают между ними.
Недостатком данного способа является низкая твердость получаемого покрытия, в результате чего происходит его быстрое изнашивание, а также низкая пластичность, приводящая к быстрому зарождению и распространению трещин, и как следствие, к разрушению покрытия и низкая коррозионная стойкость, связанная с окислением титана при повышении температуры.
Задачей изобретения является усовершенствование способа получения износостойкого покрытия, позволяющее повысить эксплуатационные характеристики режущего инструмента.
Техническим результатом является повышение износостойкости, стойкости к усталостному растрескиванию покрытия и стойкости к коррозионному разрушению.
Технический результат достигается тем, способ получения износостойкого покрытия режущего инструмента, включающий нанесение на поверхность режущего инструмента покрытия содержащего титан, алюминий и ниобий, при этом перед нанесением покрытия поверхность режущего инструмента подвергают ионно-плазменному травлению в вакуумной камере низкотемпературной аргоновой плазмой при давлении 1-3 Па, а после нанесения - фазообразующему термическому окислительному отжигу при температуре 550-650°С в течение 1-2 часов, при этом нанесение покрытия осуществляют ионно-плазменным напылением при давлении 1-3 Па, токе 150-200 мА с получением покрытия толщиной 100-300 мкм, а состав наносимого покрытия дополнительно содержит ванадий и диборид титана при следующем содержании исходных компонентов покрытия, вес.%: Аl 5,5-6,5; V 7-8; Nb 2-4 TiB2 1-2; Ti - остальное.
Проведение предварительного ионно-плазменного травления низкотемпературной аргоновой плазмой поверхности режущего инструмента при давлении 1-3 Па позволяет повысить адгезионную прочность между покрытием и поверхностью режущего инструмента, за счет микроструктурирования поверхности режущего инструмента, что позволяет легко очистить поверхность изделия от загрязнений и остатков смазки. При этом также одновременно происходит во время ионно-плазменного травления - поверхностная абляция материала, позволяющая изменить структурно-механические свойства изделия, увеличить шероховатость, что улучшает адгезионную прочность между материалом покрытия и поверхностью металла режущего инструмента. Ионно-плазменную обработку применяют к широкому спектру видов режущего инструмента любого состава и сложной геометрической формы. Таким образом, обработка поверхности режущего инструмента перед нанесением покрытия ионно-плазменным травлением позволяет улучшить физико-механические свойства получаемого режущего инструмента.
Нанесение наноструктурированных металлических покрытий желаемого химического состава и толщины 100-300 мкм, путем ионно-плазменного напыления позволяют получить покрытие, характеризующееся высокой адгезионной прочностью, приближаемой по значению к металлургической. Это обусловлено тем, что при нанесении наноструктурированного покрытия путем ионно-плазменнного напыления при давлении 1-3 Па токе 150-200 мА не происходит термического нагрева поверхности режущего инструмента, в результате чего не происходит возникновения остаточных напряжений на поверхности инструмента и вдоль границ раздела изделие-покрытие, а также повышается стойкость режущего инструмента с покрытием к усталостному растрескиванию. Также ионно-плазменное напыление обеспечивает возможность получения покрытия с наноразмерной структурой в диапазоне размеров 5-15 нм, характеризующегося ультравысокой твердостью, высокой усталостной прочностью и повышенной износостойкостью, обусловленных определенной формой кубической и тетрагональной сингонии и размером наночастиц, принадлежащих области максимальной реализации эффекта Холла-Петча.
Получение на поверхности режущего инструмента покрытия состава TiAlVNbTiB2 позволяет повысить эксплуатационные характеристики режущего инструмента. Состав TiAlVNbTiB2 представляет собой титано-алюминиевый сплав легированный ванадием - V, ниобием - Nb и диборидом титана - TiB2.
Так титан-алюминиевые сплавы, имеют высокую жаропрочность и жаростойкость, что обеспечивает сохранение геометрии режущей кромки инструмента при эксплуатации и как следствие сохранение высоких режущих характеристик инструмента в процессе резания.
Использование в качестве легирующего элемента для титан-алюминиевого сплава ванадия в количестве 7-8% позволяет переводить кристаллическую решетку сплава TiAl от тетрагональной формы к кубической, что в свою очередь позволяет повысить пластичность получаемого покрытия, таким образом, также повышается стойкость покрытия к усталостному растрескиванию. Также перевод от тетрагональной к кубической решетки позволяет в сплавах TiAl, позволяет повысить микротвердость покрытия, что также повышает износостойкость инструмента.
Наличие в титан-алюминиевом сплаве в качестве легирующего элемента ниобия в количестве 2-4% позволяет повысить термодинамической активности Аl по сравнению с Ti, способствуя тем самым образованию устойчивого защитного слоя Al2O3 на поверхности покрытия, при этом оксидная пленка Al2O3 имеет высокую микротвердость и плотную структуру, блокирующую дальнейшее окисление покрытия, в том числе и титана, содержащегося в покрытии, также оксидная пленка Аl2O3 повышает коррозионную стойкость и износостойкость покрытия.
Добавление в состав покрытия 1-2% TiB2, являющегося упрочняющей дисперсионной фазой, находящейся в равновесии со сплавом титана и алюминия (алюмидами титана) при хорошей физико-химической и механической совместимости позволяет повысить прочностные характеристики покрытия и микротвердость, сохранить пластичность и вязкость покрытия, а также повысить его жаропрочность и жаростойкость, за счет блокирования роста зерен структуры при повышении температуры, которая всегда сопровождает процесс обработки металла резанием.
Проведение термического окислительного фазообразующего отжига после ионно-плазменного напыления позволяет создать поверхностный слой из высокотвердых высокотермостойких наночастиц смеси оксидов кубической фазы и тетрагональной фазы, что приводит к получению высокотвердых покрытий с высокой износостойкостью и значительной усталостной прочностью.
Получение износостойкого покрытия режущего инструмента, происходит следующим образом:
- на первом этапе происходит предварительное ионно-плазменное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 1-3 Па;
- на втором этапе на подготовленную поверхность обрабатываемого изделия наносят наноструктурированное покрытие толщиной 100-300 мкм методом ионно-плазменного напыления при давлении 1-3 Па, токе 150-200 мА сплава Ti-Al-V-Nb-TiB2 при следующем соотношении исходных компонентов покрытия вес %: Аl 5,5-6,5; V 7-8; Nb 2-4; TiB2 1-2; Ti - остальное, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность режущего инструмента;
- после чего проводят термический окислительный фазообразующий отжиг при температуре 550-650°С в течение 1-2 часа для появления поверхностного слоя наночастиц высокотвердого оксида кубической фазы Al2O3 в смеси с тетрагональными наночастицами рутила TiO2 и диоксида ванадия VO2, приводящего также к повышению адгезионной прочности износостойкого покрытия, возрастанию его твердости, износостойкости, коррозионной стойкости и усталостной прочности вследствие процесса перекристаллизации нанесенного покрытия.
Пример 1.
Получение износостойкого покрытия режущего инструмента, происходит следующим образом:
- на первом этапе происходит предварительное ионно-плазменное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 3 Па;
- на втором этапе на подготовленную поверхность обрабатываемого изделия наносят наноструктурированное покрытие толщиной 100 мкм методом ионно-плазменного напыления при давлении 3 Па, токе 150 мА сплава Ti-Al-V-Nb-TiB2 при следующем соотношении исходных компонентов покрытия вес %: Аl - 5,5; V - 7; Nb - 2; TiB2 - 1; Ti - остальное, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность режущего инструмента;
- после чего проводят термический окислительный фазообразующий отжиг при температуре 550°С в течение 1 часа для появления поверхностного слоя наночастиц высокотвердого оксида кубической фазы Аl2O3 в смеси с тетрагональными наночастицами рутила TiO2 и диоксида ванадия VO2, приводящего также к повышению адгезионной прочности износостойкого покрытия, возрастанию его твердости, износостойкости, коррозионной стойкости и усталостной прочности вследствие процесса перекристаллизации нанесенного покрытия.
Пример 2
Получение износостойкого покрытия режущего инструмента, происходит следующим образом:
- на первом этапе происходит предварительное ионно-плазменное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 2 Па;
- на втором этапе на подготовленную поверхность обрабатываемого изделия наносят наноструктурированное покрытие толщиной 200 мкм методом ионно-плазменного напыления при давлении 2 Па, токе 175 мА сплава Ti-Al-V-Nb-TiB2 при следующем соотношении исходных компонентов покрытия вес %: Аl - 6; V - 7,5; Nb - 3; TiB2 - 1,5; Ti - остальное, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность режущего инструмента;
- после чего проводят термический окислительный фазообразующий отжиг при температуре 600°С в течение 1,5 часа для появления поверхностного слоя наночастиц высокотвердого оксида кубической фазы Al2O3 в смеси с тетрагональными наночастицами рутила TiO2 и диоксида ванадия VO2, приводящего также к повышению адгезионной прочности износостойкого покрытия, возрастанию его твердости, износостойкости, коррозионной стойкости и усталостной прочности вследствие процесса перекристаллизации нанесенного покрытия.
Пример 3
Получение износостойкого покрытия режущего инструмента, происходит следующим образом:
- на первом этапе происходит предварительное ионно-плазменное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 1 Па;
- на втором этапе на подготовленную поверхность обрабатываемого изделия наносят наноструктурированное покрытие толщиной 300 мкм методом ионно-плазменного напыления при давлении 1 Па, токе 200 мА сплава Ti-Al-V-Nb-TiB2 при следующем соотношении исходных компонентов покрытия вес %: Аl - 6,5; V - 8; Nb - 4; TiB2 - 2; Ti - остальное, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность режущего инструмента;
- после чего проводят термический окислительный фазообразующий отжиг при температуре 650°С в течение 2 часа для появления поверхностного слоя наночастиц высокотвердого оксида кубической фазы Аl2O3 в смеси с тетрагональными наночастицами рутила TiO2 и диоксида ванадия VO2, приводящего также к повышению адгезионной прочности износостойкого покрытия, возрастанию его твердости, износостойкости, коррозионной стойкости и усталостной прочности вследствие процесса перекристаллизации нанесенного покрытия.
Результаты испытаний образцов полученных износостойких покрытий сведены в таблицу 1.
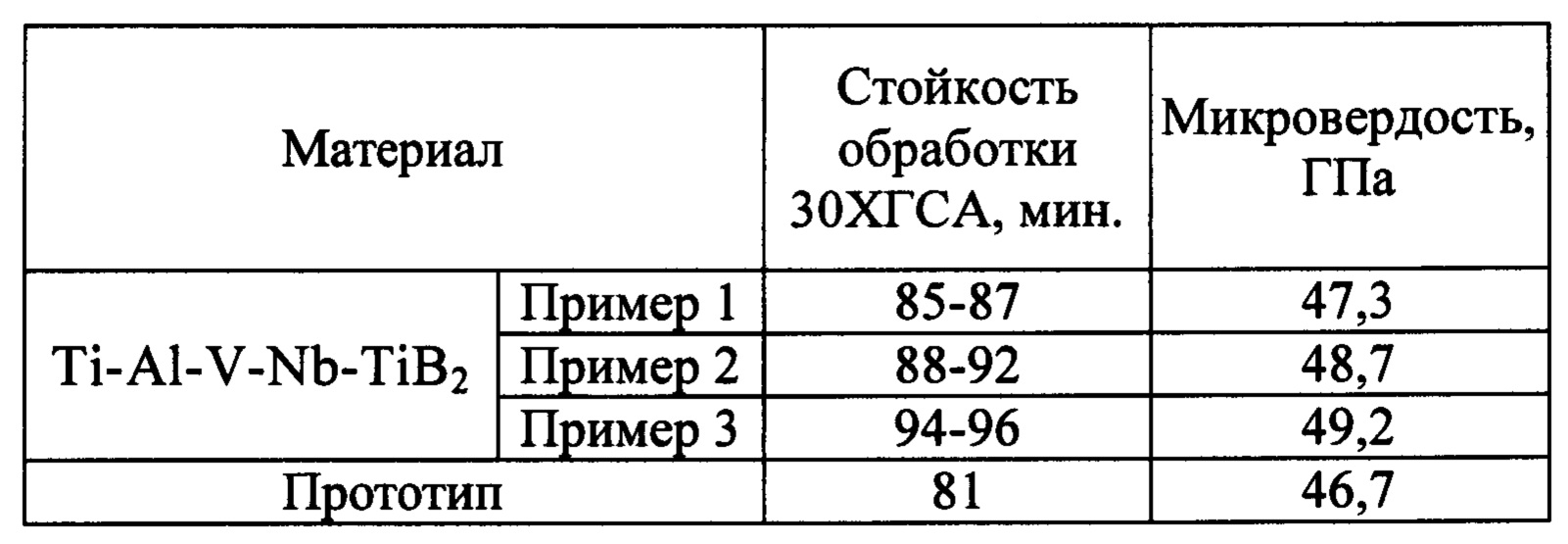
Анализ данных представленных в таблице, позволяет сделать вывод о том, что режущий инструмент с износостойким покрытиям, полученным по заявляемому способу, характеризуется более высокими физико-механическими характеристиками, по сравнению с пластинами, изготовленными по известным способам.
Таким образом, совокупность заявляемых признаков позволяет достичь поставленный технический результат.
Способ получения износостойкого покрытия режущего инструмента, включающий нанесение на поверхность режущего инструмента покрытия, содержащего титан, алюминий и ниобий, отличающийся тем, что перед нанесением покрытия поверхность режущего инструмента подвергают ионно-плазменному травлению в вакуумной камере низкотемпературной аргоновой плазмой при давлении 1-3 Па, а после нанесения - фазообразующему термическому окислительному отжигу при температуре 550-650°С в течение 1-2 ч, при этом нанесение покрытия осуществляют ионно-плазменным напылением при давлении 1-3 Па, токе 150-200 мА с получением покрытия толщиной 100-300 мкм, а наносимое покрытие дополнительно содержит ванадий и диборид титана при следующем содержании исходных компонентов покрытия, вес.%: Аl 5,5-6,5; V 7-8; Nb 2-4; TiB 1-2; Ti - остальное.Способ определения границ пластичности грунтов
Способ получения фракционированного лецитина
Способ производства фитохлебцев
Двухвальцовый станок с межвальцовым устройством
Способ производства бисквитного полуфабриката
Способ производства консервов из топинамбура
Мясорастительный продукт геродиетического назначения
Песочное печенье профилактического назначения
Пищевая композиция для производства песочного печенья
Смесь для низкоуглеводной выпечки
Способ изготовления детали из металлического порошкового материала
Способ получения покрытия на поверхности детали из цветных металлов
Способ получения покрытия на поверхности детали из стали
Способ получения износостойкого покрытия на изделии из инструментальной стали
Способ повышения прочности детали с покрытием
Шарнир равных угловых скоростей
Установка для получения нанодисперсных порошков металлов и растворов металлов

