Результат интеллектуальной деятельности: СПОСОБ ОЧИСТКИ КОРПУСОВ РАСПЫЛИТЕЛЕЙ ПОСЛЕ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к электрохимической обработке, в частности, к обработке отверстий и полостей в корпусах распылителей дизельных двигателей.
В настоящее время широко распространенным способ получения так называемого «кармана» в корпусах распылителей дизельных двигателей является электрохимическая обработка центрального канала в корпусах распылителей с последующей очисткой от остатков электролита и продуктов реакции. Очистка обычно подразумевает последовательную нейтрализацию остатков электролита и мойку. Большинство распылителей дизельных двигателей, применяемых в автотракторной технике, имеет диаметр центрального канала, не превышающий ∅6 мм. При этом протяженность центрального канала может достигать 60-70 мм, то есть превышать диаметр в 10 и более раз.
Известен способ промывки изделий после поверхностной обработки, включающий два этапа, на первом из которых изделия обрабатывают паром непосредственно над технологической ванной, а на втором изделия промывают погружением в ванну (А.с. SU №1816802, опубл. 23.05.1993. Бюл. №19). Температура пара, применяемого для первичной обработки деталей по известному способу, может достигать 120°С. К недостаткам известного решения относятся необходимость выполнения процесса в два этапа и применение пара высокой температуры, что ухудшает условия труда оператора и требует специальных мероприятий по обеспечению безопасности труда.
Известен способ размерной электрохимической обработки, согласно которому промывку деталей осуществляют последовательно не менее, чем в двух баках методом окунания (А.с. SU №1118513, опубл. 15.10.1984. Бюл. №38).
К общим недостаткам известных решения относится недостаточная надежность способов, с точки зрения эффективности обработки глухих отверстий. При погружении в нейтрализующие или промывочные ванны, даже имеющие циркуляцию жидкости, в придонной зоне глухих отверстий возможно сохранение воздушных карманов, что приводит к коррозии внутренних поверхностей деталей. Это тем более вероятно при обработке деталей, имеющих глухие отверстия малого диаметра, в частности при очистке корпусов распылителей дизельных двигателей.
Наиболее близким, по совокупности существенных признаков - прототипом заявляемого изобретения - является способ очистки изделий, по которому изделие заливают моющим раствором, куда подают газ, обеспечивая циркуляцию раствора, затем ополаскивают жидкостью и производят сушку газом, причем обработку моющим раствором и ополаскивание ведут в непрерывных потоках жидкостно-газовых смесей, где газ распределен в виде пузырьков, а в процессе обработки изменяют концентрацию газа, размеры пузырьков, концентрацию газа в различных фракциях, используя во всех случаях только очищенный газ (пат. RU 2219002, опубл. 20.12.2003. Бюл. №35). Жидкостно-газовой смеси придают направленное - вращательное движение. К недостаткам известного решения относится необходимость предварительной подготовки газа, а также наличие специального оборудования для очистки газа и придания вращательного движения потокам смеси, что усложняет и удорожает процесс.
Технической задачей настоящего изобретения является устранение недостатков прототипа, а именно создание эффективного процесса очистки деталей, не требующего организации вращательного движения потока, специальной подготовки газа для обдувки и обеспечивающего эффективную очистку глухих отверстий корпусов распылителей дизельных двигателей.
Решение поставленной технической задачи достигается за счет:
- применения сжатого воздуха из производственной сети предприятия без дополнительных специальных мероприятий по его очистке и осушению,
- использования однофазных - жидких - рабочих растворов заданного состава для нейтрализации остатков электролита и промывки,
- организации направленного поступательного движения рабочих растворов непосредственно вблизи и в направлении донных частей глухих отверстий корпусов распылителей и
- выполнения очистки корпусов распылителей после электрохимической обработки в два этапа на идентичном оборудовании - устройстве для осуществления предлагаемого способа - различающемся только составом применяемого рабочего раствора.
Новизной в предлагаемом способе очистки корпусов распылителей после электрохимической обработки и устройстве для его осуществления является организации циркуляции и направленного движения рабочих растворов непосредственно вблизи и в направлении донных частей глухих отверстий корпусов распылителей за счет установки обрабатываемых корпусов распылителей в ванны с рабочими растворами на полые оправки, через которые происходит прокачка рабочих растворов.
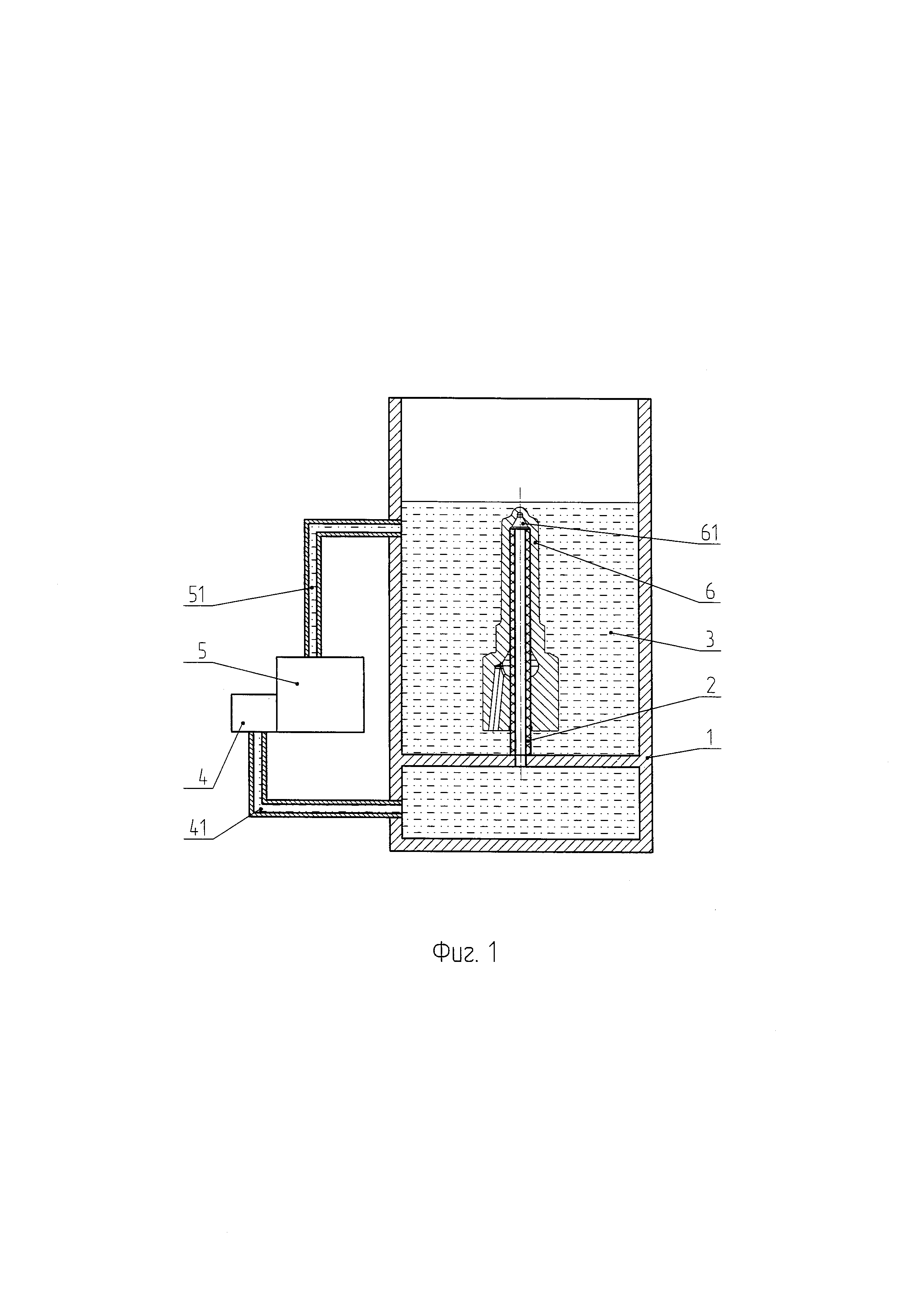
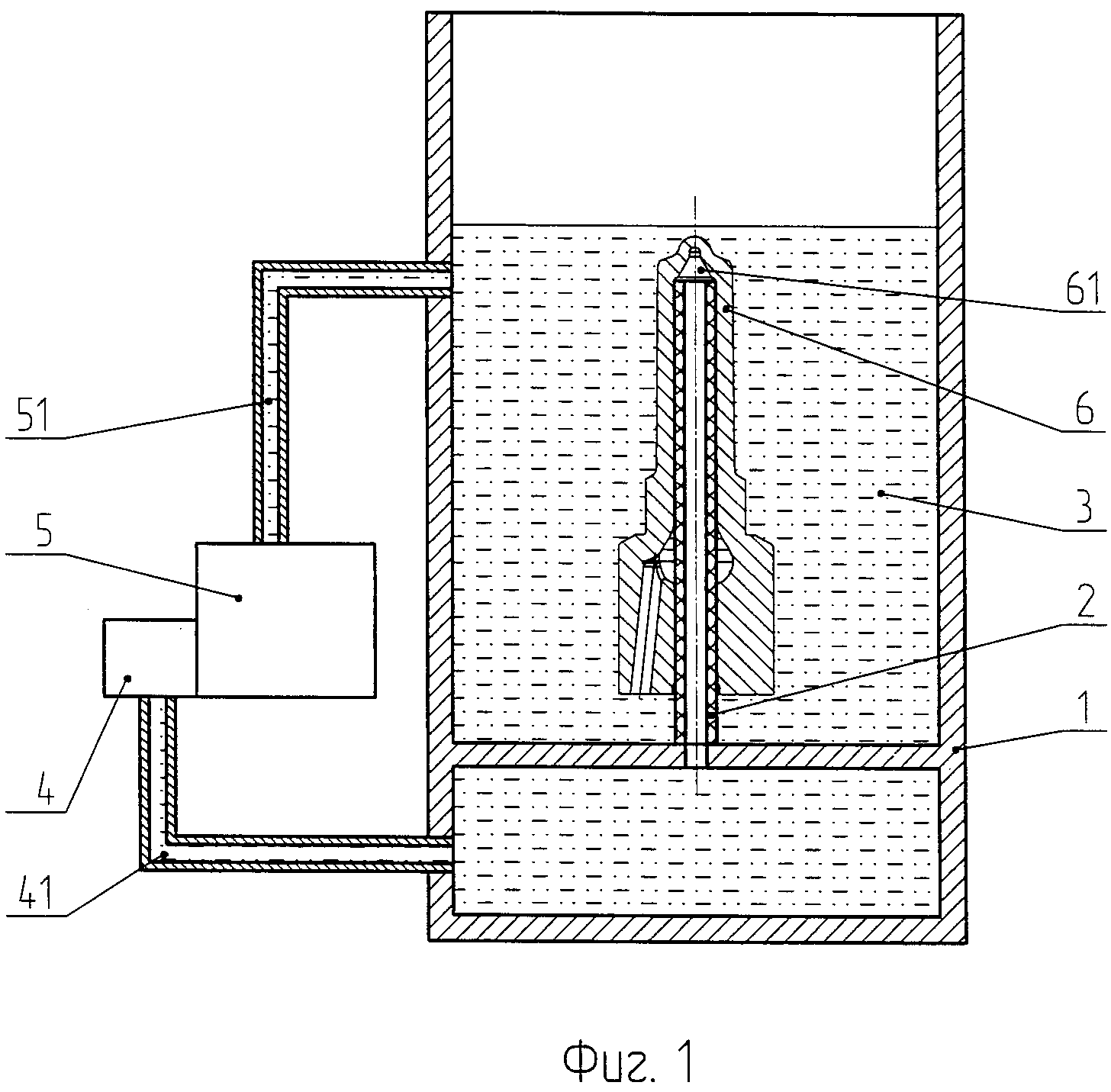
На фиг. 1 показан общий вид устройства для осуществления предлагаемого способа.
Устройство для осуществления предлагаемого способа очистки корпусов распылителей после электрохимической обработки включает корпус ванны 1 с полыми оправками 2, циркуляционный насос 4 с трубопроводом 41, бак 5 с трубопроводом 51. Циркуляционный насос 4 подает рабочий раствор 3 в корпус ванны 1 и прокачивает его через полые оправки 2. Из корпуса ванны 1 рабочий раствор 3 сливается через трубопровод 51 в бак, откуда попадает на вход циркуляционного насоса 4. Корпуса распылителей 6 надевают до упора на полые оправки 2. Размеры полых оправок 2 подбирают таким образом, чтобы после установки корпусов распылителей 6 обеспечивался достаточный проток рабочего раствора 3. Циркуляционный насос 4 обеспечивает вытеснение рабочим раствором 3 воздуха, который может остаться в отверстиях корпусов распылителей 6 после их установки на полые оправки 2. Рабочий раствор 3 омывает все внутренние и наружные поверхности корпусов распылителей 6, включая их донные части 61.
Предлагаемый способ предполагает последовательное использование двух идентичных устройств для своего осуществления, различающихся только составом рабочего раствора. В первом устройстве происходит нейтрализация остатков электролита на поверхностях обрабатываемых корпусов распылителей, во втором - промывка корпусов распылителей.
Способ очистки корпусов распылителей после электрохимической обработки осуществляется следующим образом.
Обрабатываемые корпуса распылителей 5 надевают на полые оправки 2 предлагаемого устройства для осуществления способа, в корпус ванны 1 которого заправлен рабочий раствор 3 для нейтрализации остатков электролита. Корпуса распылителей 5 выдерживают в течение заданного времени.
После обработки в устройстве с рабочим раствором для нейтрализации остатков электролита на поверхностях корпусов распылителей, корпуса распылителей перемещают в устройство с рабочим раствором, предназначенным для промывки, и выдерживают в течение заданного времени, затем корпуса распылителей извлекают из устройства, и обдувают сжатым воздухом под давлением, соответствующим давлению воздуха в производственной сети предприятия. Сжатый воздух, используемый для обдувки корпусов распылителей после обработки в рабочих растворах 3, не требует дополнительной специальной подготовки, в т.ч. очистки и осушения.
Составы рабочих растворов 3 для нейтрализации остатков электролита на поверхностях корпусов распылителей, конструкция циркуляционного насоса 4 и подводящего и отводящего трубопроводов 41 и 42, продолжительность выдержки обрабатываемых деталей в рабочих растворах 3 и давление сжатого воздуха, используемого для обдувки корпусов распылителей после обработки в рабочих растворах 3, не являются предметом охраны по настоящей заявке.
Установка корпусов распылителей на полые оправки может производиться с использованием технологической тары, не препятствующей осуществлению способа и позволяющей устанавливать одновременно более, чем один корпус распылителя. Конструкция технологической тары не является предметом охраны по настоящей заявке.
Предлагаемые способ очистки корпусов распылителей после электрохимической обработки и устройство для его осуществления применяется в серийном производстве распылителей всех модификаций на Алтайском заводе прецизионных изделий.
Способ испытания электрогидравлической форсунки
Способ гидравлического испытания компонентов систем common rail

