Результат интеллектуальной деятельности: ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК ДЛЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к листовому упаковочному материалу для изготовления запечатанных упаковок для текучих пищевых продуктов.
УРОВЕНЬ ТЕХНИКИ
Как известно, многие жидкие или текучие пищевые продукты, такие как фруктовый сок, ультрапастеризованное молоко (UHT-молоко), вино, томатный соус, и т.д., продаются в упаковках, изготовленных из стерилизованного упаковочного материала.
Типичным примером является упаковка в форме параллелепипеда для жидких или текучих пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированный товарный знак), которую изготавливают путем сгибания и запечатывания ламинированного полосового упаковочного материала. Упаковочный материал имеет многослойную структуру, содержащую базовый слой, например, из бумаги, покрытый с обеих сторон слоями из термосвариваемого пластикового материала, например, полиэтилена. В случае асептических упаковок для продуктов длительного хранения, таких как UHT-молоко, упаковочный материал также содержит слой из кислородонепроницаемого материала (барьерного материала), например, алюминиевой фольги, который накладывают на слой из термосвариваемого пластикового материала, и в свою очередь покрывают другим слоем из термосвариваемого пластикового материала, образующим внутреннюю поверхность упаковки, которая в конечном итоге контактирует с пищевым продуктом.
Известна упаковка, которая содержит:
- прямоугольную нижнюю стенку, которую пересекает нижний поперечный запечатывающий шов;
- прямоугольную верхнюю стенку, которую пересекает верхний поперечный запечатывающий шов;
- заднюю стенку, которая продолжается между соответствующими первыми краями верхней стенки и нижней стенки;
- переднюю стенку, которая располагается напротив задней стенки и продолжается между соответствующими вторыми краями, противоположными первым краям, верхней стенки и нижней стенки; и
- пару боковых стенок, расположенных между нижней стенкой и верхней стенкой и между задней стенкой и передней стенкой.
Кроме того, упаковка содержит верхнюю поперечную запечатывающую полосу и нижнюю поперечную запечатывающую полосу, которые продолжаются через соответствующие верхнюю стенку и нижнюю стенку.
Верхняя запечатывающая полоса продолжается за пределы верхней стенки в соответствующие плоские по существу треугольные клапаны, которые сгибают копланарно с верхними участками боковых стенок и на эти верхние участки от верхней стенки
Нижняя запечатывающая полоса содержит основной участок, который сгибают поверх нижней стенки, и пару боковых участков, которые сгибают поверх основного участка. Основной участок сгибают на нижнюю стенку, при этом боковые участки образуют два соответствующих плоских по существу треугольных боковых нижних клапана упаковочного материала, согнутые поверх основного участка.
Кроме того, по существу треугольные клапаны сгибают копланарно с соответствующими боковыми участками нижней запечатывающей полосы и на эти боковые участки от нижних участков соответствующих боковых стенок.
В известных упаковках клапаны имеют форму равнобедренных треугольников с двумя углами, равными 45 градусов или более 45 градусов.
Упаковки этого типа обычно изготавливают на полностью автоматизированных упаковочных машинах, на которых из подаваемого в виде полотна упаковочного материала формируют непрерывную трубу; полотно упаковочного материала стерилизуют на упаковочной машине, например, путем нанесения химического стерилизующего средства, такого как раствор перекиси водорода, который после завершения стерилизации удаляется с поверхностей упаковочного материала, например, испаряется путем нагрева; стерилизованное таким образом полотно затем удерживают в закрытой стерильной среде, и сгибают и запечатывают продольно, чтобы образовать трубу, которая подается вертикально. В качестве альтернативы, упаковочный материал может стерилизоваться с помощью других технологий, например, используя низковольтные электронные лучи.
Для завершения операции формирования, трубу заполняют стерилизованным или обработанным в стерильной среде пищевым продуктом, и запечатывают и далее разрезают вдоль равномерно разнесенных поперечных сечений.
Более подробно, трубу запечатывают продольно и поперечно относительно ее оси таким образом, чтобы сформировать упаковки типа «подушка», которые в конечном итоге будут подвергнуты сгибанию, чтобы сформировать готовые упаковки с продольным запечатывающим швом и верхним поперечным запечатывающим швом и нижним поперечным запечатывающим швом.
В качестве альтернативы, упаковочный материал может разрезаться на заготовки, из которых формируют упаковки на формующих валиках, и упаковки затем заполняют пищевым продуктом и запечатывают.
В обоих случаях изготовление известных упаковок начинается с базового элемента упаковочного материала, который в первом случае представляет собой часть полотна упаковочного материала, и во втором случае представляет собой предварительно отрезанную заготовку.
В первом случае полотно упаковочного материала содержит последовательность базовых элементов и его:
- сгибают в цилиндр, чтобы сформировать вертикальную трубу, и продольно запечатывают;
- заполняют непрерывно пищевым продуктом; и
- запечатывают поперечно и разрезают на базовые элементы, которые затем сгибают, чтобы сформировать последовательные упаковки.
Во втором случае базовый элемент сгибают на формующем валке, заполняют пищевым продуктом и запечатывают наверху и внизу, чтобы сформировать упаковку.
В обоих случаях базовый элемент имеет рисунок сгибания, т.е. множество линий сгиба, вдоль которых сгибают упаковочный материал, чтобы сформировать готовые упаковки.
Линии сгиба ограничивают множество панелей, которые образуют стенки и клапаны готовой упаковки, после того, как базовый элемент был согнут.
Более подробно, линии сгиба ограничивают:
- пару треугольных первых панелей, которые располагаются между соответствующими вторыми треугольными панелями; и
- пару треугольных третьих панелей, которые располагаются между соответствующими четвертыми треугольными панелями.
Первые (четвертые) панели образуют соответственно внутреннюю стенку верхних (нижних) клапанов готовых упаковок, а вторые (третьи) панели образуют соответственно наружные стенки верхних (нижних) клапанов готовых упаковок.
Каждая первая (третья) панель ограничена посредством:
- сегмента первой линии сгиба, который образует боковые стороны верхней (нижней) стенки готовой упаковки; и
- пары вторых линий сгиба, которые продолжаются между соответствующими противоположными концами этого сегмента и общим концом на третьей линии сгиба.
Третья линия сгиба параллельна первой линии сгиба.
Вторые линии сгиба наклонены относительно первой линии сгиба и третьей линии сгиба.
Основание первой (третьей) панели образовано упомянутым сегментом первой линии сгиба, а высота первой (третьей) панели образована расстоянием между первой линией сгиба и третьей линией сгиба.
Еще более подробно, первая линия сгиба образует вместе со вторыми линиями сгиба пару углов, которые больше или равны 45 градусов. Другими словами, высота первой (третьей) панелей больше или равна половине основания тех же первой (третьей) панелей.
С одной стороны, в этой области техники имеется потребность в уменьшении количества упаковочного материала, требуемого для изготовления запечатанной упаковки заданного объема, по очевидным экономическим причинам.
С другой стороны, в этой области техники имеется потребность в увеличении объема упаковки, которая может быть сформирована из заданного количества упаковочного материала, т.е. из базового элемента, имеющего заданный размер.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Поэтому целью настоящего изобретения является создание листового упаковочного материала для изготовления запечатанных упаковок для текучих пищевых продуктов, который удовлетворяет по меньшей мере одну из указанных выше потребностей.
Согласно первому аспекту настоящего изобретения предлагается листовой упаковочный материал (М, М', М'', М''') для изготовления запечатанной упаковки (1) текучего пищевого продукта. Листовой упаковочный материал содержит по меньшей мере одну первую линию (65; 65) сгиба и по меньшей мере одну вторую линию (68; 69) сгиба. Листовой упаковочный материал далее содержит по меньшей мере одну третью линию (63; 67) сгиба, которая пересекает первую линию (65; 66) сгиба в по меньшей мере одной первой точке (91; 94; 101; 104) и вторую линию (68; 69) сгиба в по меньшей мере одной второй точке (92; 93; 102; 103). Листовой упаковочный материал также содержит по меньшей мере одну четвертую линию (61; 62) сгиба, поперечную первой линии (65; 66) сгиба и второй линии (68; 69) сгиба. Листовой упаковочный материал далее содержит по меньшей мере одну первую панель (151), ограниченную, по меньшей мере частично, первой линией (65; 66) сгиба, второй линией (68; 69) сгиба и третьей линией (63; 67) сгиба. Первая панель (151) выполнена с возможностью образовать боковую стенку (9) готовой упаковки (1) после того, как листовой упаковочный материал (М, М', Мʺ, М''') был согнут. Листовой упаковочный материал далее содержит по меньшей мере одну пятую линию (70, 73; 74, 77) сгиба, которая продолжается между первой точкой (91, 94; 101; 104) и четвертой линией (61; 62) сгиба, и по меньшей мере одну шестую линию (71, 72; 75, 76) сгиба, которая продолжается между второй точкой (92, 93; 102, 103) и четвертой линией (61; 62) сгиба. Листовой упаковочный материал также содержит по меньшей мере одну вторую панель (160, 161; 170, 171), ограниченную пятой линией (70, 73; 74, 77) сгиба, шестой линией (71, 72; 75, 76) сгиба и участком третьей линии (63; 67) сгиба, расположенным между первой точкой (91; 94; 101; 104) и второй точкой (92, 93; 102, 103). Вторая панель (160, 161; 170, 171) выполнена с возможностью образовать по меньшей мере часть первого согнутого клапана (26; 32) готовой упаковки (1), после того, как листовой упаковочный материал (М, М', Мʺ, М''') был согнут. Первая точка (91; 94; 101; 104) и четвертная линия (61; 62) сгиба разнесены друг от друга на первое расстояние (Н1), и вторая точка (92, 93; 102, 103) и четвертая линия (61; 62) сгиба разнесены друг от друга на второе расстояние (Н2). Первая линия (65; 66) сгиба и вторая линия (68; 69) сгиба разнесены друг от друга на третье расстояние (В). Сумма первого расстояния и второго расстояния меньше, чем третье расстояние. Листовой упаковочный материал может дополнительно отличаться тем, что третье расстояние равно сумме первого расстояния, второго расстояния, удвоенной толщины упаковочного материала и коэффициента, учитывающего упругость упаковочного материала.
Согласно второму аспекту настоящего изобретения предлагается листовой упаковочный материал (М, М', М'', М''') для изготовления запечатанной упаковки (1) текучего пищевого продукта. Листовой упаковочный материал содержит по меньшей мере одну первую линию (65; 66) сгиба и по меньшей мере одну вторую линию (68; 69) сгиба. Листовой упаковочный материал далее содержит по меньшей мере одну третью линию (63; 67) сгиба, которая пересекает первую линию (65; 66) сгиба в по меньшей мере одной первой точке (91; 94; 101; 104) и вторую линию (68; 69) сгиба в по меньшей мере одной второй точке (92; 93; 102; 103). Листовой упаковочный материал также содержит по меньшей мере одну четвертую линию (61; 62) сгиба, поперечную первой линии (65; 66) сгиба и второй линии (68; 69) сгиба. Листовой упаковочный материал далее содержит по меньшей мере одну пятую линию (70, 73; 74, 77) сгиба, которая продолжается между первой точкой (91, 94; 101, 104) и четвертой линией (61; 62) сгиба, и по меньшей мере одну шестую линию (71, 72; 75, 76) сгиба, которая продолжается между второй точкой (92, 93; 102, 103) и четвертой линией (61; 62) сгиба. Листовой упаковочный материал также содержит по меньшей мере одну панель (160, 161; 170, 171), ограниченную пятой линией (70, 73; 74, 77) сгиба, шестой линией (71, 72; 75, 76) сгиба и участком третьей линии (63; 67) сгиба, расположенным между первой точкой (91; 94; 101; 104) и второй точкой (92, 93; 102, 103). Панель (160, 161; 170, 171) выполнена с возможностью образовать по меньшей мере часть первого согнутого клапана (26; 32) готовой упаковки (1) после того, как листовой упаковочный материал (М, М', М'', М''') был согнут. Первая точка (91; 94; 101; 104) и четвертая линия (61; 62) сгиба разнесены друг от друга на первое расстояние (Н1). Вторая точка (92, 93; 102, 103) и четвертая линия (61; 62) сгиба разнесены друг от друга на второе расстояние (Н2). Первая точка (91; 94; 101; 104) и вторая точка (92, 93; 102, 103) разнесены друг от друга на другое расстояние. Сумма первого расстояния (Н1) и второго расстояния (Н2) меньше, чем это другое расстояние.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Четыре предпочтительных неограничивающих варианта воплощения настоящего изобретения будут описаны в качестве примера со ссылкой на прилагаемые чертежи.
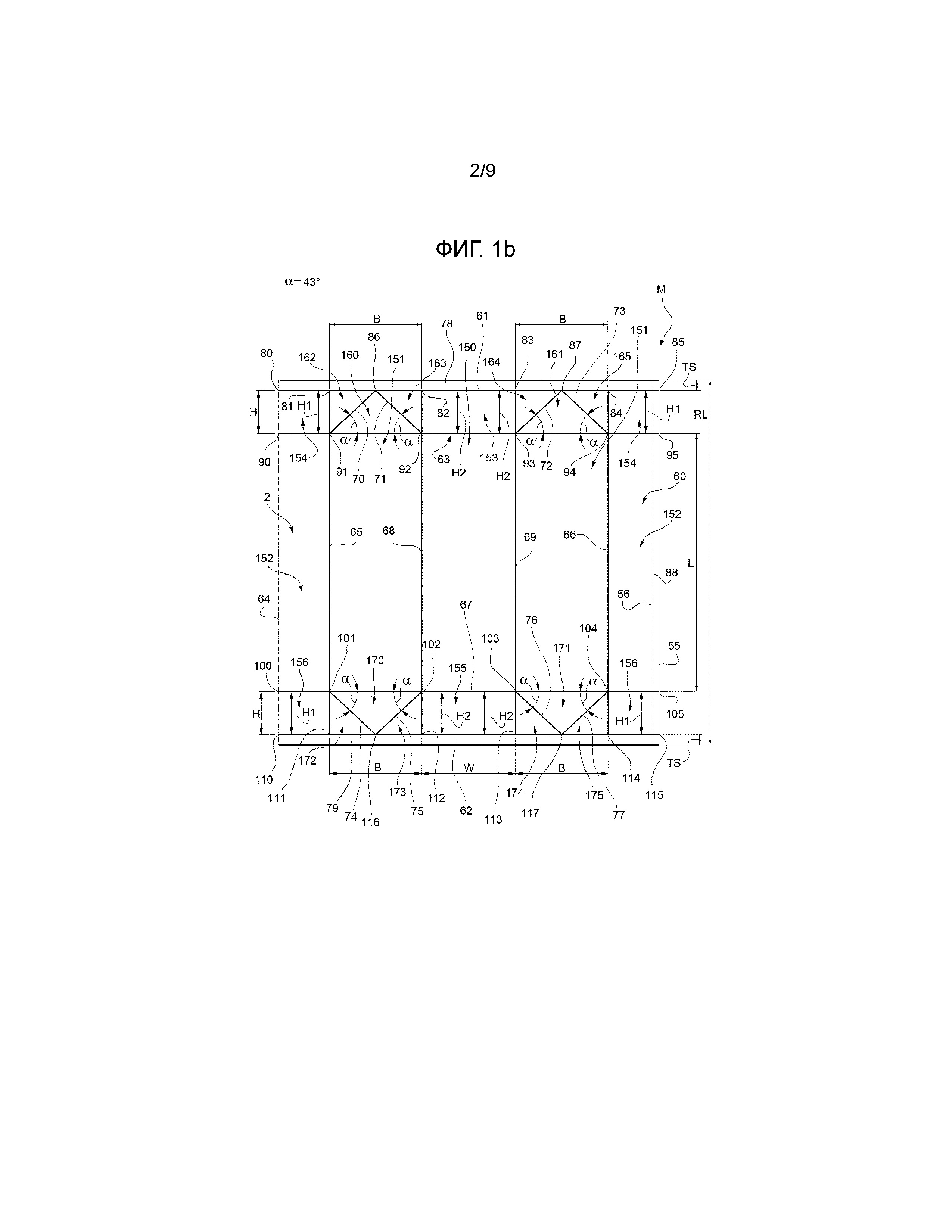
Фиг.1а и 1b - показывают первый вариант воплощения листового упаковочного материала согласно настоящему изобретению.
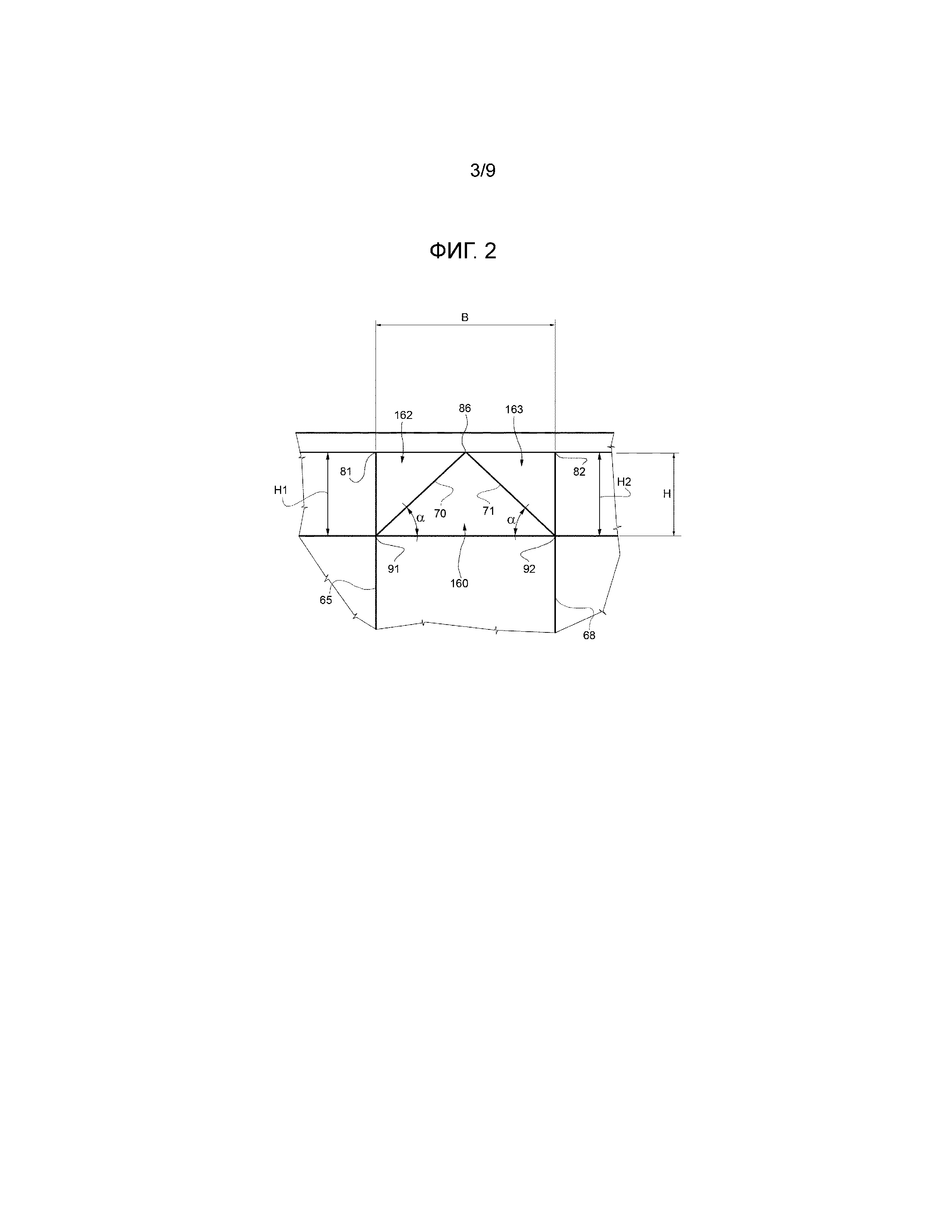
Фиг.2 - показывает в увеличенном масштабе часть листового упаковочного материала на фиг.1а и 1b.
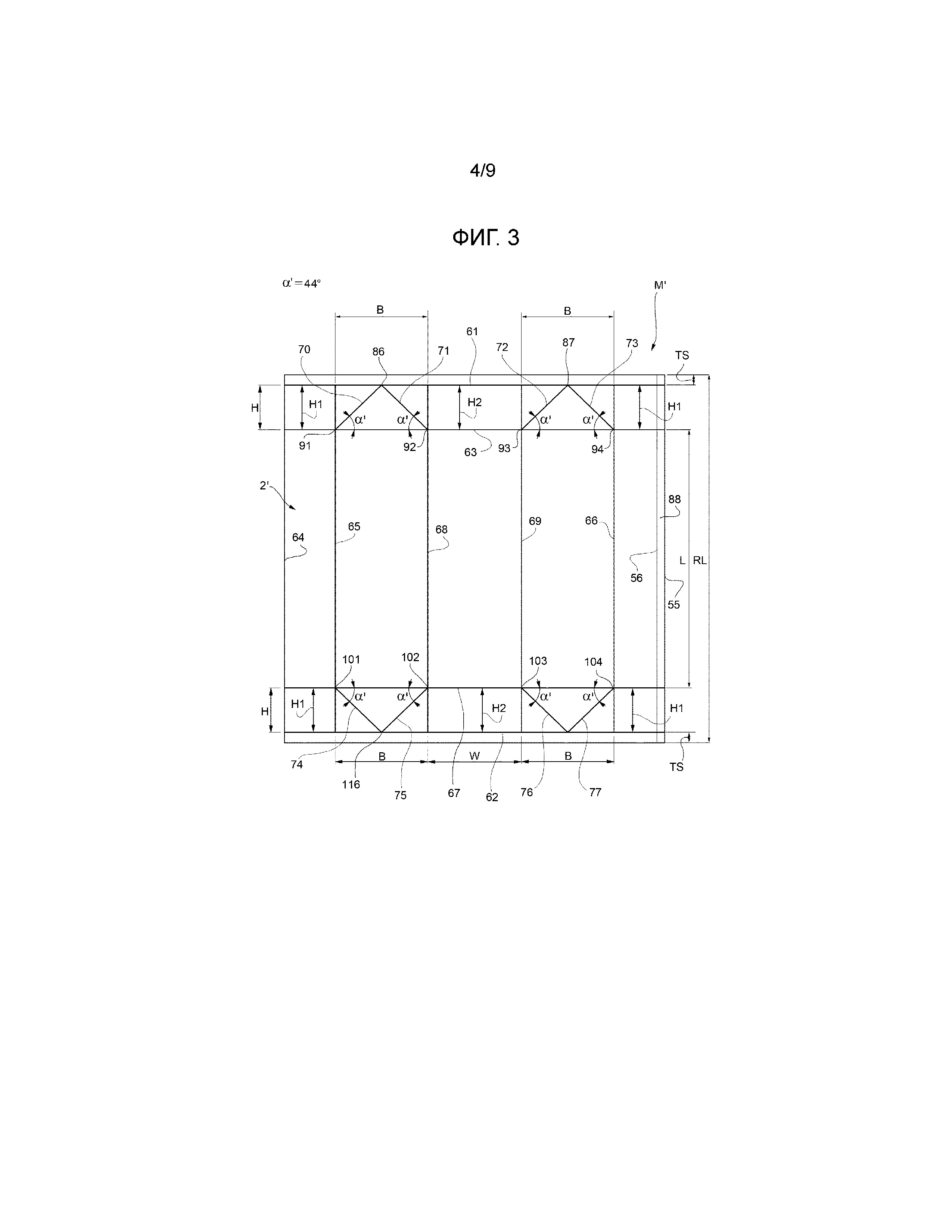
Фиг.3 - показывает второй вариант воплощения листового упаковочного материала согласно настоящему изобретению.
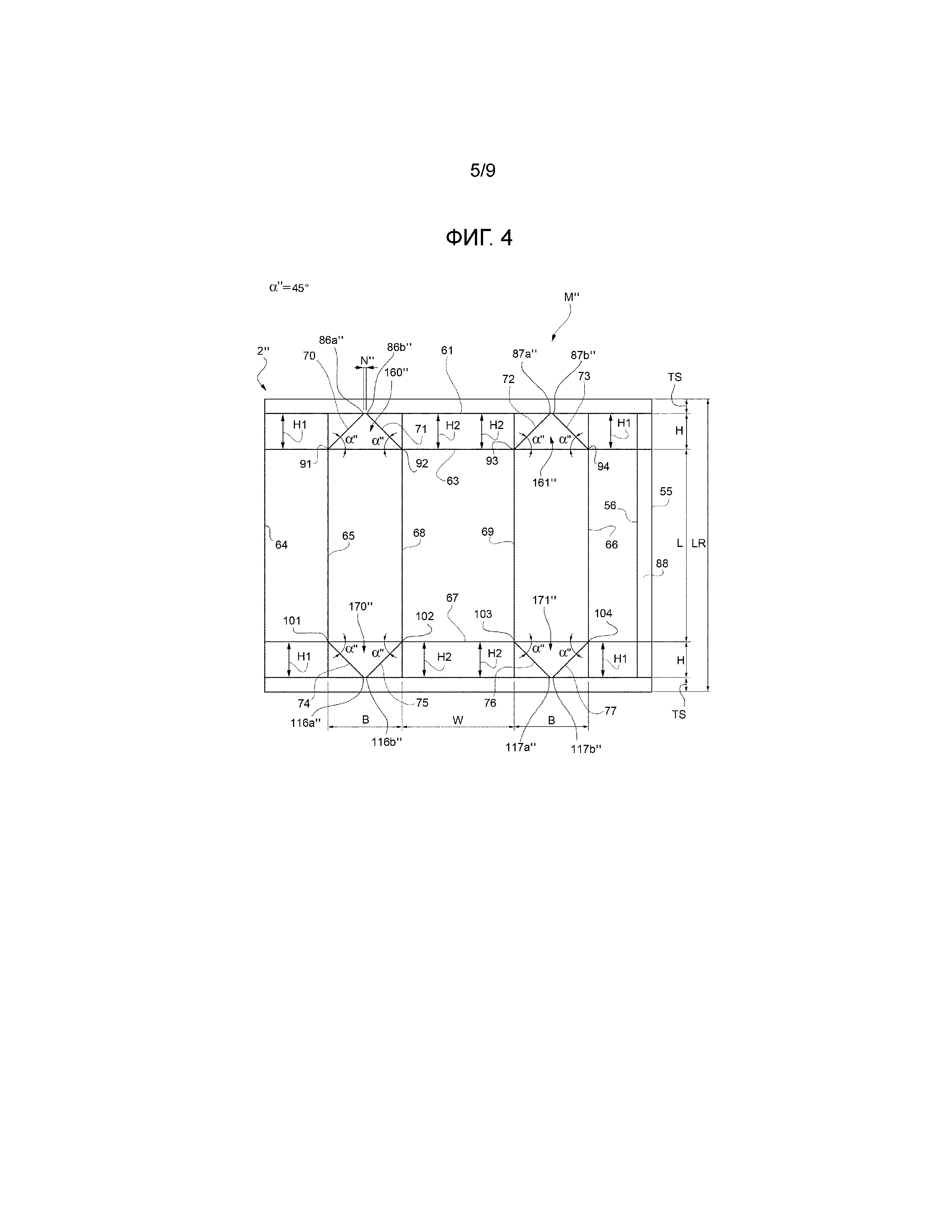
Фиг.4 - показывает третий вариант воплощения листового упаковочного материала согласно настоящему изобретению.
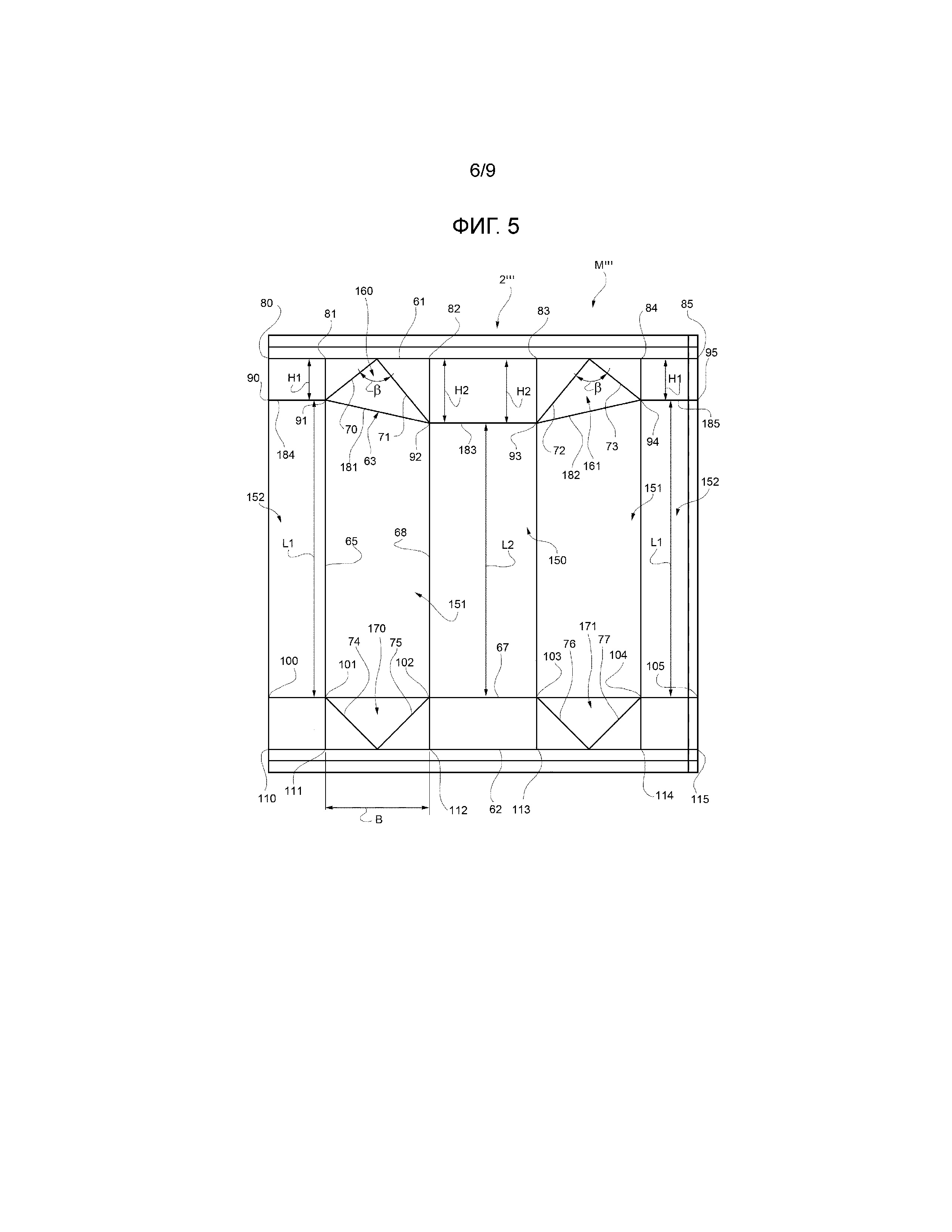
Фиг.5 - показывает четвертый вариант воплощения листового упаковочного материала согласно настоящему изобретению.
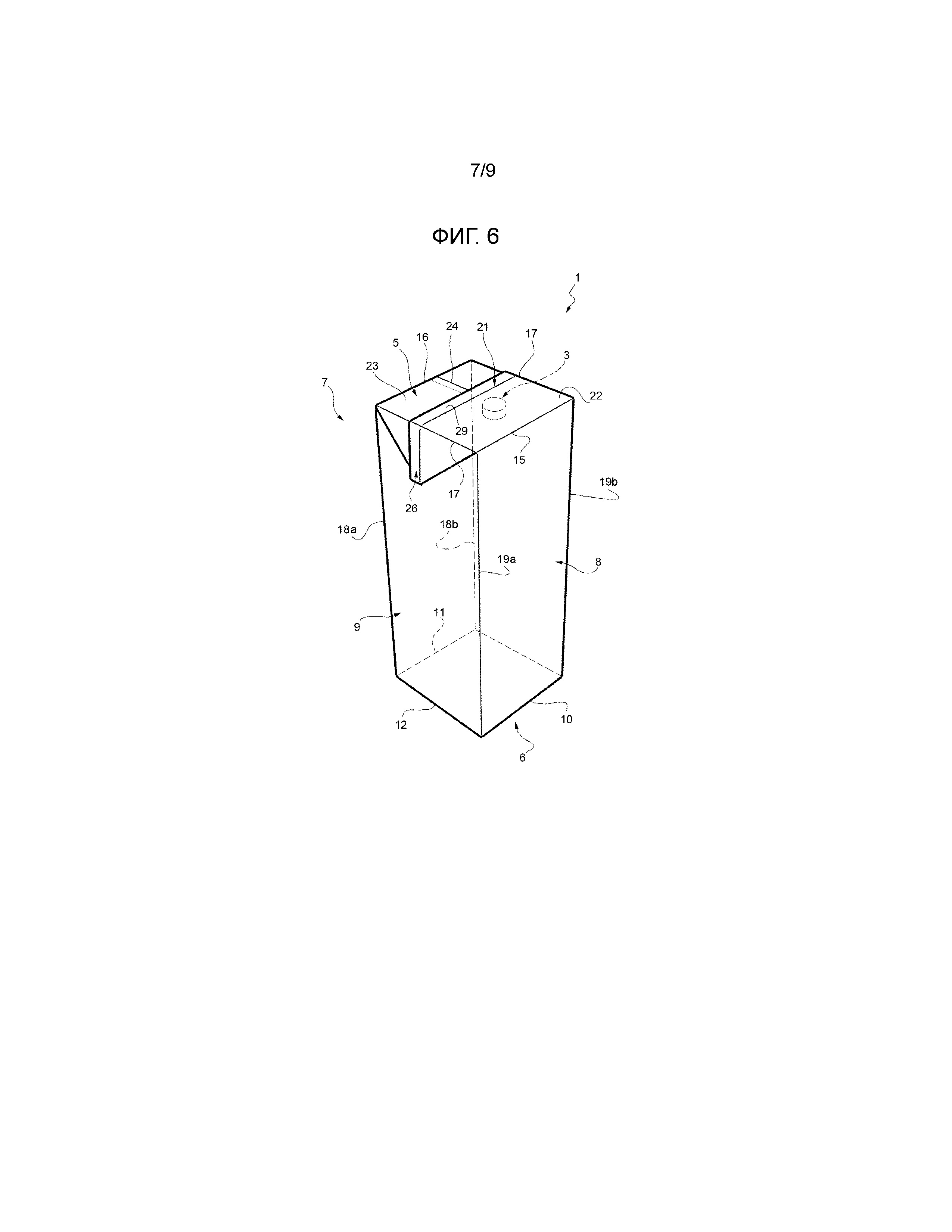
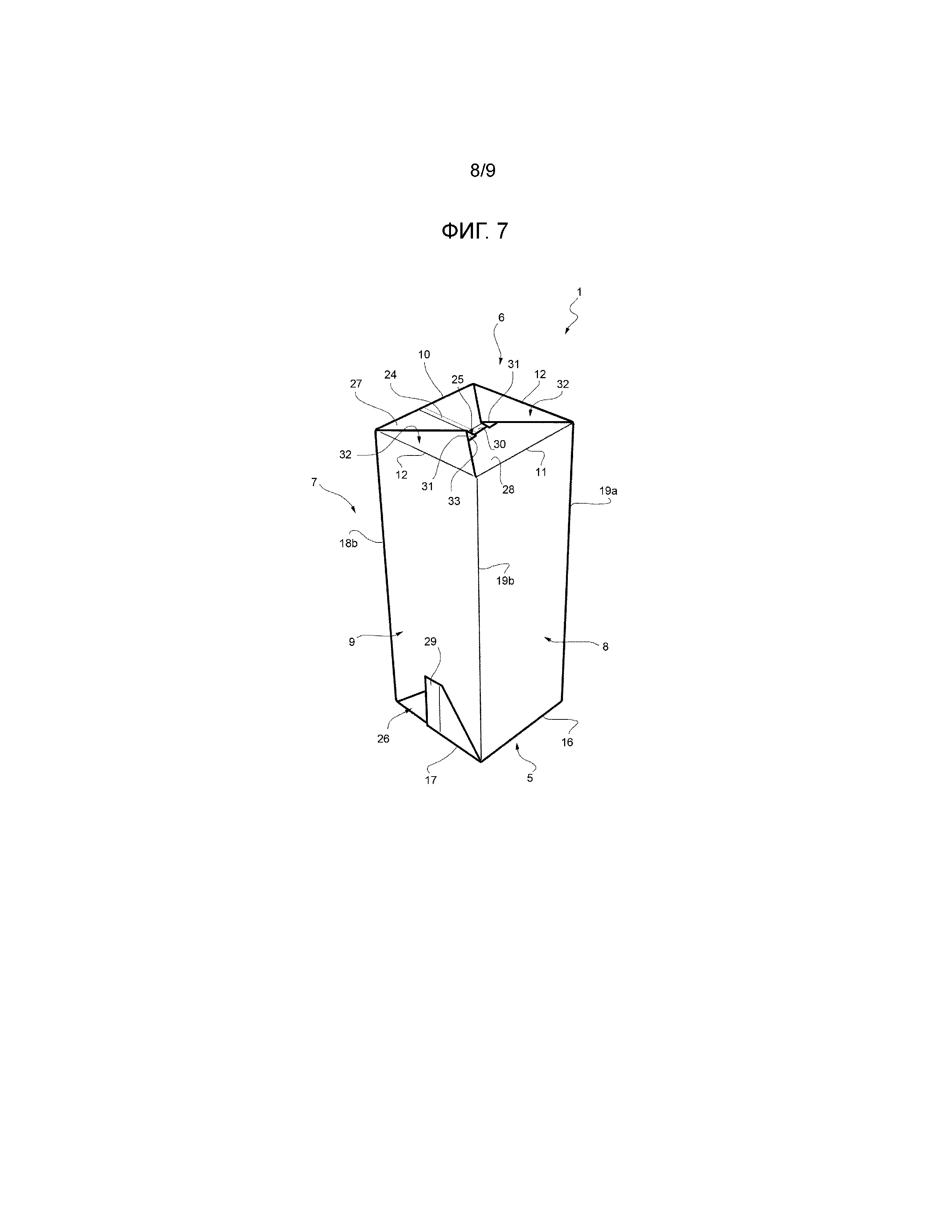
Фиг.6 и фиг.7 - показывают вид сверху в перспективе и вид снизу в перспективе запечатанной упаковки, полученной с помощью первого варианта воплощения настоящего изобретения.
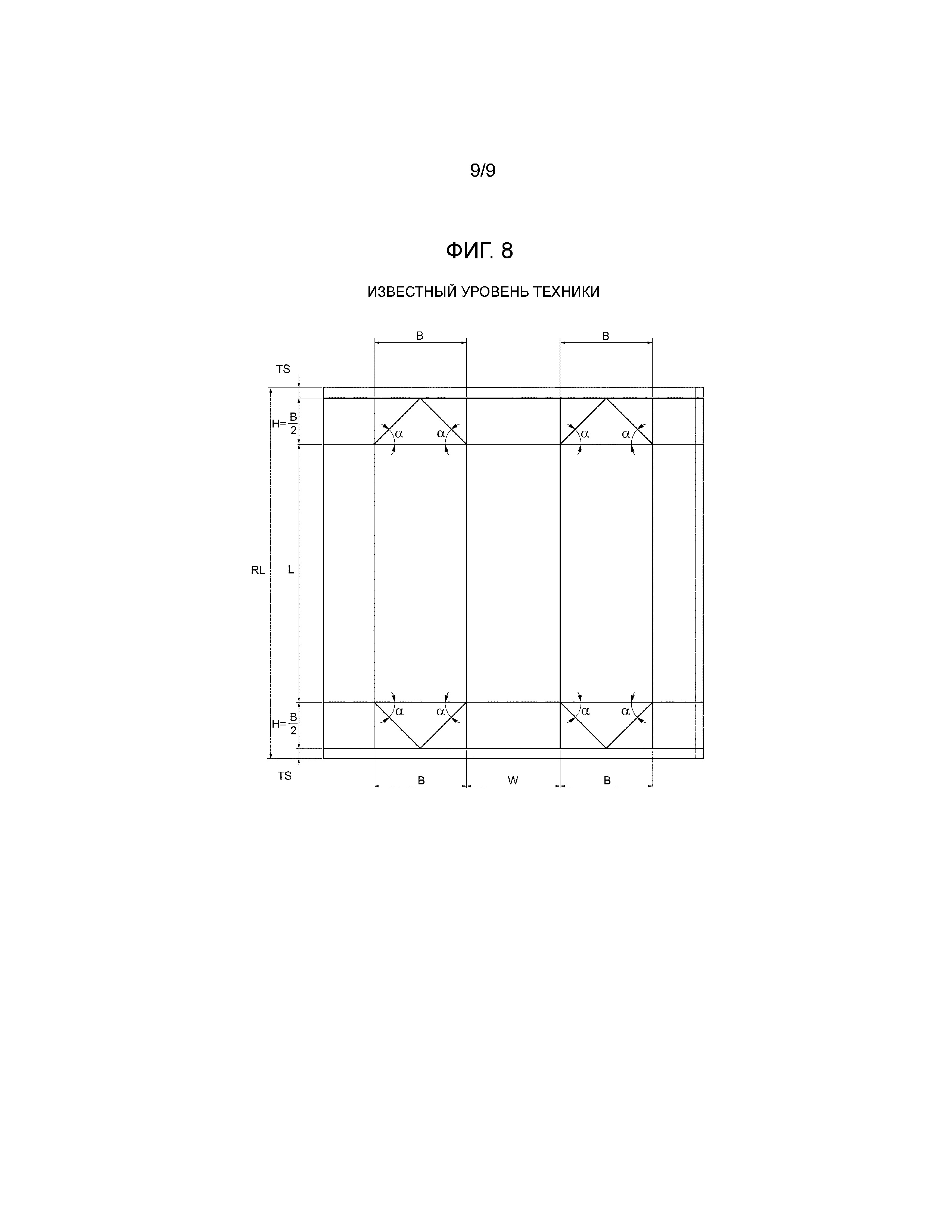
Фиг.8 - показывает известное решение листового упаковочного материала.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Ссылочной позицией 1 на фиг.6 и фиг.7 обозначена в целом запечатанная упаковка для текучих пищевых продуктов, которая изготовлена из многослойного листового упаковочного материала 2, 2', 2'', 2''' (фиг.1-5) и может быть оснащена повторно закрываемым устройством 3 открывания, предпочтительно изготовленным из пластикового материала.
Устройство 3 открывания устанавливается на упаковке 1 посредством обычных систем крепления, таких как адгезивы, или путем термосваривания с помощью микропламени, электрической индукции, ультразвука, лазера или других способов термосваривания.
Упаковка 1 предпочтительно имеет объем 250 мл или 500 мл.
В качестве альтернативы, упаковка 1 согласно изобретению может иметь другой объем.
Обращаясь к фиг.6 и фиг.7, упаковка 1 содержит:
- четырехугольную (в показанном примере прямоугольную или квадратную) верхнюю стенку 5;
- четырехугольную (в показанном примере прямоугольную или квадратную) нижнюю стенку 6, которая располагается напротив верхней стенки 5;
- заднюю стенку 7, которая продолжается между верхней стенкой 5 и нижней стенкой 6;
- переднюю стенку 8, которая продолжается между верхней стенкой 5 и нижней стенкой 6 и располагается напротив задней стенки 7; и
- две боковые стенки 9, расположенные напротив друг друга, которые продолжаются между верхней стенкой 5 и нижней стенкой 6 и между задней стенкой 7 и передней стенкой 8.
Нижняя стенка 6 содержит два горизонтальных края 10, 11, параллельных друг другу, и два горизонтальных края 12, расположенных между краями 10, 11 и ортогональных им. Края 12 параллельны друг другу.
Верхняя стенка 5 содержит два горизонтальных края 15, 16, которые располагаются напротив друг друга и параллельны друг другу. Более предпочтительно, края 15, 16 параллельны краям 10, 11 и располагаются над ними, соответственно.
Верхняя стенка 5 также содержит два края 17, которые продолжаются между краями 15, 16 и параллельны друг другу.
Края 17 располагаются над соответствующими краями 12.
Задняя стенка 7 продолжается между краями 11, 16 и содержит два вертикальных противоположных края 18а, 18b, которые параллельны друг другу и продолжаются между краями 11, 16.
Передняя стенка 8 продолжается между краями 10, 15 и содержит два вертикальных противоположных края 19а, 19b, которые продолжаются между краями 10, 15.
Каждая боковая стенка 9 ограничена краями 12, 17, соответствующим вертикальным краем 18а, 18b и соответствующим вертикальным краем 19а, 19b.
Упаковка 1 также содержит верхнюю поперечную запечатывающую полосу 21 и нижнюю поперечную запечатывающую полосу 25, которые продолжаются через верхнюю стенку 5 и нижнюю стенку 6, соответственно.
Верхняя поперечная запечатывающая полоса 21 разделяет верхнюю стенку 5 на два участка 22, 23, при этом один участок (22), смежный передней стенке 8 и ограниченный краем 15, образует область для возможной установки устройства 3 открывания, а другой участок (23), смежный задней стенке 7 и ограниченный краем 16, содержит вдоль центральной линии концевой участок плоской продольной запечатывающей полосы 24 упаковки 1 (фиг.6).
Более конкретно, продольная запечатывающая полоса 24 продолжается перпендикулярно между верхней поперечной запечатывающей полосой 21 и нижней поперечной запечатывающей полосой 25 и по существу вдоль центральной линии задней стенки 7.
Верхняя поперечная запечатывающая полоса 21 продолжается за пределы верхней стенки 5 упаковки 1 в соответствующие плоские по существу треугольные боковые верхние клапаны 26 (только один из которых показан на фиг.6 и фиг.7) упаковочного материала, согнутые копланарно с соответствующими боковыми стенками 9 и на эти боковые стенки от верхней стенки 5.
Обращаясь к фиг.6, верхняя поперечная запечатывающая полоса 21 также образует, в направлении длины, прямоугольный плоский верхний язычок 29, выступающий от участков 22, 23 и от боковых верхних клапанов 26 и согнутый на участок 23 вдоль линии сгиба, образованной в основании верхнего язычка 29.
Нижняя поперечная запечатывающая полоса 25 разделяет нижнюю стенку 6 на два участка 27, 28, один участок (27), смежный задней стенке 7 и ограниченный краем 10, содержит вдоль центральной линии концевой участок продольной запечатывающей полосы 24.
Нижняя поперечная запечатывающая полоса 25 содержит основной участок 30 и пару концевых участков 31, которые располагаются на противоположных боковых сторонах основного участка 30.
Основной участок 30 сгибают поверх нижней стенки 6, при этом концевые участки 31 образуют два соответствующих плоских по существу треугольных боковых нижних клапана 32 упаковочного материала, согнутые поверх основного участка 30.
Нижняя поперечная запечатывающая полоса 25 также образует, в направлении длины, плоский прямоугольный нижний язычок 33, выступающий от участков 27, 28 и продолжающийся в нижние клапаны 32. Нижний язычок 33 содержит, в свою очередь, основной участок, согнутый поверх нижней стенки 8, и пару боковых участков, согнутых поверх основного участка вдоль линии сгиба, образованной в основании нижнего язычка 33.
Упаковочный материал 2, из которого изготавливают упаковку 1, имеет многослойную структуру, содержащую базовый слой, например, из бумаги, для жесткости, и множество ламинирующих слоев, покрывающих с обеих сторон базовый слой.
В показанном примере, ламинирующие слои содержат первый слой из кислородонепроницаемого материала (барьерного материала), например, алюминиевой фольги, и множество вторых слоев из термосвариваемого пластикового материала, которые покрывают с обеих сторон как базовый слой, так и первый слой. Другими словами, данное решение содержит, последовательно от стороны, которая в конечном итоге образует внутреннюю сторону упаковки 1, слой из термосвариваемого пластикового материала, слой из барьерного материала, другой слой из термосвариваемого пластикового материала.
Внутренний слой из термосвариваемого материала, контактирующий в эксплуатации с пищевым продуктом, может быть изготовлен, например, из прочного, в частности, с высокой способностью к растягиванию, катализированного металлоценом линейного полиэтилена низкой плотности.
Обычно слои из термосвариваемого пластикового материала ламинируют на базовый слой в расплавленном состоянии, с последующим охлаждением.
В качестве возможной альтернативы, по меньшей мере внутренний слой из пластикового материала может быть обеспечен в виде предварительно изготовленных пленок, которые ламинируют на базовый слой; эта технология позволяет уменьшить риск образования отверстий или трещин на или вокруг удаляемого участка во время операций формирования при изготовлении запечатанной упаковки 1.
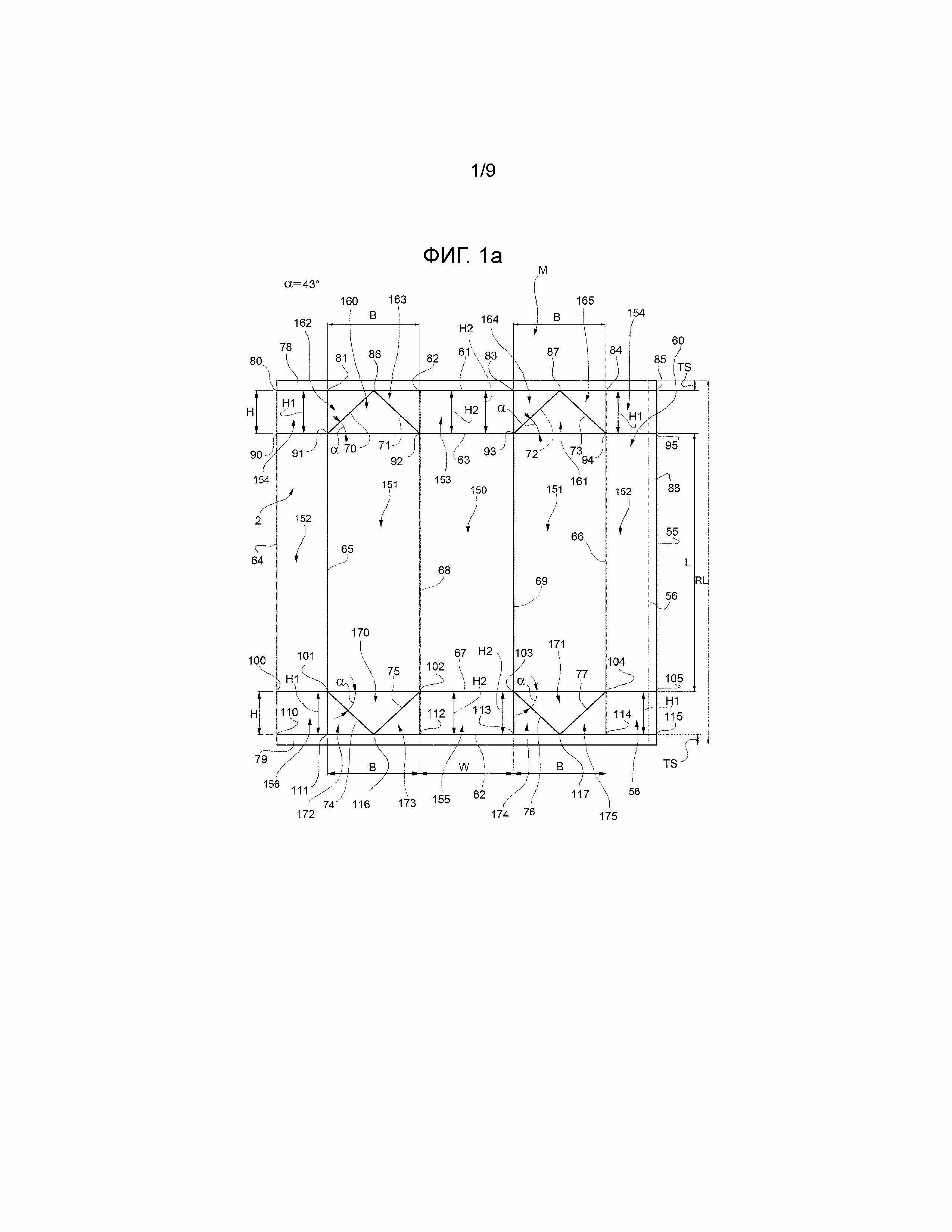
Буквой «М» на фиг.1а и фиг.1b обозначен базовый элемент упаковочного материала 2, из которого изготавливается упаковка 1, и который может представлять собой предварительно отрезанную заготовку или часть полотна упаковочного материала, содержащего последовательность элементов М.
В первом случае базовый элемент М сгибают на известном валике для гибки (не показан), заполняют пищевым продуктом и запечатывают наверху и внизу, чтобы сформировать упаковку 1.
Во втором случае полотно упаковочного материала 2, содержащее последовательность базовых элементов М:
- сгибают в цилиндр, чтобы сформировать вертикальную трубу, имеющую постоянную окружность и продольно запечатанную;
- заполняют непрерывно пищевым продуктом; и
- запечатывают поперечно и разрезают на базовые элементы М, которые затем сгибают, чтобы сформировать соответствующие упаковки 1.
Базовый элемент М имеет рисунок 60 сгибания, т.е. множество линий сгиба, вдоль которых сгибают упаковочный материал 2, чтобы образовать готовую упаковку 1.
Рисунок 60 сгибания по существу содержит:
- поперечную линию 63 сгиба для формирования краев 15, 16, 17 готовой упаковки 1;
- поперечную линию 67 сгиба для формирования краев 10, 11, 12 готовой упаковки 1; и
- пару поперечных линий 61, 62 сгиба для обеспечения возможности сгибания верхней запечатывающей полосы 21 и нижней запечатывающей полосы 25.
Линии 63, 67, 61, 62 сгиба параллельны друг другу.
Линии 63, 67 сгиба располагаются между линиями 61, 62 сгиба.
Рисунок 60 сгибания содержит:
- пару продольных линий 65, 66 сгиба, параллельных друг другу;
- пару продольных линий 68, 69 сгиба, параллельных друг другу и расположенных между линиями 65, 66 сгиба;
- пару продольных линий 64, 55 сгиба, противоположных друг другу; и
- краевую область 88, ограниченную краем 55 и краем 56, которая будет запечатываться на противоположном крае 64 базового элемента М, чтобы сформировать цилиндр.
Более подробно, линии 65, 66, 68, 69 сгиба и края 64, 55 параллельны друг другу и ортогональны линиям 63, 67, 61, 62 сгиба.
Еще более подробно, линии 68, 69 сгиба располагаются между линиями 65, 66 сгиба.
Линии 65, 66 сгиба, в свою очередь, располагаются между краями 64, 55.
Рисунок 60 сгибания также содержит:
- прямоугольную концевую область 78, ограниченную линией 61 сгиба; и
- прямоугольную концевую область 79, ограниченную линией 62 сгиба.
Концевая область 78 выполнена с возможностью образовать верхний язычок 29, и концевая область 79 выполнена с возможностью образовать нижний язычок 33 готовой упаковки 1, после того, как базовый элемент М был согнут и запечатан.
Линия 61 сгиба пересекает край 64, линии 65, 68, 69, 66 сгиба и край 55, соответственно, в точках 80, 81, 82, 83, 84, 85 пересечения.
Линия 63 сгиба пересекает край 64, линии 65, 68, 69, 66 сгиба и край 55, соответственно, в точках 90, 91, 92, 93, 94, 95 пересечения.
Линия 67 сгиба пересекает край 64, линии 65, 68, 69, 66 сгиба и край 55, соответственно, в точках 100, 101, 102, 103, 104, 105 пересечения.
Линия 62 сгиба пересекает край 64, линии 65, 68, 69, 66 сгиба и край 55, соответственно, в точках 110, 111, 112, 113, 114, 115 пересечения.
Рисунок 60 сгибания содержит (фиг.1b):
- панель 150, которая ограничена точками 92, 93, 102, 103 и выполнена с возможностью образовать переднюю стенку 8 готовой упаковки 1 после того, как базовый элемент М был согнут;
- пару панелей 151, расположенных на противоположных сторонах панели 150, одна из которых ограничена точками 91, 92, 101, 102 и другая из которых ограничена точками 93, 94, 103, 104, и которые выполнены с возможностью образовать боковые стенки 9 готовой упаковки 1; и
- пару панелей 152, расположенных на противоположных сторонах соответствующих панелей 151, причем первая из панелей 152 ограничена точками 90, 91, 100, 101 и вторая из панелей 152 ограничена точками 94, 95, 104, 105, и которые выполнены с возможностью образовать заднюю стенку 7 готовой упаковки 1 после того, как базовый элемент М был согнут, и краевая область 68 была запечатана на крае 64.
Рисунок 60 сгибания также содержит (фиг.1b):
- прямоугольную панель 153, ограниченную точками 82, 83, 92, 93 и выполненную с возможностью образовать участок 22 верхней стенки 5;
- пару прямоугольных панелей 154, расположенных сбоку относительно панели 153, ограниченных соответственно точками 80, 81, 90, 91 и 84, 85, 94, 95, и выполненных с возможностью образовать участок 23 верхней стенки 5 готовой упаковки 1;
- прямоугольную панель 155, ограниченную точками 102, 103, 112, 113 и выполненную с возможностью образовать первый участок нижней стенки 6; и
- пару прямоугольных панелей 156, расположенных сбоку относительно панели 155, ограниченных соответственно точками 100, 101, 110, 111 и 104, 105, 114, 115, и выполненных с возможностью образовать второй участок нижней стенки 6.
Рисунок 60 сгибания далее содержит (фиг.1а):
- пару линий 70, 71 (72, 73) сгиба, каждая из которых продолжается между соответствующей точкой 91, 92 (93, 94) и общей точкой 86 (87), которая располагается на линии 61 сгиба и между точками 81, 82 (83, 84); и
- пару линий 74, 75 (76, 77) сгиба, каждая из которых продолжается между соответствующей точкой 101, 102 (103, 104) и общей точкой 116 (117), которая располагается на линии 62 сгиба и между точками 111, 112 (113, 114).
Линии 70, 71, 72, 73, 74, 75, 76, 77 сгиба наклонены относительно линий 61, 67, 63, 62 сгиба, краев 64, 55 и линий 65, 68, 69, 66, 60 сгиба.
Благодаря наличию линий 70, 71, 72, 73, 74, 75, 76, 77 сгиба, рисунок 60 сгибания содержит (фиг.1а и фиг.1b):
- пару верхних треугольных панелей 160, 161, ограниченных точками 86, 91, 92 и точками 87, 93, 94, соответственно;
- треугольную панель 162, расположенную между панелью 160 и панелью 154 и ограниченную точками 81, 86, 91;
- треугольную панель 163, расположенную между панелью 160 и панелью 153 и ограниченную точками 82, 86, 92;
- треугольную панель 164, расположенную между панелью 161 и панелью 153 и ограниченную точками 83, 87, 93; и
- треугольную панель 165, расположенную между панелью 161 и панелью 154 и ограниченную точками 84, 87, 94.
После того, как заготовка М была согнута, чтобы сформировать готовую упаковку 1, панель 163, панель 162 и панель 160 образуют один верхний клапан 26, а панель 165, панель 164 и панель 161 образуют другой верхний клапан 26.
Более подробно, панель 160 и панель 161 образуют внутренние поверхности соответствующих верхних клапанов 26, наложенные на верхний участок соответствующих боковых стенок 9, а панель 162 и панель 163, и панель 164 и панель 165 образуют наружные поверхности соответствующих верхних клапанов 26 относительно боковых стенок 9 готовой упаковки 1.
Кроме того, рисунок 60 сгибания содержит (фиг.1а и фиг.1b):
- пару нижних треугольных панелей 170, 171, ограниченных точками 101, 102, 116 и точками 103, 104, 117, соответственно;
- треугольную панель 172, расположенную между панелью 170 и панелью 156 и ограниченную точками 101, 111, 116;
- треугольную панель 173, расположенную между панелью 170 и панелью 155 и ограниченную точками 102, 112, 116;
- треугольную панель 174, расположенную между панелью 171 и панелью 155 и ограниченную точками 103, 113, 117; и
- треугольную панель 175, расположенную между панелью 171 и панелью 156 и ограниченную точками 104, 114, 117.
После того, как заготовка М была согнута, чтобы сформировать готовую упаковку 1, панель 173, панель 172 и панель 170 образуют один нижний клапан 32, а панель 175, панель 174 и панель 171 образуют другой нижний клапан 32.
Более подробно, панель 172 и панель 173, и панель 174 и панель 175 образуют внутренние поверхности соответствующих нижних клапанов 32, наложенные на соответствующую нижнюю стенку 6, а панель 170 и панель 171 образуют наружные поверхности соответствующих нижних клапанов 32 относительно нижней стенки 6 готовой упаковки 1.
В вариантах воплощения, показанных на фиг.1-5, расстояние между точкой 91 (94) и линией 61 сгиба обозначено как Н1.
Подобным образом, расстояние между точкой 101 (104) и линией 62 сгиба обозначено как Н1.
Расстояние между точкой 92 (93) и линией 61 сгиба обозначено как Н2.
Подобным образом, расстояние между точкой 102 (103) и линией 62 сгиба обозначено как Н2.
В вариантах воплощения, показанных на фиг.1-4, расстояние Н1 равно расстоянию Н2, другими словами Н1=Н2=Н, где Н - это расстояние между линией 63 (67) сгиба и линией 61 (62) сгиба.
В этом случае расстояние между линией 61 сгиба и линией 63 сгиба, и между линией 62 сгиба и линией 67 сгиба, т.е. высота панели 160, панели 161; панели 170, панели 171 равно расстоянию Н и обозначено как высота Н.
В вариантах воплощения, показанных на фиг.1-5, расстояние между линией 65 (66) сгиба и линией 68 (69) сгиба обозначено как В.
В вариантах воплощения, показанных на фиг.1-4, расстояние между точками 91, 92; 93, 94; 101, 102 и 103, 104, т.е. основание панели 160, панели 161, панели 170, панели 171 равно расстоянию В и обозначено как основание В.
Длина основания В соответствует длине краев 12 (и краев 17) готовой упаковки 1.
В вариантах воплощения, показанных на фиг.1-5, расстояние между точками 92, 93 (102, 103) обозначено как W и соответствует ширине готовой упаковки 1, т.е. длине краев 10, 11, 15, 16 готовой упаковки 1.
В вариантах воплощения, показанных на фиг.1-4, расстояние между линией 63 сгиба и линией 67 сгиба обозначено как L и соответствует длине краев 18а, 18b, 19а, 19b готовой упаковки 1, т.е. высоте готовой упаковки 1.
Из элементарных геометрических соображений следует, что объем V готовой упаковки 1 равен L×B×W.
Высота областей 78, 79, измеренная параллельно линиям 65, 66 сгиба, т.е. высота язычков 29, 33, обозначена как TS на фиг.1а.
Длина базового элемента М, параллельная линии 65 сгиба и линии 66 сгиба, обозначена на фиг.1а как RL.
Исходя из геометрических соображений следует, что:
RL=2×TS+2×H+L.
Углы α панелей 160, 161, образованные линиями 70, 71, 72, 73 сгиба и линией 63 сгиба, равны друг другу.
Углы α панелей 170, 171, образованные линиями 74, 75, 76, 77 сгиба и линией 67 сгиба, равны друг другу.
В вариантах воплощения, показанных на фиг.1-5, базовые элементы М, М', М'', М''' имеют такую конфигурацию, что:
Н1+Н2<В.
Соотношение между Н1, Н2 и В также может быть сконфигурировано таким образом, что:
Н1+Н2+2×S+Δ=В,
где:
S - толщина упаковочного материала 2, 2', 2'', 2''', т.е. толщина заготовки М, М', М'', М''';
Δ - коэффициент, который учитывает упругость упаковочного материала 2, 2', 2'', 2'''.
Дополнительно, в вариантах воплощения, показанных на фиг.1-5, расстояние Н1, расстояние Н2 и расстояние В измеряется в миллиметрах, и базовые элементы М, М', М'', М''' имеют такую конфигурацию, что:
2×S+Δ>1 миллиметра.
В частности, расстояние Н1, расстояние Н2 и расстояние В удовлетворяют следующему соотношению:
Н1+Н2≤B/1,015.
Кроме того, расстояние Н1, расстояние Н2 и расстояние В могут удовлетворять следующему соотношению:
Н1+Н2≥В/1,07.
В вариантах воплощения, показанных на фиг.1-4, Н1=Н2=Н, где Н - расстояние между линией 63 (67) сгиба и линией 61 (62) сгиба.
В этом случае:
Н<В/2.
Это означает, что углы α меньше 45 градусов.
Предпочтительно, высота Н и основание В удовлетворяют следующему соотношению:
Н≤В/2,03.
Еще более предпочтительно, высота Н и основание В удовлетворяют следующему соотношению:
Н≤В/2,07.
Кроме того, высота Н и основание В удовлетворяют следующему соотношению:
Н≥В/2,30.
Предпочтительно, высота Н и основание В удовлетворяют следующему соотношению:
Н≥В/2,14.
В результате приведенных выше значений высоты Н и основания В, углы α меньше 45 градусов.
В варианте воплощения, показанном на фиг.1, углы α равны 43 градусам.
В этом варианте воплощения, углы α вычисляются с учетом того, что сегменты между точками 81, 91 и 82, 92 (83, 93 и 84, 94; 101, 111 и 102, 112; 103, 113 и 104, 114), оба имеющие высоту Н, оба накладываются на соответствующий сегмент длиной В между точками 91, 92 (93, 94; 101, 103; 103, 113; 104, 114), после того, как верхние клапаны 26 и нижние клапаны 32 были согнуты.
Более подробно, углы α выбираются таким образом, что:
tan(α)=(2×H/B)=(B-Δ-2×S)/B=2×H/(2×H+2×S+Δ).
Другими словами, углы α могут быть выбраны на основе толщины S упаковочного материла 2, 2' и/или с учетом упругости упаковочного материала 2, 2'.
В отличие от этого, в известном решении, рассмотренном в вводной части настоящего описания, и S и Δ не учитываются, что ведет к заготовке, в которой Н=В/2, и в которой углы α поэтому равны 45 градусам.
Важно отметить, что расстояния или длины В, Н, S, Δ, RL, TS, L, W в настоящем описании рассматриваются в качестве номинальных расстояний или длин, т.е. расстояний, на которые не влияют неизбежные производственные допуски.
Из соотношения:
tan(α)=(2×H/B),
которое было введено выше, следует:
α=arctan(2×H/B).
Если числовые значения отношения 2×Н/В подставить в последнее соотношение, могут быть вычислены соответствующие значения угла α.
В частности, если Н≤В/2,03, то угол α≤44,5°.
Если Н≤В/2,07, то угол α≤44°.
Если Н≥В/2,30, то угол α≥41°.
И наконец, если Н≥В/2,14, то угол α≥43°.
Буквой «М'» на фиг.3 обозначен второй вариант воплощения базового элемента упаковочного материала 2', из которого изготавливают упаковку 1; базовые элементы М, М' упаковочного материала 2, 2' подобны друг другу, поэтому последующее описание ограничивается различиями между ними, и используются те же ссылочные позиции, где это возможно, для идентичных или соответствующих частей.
Базовый элемент М' отличается от базового элемента М тем, что амплитуда углов α' составляет 44 градуса.
Буквой «М''» на фиг.4 обозначен третий вариант воплощения базового элемента упаковочного материала 2'', из которого изготавливают упаковку 1; базовые элементы М, М'' упаковочного материала 2, 2'' подобны друг другу, поэтому последующее описание ограничивается различиями между ними, и используются те же ссылочные позиции, где это возможно, для идентичных или соответствующих частей.
Базовый элемент М'' отличается от базового элемента М тем, что линии 70, 71; 72, 73 (74, 75; 76, 77) сгиба пересекают линию 61 (62) сгиба в двух соответствующих разных точках 86а'', 86b''; 87а'', 87b'' (116а'', 116b''; 117а'', 117b'').
В результате панели 160'', 161'', 170'', 171'' имеют форму, подобную равнобедренной трапеции.
После того, как базовый элемент М'' был согнут, чтобы сформировать готовую упаковку, расстояние N'' между точками 86а'', 86b'' (87а'', 87b''; 116а'', 116b''; 117а'', 117b'') вдоль линий 61, 67 сгиба восстанавливается за счет толщины упаковочного материала 2'' и/или упругости под действием упругого материала 2''.
Кроме того, амплитуда углов α'' панелей 160'', 161'', 170'', 171'' в показанном варианте воплощения составляет 45 градусов.
Буквой «М'''» на фиг.3 обозначен четвертый вариант воплощения базового элемента упаковочного материала 2''', из которого изготавливают упаковку 1; базовые элементы М, М''' упаковочного материала 2, 2''' подобны друг другу, поэтому последующее описание ограничивается различиями между ними, и используются те же ссылочные позиции, где это возможно, для идентичных или соответствующих частей.
Базовый элемент М''' отличается от базового элемента М тем, что линия 63 сгиба не является прямолинейной линией сгиба, и поэтому, в этом случае, расстояние до точки 91 (94) от линии 61 сгиба, т.е. расстояние Н1, отличается от расстояния до точки 92 (93) от линии 61 сгиба, т.е. расстояния Н2.
В частности, линия 63 сгиба содержит первый участок 181, продолжающийся между точкой 91 и точкой 92 и ограничивающий панель 160.
Линия 63 сгиба далее содержит второй участок 182, продолжающийся между точкой 93 и точкой 94 и ограничивающий панель 161.
Линия 63 сгиба далее содержит третий участок 183, продолжающийся между точкой 92 и точкой 93 и ограничивающий панель 150.
Линия 63 сгиба далее содержит четвертый участок 184, продолжающийся между точкой 90 и точкой 92 и ограничивающий одну из панелей 152.
Линия 63 сгиба далее содержит пятый участок 185, продолжающийся между точкой 94 и точкой 95 и ограничивающий другую из панелей 152.
Первый участок 181 располагается между третьим участком 183 и четвертым участком 184.
Второй участок 182 располагается между третьим участком 183 и пятым участком 185.
Третий участок 183, четвертый участок 184 и пятый участок 185 параллельны друг другу и параллельны линии 61 сгиба.
Первый участок 181 и второй участок 182 наклонены относительно третьего участка 183, четвертого участка 184 и пятого участка 185. Дополнительно, первый участок 181 и второй участок 182 наклонены относительно линии 61 сгиба, линии 65 сгиба, линии 68 сгиба, линии 69 сгиба и линии 66 сгиба.
Расстояние между четвертым участком 184 и линией 67 сгиба обозначено как L1.
Расстояние между пятым участком 185 и линией 67 сгиба равно расстоянию между четвертым участком 184 и линией 67 сгиба и также обозначено как L1.
Расстояние между третьим участком 183 и линией 67 сгиба обозначено как L2.
Расстояние L2 меньше, чем расстояние L1.
В этом варианте воплощения, угол β, образованный линией 70 (72) сгиба и линией 71 (73) сгиба, больше, чем 90 градусов. Этот размер отличается от известных решений, в которых угол β равен 90 градусов.
Предпочтительно, следующее соотношение является справедливым:
β≥90,9°.
Еще более предпочтительно, угол β удовлетворяет следующему соотношению:
β≥92°.
Кроме того, угол β, образованный линией 70 (72) сгиба и линией 71 (73) сгиба, меньше или равен 98°.
Предпочтительно, следующее соотношение является справедливым:
β≤93,9°.
Преимущества листового упаковочного материала 2, 2', 2'', 2''' и соответствующих заготовок М, М', М'', М''' согласно настоящему изобретению будут очевидны из приведенного выше описания.
В частности, высота Н между линиями 61, 67 (62, 63) сгиба меньше, чем половина основания В между точками 91, 92 (93, 94; 101, 102; 103, 104).
Другими словами, высота Н панелей 160, 161, 171, 172 меньше, чем половина основания В панелей 160, 161, 171, 172.
В результате, для заданного значения основания В, и тем самым для заданного размера упаковки 1, с одной стороны, длина RL=2×TS+2×H+L базового элемента М, М', М'' уменьшается по сравнению с известным решением, показанным на фиг.8, в котором Н=В/2.
С другой стороны, объем V упаковки 1 остается постоянным, так как объем V равен L×B×W, и тем самым на него не влияет значение высоты Н.
Соответственно, возможно изготовить упаковку 1 заданного объема из уменьшенного количества упаковочного материала 2, 2', 2''.
Таким же образом, также возможно использовать то же количество упаковочного материала 2, 2', 2'' для формирования упаковки 1 увеличенного объема V.
Кроме того, заявителем было обнаружено, что благодаря тому факту, что высота Н меньше, чем половина основания В, стенки 9 готовой упаковки 1 работают на сжатие, а стенки 5, 6 готовой упаковки 1 работают на растяжение.
В результате конечная форма упаковки 1 формируется лучше и легче, чем упаковки, формируемые из известного базового элемента типа, показанного на фиг.8.
Также заявителем было обнаружено, что условие Н>В/2,30 обеспечивает, что кривизна краев 12 готовой упаковки 1 не определяет неприемлемое формирование готовой упаковки 1.
Это еще более верно в том случае, когда Н>В/2,14.
Другими словами, условие Н>В/2,30, предпочтительно Н>В/2,14, обеспечивает правильное формирование краев 12 готовой упаковки 1.
Заявителем также было обнаружено, что условие Н<В/2,03, предпочтительно Н<В/2,07, обеспечивает, что неизбежные допуски заготовок М, М', М'' не влияют на конечное формирование готовой упаковки 1.
Более подробно, условие В/2,30<H<В/2,03 является хорошим компромиссом для обеспечения правильного формирования готовой упаковки 1 и надлежащей экономии количества упаковочного материала 2, 2', 2'', необходимого для формирования этой упаковки 1.
В том случае, если сегменты между точками 81, 91 и 82, 92 (83, 93 и 84, 94; 101, 111 и 102, 112; 103, 113 и 104, 114) оба имеют длину Н, углы α, α' вычисляются таким образом, что:
2×Н+2×S+Δ=В,
где:
S - толщина упаковочного материала 2, 2', 2'', т.е. толщина заготовки М, М', М'';
Δ - коэффициент, который учитывает упругость упаковочного материала 2, 2', 2''.
В том случае, если (см. фиг.5) высота Н1 сегмента между точками 81, 91 (84, 94) отличается от высоты Н2 сегмента между точками 82, 92 (83, 93):
Н1+Н2+2×S+Δ=В.
Другими словами, значение Н1 и Н2 оптимизируется для любого значения толщины S упаковочного материала 2, 2', 2'', 2''' и/или упругости последнего.
Тем самым возможно использовать толщину и упругость упаковочного материала 2, 2', 2'', 2''', чтобы компенсировать экономию длины заготовок М, М', М'', М'''.
В случае заготовки М'', панели 160', 161', 162', 163' являются трапециевидными, и расстояние N'' между точками 86а'', 86b'' (87а'', 87b''; 116а'', 116b''; 117а'', 117b'') восстанавливается за счет толщины S заготовки М''.
Понятно, что изменения могут быть сделаны для описанного и иллюстрируемого здесь листового упаковочного материала 2, 2', 2'', 2''', не выходя при этом за пределы объема изобретения, определенного в прилагаемой формуле изобретения.
В частности, заготовка М, М', М'', М''' может не содержать или панели 162, 160, 163, 164, 161, 165 или панели 172, 170, 173, 174, 171, 175, и полученная в результате упаковка 1 тем самым может не содержать или верхние клапаны 26 или нижние клапаны 32.
Кроме того, расстояние между линией 61 сгиба и линией 67 сгиба может отличаться от расстояния между линией 62 сгиба и линией 63 сгиба.
Длина основания В между точками 91, 92 может отличаться от длины основания между точками 93, 94 (или 101, 102; или 103, 104).
И наконец, готовая упаковка 1 может содержать одну или более дополнительные стенки, расположенные между стенкой 9 и стенкой 7 или стенкой 8.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Упаковочный способ и устройство для изготовления запечатанных упаковок пищевого продукта, заливаемого в трубу упаковочного материала
Формующий элемент для формования запечатанных упаковок с текучими пищевыми продуктами из трубы упаковочного материала
Сгибающее устройство для формования герметичных упаковок текучих пищевых продуктов
Крышка для открывающего устройства
Крышка для открывающего устройства

