Результат интеллектуальной деятельности: ТРУБНОЕ СОЕДИНЕНИЕ С РЕЗЬБОЙ САМОБЛОКИРУЮЩЕЙСЯ ФОРМЫ, ИСПОЛЬЗУЕМОЕ В НЕФТЕДОБЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ
Вид РИД
Изобретение
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] Настоящая заявка связана с заявкой на патент США № 10/558410, на которую был выдан патент США № 7 661 728 16 февраля 2010 г., все содержание которого включено в настоящий документ посредством ссылки, и к заявке на патент США № 13/139522, поданной 5 августа 2001 г., все содержание которой включено в настоящий документ с помощью ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[2] Настоящее раскрытие относится к резьбовому трубному соединению, содержащему охватываемый трубный элемент, содержащий охватываемую резьбу, и охватывающий трубный элемент, содержащий охватывающую резьбу, которая взаимодействует путем свинчивания с указанной охватываемой резьбой.
[3] Осевая ширина витков указанной резьбы и углублений между указанными витками постепенно изменяется вдоль оси соединения на по меньшей мере части осевой длины резьб так, что витки каждой резьбы заходят в осевой зазор в углублениях другой резьбы в начале свинчивания, при этом указанный зазор постепенно уменьшается, пока не становится нулевым во время свинчивания.
[4] Резьбовые соединения этого типа обычно обладают витками с профилем типа ласточкиного хвоста, производство которого является длительным и затратным. Кроме того, поскольку основное преимущество таких резьбовых соединений состоит в обеспечении лучшей прочности на скручивание, их, скорее всего, будут заводить в длинные боковые отводы или использовать для приложений бурения с обсадными трубами или установки обсадных труб во время бурения, когда требуется более высокий уровень крутящих моментов. Однако повышенный уровень напряжения вследствие крутящего момента может привести к ухудшению усталостных характеристик, что является недостатком, поскольку указанные приложения также требуют сохранения характеристик по герметичности после нескольких часов вращения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[5] Резьбовое соединение с первым и вторым трубным компонентом, каждый из которых снабжен соответствующим охватываемым и охватывающим концом. Охватываемый конец имеет на своей внешней периферической поверхности по меньшей мере одну резьбовую зону и завершается на крайней поверхности, которая ориентирована радиально относительно оси соединения. Охватывающий конец имеет на своей внутренней периферической поверхности по меньшей мере одну резьбовую зону и завершается на крайней поверхности, которая ориентирована радиально относительно оси соединения.
[6] Ширина зубцов охватываемой резьбовой зоны, CWTP, увеличивается от значения CWTpmin, соответствующего ширине зубца, который является ближайшим к крайней поверхности охватываемого конца, до значения CWTpmax, соответствующего ширине зубца, который является самым дальним от указанной крайней поверхности. Ширина углублений охватываемой резьбовой зоны, CWRP, увеличивается от значения CWRpmin, соответствующего ширине углубления, которое является самым дальним от крайней поверхности охватываемого конца, до значения CWRp,max, соответствующего ширине углубления, которое является ближайшим к указанной крайней поверхности.
[7] Ширина зубцов охватывающей резьбовой зоны, CWTb, уменьшается от значения CWTb,max, соответствующего ширине зубца, который является самым дальним от крайней поверхности охватывающего конца, до значения CWTbmin, соответствующего ширине зубца, который является ближайшим к указанной крайней поверхности. Ширина углублений CWRb охватывающей резьбовой зоны уменьшается от значения CWRbmax, соответствующего ширине углубления, которое является ближайшим к крайней поверхности охватывающего конца, до значения CWRbmin, соответствующего ширине углубления, которое является самым дальним от крайней поверхности охватывающего конца, так, что по меньшей мере одна часть резьбовых зон взаимодействует в соответствии с самоблокирующимся свинчиванием.
[8] Максимальная ширина (CWTpmax, CWTbmax) и минимальная ширина (CWTpmin, CWTbmin) зубцов охватываемых и охватывающих витков выполнены так, что:
и
[9] Максимальная ширина CWRpmax и минимальная ширина CWRpmin углублений охватываемых витков выполнены так, что CWRpmax ≤ 3 CWRpmin.
[10] Максимальная ширина CWRbmax и минимальная ширина CWRbmin углублений охватывающих витков выполнены так, что CWRbmax ≤ 3 CWRbmin.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[11] Признаки и преимущества приведенного для примера варианта осуществления более подробно изложены в последующем описании, сделанном со ссылкой на сопутствующие графические материалы.
[12] Фиг. 1 представляет собой схематическое изображение традиционного соединения, содержащего резьбу самоблокирующейся формы;
[13] фиг. 2 представляет собой схематическое изображение традиционного соединения, содержащего резьбу самоблокирующейся формы;
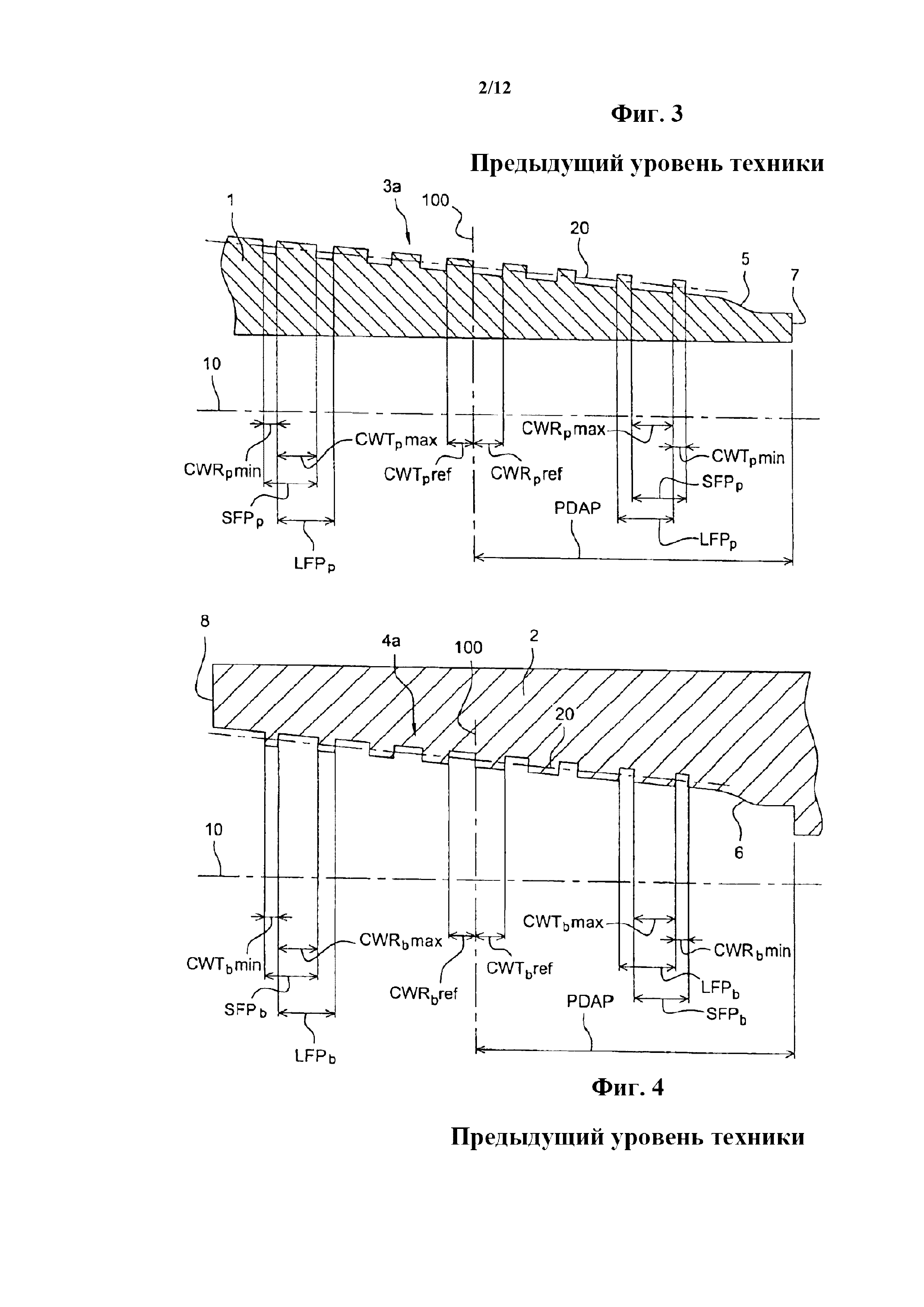
[14] фиг. 3 представляет собой подробное изображение традиционного охватываемого конца трубного компонента соединения, содержащего резьбу самоблокирующейся формы;
[15] фиг. 4 представляет собой подробное изображение традиционного охватывающего конца трубного компонента соединения, содержащего резьбу самоблокирующейся формы;
[16] фиг. 5 представляет собой схематическое изображение в сечении представленного для примера варианта осуществления;
[17] фиг. 6 представляет собой схематическое изображение части выходной канавки в приведенном для примера варианте осуществления;
[18] фиг. 7 представляет собой подробное изображение охватываемого конца трубного компонента соединения
в приведенном для примера варианте осуществления;
[19] фиг. 8 представляет собой подробное изображение охватывающего конца трубного компонента соединения в приведенном для примера варианте осуществления;
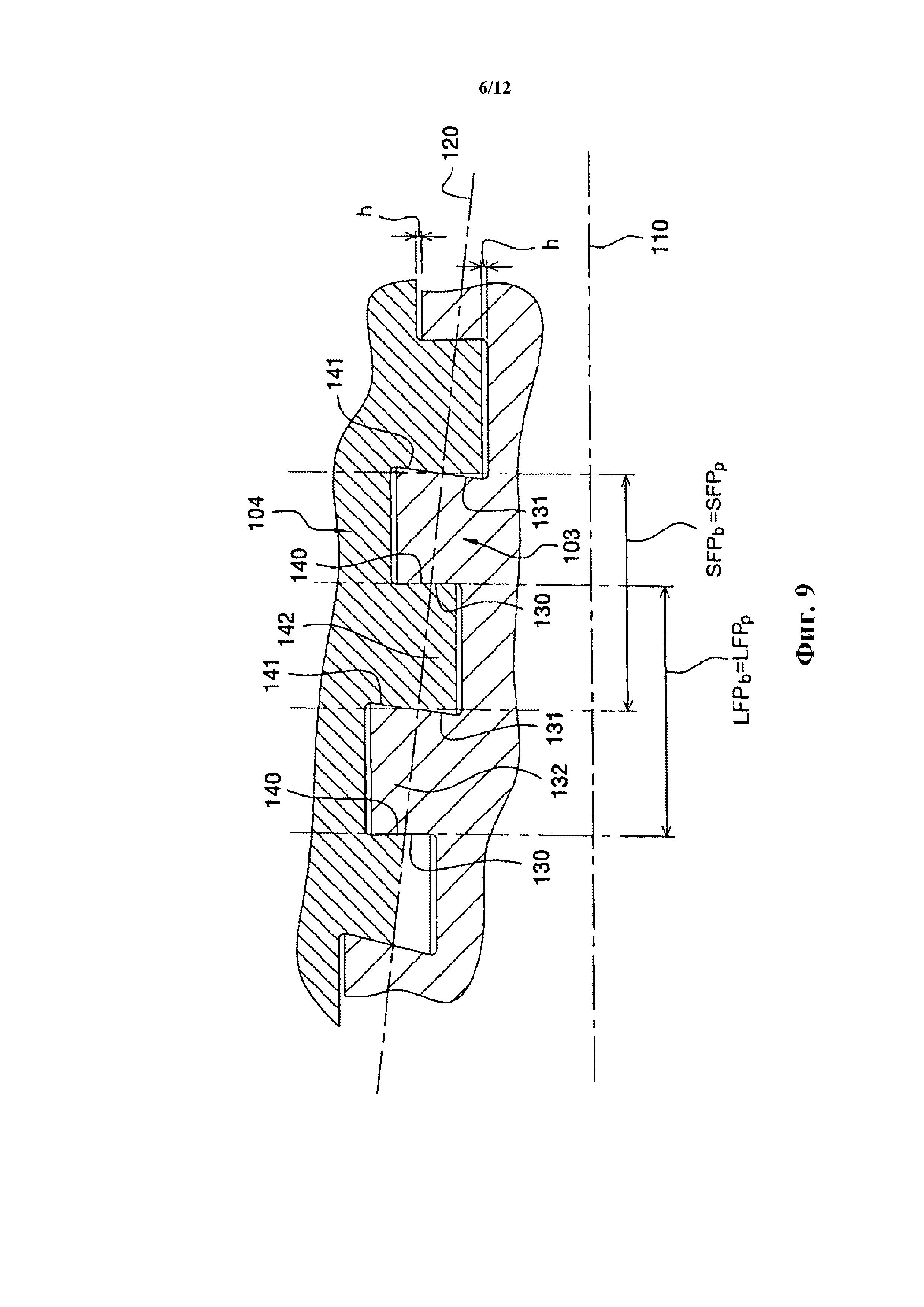
[20] фиг. 9 представляет собой подробное изображение двух, охватываемой и охватывающей, резьбовых зон соединения, взаимодействующих в самоблокирующемся натяге в приведенном для примера варианте осуществления;
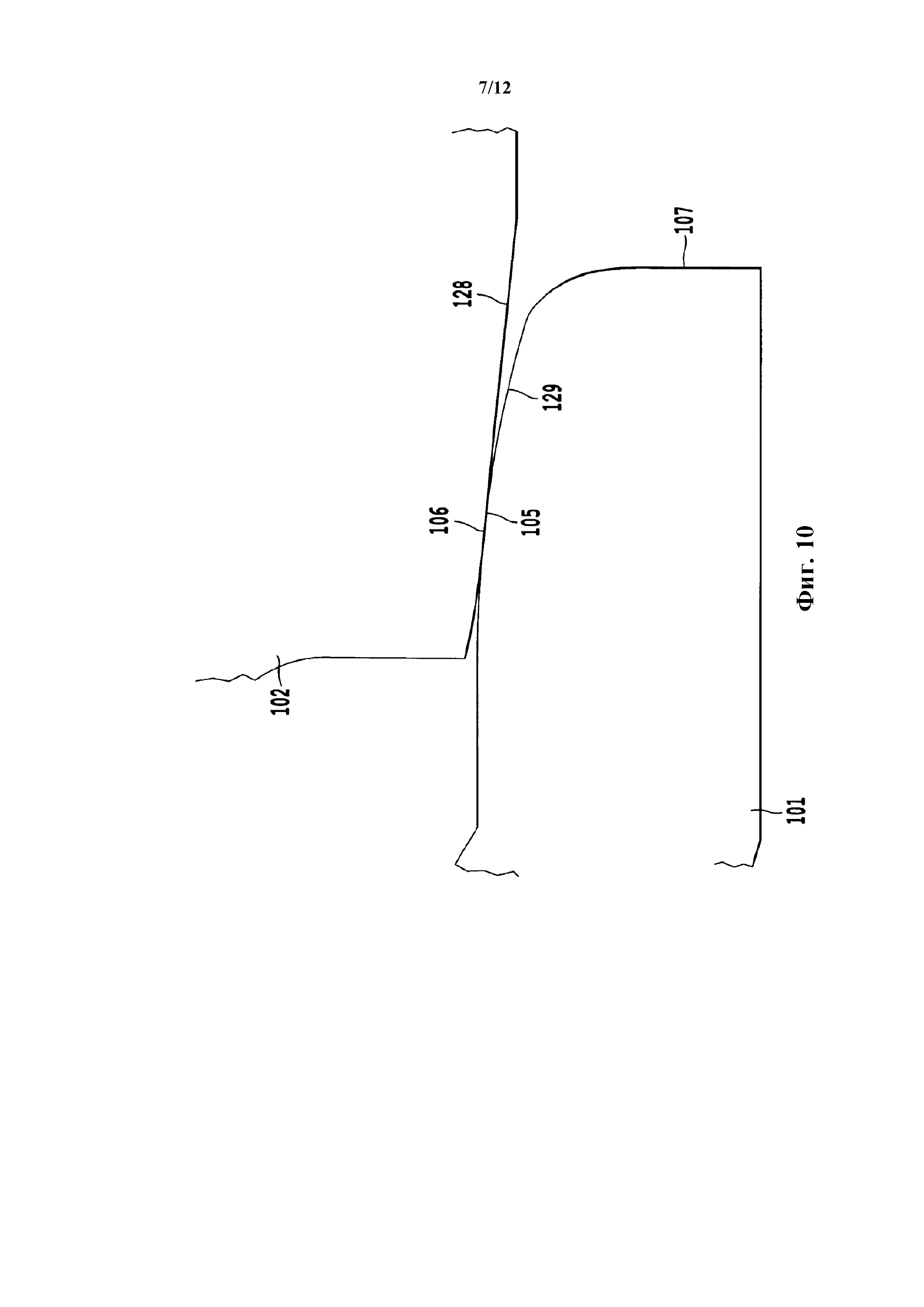
[21] фиг. 10 представляет собой подробное изображение уплотняющих зон согласно приведенному для примера варианту осуществления;
[22] фиг. 11 представляет собой схематическое изображение конфигурации линии конусности для приведенного для примера варианта осуществления;
[23] фиг. 12A–C представляют собой схематические изображения приведенных для примера вариантов осуществления выхода;
[24] фиг. 13 представляет собой схематическое изображение вставки и выходной канавки в приведенном для примера варианте осуществления;
[25] фиг. 14 представляет собой схематическое изображение в сечении второго варианта приведенного для примера варианта осуществления; и
[26] фиг. 15A–B и 16A-B представляют собой изображения уровней концентрации напряжения в приведенных для примера вариантах осуществления, представленных на фиг. 12A и 12C.
ПОДРОБНОЕ ОПИСАНИЕ
[27] Целью и особенностью приведенного для примера варианта осуществления, описанного в данном документе, является предоставление резьбового трубного соединения с охватываемым трубным компонентом и охватывающим трубным компонентом и геометрической формой витков, удовлетворяющей требованиям к свойствам материалов и обеспечивающей уплотненный контакт. Резьбовое трубное соединение может быть изготовлено из стали. Механические свойства стали, т.е. предел текучести, предел прочности на растяжение, пластичность и т.п. делают сталь предпочтительным материалом для резьбового трубного соединения. Термин «уплотненный контакт», используемый в настоящем описании, означает контакт между двумя поверхностями, тесно прижатыми друг к другу с получением уплотнения металла с металлом, в частности, газонепроницаемого уплотнения. Один приведенный для примера вариант осуществления увеличивает жесткость соединения и улучшает изменение усталостных характеристик соединения.
[28] Эти и другие цели, преимущества и признаки приведенного для примера резьбового трубного соединения, описанного в данном документе, будут очевидны специалисту в данной области техники после рассмотрения настоящего описания, включая приложенные графические материалы.
[29] Элементы традиционного трубного соединения представлены на фиг. 1–4. Фиг. 1 представляет собой изображение традиционного резьбового трубного соединения, которое содержит трубный элемент с охватываемым концом 1 и трубный элемент с охватывающим концом 2. Каждый конец имеет соответствующие конические резьбовые зоны 3a, 4a, которые взаимодействуют вместе для взаимного соединения путем свинчивания двух элементов. Резьбовые зоны 3a, 4a относятся к «самоблокирующемуся типу», при котором может иметь место постепенное изменение осевой ширины витков и/или впадин между витками так, что во время свинчивания достигается постепенная посадка с натягом по оси и вхождение в конечное блокирующее положение.
[30] На фиг. 2 представлено расстояние VPEST (виртуальный конец позиционирования самоблокирующейся резьбы), который определяют от крайней поверхности 7, при этом VPEST представляет собой точку, от которой начинаются витки постоянной ширины. На фиг. 2 также представлено расстояние PDAP (осевое положение среднего диаметра резьбы), на котором ширина охватываемого зубца и охватывающего зубца равны. Идея PDAP дополнительно представлена на фиг. 3 и 4.
[31] Как представлено на фиг. 3 и 4, резьбовые зоны 3a и 4a традиционного трубного соединения имеют плоскость симметрии 100, которая расположена на расстоянии PDAP от крайней поверхности 7 охватываемого конца. В этой плоскости симметрии 100 ширина охватываемого зубца, CWTpref, и ширина охватывающего зубца, CWTbref, смежных с плоскостью симметрии 100, являются равными.
[32] Как представлено на фиг. 3 и 4 посредством изображения в продольном разрезе охватываемого конца 1 и изображения в продольном разрезе охватывающего конца 2 традиционного трубного соединения, соответственно, ширина CWTpmin зубца (или витка), расположенного ближе всего к крайней поверхности 7 охватываемого конца 1, является наименьшей величиной всей охватываемой резьбовой зоны 3a, а также соответствует ширине CWRpmin углубления, расположенного дальше всего от указанной крайней поверхности 7.
[33] Подобным образом, как представлено на фиг. 3 и 4, в традиционном трубном соединении ширина CWTbmin зубца (или витка), расположенного ближе всего к крайней поверхности 8 охватывающего конца 2, является наименьшей величиной всей охватывающей резьбовой зоны 4a, а также соответствует ширине CWRbmin углубления, расположенного дальше всего от указанной крайней поверхности 8. Для получения радиальной посадки с натягом резьбовых зон ширина CWTpmin самого узкого зубца охватываемой резьбовой зоны 3a равна ширине CWRbmin самого узкого углубления охватывающей резьбовой зоны 4a.
[34] В традиционном трубном соединении, как представлено на фиг. 3 и 4, самые узкие зубцы охватываемой резьбовой зоны 3a и охватывающей резьбовой зоны 4a соответственно зажаты между соответствующими зубцами, которые являются самыми широкими. Узкая ширина зубцов, близких к крайней поверхности охватываемого и охватывающего концов, а также большая ширина зубцов, которые зажимают их, могут по отдельности или совместно создавать риск износа путем сдвига этих узких зубцов.
[35] Риск сдвига выше для зубца с минимальной шириной CWTpmin, расположенного на охватываемом конце 1, чем для зубца с минимальной шириной CWTbmin, расположенного на охватывающем конце 2, поскольку охватываемая резьбовая зона 3a является неполной рядом с охватываемыми зубцами, которые зажимают зубец с минимальной шириной CWTbmin. Возле зубца с минимальной шириной CWTbmin соответствующие охватываемые зубцы имеют уменьшенную высоту, чтобы сделать возможным переход к нерезьбовым частям и, таким образом, создают гораздо более низкий риск вывода из строя соответствующих охватывающих зубцов.
[36] В соединении, получающемся из переходной муфты между длинным трубным компонентом, несущим охватываемый конец 1, и коротким трубным компонентом (называемым переходной муфтой), несущим охватывающий конец 2, на охватываемом конце 1 зубцы являются более неполными близко к переходу к нерезьбовым частям. Риск того, что охватываемые зубцы зажмут зубец с минимальной шириной CWTbmin на охватывающем конце, является малым.
[37] На фиг. 5 представлен неограничивающий вариант осуществления системы трубного соединения согласно настоящему раскрытию. Система трубного соединения содержит охватываемый трубный элемент 101 и охватывающий трубный элемент 102, имеющие, соответственно, резьбовой охватываемый элемент 103 и резьбовой охватывающий элемент 104. Альтернативно настоящее раскрытие также может быть применено для трехэлементного трубного соединения с переходной муфтой.
[38] В неограничивающем приведенном для примера варианте осуществления, представленном на фиг. 5, резьбовой охватываемый элемент 103 может иметь охватываемую винтовую резьбу с охватываемой вершиной, охватываемой впадиной, охватываемым свободным концом 107, охватываемой закладной стороной и охватываемой опорной стороной. Охватываемый свободный конец 107 может представлять собой плоскую поверхность, перпендикулярную оси резьбового соединения, как представлено в неограничивающем примере на фиг. 5. В приведенном для примера варианте осуществления резьбовой охватывающий элемент 104 может взаимодействовать путем свинчивания с резьбовым охватываемым элементом 103. Резьбовой охватывающий элемент 104 может иметь охватывающую винтовую резьбу с охватывающей вершиной, охватывающей впадиной, охватывающим свободным концом 108, охватывающей закладной стороной и охватывающей опорной стороной. Охватывающий свободный конец 108 может представлять собой плоскую поверхность, перпендикулярную оси резьбового соединения, как представлено в неограничивающем примере на фиг. 5. Эти элементы более подробно обсуждаются ниже в данном раскрытии, например, см. описание, сопутствующее фиг. 9.
[39] Как представлено в приведенном для примера варианте осуществления на фиг. 5, охватывающий трубный элемент 102, также известный как муфта, содержит выходную канавку 112, расположенную между резьбовым охватывающим элементом 104 и основной частью охватывающего трубного элемента 102. Выходная канавка 112 может иметь внутренний диаметр, который больше наружного диаметра ближайшего зацепляемого витка. Другими словами, внутренний диаметр выходной канавки больше, чем наружный диаметр последнего зацепляемого зубца. В приведенном для примера варианте осуществления критическое сечение системы трубного соединения представляет собой сечение выходной канавки. Критическое сечение представляет собой область сечения, которая подвергается полному растяжению, передаваемому по всем виткам, и которая в этом варианте осуществления расположена на крайнем конце 107 трубного охватываемого элемента 101.
[40] Фиг. 6 представляет собой изображение неограничивающего варианта осуществления, в котором резьбовой охватываемый элемент 103 содержит охватываемый зубец 133, находящийся в выходной канавке 112 муфты. Альтернативно в выходной канавке 112 муфты может находиться охватывающий зубец (не показан), а не охватываемый зубец 133. В любом из этих вариантов осуществления имеется радиальный зазор между выходной канавкой 112 и зубцом. На фиг. 5 и 6 представлен неограничивающий пример радиального зазора между выходной канавкой 112 и охватываемым зубцом 133. В альтернативных вариантах осуществления в выходной канавке 112 могут быть добавлены дополнительные зубцы.
[41] На фиг. 7 представлен приведенный для примера вариант осуществления, в котором витки резьбового охватывающего элемента 104 и резьбового охватываемого элемента 103 могут сцепляться как не полностью блокирующие витки резьбы. Не полностью блокирующие витки могут иметь осевую ширину витков охватываемой резьбы и витков охватывающей резьбы и углублений между витками, которые постепенно изменяются вдоль оси соединения 110 на по меньшей мере части осевой длины резьбового охватываемого элемента 103 и резьбового охватывающего элемента 104.
[42] Резьбовой охватываемый элемент 103 может иметь резьбовую часть с охватываемыми витками, разделенными канавками, при этом ширина CWRP канавок возрастает от значения CWRpmin, соответствующего ширине канавки, которая является самой дальней от крайней поверхности 107 резьбового охватываемого элемента 103, до значения CWRpmax, соответствующего ширине канавки, которая является ближайшей к крайней поверхности 107 резьбового охватываемого элемента 103.
[43] Резьбовой охватывающий элемент 104 может иметь резьбовую часть с охватывающими витками или
канавками, при этом ширина CWRb канавок возрастает от значения CWRbmin, соответствующего ширине канавки, которая является самой дальней от крайней поверхности 108 резьбового охватывающего элемента 104, до значения CWRbmax, соответствующего ширине канавки, которая является ближайшей к крайней поверхности 108 резьбового охватывающего элемента 104.
[44] В альтернативных вариантах осуществления вместо не полностью блокирующих витков может быть использована резьба другого типа.
[45] В приведенном для примера варианте осуществления охватываемый конец 107, также известный как конец ниппеля, содержит неблокирующий выход, вследствие чего свинчивание резьбового охватываемого элемента 103 и резьбовой охватывающего элемента 104 не ограничено никакой осевой упорной поверхностью. Другими словами, охватываемый свободный конец 107 не упирается в охватывающий трубный элемент, и охватывающий свободный конец 108 не упирается в охватываемый трубный элемент. В одном альтернативном варианте осуществления дополнительный зубец 133 и выходная канавка 112 присутствуют, но свинчивание резьбового охватываемого элемента 103 и резьбового охватывающего элемента 104 ограничено по меньшей мере одной осевой упорной поверхностью. Другими словами, при свинчивании между резьбовым охватываемым элементом 103 и резьбовым охватывающим элементом 104 по меньшей мере один виток охватываемого резьбового конца расположен в выходной канавке 112, и этот по меньшей мере один виток не контактирует с резьбовым охватывающим элементом.
[46] В приведенных для примера вариантах осуществления, представленных на фиг. 5–16, геометрическая форма и охватываемого трубного элемента, и охватывающего трубного элемента, и их соответствующих резьбовых частей может быть изменена.
Как представлено в приведенном для примера варианте осуществления на фиг. 7, резьбовой охватываемый элемент 103 взаимодействует с резьбовым охватывающим элементом 104 стандартной длины и шага, соответственно представленным на фиг. 8. В этом приведенном для примера варианте осуществления отношение между шириной CWTpmin зубца охватываемого конца, ближайшего к крайней поверхности 107 охватываемого конца 101, и шириной CWTbmax зубца охватывающего конца, самого дальнего от крайней поверхности 108 охватывающего конца 102, выбирают равным 0,2 или более. Следующее уравнение получают:
 [Уравнение #1]
[Уравнение #1]
[47] В приведенном для примера варианте осуществления, когда отношение CWTpmin к CWTbmax приближается к 1, сопротивление соединения переменным напряжениям растяжения/сжатия улучшается.
[48] В приведенном для примера варианте осуществления часть резьбового охватываемого элемента 103, где зубцы являются самыми узкими, сокращают, что приводит к тому, что крайняя поверхность 107 охватываемого конца 101 находится ближе к оси 100 симметрии, чем когда та часть резьбового охватываемого элемента 103, где зубцы являются самыми узкими, не сокращена. Таким образом, ширина зубца, ближайшего к крайней поверхности 107, увеличивается путем присваивания ей величины, приближающейся к CWTpref, что соответствует ширине зубца, смежного с осью 100 симметрии перед уменьшением той части резьбового охватываемого элемента 103, где зубцы являются самыми узкими. По этой причине расстояние PDAP уменьшается, что соответствует расстоянию между осью 100 симметрии и крайней поверхностью 107.
[49] В приведенном для примера варианте осуществления для сохранения общей длины резьбовых элементов и сохранения затягивающего усилия удлиняют резьбовой элемент конца, противоположного крайней поверхности 107. По этой причине отношение между шириной CWTbmin зубца охватывающего конца 102, ближайшего к крайней поверхности 108 охватывающего конца 102, и шириной CWTpmax зубца охватываемого конца 101, самого дальнего от крайней поверхности 107 охватываемого конца 101, сокращают, относительно традиционного трубного соединения. Это выражают следующим образом:
 [Уравнение #2]
[Уравнение #2]
[50] В приведенном для примера варианте осуществления непропорциональность между шириной CWTbmin зубца охватывающего конца 102, ближайшего к крайней поверхности 108 охватывающего конца 102, и шириной CWTpmax зубца охватываемого конца 101, самого дальнего от крайней поверхности 107 охватываемого конца 101, можно увеличить. В приведенном для примера варианте осуществления зубцы охватываемого конца 101 в этой области могут содержать выемку, которая уменьшает риск сдвига для зубцов соответствующего охватывающего конца 102.
[51] В приведенном для примера варианте осуществления, который сохраняет стандартную общую длину соединения, напротив крайней поверхности 107 охватываемого конца 101, ширина углублений существенно меньше, чем величина CWRpmin, соответствующая минимальной ширине углублений в стандартном соединении. Чтобы сохранить данную длину резьбовой зоны и сохранить величину шага между опорными сторонами и между закладными сторонами, и чтобы ширина CWRpmin не стала настолько малой, что используемые режущие инструменты сломаются во время ее прохождения, охватываемый резьбовой элемент 103 может быть изменен. В приведенном для примера варианте осуществления охватываемый резьбовой элемент 103 изменяют, когда ширина впадин резьбового охватываемого элемента 103 достигает порогового значения CWRpthreshold. В приведенном для примера варианте осуществления резьбовой охватываемый элемент 103 может быть изменен с получением значения CWRpthreshold, составляющего 0,7 или более высоты зубца.
[52] В приведенном для примера варианте осуществления, когда ширина углублений резьбового охватываемого элемента 103 достигает порогового значения CWRpthreshold, резьбовой охватываемый элемент 103 принимает профиль, в котором один или более зубцов, самых дальних от крайней поверхности 107, являются сходящими на нет.
[53] В приведенном для примера варианте осуществления, чтобы не получить большую резьбовую часть, в которой зубцы резьбового охватываемого элемента 3 больше не усаживаются с радиальным натягом, расстояния VPEST и PDAP должны быть больше минимальной величины. Другими словами, для сохранения длины резьбы самоблокирующейся формы, требующейся для обеспечения данного значения крутящего момента свинчивания, отношение CWTpmin/CWTbmax нельзя увеличивать слишком сильно, поскольку иначе будет необходимо продлевать ту часть резьбового охватываемого элемента 103, в которой ширина CWRp углублений определяется значением CWRpthreshold.
[54] В приведенном для примера варианте осуществления отношение CWTpmin/CWTbmax находится в диапазоне от 0,3 до 0,7.
[55] В приведенном для примера варианте осуществления в резьбовой зоне общей длиной 117 мм выгодно разместить PDAP на расстоянии 50 мм от крайней поверхности 107, при этом величины CWTpmin и CWTbmax равняются 2,7 мм и 5,3 мм, т. е. отношение составляет 0,51. Расстояние, на котором профиль резьбового охватываемого элемента 103 становится постоянным, – это расстояние VPEST, равное 98 мм. Крутящий момент натяга поддерживается на уровне 26000 фут-фунтов (35000 Н⋅м) для 5 1/2" 23,00 фунтов/фут T95 переходной муфты, это выполняется без деформации витка.
[56] Как представлено в приведенном для примера варианте осуществления на фиг. 9, охватываемые витки 132 и охватывающие витки 142 (или зубцы) могут иметь профиль типа ласточкиного хвоста, вследствие чего они крепко усаживаются друг на друга после свинчивания. Это устраняет риск выскакивания, которое соответствует разъединению охватываемых витков 132 и охватывающих витков 142, когда соединение подвергается большим изгибающим или растягивающим напряжениям. Более конкретно, геометрическая форма витков типа ласточкиного хвоста повышает радиальную жесткость их муфты по сравнению с витками, которые обычно называют «трапецеидальными» витками, в которых осевая ширина сокращается от основания к вершине витков.
[57] Термин «самоблокирующиеся резьбовые зоны» означает резьбовые зоны, обладающие признаками, подробно описанными ниже. Как представлено в приведенном для примера варианте осуществления на фиг. 9, охватываемые витки (или зубцы) 132, как и охватывающие витки (или зубцы) 142, обладают постоянным шагом, хотя их ширина сокращается в направлении их соответствующей крайней поверхности 107, 108 так, что во время свинчивания охватываемые витки 132 и охватывающие витки 142 (или зубцы) в итоге блокируются друг в друге в предопределенном положении. Более конкретно, шаг LFPb между опорными сторонами 140 резьбового охватывающего элемента 104 является постоянным, как и шаг SFPb между закладными сторонами 141 резьбового охватывающего элемента 104, с той особенностью, что шаг между опорными сторонами 140 больше, чем шаг между закладными сторонами 141. Аналогично шаг SFPp между охватываемыми закладными сторонами 131 является постоянным, как и шаг LFPp между охватываемыми опорными сторонами 130. Кроме того, соответствующие шаги SFPp и SFPb между охватываемыми закладными сторонами 131 и охватывающими закладными сторонами 141 являются равными и меньшими, чем соответствующие шаги LFPp и LFPb между охватываемыми опорными сторонами 130 и охватывающими опорными сторонами 140, которые сами являются равными.
[58] Как представлено в приведенном для примера варианте осуществления на фиг. 9, резьбовой охватываемый элемент 103 и резьбовой охватывающий элемент 104 ориентированы по образующей 120 конуса для облегчения прохождения свинчивания. Образующую 102 конуса определяют как проходящую через центр опорных сторон. В неограничивающем приведенном для примера варианте осуществления образующая 120 конуса образует угол с осью 110, который находится в диапазоне от 1 градуса до 5 градусов.
[59] Как представлено в приведенном для примера варианте осуществления на фиг. 9, контакт происходит преимущественно между охватываемыми опорными сторонами 130 и охватывающими опорными сторонами 140, и между охватываемыми закладными сторонами 131 и охватывающими закладными сторонами 141. Напротив, зазор h может быть создан между вершинами охватываемой резьбы и впадинами охватывающей резьбы, и аналогично зазор может быть предусмотрен между впадинами охватываемой резьбы и вершинами охватывающей резьбы для облегчения прохождения свинчивания и предотвращения какого-либо риска образования задиров.
[60] Как представлено в приведенном для примера варианте осуществления на фиг. 9, вершины зубцов и углубления впадин резьбового охватываемого элемента 103 и резьбового охватывающего элемента 104 могут быть параллельны оси 110 резьбового соединения. В приведенном для примера варианте осуществления эта конфигурация может облегчать механическую обработку.
[61] В приведенном для примера варианте осуществления уплотнение против текучей среды обеспечено двумя уплотняющими зонами 105, 106, расположенными возле крайней поверхности 107 охватываемого элемента 101, которое предотвращает протечки изнутри трубного соединения во внешнюю среду и предотвращает протечки из внешней среды в трубное соединение.
[62] В приведенном для примера варианте осуществления, как представлено на фиг. 10, уплотняющая зона 105 охватываемого конца 101 может иметь куполообразную поверхность 129, которая обращена радиально наружу с диаметром, который сокращается в направлении к крайней поверхности 107. В приведенном для примера варианте осуществления радиус этой куполообразной поверхности 129 предпочтительно меньше 150 мм для избежания проблем, связанных с контактом конуса с конусом. В другом приведенном для примера варианте осуществления радиус куполообразной поверхности 129 превышает 30 мм для обеспечения достаточной площади контакта. В приведенном для примера варианте осуществления радиус этой куполообразной поверхности 129 предпочтительно находится в диапазоне от 30 до 100 мм.
[63] В приведенном для примера варианте осуществления, как представлено на фиг. 10, напротив куполообразной поверхности уплотняющая зона 106 охватывающего конца 102 имеет коническую поверхность 128, которая обращена радиально внутрь с диаметром, который сокращается в направлении крайней поверхности 107 охватываемого элемента 101. Тангенс половинного угла при вершине конической поверхности 128 находится в диапазоне от 0,025 до 0,075, т.е. конусность находится в диапазоне от 5% до 15%. В приведенном для примера варианте осуществления конусность составляет по меньшей мере 5%, чтобы сократить риск образования задиров при свинчивании. В приведенном для примера варианте осуществления конусность не превышает 15%, чтобы избежать проблем, связанных с малыми допусками для машинной обработки.
[64] Изобретатели обнаружили, что область контакта между конической поверхностью и куполообразной поверхностью может создавать большую эффективную ширину осевого контакта и главным образом параболическое распределение контактных давлений вдоль эффективной зоны контакта, в отличие от контактных зон между двумя коническими поверхностями, которые имеют узкие эффективные зоны контакта на концах контактной зоны.
[65] В приведенном для примера варианте осуществления с куполообразной поверхностью и конической поверхностью геометрия зоны контакта может обеспечивать эффективную ширину контакта, несмотря на вариации в осевом позиционировании соединенных элементов, вызванные допусками механической обработки, при этом эффективная зона контакта поворачивается по куполообразной части куполообразной поверхности, сохраняя параболический профиль для локального контактного давления.
[66] Как представлено в приведенном для примера варианте осуществления на фиг. 11, уплотнение ниппеля выполнено ниже линии 120 конусности, определенной впадиной витка ниппеля, с зазором e. В этом варианте осуществления радиальное расположение уплотнения выполнено так, чтобы оно находилось ниже линии конусности резьбы. Эта конфигурация линии конусности делает возможным прямой ход, т.е. начальное позиционирование вставок без врезания в резьбу, для вставок с несколькими зубцами. В предпочтительном варианте осуществления линия конусности имеет наклон от 5% до 25%, и зазор e составляет от 0,25 мм до 1 мм. В одном альтернативном варианте осуществления радиальное местоположение уплотнения выбрано выше линии конусности резьбы, и для использования вставки с несколькими зубцами длину конца ниппеля увеличивают относительно длины конца ниппеля при использовании вставки с одним зубцом.
[67] На фиг. 12A представлен приведенный для примера вариант осуществления со стандартным выходом. На фиг. 12B представлен приведенный для примера вариант осуществления с более широким выходом, а на фиг. 12C представлен приведенный для примера вариант осуществления с более широким выходом и дополнительным зубцом 133. Фиг. 6 представляет собой подробное изображение приведенного для примера варианта осуществления, представленного на фиг. 12C.
[68] В приведенном для примера варианте осуществления, представленном на фиг. 12A, выход является несовместимым со вставкой с двумя зубцами, и время механической обработки может быть больше, чем время механической обработки для приведенных для примера вариантов осуществления, представленных на фиг. 12B или 12C.
[69] Что касается ожидаемых характеристик уплотнения, вычисленных посредством анализа методом конечных элементов, приведенный для примера вариант осуществления, представленный на фиг. 12C, может обеспечивать меньшее контактное давление, чем приведенный для примера вариант осуществления, представленный на фиг. 12A, но может давать на 10–30% большее контактное давление, чем приведенный для примера вариант осуществления, представленный на фиг. 12B. Приведенный для примера вариант осуществления, представленный на фиг. 12C, уменьшает мост напряжений, присутствующий между критическим сечением и областью уплотнения в приведенном для примера варианте осуществления, представленном на фиг. 12A, как представлено на фиг. 15A–B и 16A–B. В приведенном для примера варианте осуществления опорные стороны резьбы соединяются с вершиной резьбы и со смежной впадиной резьбы закруглениями так, что эти закругления уменьшают коэффициент концентрации напряжений у подножия опорных сторон и таким образом улучшают усталостные характеристики соединения. Приведенный для примера вариант осуществления, представленный на фиг. 12C, уменьшает концентрации напряжений у подножия первого зацепленного витка ниппеля. В выполненных испытаниях на усталость приведенный для примера вариант осуществления, представленный на фиг. 12C, продемонстрировал стойкость SAF равную главным образом 1,15 по сравнению с DNV-B1 в воздухе. В приведенном для примера варианте осуществления вставка с несколькими зубцами используется для сокращения времени механической обработки путем увеличения глубины прохода. Вставка с двумя зубцами может выполнять механическую обработку резьбы вдвое быстрее, чем вставка с одним зубцом, путем вдвое большего удаления, чем вставка с одним зубцом, за одно и то же время. Эта конфигурация не оказывает негативного воздействия на механическую обработку, а на самом деле улучшает ее.
[70] В приведенном для примера варианте осуществления выходная канавка 112 предоставляет пространство для выхода смазывающей жидкости и средство для предотвращения нарастания давления. В приведенном для примера варианте осуществления внутренний диаметр выходной канавки 112 больше диаметра навинченных зубцов, смежных с выходной канавкой 112, вследствие чего при наличии выходной канавки 112 критическое сечение трубного узла больше не находится в месте, где трубные элементы содержат резьбу. Вместо этого при наличии выходной канавки 112 критическое сечение трубного узла расположено на выходной канавке 112, т.е. в нерезьбовой части муфты, эффективно уменьшая воздействие усталости на зубцы компонента. В приведенном для примера варианте осуществления ширина выходной канавки по меньшей мере в 1,5–2 раза больше шага опорной стороны, чтобы давать возможность вынимать вставку из резьбы после механической обработки. В приведенном для примера варианте осуществления ширину выходной канавки 112 выполняют так, чтобы она составляла по меньшей мере
LFPb + (ICW - (LFPb - SFPb)) + (LFH + LFPb )tg 15° [Уравнение #3]
)tg 15° [Уравнение #3]
где LFPb – шаг опорной стороны, ICW – ширина вершины вставки, SFPb – шаг закладной стороны, LFH – высота опорной стороны и TT – угол линии конусности. Угол 15° определяют относительно плоскости 111, перпендикулярной оси соединения 110, как представлено на фиг. 13.
[71] В одном альтернативном варианте осуществления, как представлено на фиг. 6, дополнительный зубец, имеющийся в выходной канавке, сформирован не полностью. В одном предпочтительном варианте осуществления дополнительный зубец в выходной канавке имеет высоту, составляющую по меньшей мере половину высоты полностью сформированного зубца, ближайшего к концу трубного элемента.
[72] Наличие этого дополнительного витка 133 дает лучшее распределение напряжений по ниппелю и увеличивает жесткость кромки ниппеля при приложении внешнего давления, по сравнению с вариантом осуществления без дополнительного витка, но подобного во всех других аспектах. Как упомянуто выше, приведенный для примера вариант осуществления, представленный на фиг. 12C и на фиг. 16A–B, предоставляет улучшенное распределение напряжений по сравнению с приведенным для примера вариантом осуществления, представленным на фиг. 12A и на фиг. 15A–B. На фиг. 15B и 16B представлены изолинии напряжений каждого из соответствующих вариантов осуществления, и на фиг. 16B представлен уменьшенный мост напряжений по сравнению с представленным на фиг. 15B.
[73] В приведенном для примера варианте осуществления механическая обработка конца ниппеля с дополнительным зубцом требует дополнительного времени механической обработки, но это, по крайней мере, компенсируется сокращением времени механической обработки, обеспечиваемым сокращением количества средних проходов, выполняемых выбранной вставкой.
[74] В приведенном для примера варианте осуществления наружный диаметр 9 переходной муфты, также называемый OD, представленный в приведенном для примера варианте осуществления на фиг. 1, выполнен так, что в критическом сечении удовлетворяются критерии и по растяжению, и по скручиванию. В приведенном для примера варианте осуществления система трубного соединения выполнена так, что общее напряжение на трубных компонентах не превышает 95% предела текучести, и так, что переходная муфта обеспечивает по меньшей мере 102% характеристик прочности на растяжение, чтобы избежать каких бы то ни было недостатков, связанных с преждевременной усталостью. Минимальный наружный диаметр 9 переходной муфты для обеспечения эффективности прочности на растяжение вычисляют по следующей формуле:
 [Уравнение #4]
[Уравнение #4]
где OD – наружный диаметр в миллиметрах, BGDmax – максимальный диаметр выходной канавки муфты в миллиметрах, а PS – это сечение тела трубы в миллиметрах квадратных.
[75] Минимальный наружный диаметр переходной муфты для удовлетворения критерия по пределу текучести определяют путем выбора OD согласно следующей формуле:
 [Уравнение #5]
[Уравнение #5]
где  – эквивалентное напряжение по фон Мизесу, Ys – предел текучести материала,
– эквивалентное напряжение по фон Мизесу, Ys – предел текучести материала,  – основное осевое напряжение при растяжении, и τ – напряжение сдвига, генерируемое крутящим моментом снаружи переходной муфты.
– основное осевое напряжение при растяжении, и τ – напряжение сдвига, генерируемое крутящим моментом снаружи переходной муфты.
[76] Выбранное значение наружного диаметра 9 переходной муфты представляет собой наибольшее значение, полученное согласно вышеуказанным критериям по эффективности прочности на растяжение и пределу текучести, что гарантирует, что диаметр переходной муфты удовлетворяет критериям и по растяжению, и по скручиванию.
[77] В другом приведенном для примера варианте осуществления, как представлено на фиг. 14, система трубного соединения может содержать две ступени S1, S2. Соответственно, первая ступень S1 содержит часть резьбового соединения между охватываемым и охватывающим трубными элементами, выходную канавку и дополнительный зубец на охватываемом трубном элементе, расположенный в выходной канавке. Вторая ступень S2 содержит вторую часть резьбового соединения между охватываемым и охватывающим трубными элементами, со второй выходной канавкой, и дополнительный зубец на охватываемом трубном элементе, расположенный во второй выходной канавке. Вторая ступень S2 также содержит часть уплотненного контакта металла с металлом. В этом приведенном для примера варианте осуществления две ступени обеспечивают двойной уплотненный контакт металла с металлом. В приведенном для примера варианте осуществления двухступенчатая система трубного соединения может быть использована для цельных сочленений или толстых труб, для которых может быть полезным вторичное уплотнение.
Поскольку многие возможные варианты осуществления могут быть реализованы согласно настоящему описанию без выхода за его рамки, необходимо понимать, что весь материал, изложенный в данном документе, или представленный на сопутствующих графических материалах, необходимо интерпретировать как иллюстративный, а не в ограничительном смысле.
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью
Комплект для осуществления резьбового соединения, применяемого при бурении и разработке углеводородных скважин, и получаемое с его помощью резьбовое сединение

